Усиление металлических конструкций стропильных и подстропильных ферм
Обновлено: 13.09.2024
Подготовка фермы к монтажу состоит из следующих операций: укрупнительной сборки, обустройства люльками, лестницами и расчалками, строповки, подъема в зону установки, разворота при помощи расчалок поперек пролета, временного крепления с использованием кондукторов, расчалок, распорок между фермами и оттяжек. Положение фермы выверяют по положению осевых рисок на торцах фермы.
В зависимости от их массы и длины фермы поднимают при помощи траверс одним или двумя кранами. Строповку ферм производят только в узлах верхнего пояса, чтобы в стержнях не возникали изгибающие усилия; фермы стропят в четырех точках траверсами с полуавтоматическими захватами дистанционного управления. При больших монтажных нагрузках производят временное усиление элементов деревянными пластинами или металлическими трубами. Первую поднимаемую ферму разворачивают при помощи оттяжек в проектное положение на высоте 0,5. 0,7 м над верхом колонн, опускают на монтажные столики, приваренные к колоннам, временно закрепляют на болтах, выверяют и осуществляют окончательное крепление. При подъеме во избежание раскачивания, ее поддерживают четырьмя гибкими оттяжками.
После установки и закрепления первой фермы и раскрепления ее четырьмя растяжками устанавливают вторую, которую связывают с первой при помощи прогонов, связей и распорок, они все вместе образуют жесткую пространственную систему. На колоннах средних рядов ферму дополнительно соединяют болтами с фермами рядом смонтированного пролета.
При схемах здания со стропильными и подстропильными фермами последние имеют длину 11,75 м и их устанавливают на колонны с зазорами в 25 см. В этом зазоре устанавливают надколонник, на который будет опираться стропильная ферма покрытия.
Покрытия из стального профилированного настила применяют в зданиях с металлическим и железобетонным каркасом для облегчения его массы, а также при монтаже покрытий крупными блоками. На монтаж могут поступать утепленные панели профилированного настила заводского изготовления.
Стальной профилированный настил - это панель из оцинкованного, а затем покрытого антикоррозионным слоем стального листа длиной 3. 12 м, толщиной 0,8. 1 мм с продольными гофрами высотой 60, 79 мм и более. Ширина листов настила 680. 845 мм, длина кратна трем - 6, 9 и 12 м и назначается проектом в соответствии с расположением прогонов ферм (рис. 17.2).
Листы укрупняют в карты на горизонтальных стендах, оборудованных выверенными по размерам карт упорами, и соединяют между собой комбинированными заклепками или контактной точечной сваркой. После раскладки листов ручной электродрелью просверливают отверстия для заклепок в местах соединения листов в волне нахлестки. Отверстия сверлят в соответствии с проектом, обычно через 50. 60 см. В просверленные отверстия устанавливают заклепки, соединяя, таким образом листы в единую карту нужного размера.
 | Рис. 17.2. Покрытие из стального профилированного настила: а - схема покрытия; б - соединение листов настила комбинированной заклепкой; в - последовательность ус-тановки заклепки; г – креп-ление настила самонарезаю-щим винтом; д - крепление настила дюбелем; е - дюбель; 1 - стальной про-гон; 2 - настил; 3 – сое-динение настила с прогоном самонарезающим винтом в месте стыка; 4 - то же, в промежутках (пазах) нас-тила; 5 - заклепка из алю-миниевого сплава; 6 – стальной стержень; 7 – са-монарезающий винт; 8 - стальная шайба; 9 – уплот-нительная шайба; 10 – инструмент для постановки заклепок; 11 - дюбель; 12 - полиэтиленовая прокладка; 13 - полиэтиленовый наконечник Покрытия из профили-рованного настила нецеле-сообразно монтировать поэлементным (полистовым) |
способом из-за большой трудоемкости - весь объем работ приходится выполнять на высоте. Чаще монтируют покрытия картами указанных выше размеров. Собранные карты монтируют по ходу монтажа конструкций покрытия (вслед за монтажем колонн и подкрановых балок). Стенд, на котором собираются карты покрытия, переставляют по необходимости краном на новые стоянки.
Карту стропят согласно схеме строповки и в зависимости от размера карты поднимают краном и подают к месту укладки. Настил в виде листов или предварительно укрупненных карт размером 6х6, 6х12, 12х12 м укладывают на прогоны кровли или блока покрытия. Прогоны покрытия устанавливают по узлам ферм, а при применении ферм из прямоугольных замкнутых профилей — непосредственно на верхние пояса ферм. Положение карт профилированного настила подгоняют по рискам разметки мест укладки.
Карты крепят к прогонам самонарезающимися оцинкованными винтами, реже дюбелями и электрозаклепками. Для крепления настилов покрытия к прогону в них предварительно при помощи электроинструмента просверливают сквозные отверстия диаметром 5,5 мм, затем в эти отверстия заворачивают при помощи гайковерта самонарезающиеся винты диаметром 6 мм с постановкой под головку пластмассовой или стальной шайбы.
Для комбинированных заклепок (которые применяют для соединения листов покрытия между собой) в листах также просверливают отверстия диаметром 5 мм, ставят в отверстия заклепки, опуская их головкой стального стержня вниз, а головкой алюминиевой заклепки вверх. Клепку выполняют пневмогидравлическим пистолетом или специальными рычажными клещами. При клепке головку заклепки прижимают вниз и захваченный стальной стержень с усилием вытягивают вверх. При вытяжке стержня его головка сминает нижнюю цилиндрическую часть заклепки, при этом образуется нижняя головка заклепки. Как только завершается образование нижней головки заклепки, металлический стержень обламывается в зауженном сечении и его верхняя часть выдергивается из заклепки.
Стальной профилированный настил применяют при монтаже покрытий крупными блоками, собираемыми на конвейере. В этом случае по настилу, при сборке в готовые карты, наносят пароизоляцию, укладывают слой утеплителя, наклеивают гидроизоляционный ковер.
Очень редко используют сборный железобетон для устройства покрытия. В этом случае плиты покрытия укладывают симметрично по направлению от опорных узлов к коньку. При наличии фонаря первоначально плиты монтируют по ферме, а затем по фонарю от конька к краям.
5. Сварные соединения металлических конструкций
Монтажные соединения стальных конструкций бывают сварные, на болтах и особо ответственные - на заклепках. При необходимости, стальные конструкции соединяют с железобетонными, приваривая соединительные элементы к закладным деталям железобетонных конструкций или соединения выполняют на болтах.
Сварные соединения применяют при жестком соединении несущих конструкций и при необходимости иметь плотное, водогазонепроницаемое соединение элементов. К таким конструкциям относятся листовые конструкции кожухов доменных печей, пылеуловителей, резервуаров, газгольдеров. К жестким соединениям относятся стыки колонн между собой, колонн и подкрановых балок, колонн и стропильных ферм.
Сварные соединения монтажных элементов первоначально скрепляют между собой грубыми монтажными болтами, а поскольку полученной прочности недостаточно по расчету на прочность, элементы между собой сваривают. В зависимости от вида соединяемых конструкций элементы могут свариваться непосредственно или при помощи дополнительных стыковых накладок.
Стыки колонн. Колонны высотой 18 м и более перед транспортированием членят на отправочные элементы, исходя из габаритов транспортных средств. При монтаже эти части колонн соединяют вместе, сварка может выполняться непосредственно или при помощи стальных накладок, которые устанавливают на болтах и приваривают к соединяемым элементам. Стыки колонн одноэтажных промышленных зданий делают обычно в надкрановой части выше подкрановых балок. Фрезерованные торцы надкрановой и основной частей колонны стыкуют между собой и сваривают по плоскости стыка. Для большей жесткости обе части соединяют между собой стыковой листовой накладкой.
Соединение подкрановых балок с колоннами. Подкрановая балка опирается ребром вертикального листа непосредственно на опорную плиту колонны и соединяется с ней на болтах. Дополнительно подкрановую балку прикрепляют к надкрановой части колонны тормозными конструкциями, которые присоединяют к колоннам и балкам на болтах и дополнительно проваривают протяженным швом.
Соединение ферм с колоннами. При шарнирном опирании фермы на колонну верхний пояс фермы прикрепляют к колонне, соединяя фасонку болтами и монтажным сварным швом к пластинам, приваренным к колонне. В жестком соединении фермы с оголовком колонны в узле сопряжения дополнительно ставят стыковую накладку, которая соединяется с опорной плитой оголовка колонны и поясом фермы болтами и на сварке. Нижний пояс фермы фасонкой опирают на монтажный столик и прикрепляют к колонне болтами и сваркой.
Контроль качества сварных соединений. Сварные швы проверяют внешним осмотром, выявляя неровности по высоте и ширине, непровар, подрезы, трещины, крупные поры. По внешнему виду сварные швы должны иметь гладкую или мелкочешуйчатую поверхность, наплавленный металл должен быть плотным по всей длине шва. Допускаемые отклонения в размерах сечений сварных швов и дефекты сварки не должны превышать значений, указанных в соответствующих стандартах.
Для контроля механических свойств наплавленного металла и прочности сварных соединений сваривают пробные соединения, из которых вырезают образцы для испытаний. Испытания проводят на предел прочности, твердость, относительное удлинение и т. д. Для проверки качества сварки применяют просвечивание на пленку рентгеновским и γ-излучением, нашли применение ультразвуковые дефектоскопы.
Дефекты в сварных швах устраняют следующими способами: перерывы швов и кратеры заваривают; швы с трещинами, непроварами и другими дефектами удаляют и заваривают вновь; подрезы основного металла зачищают и заваривают, обеспечивая плавный переход от наплавленного металла к основному.
6. Болтовые соединения металлических конструкций
Болтовые соединения стальных конструкций в зависимости от конструктивного решения соединения и воспринимаемых нагрузок выполняют на болтах грубой, нормальной и повышенной точности и на высокопрочных болтах. Болты грубой и нормальной точности не применяют в соединениях, работающих на срез.
Отверстия под такие соединения сверлят или продавливают. Диаметр отверстия больше диаметра болта на 2. 3 мм, что значительно упрощает сборку соединений. Но при этом значительно возрастает деформативность соединения, поэтому болты грубой и нормальной точности применяют для фиксации соединений непосредственного опирания одного элемента на другой, в узлах передачи усилий через опорный столик, в виде планок, а также во фланцевых соединениях.
Соединения на болтах повышенной точности применяют вместо заклепок в труднодоступных местах, где практически невозможно ставить заклепки. Диаметр отверстия в соединениях на таких болтах может быть больше диаметра болтов не более, чем на 0,3 мм. Минусовой допуск для отверстий не допускается. Болты в таких точных отверстиях сидят плотно и хорошо воспринимают сдвигающие силы.
Соединения на высокопрочных болтах сочетают в себе простоту установки, высокую несущую способность и малую деформативность. Они сдвигоустойчивы и могут заменять заклепки и болты повышенной прочности практически во всех случаях.
Сборка болтовых соединений на монтажной площадке включает следующие операции:
■ подготовка стыкуемых поверхностей;
■ совмещение отверстий под болты;
■ стяжка пакета соединяемых элементов стыка;
■ рассверловка отверстий до проектного диаметра и установка постоянных болтов.
Подготовка стыкуемых поверхностей заключается в очистке их от ржавчины, грязи, масла, пыли, выправлении неровностей. Спиливают или срубают заусеницы на кромках деталей и отверстий.
Совмещение отверстий всех соединяемых элементов достигают при помощи проходных оправок, диаметр которых немного меньше диаметра отверстия. Оправку забивают в отверстия, благодаря этому они совмещаются. Стяжка должна обеспечить необходимую плотность пакета соединяемых элементов. Пакет стягивают временными или постоянными сборочными болтами; после затяжки очередного болта дополнительно подтягивают предыдущий. Необходимую плотность собираемого пакета можно обеспечить при установке болтов в следующем порядке: первый болт ставится в центре, последующие - равномерно от середины к краям поля.
Установка постоянных болтов начинается после выверки конструкции. Болты ставят в той же последовательности, что и при стяжке пакета. Длины и диаметры болтов оговариваются проектом.
Гайки высокопрочных болтов затягивают тарировочным ключом, позволяющим контролировать и регулировать силу натяжения болтов. Для того чтобы болты выдерживали большие усилия затяжки, их изготовляют из специальных сталей и подвергают термической обработке. Болты позволяют иметь более плотное и монолитное соединение. Под действием сдвигающих сил между соединяемыми элементами возникают силы трения, препятствующие сдвигу этих элементов относительно друг друга.
Окончательно высокопрочные болты затягивают на проектное усилие после проверки геометрических размеров собранных конструкций. Заданное натяжение, болтов обеспечивается одним из следующих способов регулирования усилий: по углу поворота гайки; по осевому натяжению болта; по моменту закручивания ключом индикаторного типа; по числу ударов гайковерта.
Нормативные требования к монтажу стальных конструкций приведены в разделе 4СНиП 3.03.01-87« НЕСУЩИЕ И ОГРАЖДАЮЩИЕ КОНСТРУКЦИИ»
Усиление металлических конструкций стропильных и подстропильных ферм
РЕКОМЕНДАЦИИ
ПО УСИЛЕНИЮ СТАЛЬНЫХ КОНСТРУКЦИЙ ПРОИЗВОДСТВЕННЫХ
ЗДАНИЙ И СООРУЖЕНИЙ ЭНЕРГОПРЕДПРИЯТИЙ
СОСТАВЛЕНО Государственным институтом проектирования предприятий по производству запасных частей и ремонту энергетического оборудования ("Гипроэнергоремонт")
Составители В.А.Колесник, В.В.Буланов, В.Д.Кузнецов, Р.Р.Турбабина, Г.Б.Ярославцева, И.А.Стрепкова
УТВЕРЖДЕНО Главным инженером Союзтехэнерго Г.Г.Яковлевым 15 августа 1983 г.
Настоящие Рекомендации предназначены для проектных организаций, проектно-конструкторских бюро, а также персонала специализированных ремонтных предприятий и служб эксплуатации производственных зданий и сооружений районных энергетических управлений и производственных энергообъединений Минэнерго СССР, министерств и главных управлений энергетики и электрификации союзных республик, связанных с ремонтом производственных зданий и сооружений.
В настоящих Рекомендациях изложены предложения по усилению стальных строительных конструкций и их элементов, приведены основные способы и методы расчета усиления стальных конструкций, даются характеристики примененных ранее конструкционных сталей и прокатных профилей, классификация дефектов и повреждений стальных конструкций.
1. ОБЩАЯ ЧАСТЬ
1.1. Необходимость усиления конструкций производственных зданий и сооружений возникает в процессе эксплуатации, во время проведения ремонтов и реконструкций как основного технологического оборудования, так и строительных элементов конструкций.
1.2. Заключение о необходимости усиления стальных конструкций (далее по тексту "конструкций") составляется специальной комиссией при их обследовании. В результате обследования должны быть получены следующие материалы:
- документация и данные натурных обмеров, необходимые для расчетов;
- данные о времени возведения металлоконструкций, их ремонта и реконструкции с начала эксплуатации;
- ведомость допущенных отступлений от проекта или соответствующих СНиП;
- ведомость дефектов несущих металлоконструкций;
- геодезические данные по несущим металлоконструкциям;
- данные о нагрузках (схема нагрузок);
- сертификаты или лабораторные данные химического анализа и механических испытаний сталей, из которых выполнены конструкции;
- данные о фактической несущей способности конструкции.
1.3. Обследования и усиления конструкций, выполненных из кипящей углеродистой стали, необходимо производить в соответствии с [5] и [6].
1.4. Вопросы усиления ранее деформированных, а затем выправленных элементов конструкций с учетом остаточных напряжений в тех частях сечений, которые были подвержены пластическим деформациям, в настоящих Рекомендациях не рассматриваются.
1.5. В связи с необходимостью ремонта производственных зданий и сооружений, построенных в более ранние годы, в приложениях 1-18 настоящих Рекомендаций приводятся характеристики применявшихся ранее конструкционных сталей и прокатных профилей.
1.6. Условные обозначения, принятые в настоящих Рекомендациях, приведены в приложении 19.
2. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ, ВЫЗЫВАЮЩИЕ
НЕОБХОДИМОСТЬ УСИЛЕНИЯ СТАЛЬНЫХ КОНСТРУКЦИЙ
2.1. Усиление конструкций - одно из наиболее эффективных мероприятий по продлению их долговечности, восстановлению или увеличению их несущей способности и предотвращению аварий.
Причины, вызывающие необходимость усиления конструкций, следующие:
- реконструкция и модернизация основного и вспомогательного технологического оборудования, увеличение производительности оборудования, вызывающие увеличение нагрузок на конструкции;
- физический износ конструкций в результате интенсивной или длительной их эксплуатации;
- поражение конструкций коррозией;
- вредные температурные воздействия на конструкции;
- воздействия стихийного характера на конструкции;
- различные повреждения конструкций в результате нарушения правил их эксплуатации;
- повреждения (погнутости, вмятины и т.п.), полученные во время транспортировки и монтажа;
- ошибки при проектировании, изготовлении и производстве строительно-монтажных работ.
2.2. Основные виды дефектов и повреждений, характерных для конструкций покрытий и конструкций подкрановых путей производственных зданий, приведены в табл.1.
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА НА МОНТАЖ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Монтаж стальных ферм (конструкций) и покрытий
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Типовая технологическая карта разработана на монтаж стальных ферм и покрытий.
На монтажную площадку конструкции стальных ферм поступают в виде элементов длиной 12 м и до подъема должны быть укрупнены в монтажные элементы на складе или у места подъема. Укрупняют фермы в вертикальном положении в кассетах, иногда в горизонтальном положении, что требует дополнительной площади и необходимости поворота фермы вокруг нижнего пояса (кантовки). При кантовке элементы фермы работают в условиях, сильно отличающихся от проектных: элементы фермы, кроме осевых усилий других знаков (вместо сжатия, растяжения), испытывают изгибающие усилия от влияния собственной массы из плоскости фермы.
Стропильные фермы являются несущими элементами конструкций покрытия. Монтируют фермы отдельными элементами или укрупненными блоками (фермы со связями и прогонами).
Для подъема подстропильных и стропильных ферм, обычно применяют стреловые краны. Одиночные стропильные фермы пролетом 24, 30 и 36 м перед подъемом укрупняют. Стропуют фермы, как правило, в узлах верхнего пояса, с помощью полуавтоматических или универсальных стропов с применением наклонных стропов (рис.1, а) или траверсы (рис.1, б).
Рис.1. Строповка стальных ферм:
а - наклонными стропами, б - траверсой; 1 - строп, 2 - ферма, 3 - траверса, 4 - канат для расстроповки
При необходимости фермы до их подъема усиливают (рис.2). Способ усиления указывается в проекте производства работ.

Рис.2. Усиление стальных ферм перед подъемом:
1 - скрутка, 2 - бревно, 3 - траверса, 4 - стойка, 5 - верхний пояс, 6 - строп, 7 - замковое устройство
При подъеме ферм пространственными укрупненными блоками (рис.3) заранее устанавливают все предусмотренные проектом связи по нижним поясам, а также распорки и стойки.

Рис.3. Схема строповки фермы (а) и блока покрытия (б):
1 - траверса, 2 - ферма, 3 - канат для разворота, 4 - блок покрытия, 5 - стропы
Перед подъемом фермы очищают от ржавчины и грязи отверстия опорных площадок и прикрепляют планки для опирания плит покрытия. На верхнем поясе фермы монтажники устанавливают временную распорку и навесные люльки. По концам фермы прикрепляют две оттяжки из пенькового каната, чтобы удерживать ферму от раскачивания при подъеме. Между боковыми стойками фермы натягивают стальной страховочный канат, к которому монтажники крепят карабины предохранительных поясов. Такая страховка позволяет монтажнику безопасно перемещаться по нижнему поясу фермы.
Фермы допускается строповать в двух или четырех узлах верхнего пояса. До подъема фермы монтажники проверяют надежность грузозахватных приспособлений, правильность строповки и равномерность натяжения стропов. При подъеме и установке фермы участвует звено из пяти человек. Два монтажника с помощью пеньковых оттяжек удерживают ферму от раскачивания.
На место установки ферму направляют монтажники, находящиеся в люльках у ее опорных узлов. Два монтажника в это время, поднявшись на ранее установленную ферму, с помощью каната поднимают распорку и закрепляют ее. Работу на высоте монтажники выполняют, прикрепившись карабином монтажного пояса к страховочному канату.
Для временного крепления фермы устанавливают парные расчалки с углами наклона к горизонту и к плоскости расчаливания не более 45°. Расчалки прикрепляют к якорям или ранее смонтированным конструкциям. В том случае, когда раскрепление фермы с помощью расчалок оказывается недостаточным, устойчивость ее обеспечивается усилением верхнего пояса либо другим способом. Окончательно приваривают фермы к колоннам и проверяют ее вертикальность монтажники, находясь в монтажных люльках.
Нахлесточные соединения, особенно швы на подкладном кольце, сваривают не менее чем в два слоя, что обеспечивает необходимое расплавление кромок свариваемых элементов. Сборку и сварку обеих половин стропильной фермы можно вести как при вертикальном, так и при горизонтальном положении фермы. Последовательность операций при сварке характерного стыка стропильной фермы (рис.4, 5) должна соблюдаться такая. Сварку начинают со швов, соединяющих пояса фермы с горизонтальными накладками (швы 1 и 2). Затем сваривают горизонтальные накладки с фасонками фермы (шов 3).

Рис.4. Последовательность (1-4) сварки нижнего пояса стропильной фермы



Рис.5. Последовательность (1-4) сварки верхнего пояса стропильной фермы
После этого сваривают вертикальные накладки с фасонками фермы и горизонтальными накладками (швы 4). В случае сварки ферм в горизонтальном положении ферму после наложения швов с одной стороны следует перекантовать на 180° и продолжить сварку с другой стороны в указанном порядке.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
При монтаже ферм отдельными элементами условия их работы сильно отличаются от проектных из-за отсутствия раскреплений и смещения опор. В связи с этим необходимо рассчитывать устойчивость монтируемых ферм, как во время подъема, так и после установки на опоры до монтажа связей. Строповку стропильной фермы в вертикальном положении производят за два узла верхнего пояса. Симметричные фермы пролетом 24 м можно стропить за центральный узел, но при этом из-за раскачивания затрудняется их установка. Опорами фермы при подъеме являются места строповки. После установки фермы и закрепления опорной стойки к оголовку колонны болтами устойчивость фермы недостаточна из-за отсутствия связей. Для обеспечения устойчивости фермы до ее расстроповки верхний пояс фермы закрепляют расчалками или распорками к ранее смонтированным конструкциям. Подъем и установку ферм производят с закрепленными расчалками и оттяжками.
При установке ферм на колонны жесткими блоками устойчивость их обеспечивается наличием связей (прогонов).
Проверку устойчивости стропильных ферм с опиранием нижним поясом при их подъеме и установке производят в соответствии с "Руководством по обеспечению устойчивости стальных ферм" или "Справочником монтажника стальных конструкций".
Расчет устойчивости фермы при расстоянии между узлами строповки более половины длины пролета, а также фермы с непараллельным очертанием верхнего пояса (треугольным, полигональным) производят сравнением усилия сжатого пояса с критическим для этого пояса усилием, при котором он теряет устойчивость. Данные для типовых ферм см. в табл.2.1.
Методы усиления металлических конструкций
При недостаточной несущей способности отдельных элементов, конструкций пли зданий и сооружений производится их усиление, при этом, так же как и при конструкциях из других материалов, необходимо предусмотреть минимальные потери из-за остановок технологического цикла.
Элементы сварных конструкций, испытывающие растяжение, сжатие или изгиб, могут быть усилены увеличением сечений путем приварки новых дополнительных деталей. Несущая способность элемента при этом возрастает с увеличением его сечения или жесткости. Однако нагрев элемента в процессе сварки может снижать его несущую способность. Степень снижения зависит от режима сварки, толщины и ширины элемента, направления сварки. Для продольных швов снижение прочности не превышает 15%, для поперечных может постигать 40%. Поэтому наложение швов поперек элемента при его усилении под нагрузкой категорически запрещается.
В связи с некоторой потерей прочности элементов при сварке, а также перераспределением напряжений как по сечению элемента, так и между элементами усиление под нагрузкой производят при напряжениях, не превышающих 0,8 Rу, где Rу - расчетное сопротивление для стали, из которой изготовлен элемент.
Усиление сжатых стоек.
Эффективным средством усиления сжатых стальных стержней является применение предварительно напряженных телескопических труб и элементов из других жестких профилей.
Сущность способа (рис. 39) заключается в том, что разгружающая предварительно напряженная стойка состоит из двух труб требуемого диаметра, причем внутренняя труба сжата, а наружная растянута. Достигается это следующим образом: наружную трубу устанавливают в горизонтальное положение, с одного торца трубы приваривают фланец с центральным отверстием диаметром 30-40 мм, с другого торца на расстоянии 2-3 м строго по оси наружной трубы устанавливают внутреннюю трубу чуть меньшего диаметра, чтобы она могла с небольшим зазором входить в наружную. Затем газовыми горелками производят нагрев наружной трубы до расчетного удлинения, вводят в нее внутреннюю трубу и обваривают по всему периметру свободного торца.
Сокращаясь при остывании, наружная труба обжимает внутреннюю. В таком виде предварительно напряженный элемент устанавливают рядом с усиливаемой стойкой и плотно подклинивают под разгружаемую конструкцию. Затем двумя газовыми горелками наружную трубу разрезают в нижней части по окружности, освобождая таким образом усилие предварительного напряжения во внутренней трубе. Удлиняясь, она разгружает рядом стоящую стойку. После этого наружная труба в сечении разрезки заваривается и в состоянии воспринять часть добавочной нагрузки на колонну (стойку) после усиления. Этот способ может применяться также при усилении внецентренно сжатых элементов.
Эффективным способом увеличения жесткости каркасов промышленных зданий является устройство предварительно напряженных тяжей и оттяжек. Однако оттяжки требуют массивных анкерных устройств, увеличения площади застройки, а также они увеличивают сжимающие усилия в колоннах. Более эффективны тяжи, которые крепятся к соседним устойчивым зданиям. Натяжение таких затяжек осуществляют механическим, электротермическим или комбинированным способом, а контроль эффективности усиления - по уменьшению смещений верхних узлов каркаса при горизонтальных нагрузках.
Повышения жесткости продольных и поперечных рам возможно добиться установкой крестовых диагональных жестких связей, а когда это невозможно, - жестких распорок (ригелей) в сочетании с диагональными раскосами.
Рис. 3.39. Усиление предварительно напряженной стойкой:
1 - предварительно напряженная стойка; 2 - сварной шов; 3 - накладки
Эффективный способ увеличения прочности и жесткости металлических ригелей - подведение под них прокатных или сварных балок с приваркой под нагрузкой в нагретом состоянии. При ограниченных габаритах помещений усиливающую балку устанавливают сверху, вскрывают пол и приваривают ее к верхней полке усиливаемого ригеля в предварительно напряженном состоянии. Усиливающие балки в первом и во втором случаях заводят и жестко закрепляют в узлах рамы.
Повышения несущей способности стропильных балок и ригелей перекрытия возможно добиться устройством сплошного железобетонного настила, жестко связанного с верхним поясом балки. В этом случае жесткость ригеля существенно повышается, и его можно рассматривать как тавровую железобетонную балку с жесткой арматурой.
Наиболее часто требуют усиления сжатые стальные элементы. Традиционным способом их усиления является увеличение сечения приваркой полос, уголков и других элементов без предварительного напряжения. Однако такой способ усиления обладает существенным недостатком: элементы усиления поздно включаются в работу, приварка этих элементов вызывает в сжатых стойках дополнительные деформации, что снижает эффективность усиления. Поэтому традиционные способы усиления применяют, если временная нагрузка на стойки составляет не менее 40 % от постоянной и во время выполнения работ по усилению она отсутствует.
Рис. 3.40. Схемы усиления стоек ненапряженными элементами
Усиление стальных стоек ненапряженными элементами осуществляют увеличением их сечения и уменьшением их свободной длины, при этом следует стремиться к максимальному увеличению радиусов инерции сечения (рис. 3.40). При выполнении усиления нагрузка на стойке не должна превышать 50-60 % расчетной.
При небольшой гибкости усиливаемого элемента необходимо уменьшать эксцентриситет от смещения, а при гибкости l > 80 - увеличивать его устойчивость.
Присоединение элементов усиления осуществляют в основном сваркой. Сварочный прогиб для элементов, которые усиливаются под нагрузкой, является нагружающим фактором, поэтому сначала усиливаемый элемент приваривают точечной сваркой, а затем накладывают основной шов. При этом предпочтение следует отдавать шпоночным (прерывистым) швам, которые уменьшают деформации элементов, сокращают сроки сварочных работ и уменьшают массу наплавленного металла.
Усиление балок.
Усиление металлических балок осуществляют увеличением сечения, при этом необходимо выполнить их разгрузку не менее чем на 60 % или установить временные дополнительные опоры. При проектировании усиления необходимо придерживаться следующих технологических правил: объем сварки должен быть минимальным, сварные швы следует располагать в удобных доступных местах, необходимо избегать потолочной сварки, сначала надо усиливать нижний пояс, а затем верхний, что исключает прогиб балки в момент усиления.
Рис. 3.41. Схемы усиления балок симметричными накладками
Наиболее простой способ усиления-симметричными накладками (рис. 3.41), однако при этом возникает необходимость в большом объеме потолочной сварки. При большой ширине нижней накладки можно избежать потолочных швов, однако ширина ее не должна превышать 506, в противном случае возникает значительная концентрация напряжений по кромкам балки.
Проверку прочности и устойчивости усиленной балки производят как для цельного сечения, так как критические усилия не зависят от величины напряжений, существовавших до усиления.
Для повышения местной устойчивости локальных участков стенки балки устанавливают на этих участках короткие ребра жесткости, окаймляя их продольными ребрами (рис. 3.42).
Эффективным способом усиления сплошных балок являются натяжные устройства, которые обеспечивают стабильную величину предварительного напряжения, не зависящую от податливости анкеров и вытяжки затяжек. Такие способы позволяют регулировать усилие предварительного напряжения в нижнем поясе балки. Один из варианта усиления представлен на рис. 43. Распорные элементы выполняют в виде секторов с гнездами, образующих с осью разрезные шарниры, расположенные между скошенными торцами распираемых балок, натяжное устройство требуемой массы располагают внутри колонны. Этот способ наиболее эффективен при усилении подкрановых балок, так как требует минимальных трудовых и материальных затрат.
Усиление ферм.
Усиление стальных ферм осуществляют подведением новых конструкций, введением дополнительных элементов решетки, изменением схемы конструкции и увеличением сечений отдельных элементов. Выбор того или иного способа усиления зависит от причин, вызвавших усиление стропильных конструкций. Подведение новых конструкций осуществляют в том случае, если другие способы усиления не дают требуемого эффекта и если по условиям производства допустима установка дополнительных промежуточных стоек.
Дополнительные элементы решетки вводятся для уменьшения гибкости стержней в плоскости фермы, для усиления верхнего пояса фермы на местный изгиб, а также для увеличения жесткости и несущей способности фермы в целом. Усиление нижнего пояса осуществляют, как правило, увеличением его сечения. Верхний пояс усиливают шпренгельной решеткой. Дополнительную перекрестную решетку устанавливают для повышения несущей способности и жесткости фермы в целом. В этом случае ферма превращается в статически неопределимую систему и возникает опасность перераспределения усилий в элементах решетки (растянутые элементы испытывают сжимающие усилия, и наоборот). Поэтому иногда возникает необходимость дополнительного усиления отдельных элементов решетки.
Наиболее распространенный характер повреждений стропильных ферм — погнутость стержней решетки, которая достигает 50-70 мм. В этом случае увеличивают сечение решетки или устанавливают предварительно напряженные элементы, снижающие искривления элементов решетки.
Существенного увеличения несущей способности фермы можно добиться установкой третьего пояса (шпренгельной системы) в пределах высоты фермы или (если допускает высота помещения) путем его закрепления в нижних опорных узлах. Такое усиление не требует дополнительных опор и может выполняться из высокопрочных канатов (пучков), обеспечивая минимальную материалоемкость усиления. Стойки шпренгельной системы выполняют из жестких профилей.
Разгрузку существующей фермы осуществляют предварительным напряжением третьего пояса, поэтому его сечение должно быть достаточным для воспринятая максимальных напряжений при полной нагрузке фермы. Усилия в различных элементах конструкции суммируются из усилий, возникающих при предварительном напряжении третьего пояса, а также усилий, в статически неопределимой усиленной конструкции от всех нагрузок, приложенных после усиления.
Одним из способов усиления ферм является надстройка висячих (вантовых) систем, к которым подвешивается усиливаемая конструкция. Этот способ особенно эффективен, если ванты можно подвешивать к рядом стоящим более высоким и устойчивым сооружениям.
Усиления ферм можно добиться включением в их работу светоаэрационных фонарей. Наиболее эффективен этот метод при расположении фонарей не по середине пролета, а над колоннами в двух- и многопролетных цехах.
Как уже отмечалось, усиления верхнего пояса ферм можно добиться за счет включения 8 его работу железобетонных плит покрытия.
Усиление соединений.
При недостаточной прочности сварных швов их усиливают увеличением длины.
Наращивание швов следует производить электродами Э42, Э42А или Э46Т диаметром не более 4 мм при силе тока не более 220 А со скоростью, при которой за один проход размер катета не превышает 8 мм. Для элементов из уголков новые швы следует накладывать, начиная со стороны обушка от края фасовки в направлении существующих швов. Сварку последующего шва производят только после охлаждения предыдущего до 100°C. При усилении швов напряжения в усиливаемом элементе не должны превышать 0,8Ry, где Ry-расчетное сопротивление стали. Усиление должны производить высококвалифицированные, сварщики не ниже 5-го разряда.
Усиление заклепочных соединений осуществляют высокопрочными болтами с предварительным напряжением. Болты устанавливают от середины узла к краям с помощью тарировочных ключей для измерения крутящих моментов. Из-за ослабления старых заклепок при установке новых высокопрочных болтов последние должны быть рассчитаны на воспринятие полной нагрузки.
Из-за различной жесткости сварных и болтовых соединений усиление последних при помощи сварки не рекомендуется.
Усиление стальных стропильных ферм
Усиление стальных ферм осуществляют подведением новых конструкций, введением дополнительных элементов решетки, изменением схемы конструкции и увеличением сечений отдельных элементов. Выбор того или иного способа усиления зависит от причин, вызвавших усиление стропильных конструкций.
Подведение новых конструкций осуществляют в том случае, если другие способы усиления не дают требуемого эффекта и если по условиям производства допустима установка дополнительных промежуточных стоек.
Дополнительные элементы решетки вводятся для уменьшения гибкости стержней в плоскости фермы, для усиления верхнего пояса фермы на местный изгиб, а также для увеличения жесткости и несущей способности фермы в целом. Усиление нижнего пояса осуществляют, как правило, увеличением его сечения. Верхний пояс усиливают шпренгельной решеткой. Дополнительную перекрестную решетку устанавливают для повышения несущей способности и жесткости фермы в целом
Наиболее распространенный характер повреждений стропильных ферм — погнутость стержней решетки, которая достигает 50. 70 мм. В этом случае увеличивают сечение решетки или устанавливают предварительно напряженные элементы, снижающие искривления элементов решетки.
Одним из способов усиления ферм является надстройка висячих (вантовых) систем, к которым подвешивается усиливаемая конструкция. Этот способ особенно эффективен, если ванты можно подвешивать к рядом стоящим более высоким и устойчивым сооружениям.Усиления ферм можно добиться включением в их работу светоаэрационных фонарей.
Как уже отмечалось, усиления верхнего пояса ферм можно добиться за счет включения в его работу железобетонных плит покрытия.
При усилении стропильных ферм путем увеличения сечений стержней следует стремиться к сохранению центровки в узлах ферм.
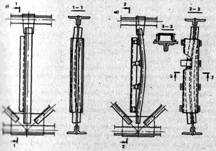
Рис. 7. Усиление элементов стропильных ферм а — м — схемы усиления
При усилении прямолинейных стержней путем увеличения сечений (рис. 7) для сжатых стержней наиболее рациональны схемы «а», «в», «г».
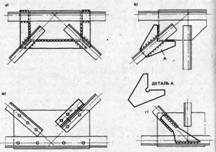
Рис. 8. Усиление узлов крепления стержней стропильных ферм
При усилении стропильных ферм путем изменения конструктивной схемы (рис. 9) обычно требуется и усиление отдельных стержней за счет увеличения их сечений.
Рис. 9. Усиление стропильных ферм путем изменения их конструктивной схемы а — к — схемы усиления
Усиление соединений При недостаточной прочности сварных швов их усиливают увеличением длины. Наращивание швов следует производить электродами Э42, Э42А или Э46Т диаметром не более 4 мм при силе тока не более 220 А со скоростью, при которой за один проход размер катета не превышает 8 мм.
Усиление заклепочных соединений осуществляют высокопрочными болтами с предварительным напряжением. Болты устанавливают от середины узла к краям с помощью тарировочных ключей для измерения крутящих моментов. Из-за ослабления старых заклепок при установке новых высокопрочных болтов последние должны быть рассчитаны на воспринятие полной нагрузки.
Читайте также: