Уроки лазерной резки металла
Обновлено: 17.05.2024

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
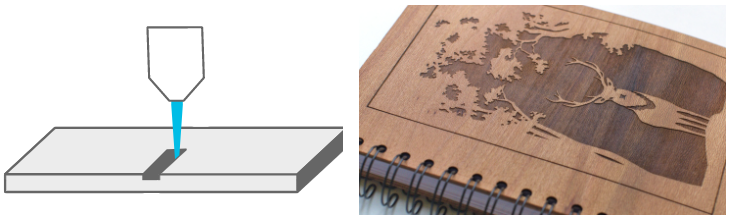
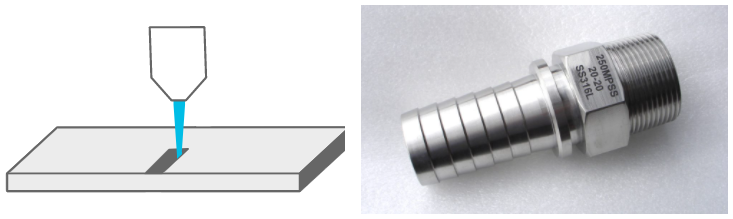
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
ТОП 10 советов и приемов для резки и гравировки на лазерном станке

Одна из замечательных особенностей лазерных станков для резки и гравировки - это то, насколько быстро они могут выгравировать узор или вырезать даже самый замысловатый рисунок. Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Совет №1: Настройка лазера и подготовка пространства для работы
Перед тем, как непосредственно перейти к полезным приемам по лазерной резке и гравировке, сначала следует рассмотреть несколько хороших идей для подготовки к этим процессам.
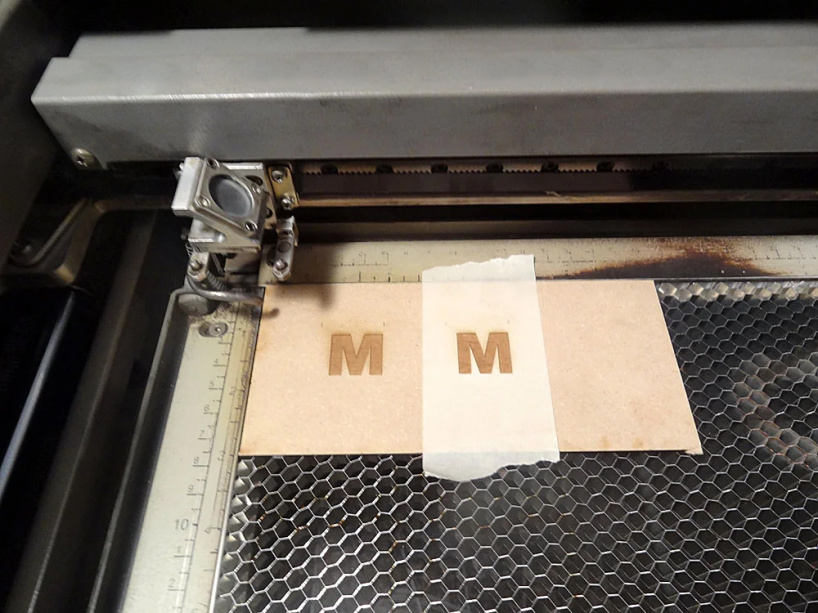
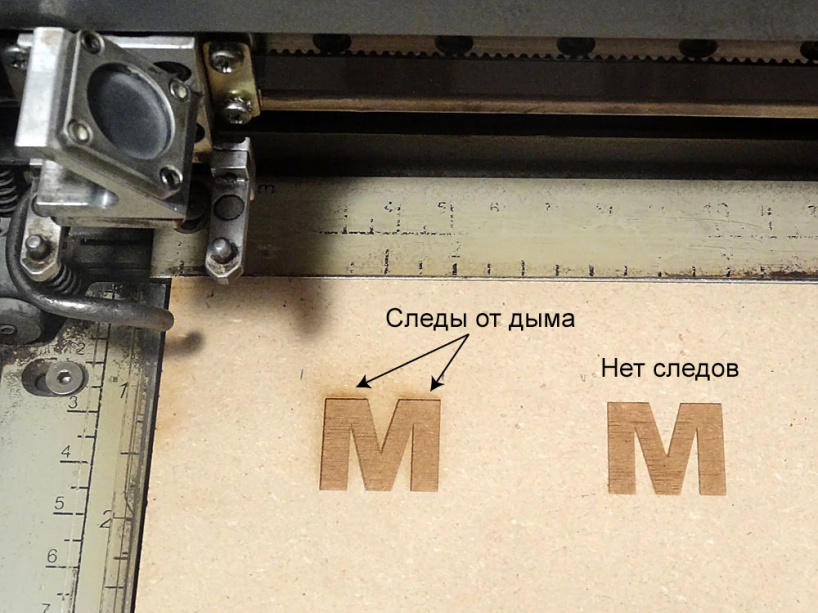
Защита заготовки от следов нагара: когда приступаете к гравировке вы должны быть готовы к тому, что что дым образующийся в процессе гравировки может повлиять на изделие и оставить на нем следы нагара. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже.
Настройки: Ваш лазер должен иметь предустановленные настройки для резки или гравировки различных материалов разной толщины. Вы также должны иметь возможность загрузить эти настройки в свой компьютер или лазер и сохранить их как предварительные настройки. Важно назвать их так, чтобы вы могли легко их найти. Таким образом, когда вам понадобится гравировка на коже или резка фанеры толщиной 4 мм, вы легко найдёте сохраненные параметры для этой работы.
Пробная резка: Даже если у вас есть готовые настройки для резки материалов, сначала лучше провести пробную резку, прежде чем приступить к основной работе. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Лазерная гравировка на коже
Совет №2: Разбивка дизайна на слои
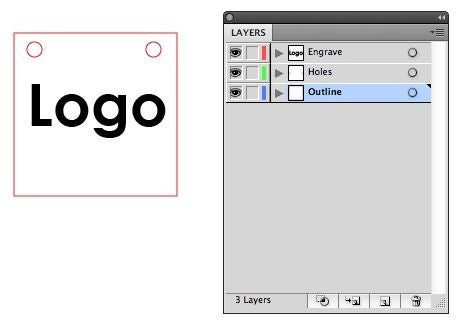
Советы, о которых мы будем говорить дальше, предполагают возможность гравировать/резать только часть проекта или дизайна за раз. Есть легкий способ сделать это - разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
1. Контроль порядка резов. Ваш лазер должен иметь настройки для определения в каком порядке происходит рез. Но у вас есть вариант более удобного контроля порядка резов, вы можете разместить разные линии реза на разные слои в файле, чтобы включать и выключать печать каждого слоя в необходимом вам порядке.
2. Несколько деталей и дизайнов в одном файле. Вместо того, чтобы иметь отдельные файлы для каждого дизайна, просто поместите их в один файл на отдельные слои. Затем просто печатайте каждый слой по одному.
3. Создание направляющих. Возможно, вам потребуется создать несколько направляющих для макета вашего дизайна или, может быть, вам понадобится мишень для размещения объекта. Если вы не хотите, чтобы они гравировались, поместите их на другой слой и отключите гравировку этого слоя.
Совет № 3: Подбор материала для лазерной резки или гравировки
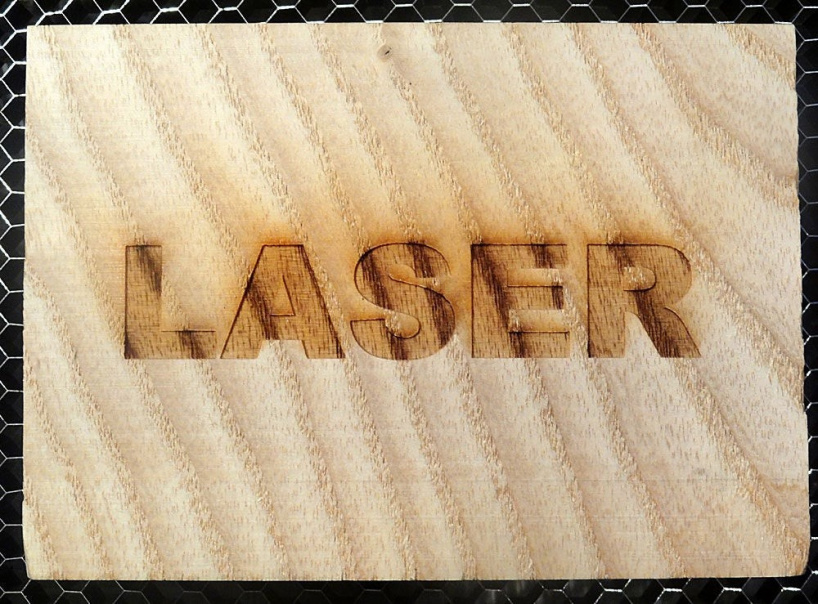
Итак, у вас есть изображение или логотип который вы хотите выжечь на куске древесины. Дерево это замечательный материал для гравировки, но вам нужно знать различия между гравировкой на цельной древесине или композитном материале, таким как фанера или МДФ. В отличие от фанеры или мдф, текстура дерева не является однородной. Волокна в древесине представляют разные этапы роста дерева(зимой и летом) и каждое из них будет резаться по разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как вы можете понять на примере фото выше, на гравировке вы видите узор зебры. Если вам важно, чтобы гравировка выглядела однородно, вам лучше подобрать такую заготовку, где верхний слой более однороден.
Еще одна вещь, которую следует учесть, - это особенность гравировки материалов с тонким шпоном из хорошего дерева сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет №4: Перекрывающиеся линии
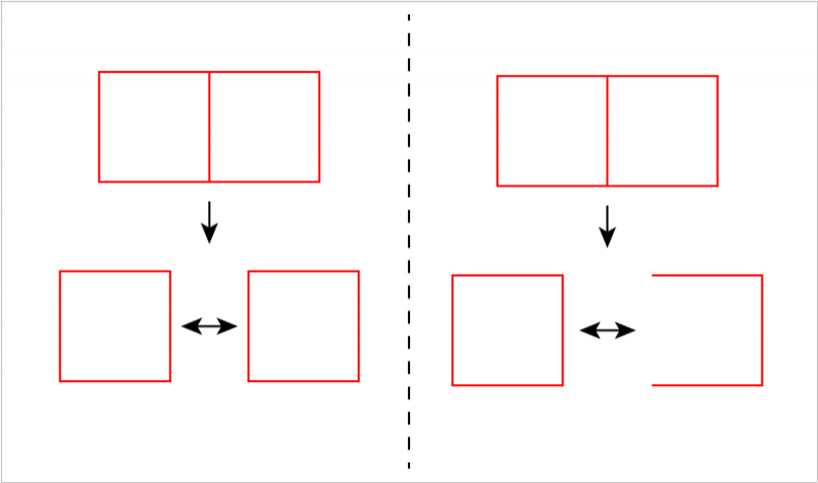
Часто при вырезании нескольких частей одновременно возникает искушение поместить их рядом друг с другом, чтобы соседние линиии перекрывали друг друга. Это хорошая идея, но есть хороший и плохой способ это реализовать.
Скажем, вам нужно вырезать несколько квадратов. Если вы нарисуете 2 квадрата (по 4 стороны каждый), а затем прижмете их друг к другу, это будет выглядеть так, как будто между ними есть только одна линия. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Совет №5: Линии - растр против вектора
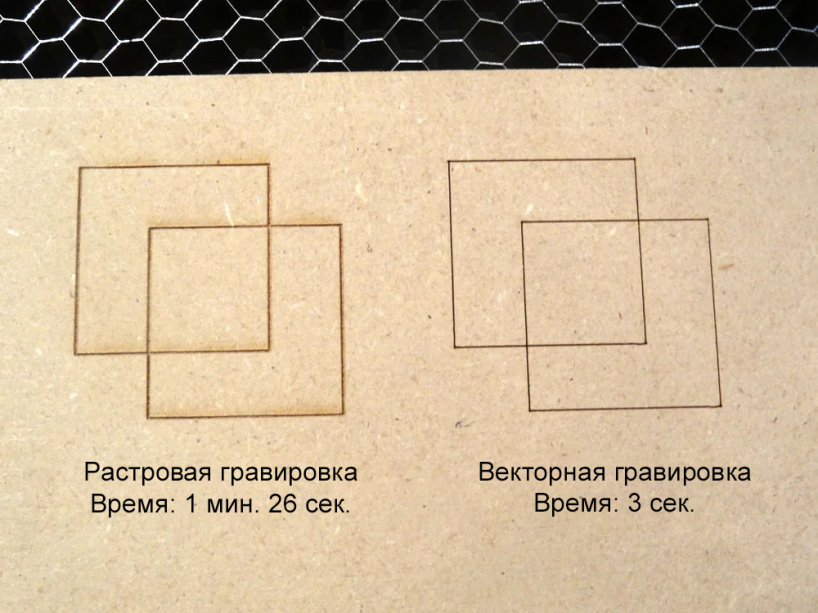
Главная разница между растровой гравировкой и векторной резкой заключается в том, что для гравировки лазерная головка перемещается слева направо по области печати, а затем перемещается вниз на шаг и повторяет это до тех пор, пока не выгравируете изображение. При векторном разрезе лазер просто прослеживает линии разреза. В результате растровая гравировка занимает гораздо больше времени, чем векторная.
Итак, если у вас есть рисунок, например кельтский узел, или дизайн напоминающей карту, в основном состоящий из линий. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Если ваш дизайн или рисунок представляет собой векторный файл, есть быстрый способ создания линий без их разреза. Запустите файл в виде векторного разреза, но выключите питание и увеличьте скорость. Например, чтобы разрезать фанеру 3,2 мм, у меня была бы мощность лазера на 100% и скорость на 20%, но чтобы просто забить древесину, я бы установил мощность на 30% и скорость на 95%. Поэтому вместо того, чтобы разрезать материал, лазер просто прожигает в нем тонкую линию. Преимущество в том, что это будет намного быстрее, чем гравировка. Недостатком является то, что линия будет очень тонкой, и вы не можете изменить ее толщину.
Совет № 6: Для того чтобы векторные линии были толще расфокусируйте лазер

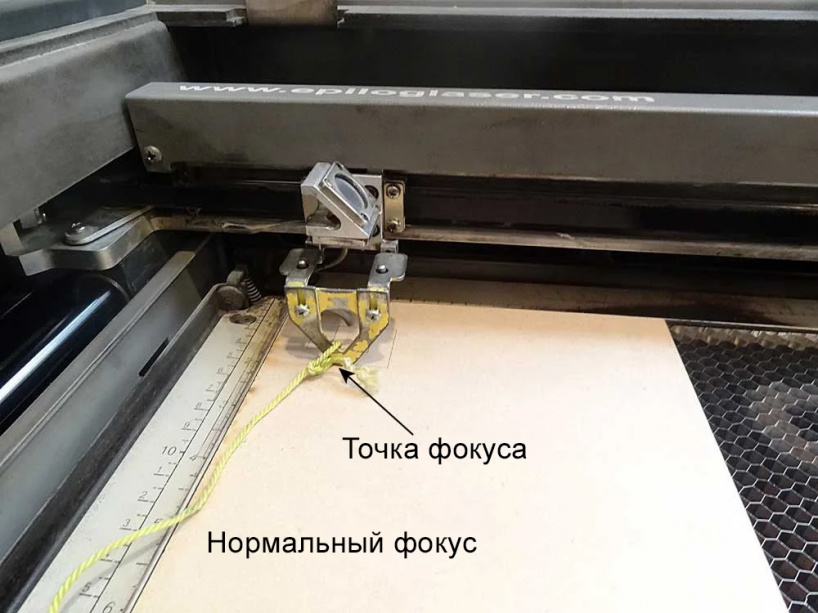
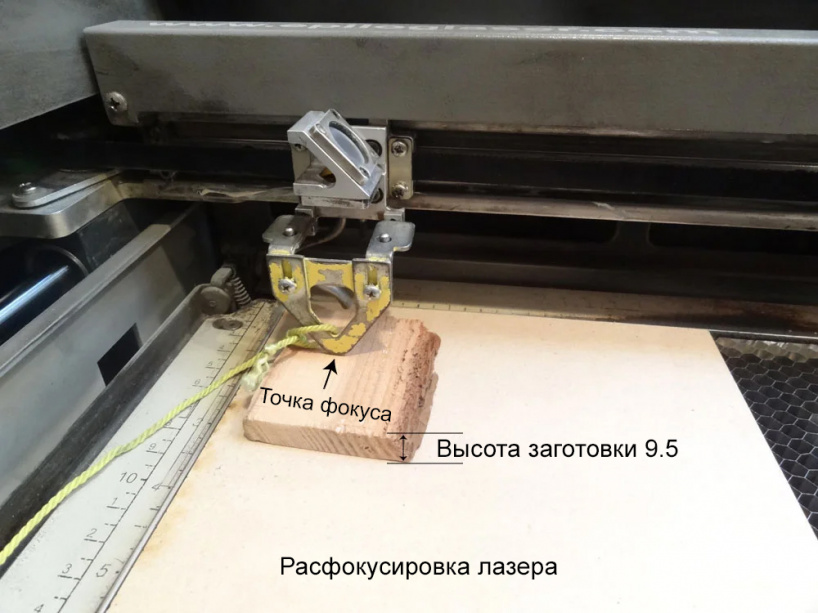
В своем последнем совете мы рассмотрели, как использовать векторные настройки, чтобы просто делать линии в материале для создания рисунков или дизайнов. Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка, которые следует учитывать при использовании этой техники. Во-первых, линия немного мягкая и не такая четкая, как растровая гравюра. Во-вторых, в углах линий лазер делает небольшую паузу, когда он меняет направление, поэтому углы обжигаются немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторного контура к краю шрифта или гравируемого изображения

Обычно вы должны получить хорошие края для любой гравировки, которую делает ваш лазер (если нет, проверьте свой объектив и фокус). Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Еще раз вам нужно будет иметь свое изображение в виде векторного файла. Выберите свое изображение и добавьте тонкую обводку по краю. Когда вы настраиваете лазер, установите ход для векторного разреза, но уменьшите мощность и увеличьте скорость, чтобы он горел, но не прорезал край. После того, как лазер сделает гравировку, он вернется и сожжет тонкую линию вокруг самого края.
Это отличный эффект для текста.
Совет № 8: Настройка разрешения

Разрешение - это еще один фактор, который следует учитывать, когда вы сделать качественную гравировку. Четкое изображение важно в любой гравировальной работе, но чем выше DPI, тем дольше изделие будет гравироваться. DPI означает отношение точкек на дюйм, и чем выше DPI, тем ближе друг к другу будут выгравированны точки. Это приводит к высокодетализированному выгравированному изображению, но может занять больше времени, чем вам хотелось бы. Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени.
Совет № 9: Как гравировать несколько изделий за раз
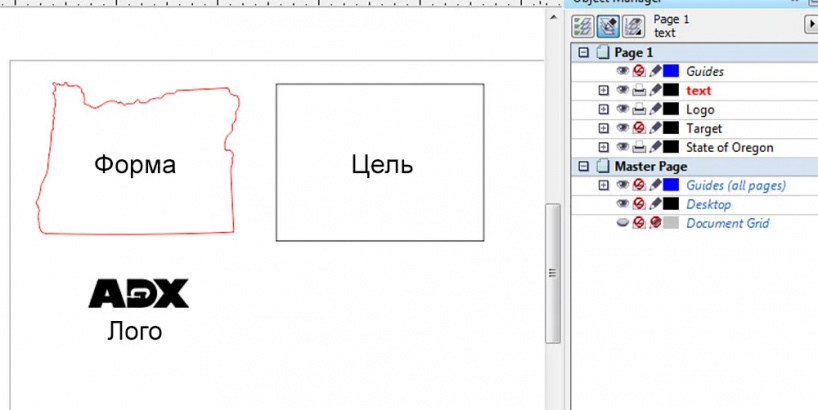
Допустим, у вас есть несколько деревянных подставок, на которых вы хотите выгравировать свой логотип. Вы можете поместить их по одному в источнике лазера и гравировать их один за другим. Но не лучше ли было бы разложить сразу несколько и нанести на них лазерную гравировку?
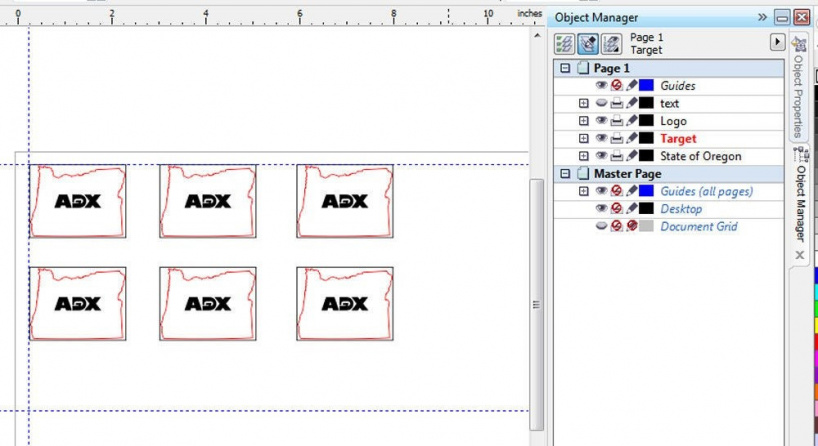
Хитрость заключается в том, чтобы создать сетку, по которой вы можете разложить детали и точно нанести на них лазерную гравировку. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Совет: оставьте небольшое пространство между мишенями, чтобы их можно было поставить, не задевая окружающие.
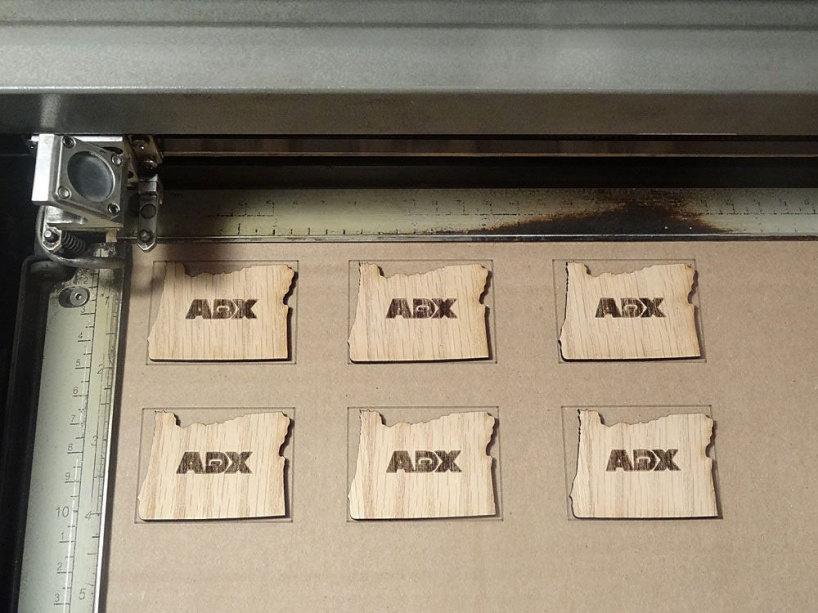
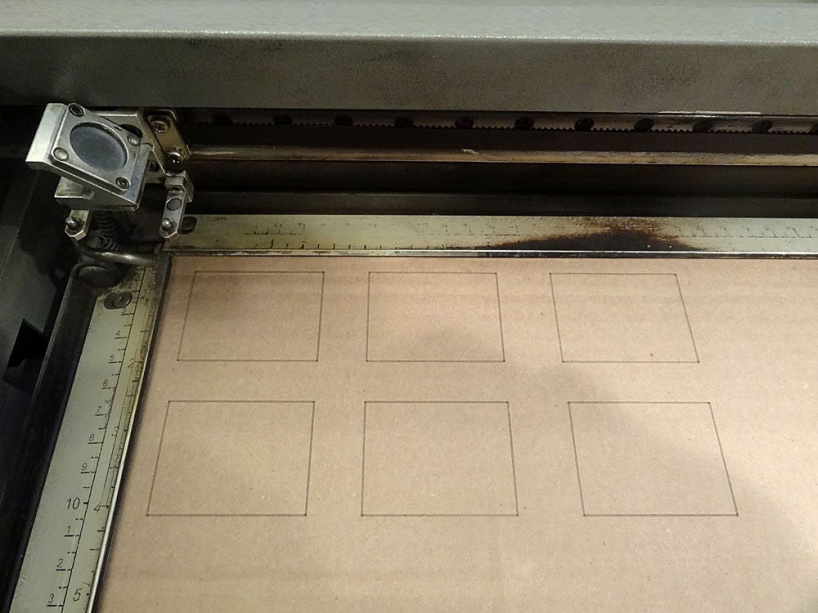
Вырежьте кусок картона по размеру вашего лазерного стола и вставьте его в лазер. Теперь убедитесь, что для печати выбран только слой с мишенями. Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Пока вы не перемещаете картон, вы можете просто выкладывать новые детали, нажимать гравировку и повторять, пока все детали не будут готовы.
Совет №10: Используйте лазерный указатель, чтобы определить, зоны гравировки и реза
Следует помнить, что это хорошо работает с векторными линиями, где лазерная указатель следует по линияи, но не так хорошо с гравюрами, где лазер проходит обратно и по всей площади гравюры. Если нужно использовать лазерный указатель, чтобы понять, где закончится гравировка, то можно сделать так: нарисовать векторный квадрат или круг вокруг гравировки, а затем лазерный указатель просто трассирует квадрат. Или можно нарисовать горизонтальные и вертикальные центральные линии.
Важные факторы связанные с лазерной резкой [Часть 1]

Лазерная резка - это процесс резки лазерным лучом с помощью которого можно разрезать металлическое и неметаллическое сырье различной толщины. При соприкосновении лазерного луча с заготовкой, материал нагревается до такой степени, что плавится или испаряется.
Процесс лазерной резки тесно связан со следующими факторами:
- Режим работы лазера;
- Мощность лазера;
- Положение фокуса лазера;
- Высота сопла;
- Диаметр сопла;
- Вспомогательный газ;
- Чистота вспомогательного газа;
- Расход вспомогательного газа;
- Давление вспомогательного газа;
- Скорость резки;
- Материал подвергающийся резке;
- Качество поверхности материала (ржавчина, посторонние предметы и т.д.).
Параметры процесса, связанного с лазерной резкой, показаны на рисунке ниже.
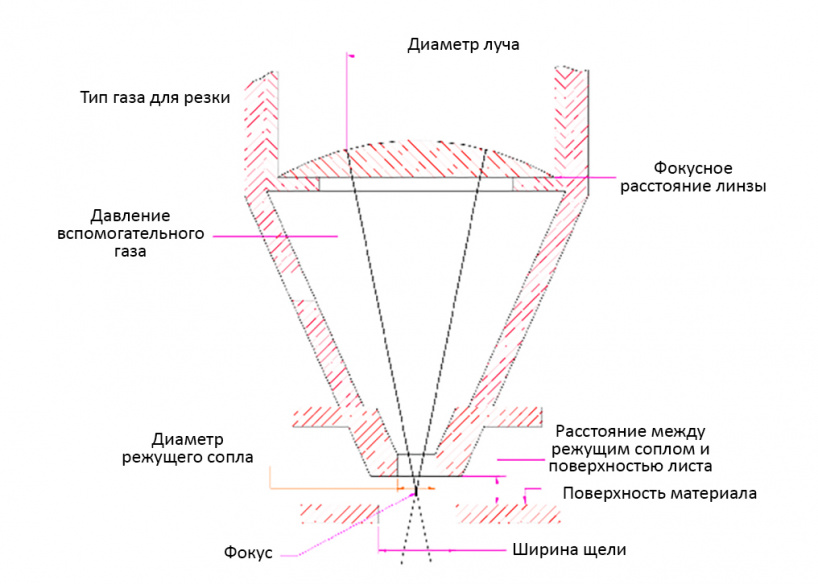
Рис. 1 Параметры процесса резания
I. Режим лазера
Режим лазера оказывает большое влияние на резку, и при резке необходимо использовать режим, позволяющий достигнуть поверхности стального листа и качественную линзу внешнего оптического тракта. При поперечным режиме лазера происходит распределение интенсивности света по поперечному сечению лазерного луча. Поперечный режим обычно рассматривается как стандартный режим лазера.
Для обозначения различных поперечных режимов используется символ TEMmn. TEM означает поперечную электромагнитную волну. M и N - целые положительные числа. Они представляют собой порядковые номера точек с нулевой интенсивностью света в направлениях оси x и оси Y соответственно, что называется порядковым номером режима. На следующем рисунке показаны схемы нескольких различных поперечных режимов лазерного луча. Режим TEM00 также называется основным режимом, и интенсивность любого пятна в нем не равна нулю. Если в направлении X есть пятно с нулевой интенсивностью, оно называется режимом TEM10; Если в направлении Y есть точка с нулевой интенсивностью света, это называется режимом TEM01. По аналогии, чем больше порядковые номера режимов M и N, тем больше точек с нулевой интенсивностью света в пятне. Лазерные лучи с различными поперечными режимами называются многомодовыми.
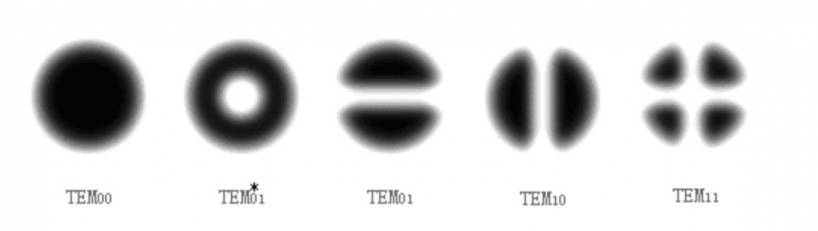
Рис. 2 Режим лазера
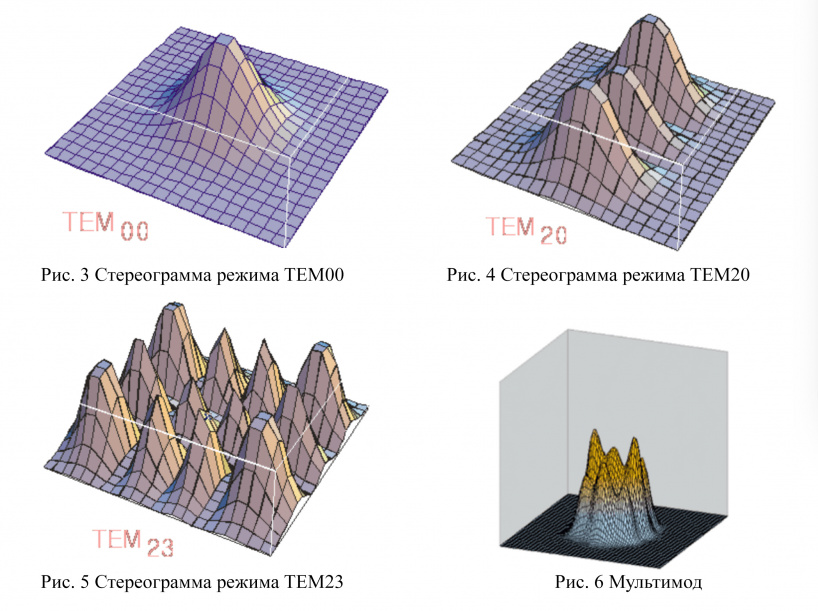
На рисунке выше режим TEM00 называется фундаментальным режимом. Режим TEM* 01 - это однокольцевой режим, также называемый квазифундаментальным режимом. Чтобы отличить его от TEM01, добавляется звездочка *. На самом деле, режим TEM01 и режим TEM10 можно рассматривать как один и тот же режим, поскольку оси X и Y изначально искусственно разделены. Стереограммы нескольких режимов показаны ниже.
II. Фокусное положение
Положение фокуса является ключевым параметром, поэтому крайне важно настроить его правильно.
1. Взаимосвязь между положением фокуса и поверхностью резания
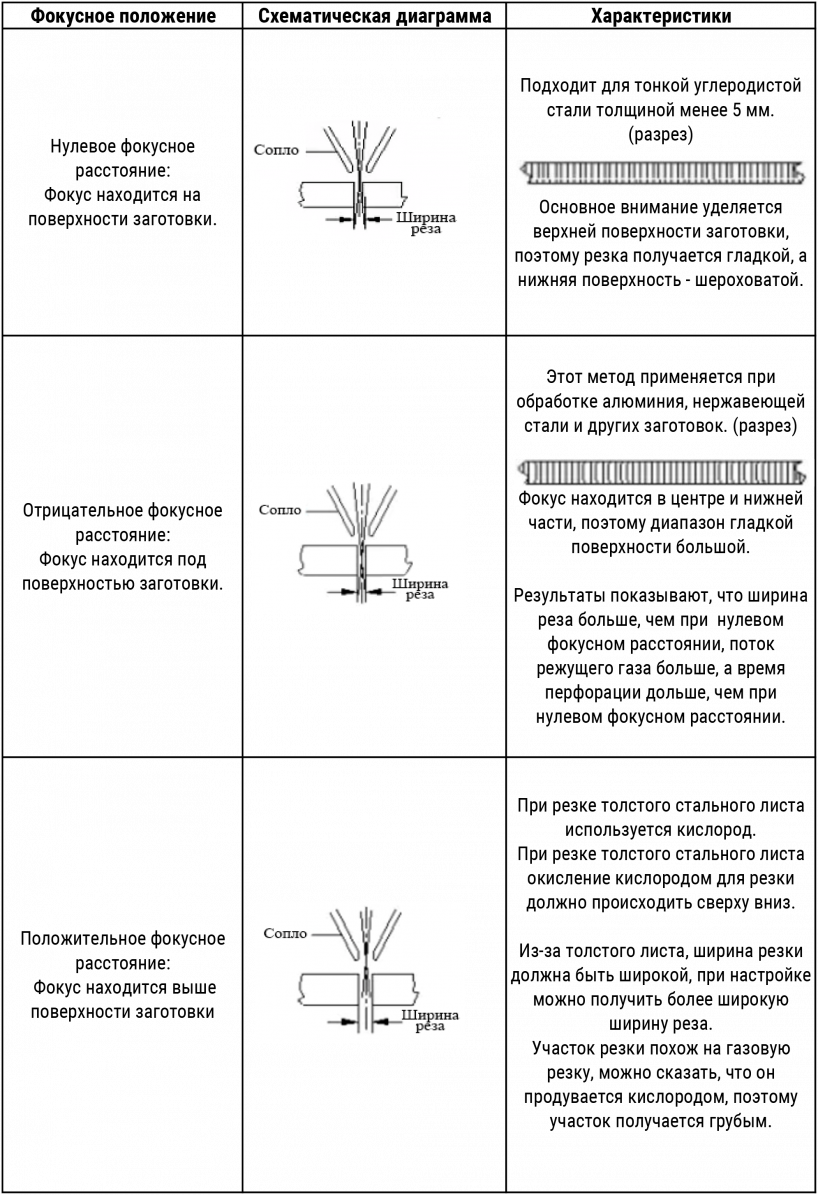
2. Влияние положения фокуса на сечение реза

3. Настройка фокуса
Отрегулировав фокусное расстояние, необходимо проверить размер проколотых отверстий. Положение с наименьшим отверстием является фокусом. Наилучший фокус для резки определяется в соответствии с процессом резки после определения фокуса.
III. Сопло
Форма сопла, диаметр сопла, высота сопла (расстояние между выходным отверстием сопла и поверхностью заготовки) влияют на эффект резки.
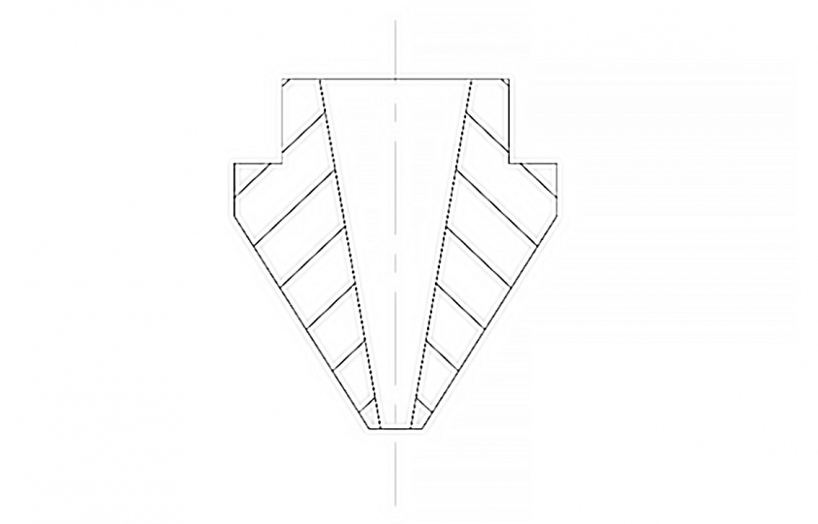
Рис. 7 Сопло
1. Функция сопла
1) Сопло может предотвратить отскок примесей вверх, и предотвратить загрязнение фокусирующей линзы.
2) Позволяет контролировать площадь и размер диффузии газа для контроля качества резки.
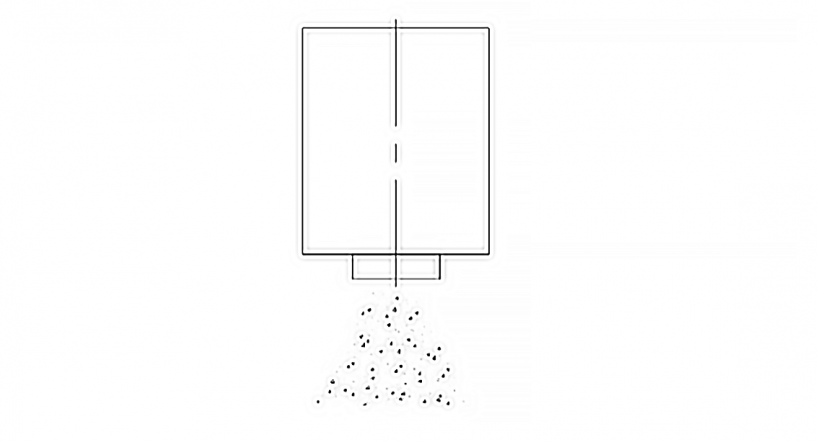
Рис. 8 Выброс газа без сопла
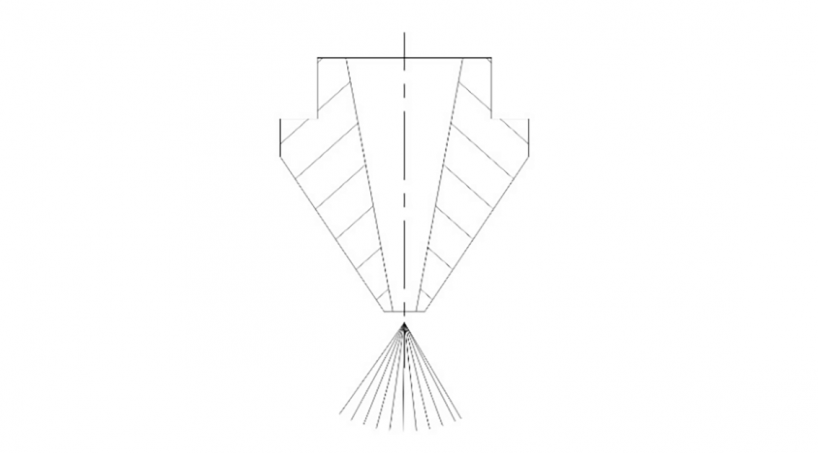
Рис. 9 Выброс газа с помощью сопла
2. Взаимосвязь между соплом и качеством резки
Соосность между центром выходного отверстия сопла и лазерным лучом является одним из важных факторов, влияющих на качество резки. Чем толще заготовка, тем больше влияние. Соосность будет напрямую нарушена при деформации сопла или появлении пятен расплава. Поэтому сопло следует тщательно хранить, чтобы избежать повреждений и деформации. Форма и размер сопла имеют высокую точность изготовления, поэтому следует обратить внимание на правильный метод установки. При использовании сопла в плохом состоянии, качество резки ухудшится, поэтому лучше заменить сопло новым.
Если сопло отличается от оси лазера, на качество резки повлияет следующее.
1) Влияние на режущую часть
Как показано на рисунке, когда вспомогательный газ выдувается из сопла, объем газа неравномерен, и на одной стороне есть расплавленное пятно, а на другой нет.
Это мало влияет при резке тонкого листа менее 3 мм, но при резке более 3 мм влияние оказывается серьезным, иногда он не может быть прорезан.
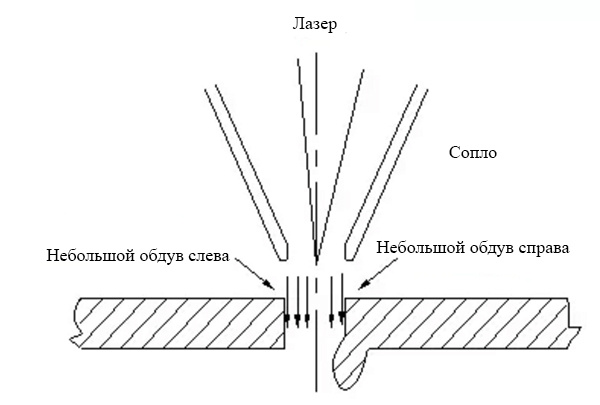
Рис. 10 Влияние соосности на сечение резания
2) Воздействие на острые углы
Если заготовка имеет острый угол или малый угол, легко может возникнуть явление переплавки, и толстый лист может быть не разрезан.
3) Воздействие на перфорацию
Перфорация нестабильна, время нелегко контролировать, толстая пластина будет переплавлена, а условия проникновения нелегко освоить.
Это мало влияет на тонкую пластину.
3. Регулировка соосности между отверстием сопла и лазерным лучом
Этапы регулировки соосности между отверстием сопла и лазерным лучом следующие:
1) Необходимо нанести чернильный тампон на выходную торцевую поверхность сопла (обычно красного цвета) и наклеить клейкую ленту на выходную торцевую поверхность сопла. Как показано на рисунке.
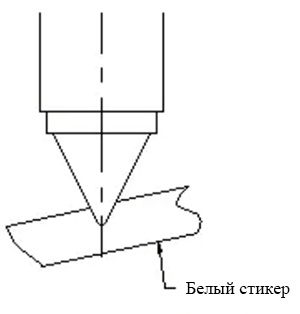
Рис. 11 Шаг 1 регулировка соосности
2) Используйте мощность 10 ~ 20 Вт, ручное управление.
3) Удалите самоклеящуюся бумагу, обратите внимание, чтобы она была направлена в одну сторону с соплом.
При нормальных обстоятельствах самоклеящаяся бумага оставит черное пятно, сожженное лазером. Однако, если центр сопла слишком сильно отклоняется от центра лазерного луча, черное пятно не будет видно (лазерный луч попадает на стенку сопла).
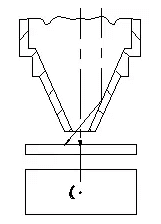
Рис. 12 Слишком большое отклонение сопла
4) Если центральная точка большая или маленькая, обратите внимание на соответствие условий и на то, не ослаблена ли фокусирующая линза.
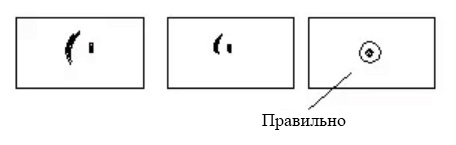
Рис.13 Незакрепленная фокусирующая линза
5) Обратите внимание на направление черной точки от центра сопла и отрегулируйте положение сопла.
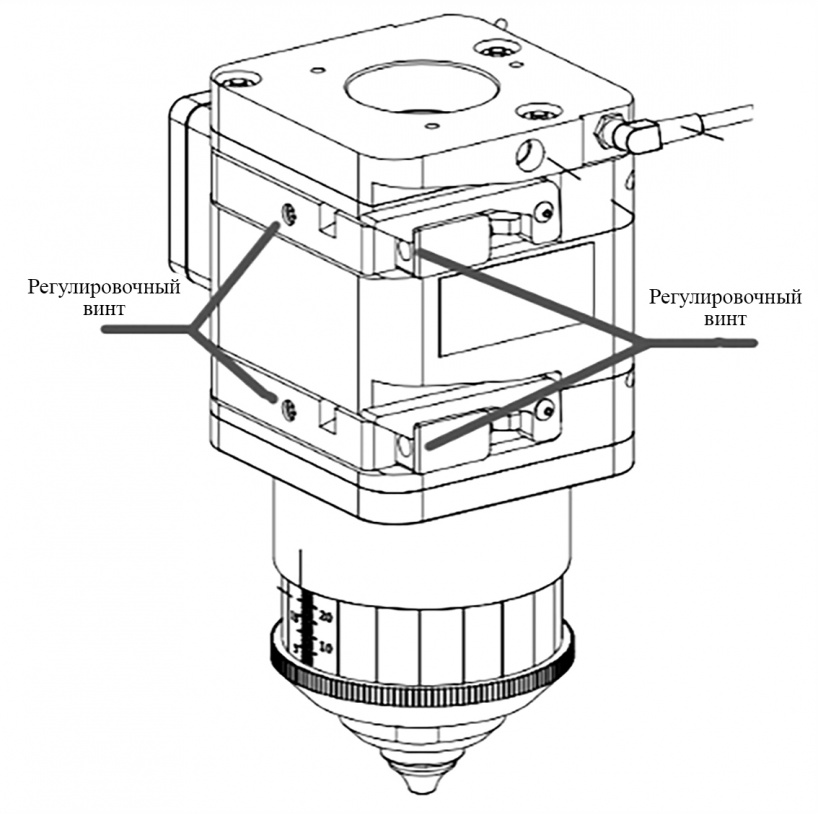
Рис. 14 Регулировка положения соосности лазерного луча
4. Диаметр сопла
Размер отверстия оказывает ключевое влияние на качество резки и качество перфорации. Если отверстие сопла слишком большое, расплавленный материал, разбрызгиваемый во время резки, может пройти через отверстие сопла и попасть на линзу. Чем больше диафрагма, тем хуже защита фокусирующей линзы и тем меньше срок службы линзы.
Сравнение диафрагмы сопла
| Диафрагма сопла | Расход газа | Мощность удаления расплава |
| Маленькая | Быстрый | Большая |
| Большая | Медленный | Маленькая |
Разница между соплом φ1 и φ1.5
| Диаметр сопла | Тонкая пластина (менее 3 мм) | Толстый лист (более 3 мм) Высокая режущая способность, более длительное время охлаждения и более длительное время резки |
| φ1 | Режущая поверхность в норме. | Область диффузии газа мала и нестабильна, но в принципе пригодная. |
| φ1.5 | Режущая поверхность будет толще, а на углу легко появятся пятна от расплава. | Область диффузии газа большая, скорость газа медленная, резка стабильная. |
5. Регулировка высоты сопла
Высота сопла - это расстояние между выходным отверстием сопла и поверхностью заготовки. Диапазон настройки этой высоты составляет от 0,5 мм до 4,0 мм, и мы обычно устанавливаем ее на уровне 0,7 мм-1,2 мм при резке. Если она слишком низкая, сопло будет сталкиваться с поверхностью заготовки. Если оно слишком высоко, концентрация и давление вспомогательного газа уменьшаются, что приводит к снижению качества резки. При перфорации высота должна быть немного больше, чем высота резания, и должна быть установлена на уровне 3,5-4 мм. Таким образом, можно эффективно предотвратить загрязнение фокусирующей линзы брызгами, образующимися во время перфорации.
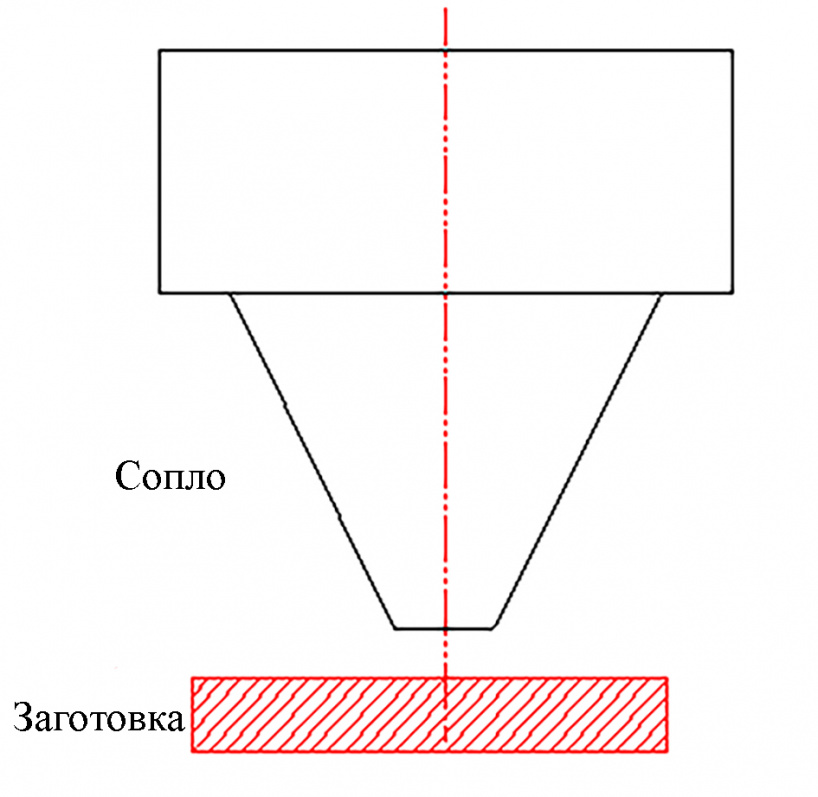
Рис. 15 Высота сопла
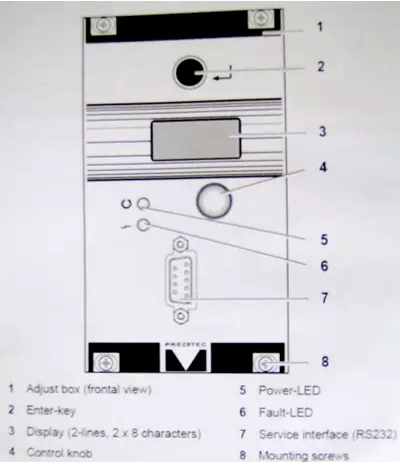
Блок управления емкостными датчиками
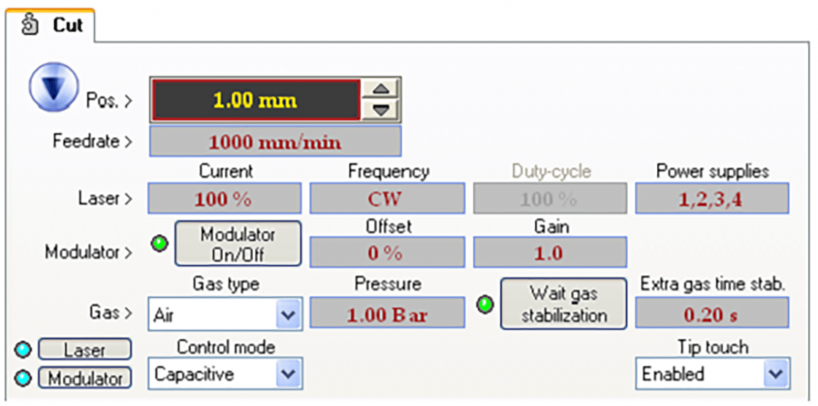
На рисунке в графе "Pos." показан элемент регулировки высоты сопла.
Инструкция для новичков при работе с лазерным оборудованием

Гравировка и порезка материалов с помощью лазера — перспективное направление деятельности, и при наличии стартового капитала можно организовать доходный бизнес. Лазерный станок с ЧПУ является простым в эксплуатации, с его обслуживанием легко справится даже новичок. Но перед началом использования оборудовании для обработки материалов следует ознакомиться с некоторыми правилами работы на нем.
Общие положения
Все системы лазерного ЧПУ гравера управляются с помощью компьютера (контроллера). Алгоритм обработки задается в специальной программе, основой которой является графический файл с электронной моделью изделия. Режущий инструмент — это лазерный луч. Обработка происходит без механического воздействия на материал, поэтому заготовку достаточно правильно расположить на рабочей поверхности, не применяя жесткую фиксацию.
Первый запуск станка
Обычно установку купленного оборудования и пуско-наладочные работы производят специалисты фирмы-продавца. Если же вы отказались от профессиональной помощи и решили выполнить установку самостоятельно, следует четко придерживаться инструкции производителя. Это сложная работа, так как предстоит:
- подсоединить станок к электросети, не забыв о заземлении;
- проверить способность беспрепятственного перемещения инструментального портала;
- надежно закрепить лазерную трубку и провести юстировку оптической системы;
- собрать систему охлаждения и вытяжку;
- подключить компьютер и установить необходимые софты.
Когда станок собран и проверено подключение всех узлов и систем можно попробовать провести тестовые работы. От правильности действий во время подготовки к эксплуатации зависит долговечность станка. Поэтому лучше, чтобы первый запуск производил опытный наладчик.
Этапы работы
Работа по обработке начинается за компьютером. Для выполнения подготовительных работ потребуется специальное программное обеспечение: графический редактор для создания электронной модели и идущая в комплекте со станком управляющая программа.
Подготовка макета
Сначала в графическом редакторе, например, CorelDraw, AutoCAD или другом, создается электронный макет. В зависимости от того, какую работу предстоит выполнять — контурную резку, маркировку или объемную гравировку, изготавливают двухмерную или 3d модель. Готовый чертеж нужно сохранить в формате, который будет понятен станку (_.dxf, _.iso, _.stl, _.rlf). Создать графическую модель, не имея опыта, непросто. Поэтому для начала можно пользоваться готовыми файлами, идущими в комплекте с программным обеспечением, или скачанными в Интернете.
Загрузка параметров резки/гравировки
Далее готовый макет необходимо загрузить в программное обеспечение лазерного гравера и установить параметры обработки: мощность лазера и скорость реза. Следует понимать, что настроенный на один режим гравер не одинаково ведет себя при резке/гравировке материалов с разными параметрами. Чем тверже и толще заготовка, тем больше времени потребуется на прожигание ее поверхности лучом, иногда приходится выполнять резку в несколько проходов. Существуют таблицы с параметрами резки для разных наименований материалов, но на практике лучше проводить тестовую резку на небольшом образце. Чтобы продлить жизнь лазерной трубки, важно не использовать ее на максимальной мощности.
Фокусировка лазера на поверхности материала
Качество реза и гравировки зависит не только от характеристик станка, но и от правильной фокусировки лазера на обрабатываемой поверхности. Толщина заготовок может изменяться, а фокусирующая линза гравера способна концентрировать луч только на фиксированном расстоянии. Поэтому приходится регулировать расстояние между головой лазера и обрабатываемой поверхностью под разную высоту объекта. Таким образом добиваются максимально высокого качества обработки и минимально тонкой линии реза. На станках, где есть автофокус, эта настройка производится автоматически. В других случаях коррекцию фокуса нужно проводить вручную, ориентируясь на мерный брусок или другой мерный инструмент. Пробный прожиг позволит вам оценить качество фокусировки.
Размещение на рабочем столе и позиционирование заготовки
Для раскроя листовых материалов оптимальным является реечный стол. Работая с небольшими заготовками, мягкими или тонкими материалами лучше использовать ячеистый стол, а для фиксации заготовок — вакуумный прижим. Не менее важным для лазерной резки и гравировки является точное позиционирование заготовки. Ее нужно разместить на рабочей поверхности таким образом, чтобы луч точно попал в точку начала обработки.
Работа лазерного станка с ЧПУ в автоматическом режиме
Когда все подготовительные работы закончены, можно приступать к самой обработке. Этот этап станок с ЧПУ может выполнить самостоятельно. Но перед тем, как нажать кнопку запуска, не лишним будет проверить функциональность систем вентиляции и охлаждения. Если все в порядке, смело запускайте станок в работу.
Правила безопасности и ухода за лазерным станком
Для экономичного и безопасного пользования лазерным гравером следует периодически проверять состояние электрических составляющих, системы охлаждения, проводить своевременную чистку и смазку движущихся частей. Так как оптическая система является одной из важнейших элементов лазерного станка, необходимо особое внимание уделять чистоте фокусирующей линзы и зеркал. Уход за оптикой требует осторожности и аккуратности. Периодическая чистка проводится не менее раза в неделю, а при интенсивной нагрузке оборудования даже чаще.
Правильная работа всех компонентов станка важна не только для качества обработки, но и для безопасности использования. Исправность электрической части уменьшит вероятность несчастного случая от поражения током. Чистота рабочей поверхности, отсутствие мусора не позволит возникнуть пожару. Отсутствие пыли и нагара на оптике позволит избежать перегрева и повреждения линзы.
Важно: Профилактику и уборку станка проводить при выключенном питании.
Не забывайте о технике безопасности при работе на лазерном станке с ЧПУ:
- Помните, что лазерное излучение опасно для глаз, а при попадании на кожу вызывает ожоги.
- Не проводите обработку материалов, при нагревании которых выделяются токсичные вещества.
- Не храните рядом со станком легковоспламеняющиеся предметы и горючие вещества.
- Вовремя устраняйте неполадки в работе оборудования.
Тогда вы сумеете избежать различных неприятностей и добиться высокой производительности лазерного ЧПУ станка.
Эта запись была размещена в Бизнес с ЧПУ,Лазерное оборудование. Добавить в закладки постоянная ссылка.
Лазерная резка и гравировка — подробное руководство для начинающих
Лазерные станки — отличное решение для производства самой разнообразной продукции: от простых коробок до гравировки подробной графики на дереве или создания сложных трехмерных объектов.
В этом руководстве для начинающих рассмотрим основы работы лазерного резака, примеры того, что можно сделать с помощью лазера, и как создавать дизайны для лазерной резки или гравировки.
Лазерные станки — что это?
Лазерный резак — это машина с компьютерным управлением, которая использует лазерный луч для точной резки или гравировки материала. Лазер — сильно сфокусированный, усиленный световой луч, который заставляет материал локально гореть, плавиться или испаряться. Тип материала, который может разрезать лазер, зависит от типа лазера и мощности конкретной машины.
Есть разные виды лазерных станков. В этом руководстве особое внимание уделяется газовым машинам и, в частности, лазерным станкам CO2, поскольку этот тип чаще всего используется любителями и малым бизнесом. К другим типам относятся, например, волоконные или кристаллические лазеры, которые в основном используются в промышленности.
Станки для лазерной резки CO2 способны резать и гравировать широкий спектр неметаллических материалов, таких как дерево, бумага, акрил, текстиль и кожа.
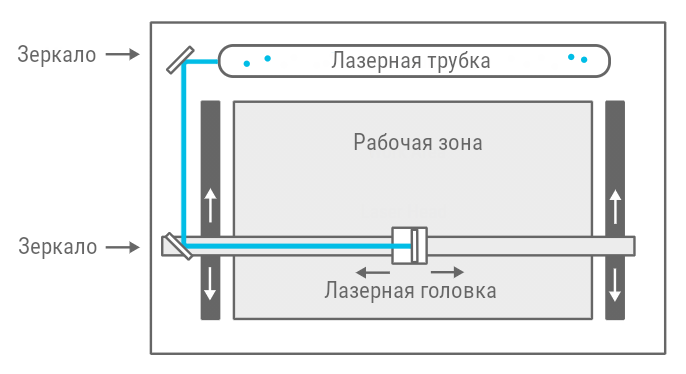
Как работает лазерный станок?
В станке для лазерной резки CO2 лазерный луч создается в трубке, заполненной газом CO2. Далее с помощью зеркал и линз лазерный луч направляется на лазерную головку и фокусируется на поверхности материала. Двигатели с электронным управлением перемещают лазерную головку, чтобы вырезать или выгравировать желаемую форму на материале заготовки. Форма определяется входным файлом, который может быть векторным или растровым изображением.
Когда лазер попадает на материал, очень небольшая область нагревается за очень короткий период времени, в результате чего материал плавится, сгорает или испаряется.
Что можно делать с помощью лазерного станка?
В целом, лазерный станок может выполнять три задачи: резка, гравировка и маркировка.
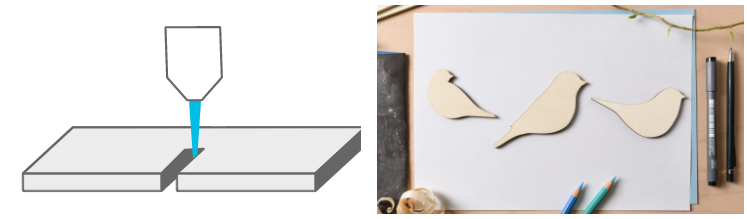
Резка. Когда лазерный луч проходит через материал заготовки, он создает разрез. Лазерная резка обычно очень точная и чистая. Внешний вид обрезанных кромок зависит от материала. Например, кромки обрезной древесины обычно имеют более темный коричневый цвет, чем исходная древесина. Края акрила не меняют цвет и после лазерной резки имеют красивый глянцевый блеск.
Прорезь у лазерного резака очень маленькая. Термин пропил относится к ширине канавки, сделанной во время резки. Это зависит от материала к материалу, а также от конкретных настроек лазера. Для многих материалов пропил составляет от 0,05 мм (0,002 дюйма) до 0,5 мм (0,02 дюйма).
Гравировка. Лазерный луч удаляет части верхнего материала, но не прорезает весь материал, формируя на поверхности надпись или рисунок.
Маркировка. Лазер не удаляет материал, а, например, меняет цвет материала. На резчиках с CO2-лазером маркировка в основном используется при работе с металлами. Маркировочный раствор (например, CerMark или Enduramark) наносится на поверхность заготовки. После высыхания маркировочного раствора выполняется гравировка. Тепло от лазера связывает раствор с металлом, в результате чего остается стойкая метка.
Какие материалы можно вырезать или гравировать лазером?
Станки с CO2-лазером способны резать и гравировать самые разные материалы. Однако есть и материалы, которые нельзя обрабатывать. Это может быть связано с тем, что лазер не в состоянии прорезать материал или с образованием токсичных газов. Также нельзя использовать легковоспламеняющиеся материалы.
В зависимости от мощности и других характеристик используемой машины максимальная толщина материала, который можно разрезать, будет варьироваться. Мощность лазерных резаков измеряется в ваттах. Типичные уровни мощности находятся в диапазоне от 30 до 120 Вт. Лазеры с большей мощностью в основном используются только в промышленном секторе.
| Материал | Резка | Гравировка | Примечание |
| Древесина | ✓ | ✓ | |
| Фанера | ✓ | ✓ | Лазеры могут с трудом разрезать фанерные листы с наружным клеем. |
| МДФ | ✓ | ✓ | |
| Пробка | ✓ | ✓ | |
| Картон | ✓ | ✓ | |
| Бумага | ✓ | ✓ | |
| Кожа | ✓ | ✓ | Для достижения наилучших результатов используйте растительное дубление. |
| Фетр | ✓ | ✓ | |
| Хлопок | ✓ | ✓ | |
| Акрил (оргстекло) | ✓ | ✓ | |
| Делрин (ПОМ, ацеталь) | ✓ | ||
| Полиэтилен высокой плотности (HDPE) | (✓) | (✓) | Края плохо плавятся. Возможность легкого возгорания. |
| Полипропилен | ✓ | ✓ | Возможно расплавление. |
| Гранит | ✓ | ||
| Мрамор | ✓ | ||
| Каменная плитка | ✓ | ||
| Керамика, фарфор | ✓ | ||
| Стекло | ✓ | ||
| Нержавеющая сталь | ✓ | | |
| Алюминий | ✓ | |
Есть материалы, которые нельзя обрабатывать лазером, потому что это приведет к образованию токсичных газов или пыли, которые также могут повредить машину. Эти материалы включают (но не ограничиваются ими):
- кожа и искусственная кожа, содержащая хром (VI);
- углеродные волокна (Карбон);
- поливинилхлорид (ПВХ);
- поливинилбутирал (ПВБ);
- политетрафторэтилены (ПТФЭ / тефлон);
- оксид бериллия;
- любой материал, содержащий галогены (фтор, хлор, бром, йод и астат), эпоксидные или фенольные смолы.
Как создать дизайн для лазерной резки или гравировки?
Большинство лазерных резаков CO2 работают так же, как и обычные струйные принтеры. Лазерный резак поставляется со специальными драйверами, которые преобразуют изображение с компьютера в формат, который может считывать лазерный резак.
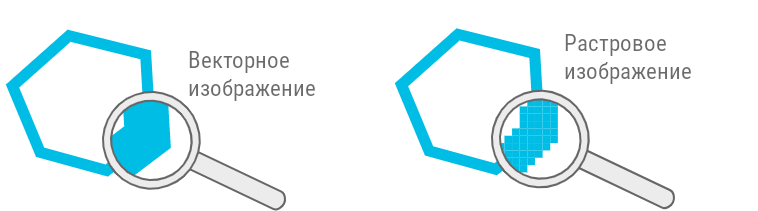
При работе с лазерными резаками важно знать разницу между векторными и растровыми изображениями. Оба типа файлов изображений можно обрабатывать, но растровые изображения можно использовать только для гравировки, но не для резки.
В векторном изображении все линии и цвета хранятся в виде математических формул. Растровые изображения основаны на пикселях. Это означает, что изображение состоит из множества маленьких квадратов. Векторные изображения можно увеличивать без потери качества, в то время как растровые изображения начинают «пикселизироваться» при определенном увеличении.
Типы векторных файлов: SVG, EPS, PDF, DXF, DWG, CDR (CorelDRAW), AI (Adobe Illustrator)
Типы растровых файлов: JPG, PNG, GIF.
Вы можете использовать программное обеспечение по вашему выбору, если экспортируете файл в подходящем формате. Ниже приведены несколько примеров программного обеспечения для графического дизайна.
- Inkscape;
- QCAD;
- CorelDRAW;
- Adobe Illustrator;
- AutoCAD.
- Autodesk Fusion 360;
- Blender;
- FreeCAD;
- Tinkercad;
- Solidworks;
- Onshape.
Общие настройки
Первое, что следует учитывать, — это размер вашего материала / максимальный размер, который может вместить рабочая зона. Это определяет максимальный размер вашего дизайна. Цветовой режим должен быть установлен на RGB. Для обозначения разных процессов обычно используются разные цвета. Например, красный цвет может использоваться для всех частей, которые будут вырезаны, а черный — для гравировки.
Создание файла для лазерной резки
Как объяснялось ранее, во время операции резки лазер направляет непрерывный луч на материал, чтобы разрезать его. Чтобы знать, где резать, лазерному станку нужен векторный путь в качестве входного файла.
Лазер будет вырезать только векторную графику с минимально возможной толщиной линий (это зависит от используемого программного обеспечения). Любая другая графика, например сплошные фигуры или более толстые линии, не будет вырезана.
При вырезании текста или других сложных форм следует учитывать, что несвязанные средние части — например, внутренняя часть буквы «О» — выпадут. В зависимости от желаемого дизайна вы можете предотвратить это. Для текста вы можете, например, использовать трафаретный шрифт, в котором все внутренние части букв соединены с внешними частями.
Создание файла для лазерной гравировки
При лазерной гравировке можно различить векторную гравировку и растровую гравировку. Векторная гравировка в основном аналогична резке с той лишь разницей, что для гравировки мощность меньше, так что лазер просто удаляет части материала, а не прорезает.
Для растровой гравировки входным файлом может быть либо векторный файл, либо растровое изображение. Во время растровой гравировки изображение гравируется лазером линия за линией, пиксель за пикселем. Этот процесс аналогичен тому, как струйный принтер наносит чернила, но вместо нанесения чернил материал удаляется лазерным лучом.
Гравировка подходит как для простых форм, так и для сложных изображений. Для гравировки фотографии необходимо преобразовать в изображения в градациях серого.
Как пользоваться лазерным станком?
Когда ваш дизайн будет готов, настало время для последнего шага — резки на лазере. Лазерные резаки — очень мощные машины. С ними можно творить великие вещи, но они также потенциально опасны, поэтому сначала небольшое предупреждение.
Перед использованием лазерного резака всегда сначала убедитесь, что вы прочитали и поняли все инструкции по технике безопасности, которые прилагаются к нему. Кроме того, имейте в виду, что эта длина волны CO2-лазера находится в инфракрасной части светового спектра, поэтому она невидима для человеческого глаза. Красная точка, которую вы видите на многих станках на поверхности материала, — это всего лишь вспомогательное средство позиционирования, а не лазерный луч, который на самом деле выполняет резку.
Подготовка
Прежде всего, убедитесь, что ваш материал помещается в рабочую зону лазерного резака, и при необходимости отрежьте его по размеру. Кроме того, будьте готовы сделать несколько пробных надрезов или гравюр, и принести с собой запасной материал.
Вам не обязательно нужны дополнительные инструменты при работе с лазерным станком, но все же могут пригодиться:
- универсальный нож: для резки материала, который не был полностью прорезан лазерным резаком, или для резки бумаги и картона по размеру;
- малярная лента: используйте ее для маскировки поверхности вашего материала, чтобы предотвратить появление пятен от ожогов;
- рулетка / штангенциркуль: для измерения размеров и проверки правильности размеров конечных объектов.
Настройки
Четыре наиболее важных параметра лазерного резака — это мощность, скорость, частота и расстояние фокусировки.
Мощность: определяет выходную мощность лазера. Обычно можно установить от 0 до 100% (максимальная мощность). Большая мощность используется для резки толстых материалов, а меньшая мощность используется для гравировки и резки тонких материалов, таких как бумага.
Скорость: определяет скорость движения лазерной головки. Для гравировки и резки тонкого материала скорость обычно устанавливается близко к максимальной. Частота (Гц, PPI): параметр частоты указывает количество лазерных импульсов в секунду. Частота полностью зависит от используемого материала. Например, резка по дереву лучше всего выполняется при частоте от 500 до 1000 Гц, а для акрила рекомендуется от 5000 до 20000 Гц для достижения гладкой кромки.
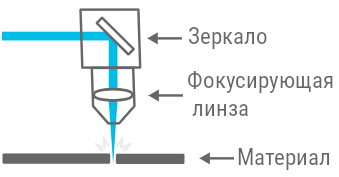
Фокус: как объяснялось ранее, внутри лазерной головки есть фокусирующая линза. Точка фокусировки (где лазерный луч наиболее тонкий) для большинства применений должна находиться на поверхности материала или немного ниже. Для этого материал должен находиться на определенном расстоянии от линзы. Точное расстояние зависит от типа используемой фокусирующей линзы.
Многие лазерные машины имеют моторизованную платформу, которую можно перемещать вверх и вниз для установки расстояния фокусировки. В качестве альтернативы необходимо вручную отрегулировать положение поверхности материала.
Итак, теперь, когда у вас есть базовое представление о доступных настройках, вы можете спросить себя, как найти правильные настройки для конкретно ваших проектов? Хорошей отправной точкой является руководство по эксплуатации лазерного резака. Часто вы найдете предлагаемые настройки для многих материалов. Если вы работаете с совместно используемым лазером в рабочем пространстве, обычно есть списки с доступными рекомендуемыми настройками.
Чтобы найти идеальные настройки для вашего материала, может потребоваться несколько попыток. Всегда изменяйте только один параметр в процессе тестирования. Например, начните с мощности, проверяя разные значения с шагом 5-10%. Когда вы будете довольны своими результатами, не забудьте записать свои настройки для использования в будущем.
Читайте также: