Услуги гнутья листового металла
Обновлено: 19.05.2024
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла в Самаре
Гибка металла – способ придания металлическому листу изогнутой и объемной формы путем деформации с использованием матрицы и пуансон. Листогибочные работы выполняются на современном оборудовании с ЧПУ.
Компания «ПРОМЭКС» оказывает услуги по высокоточной гибке металла в Самаре по самым низким расценкам в регионе. Наша компания почти 10 лет следует курсу ценовой оптимизации – мы сохраняем стоимость работ на неизменном уровне благодаря оснащению производства технологичными станками, обеспечивающими высокую скорость работы, внедрению передовых методов гибки и улучшению производственного процесса. Ежегодно мы приобретаем крупные объемы гибочных инструментов для оснастки оборудования, постоянно совершенствуя работу в данном направлении.
Стоимость гибки металла
Расчет стоимости листогибочных работ производится индивидуально по каждому заказу. Общая сумма услуг формируется с учетом трех параметров:
- Толщина заготовки. Обработка детали большей толщины требует увеличения усилий, что отражается на времени выполнения работ – оборудование работает с меньшей скоростью, повышая продолжительность операций.
- Длина гиба. Габаритные размеры заготовки, подлежащей обработке, влияют на количество применяемых инструментов. Большее число задействованных листогибочных станов увеличивает стоимость работ.
- Масса заготовки. Вес обрабатываемого проката незначительно, но отражается на времени выполнения операций.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Типы гибки металла
Листогибочные работы с металлическими заготовками проводятся горячим либо холодным способом. Компания «ПРОМЭКС» оказывает услуги по холодной гибке металла, которая делится на 2 вида:
Свободная (V-образная)
Популярная технология, осуществляемая при помощи матрицы – универсального инструмента, располагаемого внизу пресса. Дополнительно на балку станочного пресса фиксируется пуансон, оказывающий давление на прокат. Их одновременная работа позволяет придать изделию требуемую форму, согнув металл по чертежу. При выполнении обработки пуансон располагается изнутри угла сгибаемого проката, а матрица – с наружной стороны.
При небольшой партии заказа применение свободной гибки является более рациональным. Расчет заказов инженеры компании выполняют с ее помощью. Благодаря такому подходу «ПРОМЭКС» устанавливает привлекательные цены за листогибочные работы.
Калибровка (штампование)
Данный метод менее востребован. Процесс подразумевает применение особого штамповочного инструмента, для которого матрицы с пуансоном изготавливаются на заказ.
Ключевым достоинством калибровки выступает возможность выполнить несколько гибов за один пресс. Процедура позволяет получить короткое плечо Z-гиба. Штампование подходит при работе с заготовками небольшой ширины – свободная гибка не подойдет для производства швеллера с основанием 1 см и полками 3 см.
Не менее важным преимуществом калибровки является высокая точность, это позволяет создавать с ее помощью детали, параметры которых допускают минимальную погрешность.
Мы используем современное оборудование с точностью гибки 0,05 мм.
Отрицательная сторона штампования – его стоимость, так как изготовление оснастки на заказ требует дополнительных затрат, что увеличивает цену услуги. Метод подходит для изготовления средних и крупных партий изделий.
Особенности гибки металла
Применение европейского оборудования позволяет компании «ПРОМЭКС» осуществлять гибку различных видов проката. Мы обрабатываем следующие металлы:
- Черные. Гибка низко- и среднеуглеродистых сталей пользуется популярностью благодаря низкой стоимости производства конечной продукции.
- Оцинкованные. На прокат наносится слой цинка с целью повышения антикоррозийных качеств и придания заготовкам привлекательного вида. Изготовленные гибкой оцинкованные изделия не требуют дополнительной обработки для бытового использования.
- Нержавеющая сталь (сплав стали и никеля). Гибка выполняется практически на всех марках нержавейки. Используемые нами мощности позволяют гнуть листы толщиной 0,5-12 мм. Процедура требует больших усилий оборудования по сравнению с обработкой заготовок из чермета, что накладывает ограничения на сгибание деталей большой длины.
- Алюминий. Работа с заготовками всех марок обладает своими особенностями. Для исключения порывов по сгибу применяются матрицы с широкими ручьями. Немаловажное значение имеет возраст заготовок, ведь старый металл гнется хуже, чем обрабатывается «свежий». Обеспечить высокое качество услуг при работе с алюминием позволяет многолетний опыт наших сотрудников.
- Медь. Работаем с различными марками медного проката толщиной 0,5-10 мм.
- Латунь. Гибка применяется в отношении отдельных марок металла из данной категории. Толщина обрабатываемых листов составляет 0,5-10 мм.
- Титан. Для сгибания применяется в основном тонколистовой прокат толщиной 0,5-3 мм.
Контроль качества выполняемых операций
Обеспечить высокое качество листогибочных работ позволяет соблюдение «Правила 8». По нему толщина используемых матриц должна превышать толщину изделия в 8 раз. Если лист металла имеет толщину 1 мм, для работы используется матрица V8, для листа 1,5 мм выбирается оснастка V12. Если матрица подобрана неверно, по линии сгиба материала появляются микрорастрескивания, в отдельных местах могут формироваться разрывы. Чаще всего такой дефект встречается при обработке цветных металлов.
Отдельные марки проката не используются для гибки холодным способом. К таким типам относится алюминий АМг5, АМг6, Д16, Д16БТ, латунь ЛС5-1, инструментальные стали, марки стали 40, 45.
Важным правилом, обеспечивающим высокое качество обработки, выступает выбор правильного направления волокон листового металла. Правило применяется в отношении алюминия, титана, латуни и меди. Если раскрой был выполнен неверно изначально, при сгибании заготовок высока вероятность образования порыва. Предотвратить порыв металла позволяет учет размещения линий сгибания при раскрое: они должны находиться перпендикулярно волокнам листа.
Точная гибка металла по лучшей цене
Стоимость листогибочных работ в компании «ПРОМЭКС» является доступной и конкурентоспособной. Это объясняется следующими причинами:
- Многолетний опыт работы, большой объем обработанных деталей помогает нашим специалистам подбирать оптимальные варианты для реализации задач любой сложности.
- Потоковое производство. Благодаря конвейерной загрузке затраты распределяются между несколькими клиентами, что снижает для них конечную стоимость услуг.
- Мощное производственное оснащение, внушительный парк инструментов, позволяющий выполнять до 99% заказов с использованием свободной гибки без заказного изготовления штампов.
- Оптимизация деятельности конструкторского бюро. Стоимость заказов рассчитывается в автоматическом режиме с минимальным участием специалистов.
- Оптимизация внутренней логистики. Круглосуточно мы выполняем обработку сотен заказов. Благодаря общему внутрицеховому перемещению расходы делятся пропорционально между клиентами.
Применяемое оборудование
Компания «ПРОМЭКС» располагает уникальными производственными мощностями. Для выполнения листогибочных работ используются станки европейского бренда TRUMPH:
Гибка металла
Осуществляем промышленную гибку листового металла — на автоматических листогибочных станках с ЧПУ.
Доставка готовой продукции собственным транспортом по Москве, Московской области, регионы РФ и Республику Беларусь!
Гибка листового металла листогибочным станком
Производственные мощности нашего оборудования позволяют производить гибку листового металла из черного проката и нержавеющей стали по параметрам заказчика.
Информация об услуге
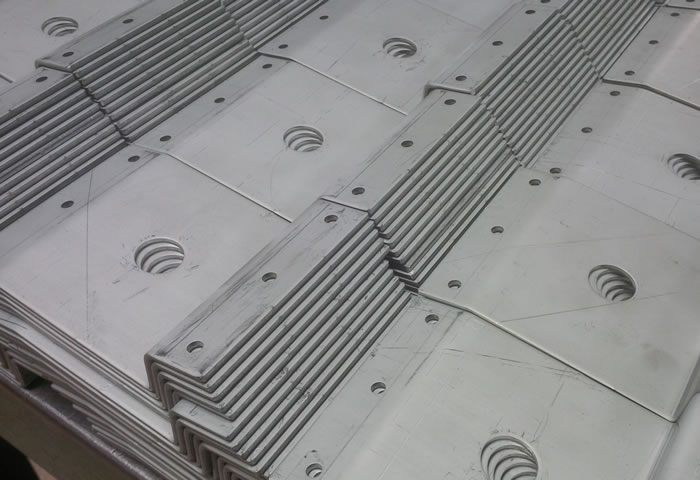
Области применения гнутого листа
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый.
Он также используется для строительства вентилированных фасадов и во многих других областях.
Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого. — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений
свойств металла при обработке. Как первый, так и второй способ оставляют
структуру металла на местах сгиба неизменной. При этом лист металла может иметь
толщину до 10 мм.
Технические возможности листогибочного станка
Галерея производства
Основные виды гибки металла
Гибка листового металла на гидравлическом прессе.

Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка листового металла на вальцах.

Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.

Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Rimax — качественное оборудование, профессиональный подход.
Виды, толщины и геометрия материала гибки
ООО «Римакс Групп» предлагает гибку листовых заготовок по чертежам заказчика длиной до 4000 мм толщиной до 16 мм в Москве, Московской области и по всей РФ по привлекательной цене. Материал гибки - черная и нержавеющая сталь, алюминий и его сплавы. Наибольший интерес вызывает гибка металла заказчикам в городах: Балашиха, Мытищи, Люберцы, Электросталь, Королев и Орехово-Зуево.
Максимальное усилие прессов при гибке составляет 220 тонн.
ПРОЕКТИРУЕМ РАЗВЕРТКИ ДЛЯ ГИБКИ "С НУЛЯ" по Вашим эскизам, чертежам и ТЗ (техническим заданиям). ГОТОВЫ ПРЕДЛОЖИТЬ РАДИУСНУЮ ГИБКУ согласно Вашему ТЗ. В случае отсутствия необходимого инструмента спроектируем и изготовим гибочный инструмент под Ваше изделие.


Требования к входящей документации:
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Требования к разверткам:
- — Развертки принимаются в электронном виде в формате DWG или DXF с указанием линии гибов;
- — Контур изделий (деталей) в масштабе 1:1;
- — На контуре должны отсутствовать скрытые разрывы, недоводы, пересечения, точки, короткие штрихи, наложенные линии;
- — Отсутствие сплайнов (прямолинейные участки должны быть отрисованы линиями, криволинейные – дугами);
- — На контуре должны отсутствовать любые линии или точки, не составляющие контур (размерные, осевые, штриховка, надписи и т.д.);
- — Каждая развертка в отдельном файле;
- — Наименование файла должно отражать наименование изделия (детали) и использовать только латинские буквы и/или цифры.
Требования к чертежам:
- — Чертежи могут быть предоставлены в любых графических пакетах, отсканированы, нарисованы от руки (эскизы) в произвольной форме;
- — Чертежи должны быть читаемы, содержать необходимое количество видов, необходимые требования к изделию, материал.
Требования к заявке (спецификации) скачать заявку:
Заявка (спецификация) должна быть представлена в формате Word или Excel и содержать наименование детали (изделия), материал, толщину материала, количество деталей (изделий);
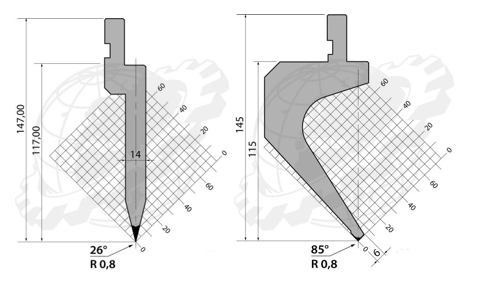
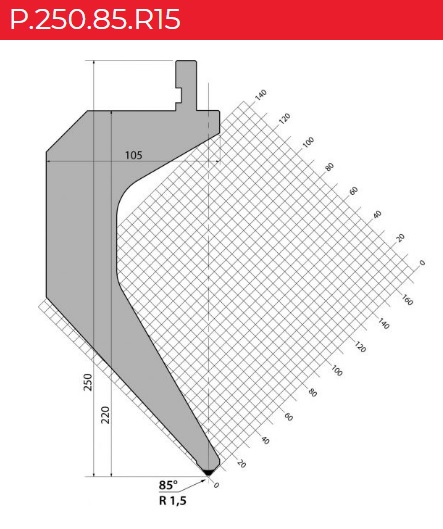
Пуансоны:
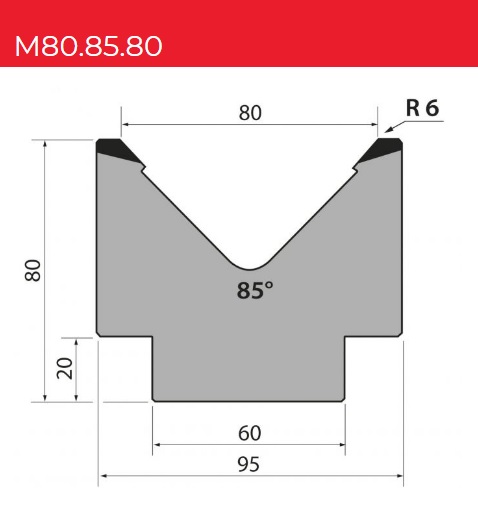
Матрицы:
Внизу прилагаем Таблицу гибов. В ней указана информация о радиусах гибки, минимальных полках, требуемых усилиях на тех или иных матрицах:
| Толщина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | |
| 1,0 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,2 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,5 | 8 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 |
| 12 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | |
| 2,0 | 12 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 |
| 2,5 | 16 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 |
| 3,0 | 22 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 |
| 4,0 | 35 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 |
| 5,0 | 35 | 5,6 | 28 | 4200,0 | 5,6 | 28 | 2930,0 | 5,6 | 28 | 4200,0 |
| 50 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | |
| 6,0 | 50 | 8,0 | 38 | 4200,0 | 8,0 | 38 | 3250,0 | 8,0 | 38 | 4200,0 |
| 63 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | |
| 8,0 | 50 | 8,0 | 40,5 | 2500,0 | 8,0 | 40,5 | 1666,7 | 8,0 | 40,5 | 3125,0 |
| 63 | 10,1 | 49 | 3100,0 | 10,1 | 49 | 2066,7 | 10,1 | 49 | 3875,0 | |
| 10,0 | 80 | 12,8 | 62 | 2700,0 | 12,8 | 62 | 1800,0 | 12,8 | 62 | 3375,0 |
| 100 | 16,0 | 75 | 3700,0 | 16,0 | 75 | 2466,7 | 16,0 | 75 | 4200,0 | |
| 12,0 | 100 | 16,0 | 77 | 2400,0 | 16,0 | 77 | 1600,0 | 16,0 | 77 | 3000,0 |
| 160 | 25,6 | 116 | 4200,0 | 25,6 | 116 | 2900,0 | 25,6 | 116 | 4200,0 | |
| 14,0 | 160 | 25,6 | 118 | 2700,0 | 25,6 | 118 | 1800,0 | 25,6 | 118 | 3375,0 |
| 16,0 | 160 | 25,6 | 120 | 2600,0 | 25,6 | 120 | 1733,3 | 25,6 | 120 | 3250,0 |
Мы также предлагаем дополнительные услуги по разработке и/или доработке разверток, корректировке контуров, разработке и доработке конструкторской документации.
- Обязательно предоставление приходной накладной по форме № М-15 на давальческие материалы и Акта приема-передачи;
- Листы не должны иметь волнистость на поверхности следы ржавчины (коррозии) и заломы;
- Допустимый прогиб листа на длине 4000 мм не должен превышать 60 мм;
- Заготовка должна иметь прямоугольную форму.
Приглашаем дилеров для долгосрочного сотрудничества. Посредникам выплачиваем вознаграждение.
Прайс-лист на гибку листовых заготовок:
Предлагаем прайс-лист на услуги по гибке листовых заготовок. Наши цены действуют с 1 марта 2018 года.
Минимальная стоимость заказа по гибке составляет 5 000 руб. без учета стоимости материалов. Если Заказчик значительно увеличивает объем последующих заказов, то сумма 5 000 руб. включается в качестве скидки в следующий заказ.
Услуги по гибке металла и металлообработке на заказ в Санкт-Петербурге
Мы гнем и обрабатываем любой металл



Компания «КиП» предоставляет услуги металлообработки и производит различные изделия из металла. Мы гарантируем низкие цены на металлопрокат всем покупателям. Для точного расчета стоимости можно использовать калькулятор металлопроката. При необходимости мы высылаем прайс металлопроката, цена в котором указана на металлопрокат за тонну без учета скидки. На услуги гибки металла цена может меняться.
Ответьте на вопросы и узнайте точную стоимость по работе с металлом
Что еще мы делаем, кроме гибки металла?
от 20 рублей / погонный метр
от 50 рублей / погонный метр
от 150 рублей / м²
Скидка при комплексном заказе. Подготовка к покраске деталей, очистка и обезжиривание, напыление порошковой краски, сушка в печи
Собственное производство металлоконструкций позволяет нам зафиксировать цены на металлопрокат в 2022 году. Наши специалисты учитывают все правила гибки листового металла и оказывают услуги по металлообработке деталей.
Наши уникальные листогибочные станки для гибки и обработки металла
Наличие боковых вырезов (для ножниц серии CH) позволяет резать листы, ширина которых превосходит длину ножей станка.
На станках EUROMAC возможно выполнение различных операций: пробивка, высечка, формовка, нарезание резьбы, гравировка, маркировка, отбортовка, прокатка ребер жесткости, резка, пробивка отверстий под любым углом и т.д.
Угловырубные прессы c автоматической регулировкой зазора между лезвиями предназначены для выполнения обрезки краев заготовки.
Возможна обрезка с фиксированным (90°) и с варьируемым (от 30° до 140°) значением угла.



Примеры продукции гибки металла
Мы производим изделия из тонколистового металла на заказ и реализуем металлопрокат в розницу. К нам можно обратиться, если вас интересует изготовление конуса из листового металла и металлопрокат высокого качества. Благодаря современному оборудованию металлообработка получается безукоризненной.
Санкт-петербургское предприятие по производству металлоконструкций "Конусы и Переходы" располагает своими цехами с созданными условиями для продуктивной работы предприятия. В наличии нужное оборудование для металлообработки. Фирма в состоянии осуществить весь цикл работ от болванки до готового изделия в указанные сроки с соблюдением всех стандартов качества. Мы работаем в сфере обработки металла уже более 10 лет. Факт многолетнего опыта разрешает решать всевозможные технологические задачи.
Высококачественное изготовление изделий из металла обеспечивает плавный переход шва к основному металлу, когда осуществляется металлопрокат трубы.
Различные услуги резки и гибки металла могут понадобится как компаниям, так и частным лицам. Мы сотрудничаем с любыми заказчиками оказываем услуги по гибке листового металла. С нами можно связаться по телефону, если вас интересует металлопрокат, официальный сайт нашей компании также содержит много информации о том, как производятся изделия из металла на заказ.
Гибка металла – достаточно сложный процесс, предусматривающий плавый переход металлов при изменении их формы. Конус из металла будет выглядеть идеально, если мастер по обработке металла при работе учитывает все особенности процесса. Наши металлообработчики могут профессионально сгибать лист металла конусом и приступают к работе, если требуется качественная отделка изделий из металла или услуги гибки металла.
Мы можем изготовить конусы из листового металла нужных размеров по вашим чертежам. Услуги гибки листового металла в нашей компании обойдутся вам дешевле, чем у конкурентов. При работе мы чаще всего используем сталь – прочный металл, трубы, переходы из стали отличаются долговечностью.
Мы оказываем услуги гибки металла в СПБ любой сложности и используем высокопроизводительные станки и листогибочные установки. Без использования такого оборудования услуги по гибке металла не могут быть качественными.
Если вам нужно изготовить металлический конус, вальцовка металла –это один из лучших способов холодной деформации. Это качественная гибка металла, цена на нее более чем доступная. Наша компания в кроткие сроки изготовит конус, металл и способ дальнейшей обработки вы можете выбрать сами.
Читайте также: