Упрочнение поверхностного слоя металла
Обновлено: 02.05.2024
Проников А.С. (ред.). Основные вопросы надежности и долговечности машин. МАТИ. М., 1969.
Вентцель Е.С. Теория вероятностей. Изд. «Наука», 1969.
Смирнов Н.В., Дудин-Барковский. Курс теории вероятностей и математической статистики для технических приложений. Изд. «Наука», М., 1965.
Основой технической политики машиностроительных предприятий является повышение качества выпускаемых изделий до уровня конкурентноспособных мировых стандартов. Но в связи с тем, что надежность и долговечность являются главнейшими характеристиками качества изделия, им необходимо уделять основное внимание при проектировании и изготовлении изделий.
Для этой цели создаются новые технологические и конструктивные приемы и методы, основанные на достижениях современных наук, особенно физики твердого тела, физической химии, электрофизики и т.д. Непрерывно совершенствуются и общеизвестные методы повышения надежности и долговечности.
С точки зрения обеспечения надежность и долговечность изделия можно подразделить на общую и функциональную. Функциональная надежность характеризует служебные свойства машины (изделия), которые определяются в основном ее конструктивно-теоретическим решением.
Общая надежность характеризует в основном, те свойства, которые обеспечиваются в процессе изготовления машины. Главными из этих свойств являются прочность, износостойкость, коррозионная стойкость, выносливость и т. д.
Приведенное разбиение на общую и функциональную надежность является условным, т.к. они взаимозависимы. Несоблюдение технологической дисциплины, влияет не только на общую; но и на функциональную надежность. Подобное разбиение сделано с целью ограничить круг рассматриваемых вопросов.
Существуют следующие методы повышения общей надежности и долговечности изделий.
1. Упрочнение поверхностное слабых элементов машин пластическим деформированием.
2. Поверхностное упрочнение деталей машин химико-термической обработкой и закалкой.
3. Упрочнение поверхностных слоев специальными методами обработки: электрохимическими, ультразвуковыми и т.д.
4. Нанесение на рабочие поверхности деталей высокопрочных металлов и других материалов (ионная имплантация, напыление нитридов и т.д.).
5. Нанесение на поверхности деталей антикоррозийных покрытий и защитных пленок.
При разработке упрочняющей технологии важно знать процессы, происходящие внутри детали при упрочнении. Особенно важно знать процессы, протекающие в поверхностных слоях деталей машин. Основные данные по физико-химическому состоянию поверхности детали и детали в целом, а также по степени ее упрочнения были получены при изучении напряженно-деформированного состояния. Приведенные исследования рядом авторов установили тесную связь напряженно-деформированного состояния материала детали с твердостью, сопротивлением циклическим и статическим нагрузкам и т.д.
В связи с этим необходимо рассмотреть общую взаимосвязь явлений в процессе упрочнения.
Академик Н.Н. Давыденков в своих исследованиях различает три вида (рода) остаточных напряжений, которые продолжают действовать на деталь после снятия внешних воздействий, вызвавших их появление.
1) Остаточные напряжения 1-го рода это те напряжения, которые уравновешиваются в пределах размеров детали близких к ее поверхностным размерам. Популярно выражаясь, остаточные напряжения 1-го рода охватывают объем детали целиком или отдельные ее укрупненные участки.
2) Остаточные напряжения второго рода — это те напряжения, которые возникают и уравновешиваются в пределах зерен металла.
3) Остаточные напряжения третьего рода — это те напряжения, которые уравновешиваются в пределах кристаллической решетки.
Изучение природы и закономерностей распределения остаточных напряжений очень важно для упрочняющей технологии. Остаточные напряжения первого рода концентрируются в поверхностном слое, изменяя циклическую прочность детали (предел выносливости).
Если возникают остаточные напряжения второго или третьего родов, изменяется кристаллическая структура металла и физические особенности. Это также в значительной степени изменяет прочностные характеристики детали.
Остаточные напряжения первого рода возникают при различных видах обработки или при применении специальных способов упрочнения.
Они могут возникнуть и при воздействии рабочих нагрузок и температур, действующих в узлах машин.
При превращении аустенита в мартенсит, происходящем при охлаждении стали, значительно изменяется объем металла. Это приводит к своеобразному пластическому деформированию кристаллической решетки и зерен металла. Появляются остаточные напряжения второго и третьего родов, охватывающие значительную часть металла. Твердость металла сильно повышается и причиной повышения твердости является искажение кристаллической решетки, вызванное растворением карбида углерода и сильными межатомными связями между железом и углеродом.
Повышению твердости и появлению остаточных напряжений второго и третьего рода способствует выпадение в твердых растворах Fe — С мелкой карбидной фазы, что ускоряет дисперсионное твердение.
Некоторые исследователи, изучая структуру стали после прокатки, пришли к выводу, что упрочнение связано с дроблением зерен и сталь (особенно высокомарганцовистая), оставаясь аустенитной, по структуре и свойствам приближается к мартенситной.
При некоторых технологических процессах наблюдается значительная молекулярная диффузия, например, при азотировании, напылении плазменными горелками поверхностного слоя деталей и т.д. Эти явления также изменяют поверхностные свойства деталей и вызывают появление остаточных напряжений.
Природа упрочнения еще недостаточно выяснена. Ниже рассматриваются возможности повышения эксплуатационных свойств деталей путем создания остаточных напряжений первого рода и улучшения физико-механических свойств особенно поверхностного слоя.
Существует два теоретических направления оценки природы упрочнения стали и управления этим упрочнением.
Сторонники первого направления полагают, что упрочнение стали происходит при воздействии процесса деформации на кристаллическую решетку; при этом упрочнение металла при пластической деформации отрицается.
Сторонники другого направления признают упрочнение металла реально существующим и связывают его с изменениями кристаллической решетки под воздействием деформирования. Общей почти для всех гипотез является идея увеличения шероховатости по плоскостям скольжения в зернах по мере увеличения деформации.
Основываясь на исследованиях природы мартенсита, изученных рядом советских ученых, С.Т. Кишкин пришел к выводу, что упрочнение стали обусловлено высокой твердостью мартенсита и зависит от степени пластической деформации при испытаниях.
Твердость неотпущенной стали резко повышается с повышением деформации, а твердость отпущенной стали и железа с увеличением деформации повышается незначительно. Это объясняется отсутствием в отпущенной стали карбидов в дисперсной форме.
Таким образом упрочнение стали С.Т. Кишкин рассматривает как частный случай упрочнения пересыщенного твердого раствора, каким является переохлажденный аустенит — твердый раствор углерода в α — железе, распадающийся как при отпуске, после закалки, так и при холодной деформации. Возникновение новой фазы при распаде играет первостепенную роль в процессе упрочнения сплавов.
Н.А. Карасевым было экспериментально показано, что в результате обдувки дробью в поверхности детали происходит распад остаточного аустенита и общее повышение механических свойств поверхностного слоя. При этом в зависимости от длительности обдувки, происходит превращение грубо игольчатого мартенсита в мелкодисперсный.
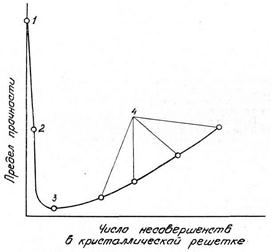
Рис. 8.1. Теоретическая диаграмма прочности металла в зависимости от
числа несовершенств кристаллической решетки:
1 — теоретическая прочность; 2 — прочность монокристальных усов; 3 — практическая прочность отожженного металла; 4 — прочность при увеличении числа несовершенств в кристаллической решетке.
Распад аустенита и пластическая деформация приводят к увеличению объема металла, что вызывает остаточные напряжения сжатия в поверхностных слоях.
В кристаллической решетке металлов и сплавов всегда имеются различные дефекты (дислокации, вакансии), которые возникают при кристаллизации, термических и механических обработках.
Теоретическая диаграмма прочности в зависимости от числа несовершенств приведена на рис. 8.1. Кривая имеет характерные точки:
1. Теоретическая величина прочности (у идеально чистого материала).
2. Прочность монокристальных усов.
3. Практическая прочность при отжиге.
4. Возрастание прочности при деформировании (увеличение числа несовершенств).
Дефекты снижают теоретическую прочность металла до определенной степени. Дальнейшее повышение числа дефектов в кристаллической решетке приводит вновь к повышению механических свойств материала. Многие исследователи пришли к выводу, что решить проблему прочности можно, регулируя число несовершенств в кристаллической решетке, либо стремясь к получению сверхчистых металлов с упорядоченной структурой.
Получение сверхчистых металлов с упорядоченной структурой пока еще не достигло стадии широкого промышленного использования.
В настоящее время повышение поверхностной прочности в промышленном масштабе достигается регулированием числа дефектов в кристаллической структуре.
Наибольший прогресс в науке о металлах достигнут в связи с изучением дефектов кристаллической структуры на базе теории дислокаций.
Рассмотрим кратко этот вопрос. В процессе кристаллизации металла при переходе из жидкого в твердое состояние происходит сближение и упорядочение атомов. Образуется кристалл, в узлах которого располагаются электроны, называемые «коллективизированными». При взаимодействии «коллективизированных» электронов с полями, создаваемыми положительно заряженными ионами, возникают силы межатомного сцепления. При правильном идеальном строении кристалла возможно теоретически определить прочностные характеристики металла. Они оказались значительно выше, чем у технических металлов», т. е. недостаточно очищенных.
Долгое время этому расчету не придавалось значения. Лишь в последние годы, когда резко шагнула вперед техника получения сверхчистых материалов, оказалось, что сверхчистые металлы по своим свойствам весьма близки к теоретическим расчетным.
Кристаллы реальных металлов всегда имеют дефекты кристаллической структуры: пустоты, отдельные вакансии, смещение групп одних атомов относительно других и т.д. Согласно теории дислокаций, сущность любой пластической деформации заключается в перемещении одних частей или слоев металла по отношению к другим.
Причем материалы по сопротивлению большим пластическим деформациям делятся на пластичные, малопластичные и хрупкие.
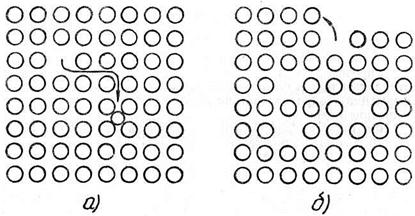
Рис. 8.2. Дефекты (вакансии) в правильном кристалле:
а) по Френкелю, б) по Шотки.
Пластичные материалы выдерживают наибольшие пластические деформации без разрушения. Пластическая деформация и ее последствия зависят от ряда факторов: исходного состояния металла, его химического состава, макро- и микроструктуры, остаточных напряжений, склонности материала к старению, от размеров и конфигурации детали, характера деформации (интенсивности, знака, вида напряженного состояния, неоднородности напряженного состояния, тепловых воздействий и т.д.).
Наружные поверхности кристалла (зерен реальных металлов) это не плоские поверхности правильной формы (грани), а появляющиеся в процессе затвердевания реальные границы зерен (границы раздела кристаллов).
Колеблющиеся атомы кристалла при повышенной температуре или при больших колебаниях температуры могут выйти за пределы решетки, образуя вакансии в виде пустот (дырок) или занять место между рядами атомов в другом кристалле.
На рис. 8.2 показаны схематические изображения вакансий двух видов. Вакансия «а» (по Френкелю) образовалась за счет внедрения свободного атома в промежутки решетки другого кристалла. Вакансия «б» образовалась вследствие перехода одного атома на место другого (по Шотки).
Изменения кристаллической структуры металла происходят при воздействии не только температур, но и больших пластических деформаций.
Характер пластического деформирования в монокристалле и поликристалле различен.
Упрочнение при пластической деформации в монокристаллах является следствием возрастания (по мере роста деформации) сопротивления по плоскостям первоначально происшедшего сдвига.
Пластическая деформация, увеличивая неоднородность и нестабильность, значительно повышает энергию внутренних напряжений в кристалле.
Даже в монокристалле при пластической деформации сдвиги происходят не по всей массе металла, а по относительно небольшому числу плоскостей возможного сдвига. В поликристаллах упрочнение в большей мере обусловливается увеличением по мере роста деформации сопротивления сдвигам на границе зерен.
Линии или полосы скольжения поликристаллического тела представляют собой видимые под микроскопом, а иногда и невооруженным взглядом следы сдвигов по смежным плоскостями кристаллов.
Таким, образом, в поликристаллах интенсивная пластическая деформация является местным процессом, а не общим. Наиболее сильно деформация протекает в поверхностном слое материала.
Всякий кристалл металла имеет большое количество взаимно пересекающихся плоскостей скольжения. Согласно теории дислокаций, такое пересечение и будет причиной упрочнения (или разупрочнения) кристалла при его деформации.
В результате деформаций большая часть зерен поликристаллов получает остаточные напряжения первого и второго родов. В одних зернах возникают напряжения растяжения, в других — напряжения сжатия. Большая разница в размерах зерен усиливает эти напряжения.
Регулируя вид, величину и знак остаточных напряжений, можно повышать прочность (в частности поверхностную) деталей машин. Необходимо, однако, помнить, что нагрев или старение для многих материалов являются нежелательными факторами, снимающими действие эффекта, вызванного упрочнением.
Поэтому, выбирая вид упрочнения и упрочняемый материал, необходимо увязывать с условиями работы элемента изделия и воздействием окружающей среды.
Упрочнение поверхностного слоя металла
Многие детали работают в условиях повышенного износа поверхности. Поэтому есть необходимость эту поверхность как-то защитить. Это достигается методами поверхностного упрочнения.
Упрочнить поверхность – значит повысить свойства поверхности: твердость, износостойкость, коррозионную стойкость. Если надо изменить свойства, то это значит, что должна измениться структура поверхностного слоя. Для изменения структуры можно использовать деформацию, термическую обработку с нагревом различными способами, изменение химического состава поверхности, нанесение защитных слоев.
В основном методы упрочнения поверхностей можно разбить на две основные группы:
1) упрочнение изделия без изменения химического состава поверхности, но с изменением структуры. Упрочнение достигается поверхностной закалкой, поверхностным пластическим деформированием и другими методами.
2) упрочнение изделия с изменением химического состава поверхностного слоя и его структуры. Упрочнение осуществляется различными методами химико-термической обработки и нанесением защитных слоев.
Методы изменения структуры
Из методов упрочнения без изменения химического состава поверхности, но с изменением ее структуры, наиболее распространены способы поверхностной закалки и различные виды поверхностного пластического деформирования (ППД).
В сущности, деформация поверхности – это наиболее простой способ, при котором прочностные характеристики поверхности возрастают. Здесь использован следующий принцип. Если вспомнить кривую деформационного упрочнения, то окажется, что чем больше растягиваем металл, тем больше металл сопротивляется, тем больше сила растяжения Рmax (до определенного предела, конечно). Упрочняется металл и при кручении, и при сжатии. В технологиях ППД поверхностный слой металла деформируют (наклепывают) различными способами.
Основное назначение ППД – повышение усталостной прочности путем наклепа поверхности на глубину 0,2—0,4 мм. Разновидностями ППД являются дробеструйная обработка, обработка роликами, иглофрезерование, накатка рельефа и др.
Дробеструйная обработка - обработка дробью поверхности готовых деталей. Применяется для упрочнения деталей, удаления окалины. Дробеструйной обработке подвергают изделия типа пружин, рессор, звенья цепей, гусениц, гильзы, поршни, зубчатые колеса.
При обработке роликами деформация осуществляется давлением ролика из твердого металла на поверхность обрабатываемого изделия. При усилиях на ролик, превышающих предел текучести обрабатываемого материала, происходит наклеп на нужную глубину.
Обработка роликами улучшает микрогеометрию изделия. Создание остаточных напряжений сжатия повышает предел усталости и долговечность изделия. Обкатка роликами применяется при обработке валов, калибровке труб, прутков. На рис. 1 показан упрочненный поверхностный слой образца стальной оси железнодорожного вагона из стали 45. Микроструктура слоя представляет собой деформированные зерна феррита и перлита. Накатка роликом измельчила структуру, в поверхностном слое отдельные зерна неразличимы (рис.1,а). Там, где деформация была меньше, можно различить структуру, которая имеет направленность, характерную для деформации (рис.1,б). Глубину упрочнения контролируют по изменению микротвердости (рис.2).
 |  |
| а | б |
Рисунок 1. Микроструктура поверхностного слоя стали 45 после накатки роликом

Рисунок 2. Изменение микротвердости по глубине поперечного сечения валов различного диаметра.
Иглофрезерование при помощи фрез, на поверхности которых находится от 200 тысяч до 40 миллионов плотно расположенных игл из высокопрочной стальной проволоки диаметром 0,2—0,8 мм, также позволяет проводить упрочнение поверхности деталей. Иглофрезерование применяют для обработки плоских и цилиндрических поверхностей, а также для очистки деталей от окалины. При иглофрезеровании тоже образуется упрочненный поверхностный слой (рис. 3). В данном случае упрочненный слой состоит из деформированных зерен феррита и перлита (рис.3, а). На поверхности, подвергавшейся обработке, видны следы фрезы (рис.3,б).
 |  |
| а | б |
Рисунок 3. Микроструктура упрочненного слоя стали 20ХНР (а), исходное состояние-нормализация; поверхность после иглофрезерования (б).
Сущность поверхностной закалки состоит в том, что поверхностные слои стальной детали быстро нагревают выше температуры закалки, а затем охлаждают со скоростью выше критической. Основное назначение поверхностной закалки: повышение твердости, износостойкости и предела выносливости поверхности при сохранении вязкой сердцевины. Нагрев, в принципе, может быть осуществлен разными способами. В промышленности самым распространенным способом поверхностного упрочнения является индукционная закалка с нагревом токами высокой частоты. Как правило, упрочненный слой виден уже при макроструктурном анализе (рис. 4). Слева – нетравленный участок образца. Он сильнее отражает свет при съемке, поэтому выглядит темным. Справа – участок после травления. Закаленный слой хорошо виден.

Рисунок 4. Фрагмент автомобильной детали; макроструктура
И при макроструктурном, и при микроструктурном (рис.5,а) анализе видно, что упрочненная зона состоит из 2 слоев: светлый у самой поверхности и далее более темный. Верхний светлый слой имеет структуру мартенсита закалки (рис.5,б). Мартенсит образовался при быстром охлаждении поверхности. Более темный слой – мартенсит отпуска (рис.5,в). Это тот мартенсит, который тоже образовался при ускоренном охлаждении, но дольше находился при повышенной температуре, чего оказалось достаточно для того, чтобы произошел отпуск. В сердцевине детали на разной глубине могут быть сорбит или троостит (рис.5,г).
 |  |
| а | б |
 |  |
| в | г |
Рисунок 5. Микроструктура слоя (на рис.4), полученного закалкой ТВЧ: а – слои мартенсита закалки и отпуска, б – мартенсит закалки, в- мартенсит отпуска, г – троостит и мартенсит в сердцевине.
Методы изменения структуры и состава
К методам упрочнения с изменением химического состава и структуры поверхности относится химико-термическая обработка (ХТО). Она заключается в насыщении поверхностного слоя стали различными элементами при высокой температуре. В зависимости от насыщающего элемента существуют следующие разновидности химико-термической обработки: цементация, азотирование, нитроцементация (цианирование), борирование, диффузионная металлизация (алитирование, хромирование, силицирование и т.д.). Общим для всех видов поверхностного упрочнения является повышение твердости поверхностного слоя. Выбор метода поверхностного упрочнения детали зависит от условий ее эксплуатации, формы, размеров, марки выбранной стали и других факторов.
Наиболее широко используется цементация – насыщение поверхности стали углеродом. Цементация придает поверхности стали высокую твердость и износостойкость при сохранении вязкой и пластичной сердцевины. Окончательные свойства цементированные изделия приобретают после закалки и низкого отпуска. Цементации обычно подвергаются детали, изготовленные из сталей с содержанием углерода до 0,25%, работающие в условиях контактного износа и приложения знакопеременных нагрузок: среднеразмерные зубчатые колеса, втулки, поршневые пальцы, кулачки, валы коробок передач автомобилей, отдельные детали рулевого управления и т.д.
Цементированный слой имеет переменную концентрацию углерода по толщине, уменьшающуюся от поверхности к сердцевине стальной детали. Поэтому структура, которая формируется при цементации в поверхностном слое, будет иметь разное соотношение перлита, феррита и цементита. Различают четыре основные зоны стального изделия после цементации (рис.6 ):

Рис. 6. Микроструктура углеродистой доэвтектоидной стали 10 после цементации.
1 – заэвтектоидная зона, состоящая из перлита и цементитной сетки (рис.7а);
2 – эвтектоидная зона, представляющая собой перлит (рис.7б);
3 –доэвтектоидная зона, в которой по мере приближения к сердцевине уменьшается количество углерода, перлита, а количество феррита возрастает (рис.7в);
4 – исходная, без изменения после цементации, структура стального изделия .
За глубину цементированного слоя "h" принимают сумму заэвтектоидной, эвтектоидной и половину доэвтектоидной зоны, где количество феррита и перлита составляет по 50%.
 |  |  |
| а | б | в |
Рисунок 7. Структура зон цементованной детали: а – заэвтектоидная зона (цементит + перлит), б – зона эвтектоида (перлит), в – доэвтектоидная зона (перлит + феррит).

Рисунок 8. Изменение твердости в поверхностном слое после цементации и термической обработки
Азотирование представляет собой процесс насыщения поверхностного слоя стали азотом и чаще всего проводится при температурах 500—600 о С. Азотирование, так же как и цементация, повышает твердость и износостойкость поверхности стали. На рис.9 показана серия отпечатков при измерении микротвердости на поперечном шлифе азотированного образца. Вверху – упрочненный слой (темная полоса). Диаметр отпечатков снижается по мере приближения к поверхности. Там твердость выше.

Рисунок 9. «Дорожка» отпечатков микротвердости; стальная деталь после азотирования
Азотированный слой как правило, имеет белый цвет. Сам слой при металлографическом травлении не изменяется, а под ним сталь имеет структуру, соответствующую термической обработке (рис.10). На рис.11 показана автомобильная деталь и изменение микротвердости по разным "зубьям".

Рисунок 10. Азотированный слой на стали 40ХГНМ
 |  |
| а | б |
Рисунок 11. Автомобильная деталь (а) и изменение микротвердости (б) ее поверхностного слоя после азотирования
В настоящее время широко применяется плазменное и ионно-плазменное азотирование. Структура поверхностного слоя после такой обработки представляет собой мелкодисперсный мартенсит (1), под которым находится переходная зона (2); глубже располагается не изменившаяся структура (3) (рис. 12).

Рисунок 12. Структура поверхностного слоя после обработки плазмой азота; сталь У8А
Борирование — процесс химико-термической обработки, диффузионного насыщения поверхности металлов и сплавов бором при нагреве. Борирование приводит к существенному повышению твердости поверхности. Борирование проводят в порошковых смесях, электролизом. Есть также жидкостное безэлектролизное борирование, ионное борирование и борирование из обмазок (паст). Борирование чаще всего проводят при электролизе расплавленной буры (Na2B4O7). Изделие служит катодом. Температура насыщения 930—950 °C, выдержка 2 — 6 часов.
На поверхности образца после борирования формируется плотный белый слой боридов (рис.13). Белый слой состоит из переплетающихся столбчатых кристаллов состава FeB и Fe2B. На строение боридного слоя влияет состав стали. В стали 25ХГТ (рис. 13, а) и в стали 45 (рис. 13, б) между кристаллами боридов есть зона твердого раствора. В стали 40Х (рис. 13, в) слой составляют только протяженные иглы боридов. Между борированным слоем и сердцевиной формируется зигзагообразная граница раздела.
 |  | |
| а | б | в |
Рисунок 13. Структура борированных слоев в сталях 25ХГТ (а), 45 (б), 40Х (в)
Методы упрочнения поверхности деталей
Основными методами упрочнения поверхности деталей являются химико-термическая обработка, поверхностная закалка и деформирование поверхности в холодном состоянии (поверхностный наклеп).
Химико-термическая обработка состоит в насыщении поверхности детали каким-либо элементом с последующей термической обработкой. Наиболее распространенные виды химико-термической обработки цементация (насыщение поверхности углеродом) и азотирование (насыщение поверхности азотом).
Цементация проводится с целью получения высокой твердости и износоустойчивости поверхности при сохранении более мягкой и вязкой сердцевины детали. Поэтому цементации всегда подвергают малоуглеродистые стали (0,2%С) или легированные с низким углеродом. Наиболее распространенные детали подвергаемые цементации - зубчатые колеса.
Вещество, поставляющее углерод при цементации, называют карбюризатором. Различают цементацию в твердом карбюризаторе (коксик или древесный уголь с добавлением до 30% соды – Na2CO3) и в газовом (СО).
Детали выдерживают в карбюризаторе от 6 до 12 часов (в зависимости от требуемой толщины не углероженного слоя 2-4мм) при температуре 900-950 0 (в аустенитной области). При этом содержание углерода в поверхностных слоях повышается до 1-1,2%.
Толщину неуглероженного слоя контролируют по специальному образцу-свидетелю, который проходит цементацию вместе с деталями.
После цементации детали подвергают термической обработке по одному из вариантов представленных на рис.18. Наиболее часто применяю закалку с
низким отпуском. Вариант с двумя закалками делают для ответственных деталей (первая закалка от температуры 900 0 для измельчения зерна и устранения сетки цементита в поверхностном слое, вторая от 760-790 0 для получения оптимальной твердости поверхности).
Азотирование проводится в атмосфере аммиака, который разлагаясь при температуре 500-550 0 поставляет активный атомарный азот диффундирующий в поверхность детали. В отличии от цементации высокая твердость азотированной поверхности получается не за счет мартенсита, а за счет очень твердых нитридов. Поэтому для азотирования берут среднеуглеродистые стали содержащие сильные нитридообразующие элементы (Al, Cr, Mo). Классическая сталь для азотируемых деталей 38ХМЮА. Продолжительность азотирования составляет до 48 часов, толщина слоя 0,2-0,5 мм.
Азотирование является окончательной обработкой готовых деталей, никакой термической обработки после азотирования не проводят.
В результате азотирования достигается высокая твердость и износоустойчивость поверхности, повышается сопротивление возникновению трещин при знакопеременных нагрузках (усталостная прочность) и коррозионная стойкость.
Поверхностная закалка состоит в быстром нагреве поверхности детали до аустенитного состояния с последующим охлаждением в воде. В результате на поверхности образуется твердая структура мартенсита, а внутри сохраняется феррито-перлитная структура с достаточно высокой вязкостью. После поверхностной закалки детают низкий отпуск, либо оставляют закаленное состояние без отпуска.
Поверхностной закалке подвергают среднеуглеродистые стали (0,4-0,45%С), либо легированные для увеличения прочности сердцевины деталей. Такой закалке подвергают зубья шестерен, звездочек, шейки валов, головку рельсов и др.
Быстрый нагрев поверхности осуществляется токами высокими частотами (до 1 млн.гц). Сущность такого нагрева состоит в том, что через медный индуктор (спиральная или иной формы трубка охлаждаемая внутри водой) пропускают ток высокой частоты. Вокруг индуктора возникает переменное магнитное поле. Закаливаемую деталь помещают в поле индуктора и за счет поверхностного эффекта поверхность детали быстро разогревается (обычно за 10-15 сек.). Чем больше частота тока, тем больше поверхностный эффект, меньше время нагрева и меньше глубина закаленного слоя. Обычно она составляет 1-3 мм. Когда поверхность нагрелась до требуемой температуры (850-900 0 ), деталь охлаждают погружая в бак с водой или пропуская через специальное душирующее устройство - спреер.
На рис.19 представлено сечение зуба шестерни после цементации и после закалки ТВЧ. Видно, что свойства шестерни подвергнутой цементации предпочтительней, однако, стоимость закалки ТВЧ значительно меньше.
Закалка ТВЧ имеет ряд положительных качеств:
1. Высокая производительность;
2. Высокое качество закалки (не растет зерно, почти нет окалины);
3. Очень малы деформации (уменьшаются пропуски на механическую обработку-шлифовку);
4. Экономно расходуется электроэнергия, которая идет только на нагрев части детали;
5. Процесс хорошо поддается механизации и автоматизации;
6. Улучшаются условия труда;
7. Во многих случаях заменяет более дорогую операцию-цементацию
В ремонтном производстве иногда применяют поверхностную закалку с нагревом пламенем газовой горелки. Однако, такой процесс трудно контролировать и результат при его применении зачастую непредсказуем.
Поверхностный наклеп осуществляют в основном с целью повышения усталостной прочности. Поверхность детали обстреливают чугунной дробью (для плоских поверхностей) или обкатывают роликами (чаще для цилиндрических поверхностей). При этом на поверхности детали остаются мелкие вмятины или бороздки с наклепанным слоем, который препятствует зарождению трещин при знакопеременных нагрузках.
Поверхностное упрочнение детали. Выбор метода поверхностного упрочнения
Под упрочнениемпонимается повышение сопротивляемости материала или заготовки разрушению или остаточной деформации.
При обработке поверхности шлифованием и полированием, устраняющей неровности, которые служат концентраторами напряжений, повышается усталостная прочность детали. Поверхности деталей дополнительно упрочняют более эффективными методами упрочняющей обработки: термической, химико-термической, электроискровой, пластическим деформированием и нанесением износостойких материалов.
Термическая обработка. Поверхностная закалка — один из видов упрочняющей термической обработки стальных и чугунных деталей. Закалка позволяет значительно повысить прочность и износостойкость деталей. Прочность углеродистой стали можно увеличить обычной закалкой и отпуском в 1,5—2 раза, а легированной стали даже в 2—3 раза.
Упрочняющая химико-термическая обработка (ХТО) — это процесс диффузионного насыщения поверхностного слоя металлических деталей активными элементами, обеспечивающими получение определенных физико-механических свойств для повышения твердости, усталостной прочности, износостойкости, жаростойкости и коррозионной стойкости.
Цементация — процесс науглероживания поверхностного слоя стальных деталей, нагретых до температуры свыше 900—940° С, что определяет наибольшую скорость протекания процесса
Упрочняющая электроискровая обработка (ЭИО) основана на протекании импульсного разряда между электродом (анодом) и деталью (катодом).Сущность ЭИО заключается в полярном переносе материала электрода на деталь (наращивание) при одновременном термическом воздействии тока и легировании поверхности детали элементами упрочняющего электрода и азота воздуха. Упрочненный слой отличается высокой твердостью, обусловленной образованием карбидов, нитридов, карбонитридов и закалочных структур.
Недостаток метода: невозможность получения упрочненного слоя значительной толщины и снижение усталостной прочности.
Поверхностный наклеп (ПН)представляет собой поверхностное пластическое деформирование с изменением структуры материала без его полной рекристаллизации. Пластическая деформация приводит к измельчению зерен и уменьшению их размеров, создает текстуру.
Термомеханич обработка –сочетание операций термо и мех обработок. Для осущест-я использ-ся прокатное, волочильное, ковочное, и штампов-е оборудов-е. Для закалки устанавл охлажд устройство.
Эффективным методом поверхностного упрочнения деталей машин является наплавка материалов с высокими эксплуатационными свойствами. Этот метод экономичен, так как наплавке подвергают только те поверхности, которые работают в условиях интенсивного изнашивания и, как правило, масса наплавленного материала составляет малую долю от массы детали.Долговечность упрочненных деталей определяется свойствами наплавленного материала, поэтому наносимый материал или сплав выбирают с учетом условий эксплуатации детали и применяемого метода наплавки.
Большое применение имеют следующие группы наплавочных материалов:
1) стали, легированные марганцем, хромом, никелем, вольфрамом, молибденом;
2) сплавы на основе железа — высокохромистые, вольфрамовые, молибденовые, чугуны, а также сплавы с высоким содержанием хрома, вольфрама, кобальта, молибдена;
ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ СТАЛЬНЫХ ИЗДЕЛИЙ

Металлические конструкции, детали и оборудование испытывают колоссальные нагрузки в процессе работы, также они подвержены коррозионному разрушению.
Поверхностное упрочнение стальных изделий значительно повышает их твердость, усталостную прочность и антикоррозионную стойкость. Как следствие – детали и конструкции из металла становятся более надежными и долговечными.
САМЫЕ ПОПУЛЯРНЫЕ СПОСОБЫ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ:
1. Механический.
• Обработка дробью с помощью дробеструйного и дробеметного аппарата . Металлические конструкции, детали, оборудование и заготовки обрабатывают при помощи дробеметных и дробеструйных аппаратов.
Поток дробинок, разгоняемых центробежной силой и рабочими лопатками (в случае обработки дробеметным оборудованием) сталкивается с металлической поверхностью на скорости 80 – 100 м/с. От ударной силы металл сжимается, сопротивляясь, и тем самым укрепляется. Кроме того, дробинки также очищают поверхность от различных загрязнений, окалин и следов коррозии.
Дробеметная очистка повышает выносливость металлических деталей и конструкций в 2 раза.
• Обработка токарными и роликовыми станками. Этим способом осуществляют поверхностное упрочнение стальных изделий таких, как шейки валов, оси железнодорожных вагонов, валов коленчатых и прочих элементов.
2. Термический.
Метод заключается в том, что в процессе закаляют поверхностный слой металла. Сталь доводят до высокой температуры, после чего охлаждают. В результате этих действий верхний слой металлических деталей и конструкций получается более прочный, а сердцевина становится вязкой.
Чем быстрее по времени происходит нагрев, тем выше должна быть температура.
Допустим, когда сталь закаливают в печах, ее нагревают до 840 – 8600 ᵒС. Скорость нагрева при этом 400 ᵒС. При индукционном нагреве при скорости 2500 ᵒС закалку начинают с 880 – 9200 ᵒС, а когда скорость нагрева составляет 4000 ᵒС – начинают упрочнять с температур 930 – 9800 ᵒС.
Существует 3 способа прокаливания — высокочастотными токами (ТВЧ), газовыми или кислородными горелками и лазерным излучением.
Структура закаленного слоя состоит из мартенсита, а переходной зоны – из мартенсита и феррита. Поверхностное упрочнение стальных изделий не затрагивает глубокие слои металла. Чтобы укрепить сердцевину деталь нагревают со скоростью 100 – 10000 ᵒС до 10 секунд перед тем, как начать закалку.
После упрочнения прочность стали 45 – 55 HRC в наружном слое и 25 – 30 HRC в сердцевине.
3. Химико-термическая обработка стали.
Главное отличие химико-термической обработки (ХТО) от поверхностной закалки и обработки дробеметом – ХТО изменяет не только структуру поверхностного слоя, но и химический состав стальных изделий.
Виды химико-термической обработки:
1. Цементация.
Метод, при котором сталь насыщают углеродом. В итоге изделие получается прочным снаружи и вязким внутри.
После упрочнения концентрация углерода на поверхности стали составляет 1%. Глубина цементирования от 0,5 до 2,5 мм.
Цементацию проводят в твердой или газовой среде. В промышленных масштабах используют газовую цементацию, потому что этот метод занимает меньше времени, чем цементация в твердой среде – слой углерода в 1 мм образуется за 6 – 7 часов. Поверхность стали становится крупнозернистой.
2. Азотирование.
Сталь насыщают азотом. Изделия получаются прочные, износостойкие и хорошо сопротивляются коррозии. Азотированием укрепляют металл, который эксплуатируют в воде и паре. Детали опускают в аммиак при температуре 500 – 6000 ᵒС и выдерживают до 60 часов. Глубина азотированного слоя 0,3 – 0, 6 мм.
Азотированию подвергают детали, от которых требуют высокой прочности – зубчатые колеса, автомобильные цилиндры, шестеренки, втулки и т.д.
3. Цианирование.
Сталь насыщают азотом и углеродом. Поверхностное упрочнение стальных изделий проводят в расплавленных солях с NaCH и KCN или в газовой среде из смеси СН4 и NH3.
Если температура высокая — сталь больше насыщается углеродом, если низкая – азотом. Изделия после цианирования прочнее, чем после цементации.
При цианировании следует с особой тщательностью соблюдать технику безопасности, так как цианистые соли очень токсичны.
4. Диффузная металлизация.
Метод, при котором наружные слои конструкций, машин и оборудования насыщают металлами – алюминием, хромом, кремнием, бором. Сталь становится жаростойкой, прочной и лучше сопротивляется коррозии.
Металлизацию делят на твердую, жидкостную и газовую. При жидкостной деталь для упрочнения опускают в расплавленный металл. При твердой и газовой – обрабатывают летучими соединениями хлора с металлом. Температура при этом составляет 100 – 10000 ᵒС.
Поверхностное упрочнение стальных изделий – важный этап при производстве конструкций, деталей и оборудования в машино-, самолето-, судостроении, цементной и горнодобывающей сфере.
Читайте также: