Услуги по гибке листового металла
Обновлено: 16.05.2024
Предоставляется рассрочка.
Кредитная линия постоянным клиентам.
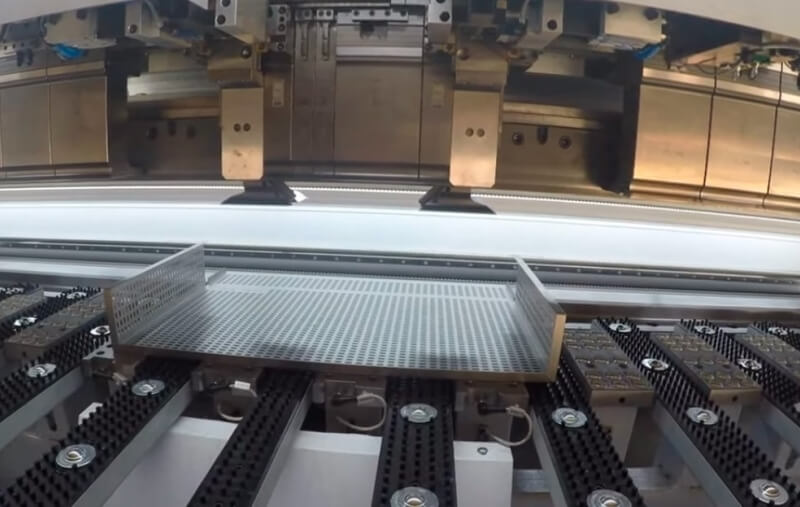
Гибка листового металла — важная технологическая операция, придающая холодной плоской штамповке заданную форму различной сложности. Она позволяет обходиться без применения сварки, что положительно сказывается на прочности и долговечности конечной продукции. Для гибки подходит холоднокатаный тонколистовой прокат из низкоуглеродистой качественной стали классов ВГ, СВ, ОСВ, ВОСВ и ВОСВ-Т. Такой материал обладает определенной пластичностью, необходимой для достижения нужного результата. Компания «Металлоцентр» оказывает услуги по гибке металла на заказ по доступным ценам. Мы гарантируем высокое качество работ и соблюдение сроков изготовления. Наше предприятие использует современное оборудование, что обеспечивает высокую точность деталей.
Требования к оборудованию и заготовкам
Гибка металла является финишной технологической операцией производственного процесса холоднокатанной листовой штамповки. За ней следуют общемашиностроительные операции: сборки и нанесения покрытий.
Важнейшими критериями работы листогибов являются:
Функция бомбирования не позволяет центральной части стола листогиба пробиваться во время рабочего хода траверсы и образовывать сабельность (недогиб).
Геометрическое разнообразие изделий определяется ассортиментом гибочного инструмента: матриц и пуансонов, поскольку именно они оказывают непосредственное деформирующее воздействие на листовую заготовку, а станок только приводит их в движение. В большинстве случаев гибка — это холодная формоизменяющая операция. Нагрев заготовки требуется для изготовления специальных изделий из толстолистового непластичного металла.
Мы работаем с заготовками:
- из холодно- и горячекатаной стали,
- оцинкованного металла,
- стали с покрытием,
- алюминиевых сплавов,
- нержавеющей стали,
- меди и латуни,
- титана.
Максимальная толщина заготовок составляет до 10 мм, а длина до 6000 мм включительно. Для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- направление волокон материала, подлежащего обработке;
- допустимый уровень деформирования, в зависимости от толщины заготовки;
- показатели текучести металла;
- допустимые расхождения с формой заданного изделия.
При верном расчете всех параметров наличие брака сводится к минимуму.
Варианты гибки листового металла
В этом случае металл сгибают поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным или простым приводом.
Все они характеризуются:
- высокой скоростью изготовления металлоизделий любой геометрии;
- сохранением прочностных характеристик, поскольку по сравнению со сваркой или плазменной резкой происходит минимальное воздействие на механическую целостность изделия, а при нагреве деталей температура не настолько высока;
- отсутствием сварных швов, влияющих на эстетичный вид и требующих лишних затрат на устранение наплывов, заусенцев или изменение цвета;
- сохранением коррозионной стойкости металла с неизменной структурой;
- отсутствием отходов и экономией на материале, так как сжатие или растяжение не предусматривает удаление частей заготовки.
Этапы работы

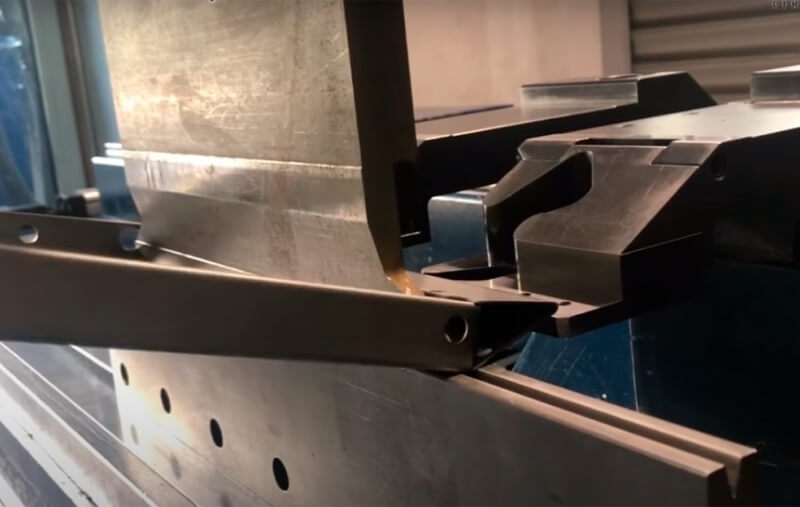
Технологический процесс основан на принципе 3 точек. Лист опирается на 2 точки матрицы, а пуансон давит на него сверху, образуя в центре третью. Материал сжимается в месте давления и существенно растягивается в нижней стороне. Гибка листового металла производится:
на гидравлическом прессе
В основном используют для деталей, изготавливаемых методом холодной гибки: уголков, швеллеров и др. Чтобы соблюсти размеры и достигнуть максимальной точности радиуса и угла в месте гиба, деталь устанавливают на матрицу и размещают против упоров горизонтально. В зависимости от назначения параметры листа могут отличаться. Требуемый угол гибки образуется при проникновении пуансона в матрицу, который вдавливает в нее заготовку. Все расчеты проводятся с ориентировкой на слои металла, которые находятся рядом с осью изгиба, поскольку именно они остаются неизменными.
Процесс гибки тонколистового металла проходит под давлением, в результате которого изделие приобретает цилиндрическую форму. Деформирование изделия происходит благодаря крутящему моменту, значение которого зависит от условий трения, диаметра рабочего валика и характеристик материала. Обработка исходного металлического листа, имеющего толщину до 6 мм, осуществляется в холодном состоянии, в ином случае потребуется предварительный подогрев.
Непосредственно процесс гибки листового металла проходит в три этапа:
- упругое натяжение;
- нейтральное состояние;
- пластичное натяжение.
В соответствии с поставленными задачами гибка металла может быть:
- одноугловой (V-образной),
- двухугловой (П-образной),
- многоугловой,
- радиусной.
Однако общий технологический алгоритм обработки для всех методов холодной деформации одинаков и включает следующие этапы:
- Анализ конструкции детали.
- Расчет усилия деформации.
- Подбор типоразмера производственного оборудования.
- Разработку чертежа исходной заготовки.
- Расчеты переходов деформирования.
- Проектирование технологической оснастки.
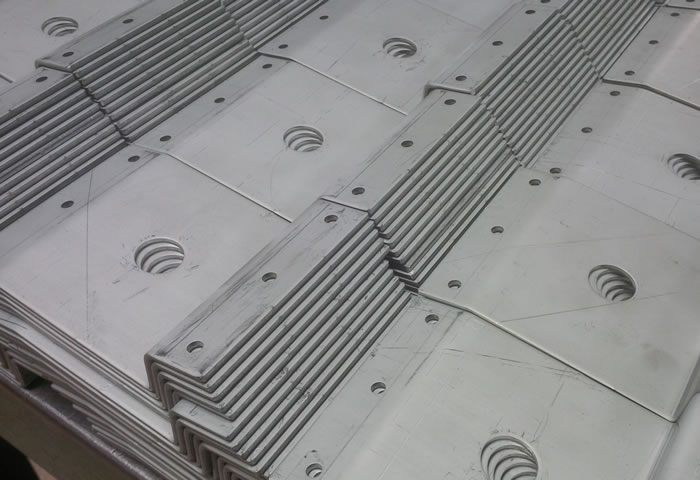
Виды продукции
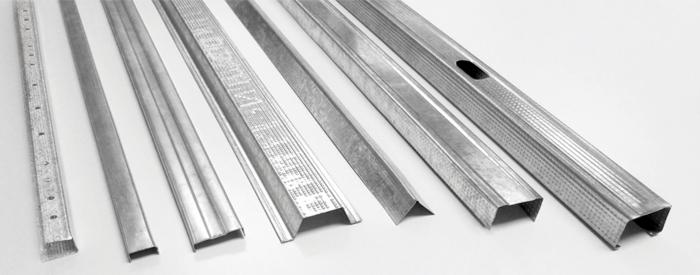
Мы изготавливаем широкий ассортимент деталей различных форм и размеров по чертежам и электронным моделям заказчиков: от коробчатых и крепежных элементов до профилей с различными формами поперечного сечения. Стандартными вариантами являются:
- уголки равнополочные и неравнополочные (Г-образные и Г-профили, L-образные и L-профили);
- швеллеры равнополочные и неравнополочные (П-образные профили, П-профили, U-образные профили, U-профили);
- С-образные профили равнополочные;
- Z-образные и Z-профили;
- корытные равнополочные профили (шляпные, Ω-образные и Ω-профили);
- профили с трапециевидным гофром (гнутые гофрированные листовые, для судостроения высокой и обычной точности профилирования).
Плюсы сотрудничества с компанией «Металлоцентр»
Большой опыт. Наша компания выполняет заказы для крупных корпораций, занимающихся нефтедобычей и машиностроением.
Выгодные условия. Чем больше вы заказываете, тем ниже стоимость отдельного изделия. Это позволяет вам экономить даже на крупных партиях.
Развитая логистика. Мы оперативно отправляем заказы с любого из наших складов в Москве и выделяем мощности для производства изделий по вашим чертежам.
Качественный сервис При необходимости вы сможете получить консультацию нашего специалиста, который поможет вам сформировать заказ и выбрать виды работ.
Высокая скорость.
Наша компания выполняет стандартные и срочные заказы. При этом все сроки мы закрепляем в договоре и несем за них ответственность.
Современные технологии Мы используем станки с ЧПУ, которые позволяют нам ускорить выполнение заказов и обеспечить контроль качества на каждом этапе работ.
Обращаясь к нам, вы можете значительно снизить стоимость изготовления деталей за счет исключения брака. Вы получите бесшовные изделия с высокой точностью линейных размеров, соответствующих проектной документации. Наш сотрудник поможет вам рассчитать цену изделий, в зависимости от сложности чертежа, параметров металлического листа и срочности заказа. Если вас заинтересовали наши услуги, оставьте заявку на сайте или позвоните по нашему телефону.


Гибка металла
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Rimax — качественное оборудование, профессиональный подход.
Виды, толщины и геометрия материала гибки
ООО «Римакс Групп» предлагает гибку листовых заготовок по чертежам заказчика длиной до 4000 мм толщиной до 16 мм в Москве, Московской области и по всей РФ по привлекательной цене. Материал гибки - черная и нержавеющая сталь, алюминий и его сплавы. Наибольший интерес вызывает гибка металла заказчикам в городах: Балашиха, Мытищи, Люберцы, Электросталь, Королев и Орехово-Зуево.
Максимальное усилие прессов при гибке составляет 220 тонн.
ПРОЕКТИРУЕМ РАЗВЕРТКИ ДЛЯ ГИБКИ "С НУЛЯ" по Вашим эскизам, чертежам и ТЗ (техническим заданиям). ГОТОВЫ ПРЕДЛОЖИТЬ РАДИУСНУЮ ГИБКУ согласно Вашему ТЗ. В случае отсутствия необходимого инструмента спроектируем и изготовим гибочный инструмент под Ваше изделие.


Требования к входящей документации:
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Требования к разверткам:
- — Развертки принимаются в электронном виде в формате DWG или DXF с указанием линии гибов;
- — Контур изделий (деталей) в масштабе 1:1;
- — На контуре должны отсутствовать скрытые разрывы, недоводы, пересечения, точки, короткие штрихи, наложенные линии;
- — Отсутствие сплайнов (прямолинейные участки должны быть отрисованы линиями, криволинейные – дугами);
- — На контуре должны отсутствовать любые линии или точки, не составляющие контур (размерные, осевые, штриховка, надписи и т.д.);
- — Каждая развертка в отдельном файле;
- — Наименование файла должно отражать наименование изделия (детали) и использовать только латинские буквы и/или цифры.
Требования к чертежам:
- — Чертежи могут быть предоставлены в любых графических пакетах, отсканированы, нарисованы от руки (эскизы) в произвольной форме;
- — Чертежи должны быть читаемы, содержать необходимое количество видов, необходимые требования к изделию, материал.
Требования к заявке (спецификации) скачать заявку:
Заявка (спецификация) должна быть представлена в формате Word или Excel и содержать наименование детали (изделия), материал, толщину материала, количество деталей (изделий);
Пуансоны:
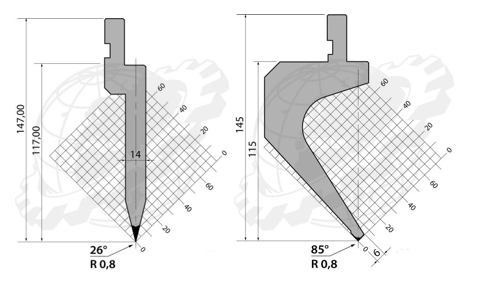
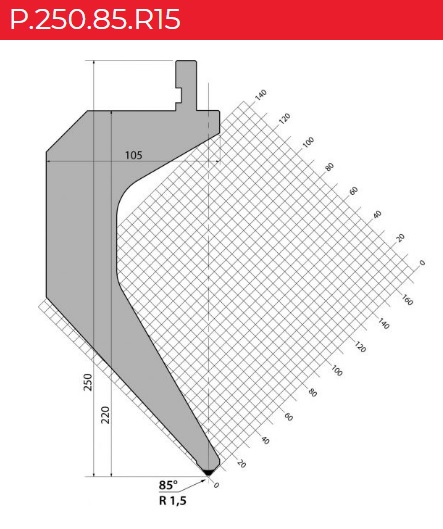
Матрицы:
Внизу прилагаем Таблицу гибов. В ней указана информация о радиусах гибки, минимальных полках, требуемых усилиях на тех или иных матрицах:
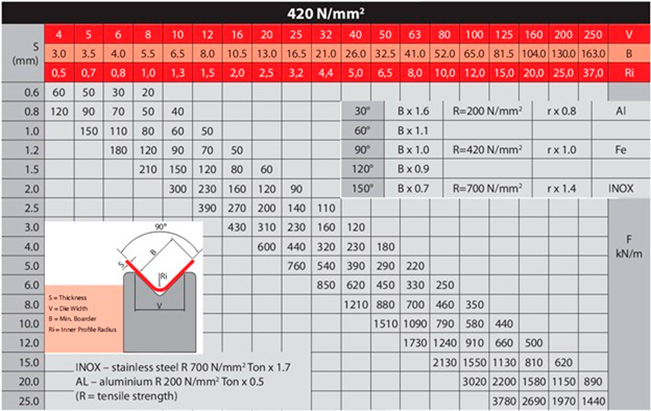
| Толщина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | Радиус | Мин. Полка | Макс Длина | |
| 1,0 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,2 | 8 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 | 1,3 | 6 | 4200,0 |
| 1,5 | 8 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 | 1,3 | 6,5 | 4200,0 |
| 12 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | 1,9 | 9,5 | 4200,0 | |
| 2,0 | 12 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 | 1,9 | 10 | 4200,0 |
| 2,5 | 16 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 | 2,6 | 13 | 4200,0 |
| 3,0 | 22 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 | 3,5 | 17,5 | 4200,0 |
| 4,0 | 35 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 | 5,6 | 27 | 4200,0 |
| 5,0 | 35 | 5,6 | 28 | 4200,0 | 5,6 | 28 | 2930,0 | 5,6 | 28 | 4200,0 |
| 50 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | 8,0 | 37 | 4200,0 | |
| 6,0 | 50 | 8,0 | 38 | 4200,0 | 8,0 | 38 | 3250,0 | 8,0 | 38 | 4200,0 |
| 63 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | 10,1 | 47 | 4200,0 | |
| 8,0 | 50 | 8,0 | 40,5 | 2500,0 | 8,0 | 40,5 | 1666,7 | 8,0 | 40,5 | 3125,0 |
| 63 | 10,1 | 49 | 3100,0 | 10,1 | 49 | 2066,7 | 10,1 | 49 | 3875,0 | |
| 10,0 | 80 | 12,8 | 62 | 2700,0 | 12,8 | 62 | 1800,0 | 12,8 | 62 | 3375,0 |
| 100 | 16,0 | 75 | 3700,0 | 16,0 | 75 | 2466,7 | 16,0 | 75 | 4200,0 | |
| 12,0 | 100 | 16,0 | 77 | 2400,0 | 16,0 | 77 | 1600,0 | 16,0 | 77 | 3000,0 |
| 160 | 25,6 | 116 | 4200,0 | 25,6 | 116 | 2900,0 | 25,6 | 116 | 4200,0 | |
| 14,0 | 160 | 25,6 | 118 | 2700,0 | 25,6 | 118 | 1800,0 | 25,6 | 118 | 3375,0 |
| 16,0 | 160 | 25,6 | 120 | 2600,0 | 25,6 | 120 | 1733,3 | 25,6 | 120 | 3250,0 |
Мы также предлагаем дополнительные услуги по разработке и/или доработке разверток, корректировке контуров, разработке и доработке конструкторской документации.
- Обязательно предоставление приходной накладной по форме № М-15 на давальческие материалы и Акта приема-передачи;
- Листы не должны иметь волнистость на поверхности следы ржавчины (коррозии) и заломы;
- Допустимый прогиб листа на длине 4000 мм не должен превышать 60 мм;
- Заготовка должна иметь прямоугольную форму.
Приглашаем дилеров для долгосрочного сотрудничества. Посредникам выплачиваем вознаграждение.
Прайс-лист на гибку листовых заготовок:
Предлагаем прайс-лист на услуги по гибке листовых заготовок. Наши цены действуют с 1 марта 2018 года.
Минимальная стоимость заказа по гибке составляет 5 000 руб. без учета стоимости материалов. Если Заказчик значительно увеличивает объем последующих заказов, то сумма 5 000 руб. включается в качестве скидки в следующий заказ.
Гибка листового металла называется холодной, поскольку станки для гибки листов и изготовления профиля предназначены для работы с холодным металлопрокатом. Поэтому такой метод приемлем не для каждой марки стали. Чаще всего его используют при изготовлении заготовок необходимой формы из низкоуглеродистой стали со стандартными характеристиками.
При гибке металла большое значение имеет величина радиуса сгиба. На листогибочных станках его не сделают меньшим, чем толщина листа. По этой причине ограничена толщина сгибаемой стали, применяемой при холодной гибке. Если толщина листа свыше 8 мм, этот способ не используется.
АКЦИЯ! При заказе гибки металла. Скидка 5% на металлопрокат
Но при гибке проката меньшей толщины такой способ эффективно применяется. Методом "холодной" гибки изготовляют:
- металлопрофиль различного назначения (от уголков и швеллеров до z-образного и фасадного профилей);
- конструктивные детали, используемые на полках, стеллажах, в шкафах, для систем вентиляции;
- крепеж и несущие детали, применяемые в электротехнических приборах и в радиоаппаратуре;
- детали для корпусов многих металлических изделий.
При гибке используется пресс. Он позволяет изготовить сгиб до 3000 мм с использованием листов, толщина которых достигает 16 мм.
Гибку арматуры мы выполняем на специальных станках, технические возможности которых позволяют изготовить изделия разнообразной конфигурации.
Одна из услуг компании "ВИЕР Групп" – гибка металла по заказам предприятий, не имеющих таких листогибочных станков. Мы можем решить любую технологическую задачу. Если у заказчика нет чертежей, наши технологи помогут поставить задачу нашим инженерам. Они подготовят все технические документы для планирования и исполнения заказа.
Наши услуги в этом плане будут интересны предпринимателям, которые уже выпускают похожие детали. Пользуясь нашими услугами, они значительно повысят объемы реализации таких изделий.
Наши преимущества
Гибка металла от компании ЗАО «ВИЕР Групп»
Наша компания предлагает услуги по гибке металла любой сложности. Помимо этого наша организация располагает производственными мощностями по производству металлических изделий. Спектр оказываемых услуг осуществляется по Москве и Московской области.
Стоимость наших работ по производству металлических конструкций исчисляется на метр, тонну. Расценки на наши услуги по оптовой стоимости заметно ниже, в отличие от покупки в розницу. Приглашаем частные лица, различные организации к продолжительному сотрудничеству с нашей компанией.
Собственные производственные и складские площади позволяют нам быстро и качественно обслуживать своих заказчиков. Современная техническая база оборудования, оснащения создаёт большую клиентскую платформу в нашей компании.
Изготовление различных металлических деталей, конструкций на заказ осуществляется нашими специалистами в разумные, короткие сроки. Наши изделия широко применяются в строительстве различных объектов (жилые, служебные здания). Вся производимая нами продукция имеет высокий уровень качества. Для сотрудничества рекомендуем всем клиентам обращаться в ЗАО «ВИЕР Групп».
Гибка листового металла
Гибка листового металла, углеродистые стали, нержавеющие, алюминий
На сайте компании можно заказать гибку листового металла по лучшей цене.
Чтобы получить консультацию, обращайтесь к менеджеру по телефону или через сайт.
Услуги гибки листа от Группы Компаний МеталлЭнергоХолдинг проводятся на высокотехнологичном, современном оборудовании с применением инновационной технологии.
Основные технические характеристики на гибку листа от нашего производства
Гибка листового металла — сложная, востребованная операция деформирования. Отличительной чертой является небольшая энергоемкость.
Сочетается гибка с операциями штамповки листа. Чтобы получить многомерную деталь, используют штампы на несколько переходов.
Чтобы получить уникальную конструкцию по форме и размеру используется современная технология гибки за счет энергии взрыва. Оборудование и гибочные машины отличаются возможностью снижения скорости деформации, увеличенным размером штампового пространства.
Достоинства гибки металла
К основным преимуществам гибки металла относят:
Этапы процесса
Услуги гибки листового металла проходит в несколько этапов:
Заказ услуги гибки листа стального ( металлического )
Гибка листового металла цена, которой только у нас всегда выгодная, предоставляется в течении уже нескольких лет.
Благодаря высокой квалификации персонала весь процесс проходит на высоком уровне с получением результата идеального качества.
Стоимость услуги зависеть от толщины листа, количества изгибаемых деталей.
Работа проводится с крупными производственными предприятиями, мелкими организациями и частными лицами.

«МеталлЭнергоХолдинг» - надежный поставщик металлопроката более 10 лет
Централизованные поставки металлопродукции в 950 городов России и СНГ более 120 000 заказчикам
Резка и обработка металлопроката любых марок сталей, в России. Производим горячее и гальваническое цинкование металлопроката и трубной продукции.
Внутренний и внешний контроль качества отпускаемой металлопродукции. Весь металлопрокат сертифицирован.
Доставим металлопрокат по всей России удобным для Вас способом и транспортом. А так же в любой речной и морской порт.
- Режим работы: пн-пт 08:00-18:00
- Адрес: Индекс 620075 , Россия, г. Екатеринбург, ул. Малышева 51 , этаж 17
. Внимание уважаемы посетители! Материалы сайта носят исключительно рекламно-информационный характер и не являются публичной или иной офертой на основании ст. 435 и статьи 437 п. 2 Гражданского кодекса Российской Федерации. Каталог и прайс-лист на сайте не может в полной мере передавать достоверную информацию о свойствах, комплектации и характеристиках товара, включая цвета, размеры и формы. Информация о технических характеристиках товаров, указанная на сайте, может быть изменена производителем и поставщиком в одностороннем порядке. Изображения товаров на фотографиях, представленных в каталоге на сайте, могут отличаться от оригинального товара. В связи с изменением курсов валют и цен поставщиков цена на металлургические и иные изделия, товары, указанная в каталоге на сайте, может меняться. Пожалуйста, уточняйте цены по телефону у наших менеджеров отдела продаж.
Читайте также: