Установка чпу на фрезерный станок по металлу
Обновлено: 21.09.2024
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
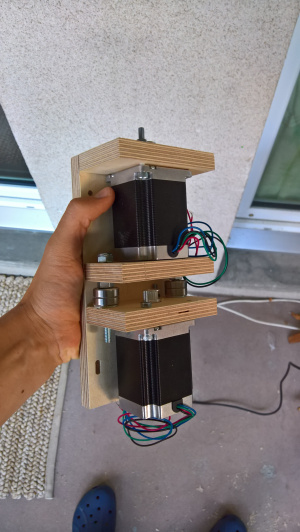
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
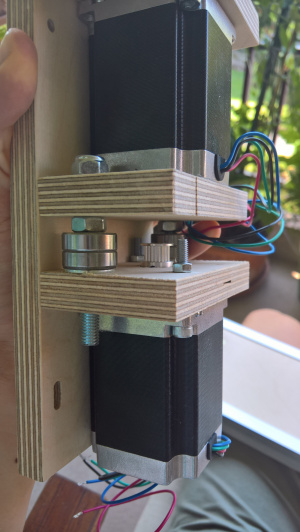
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
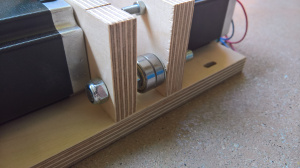
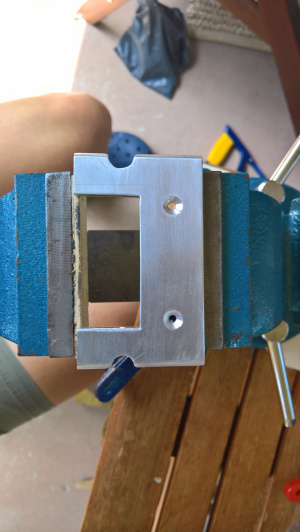
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
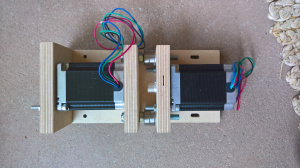
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
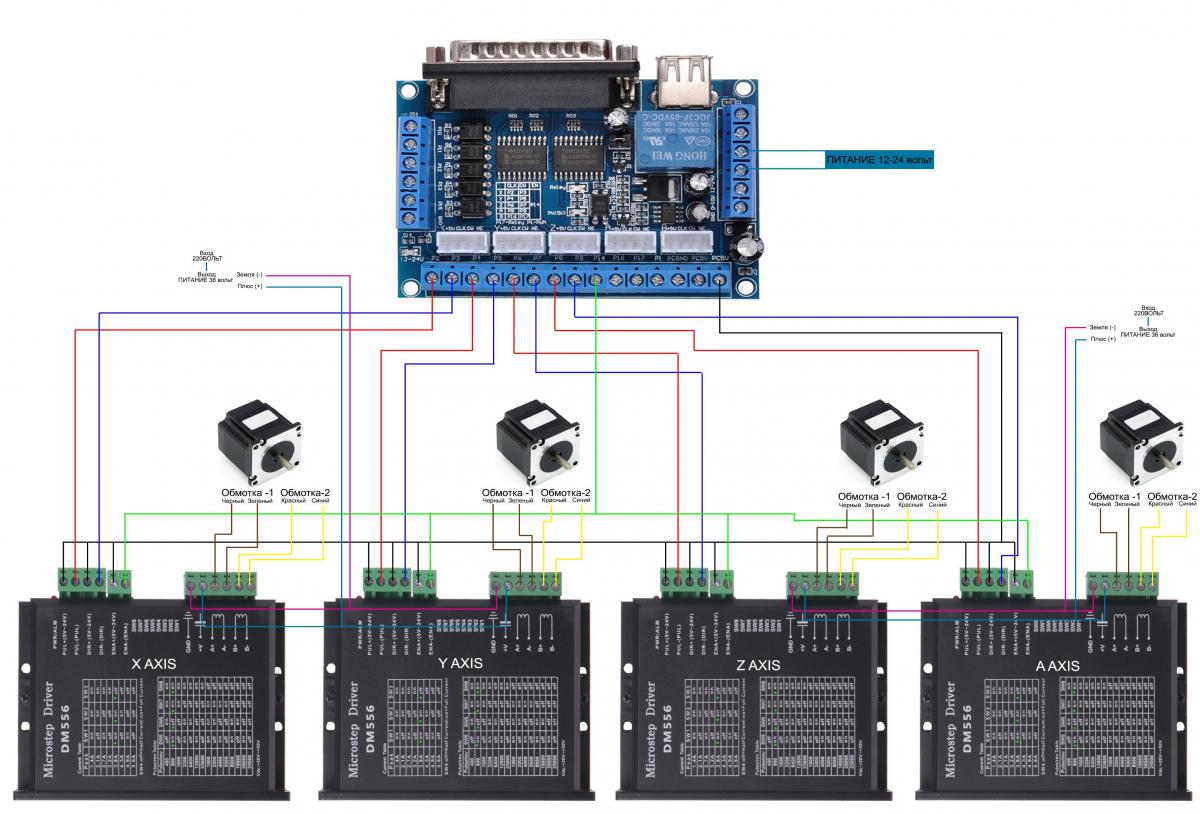
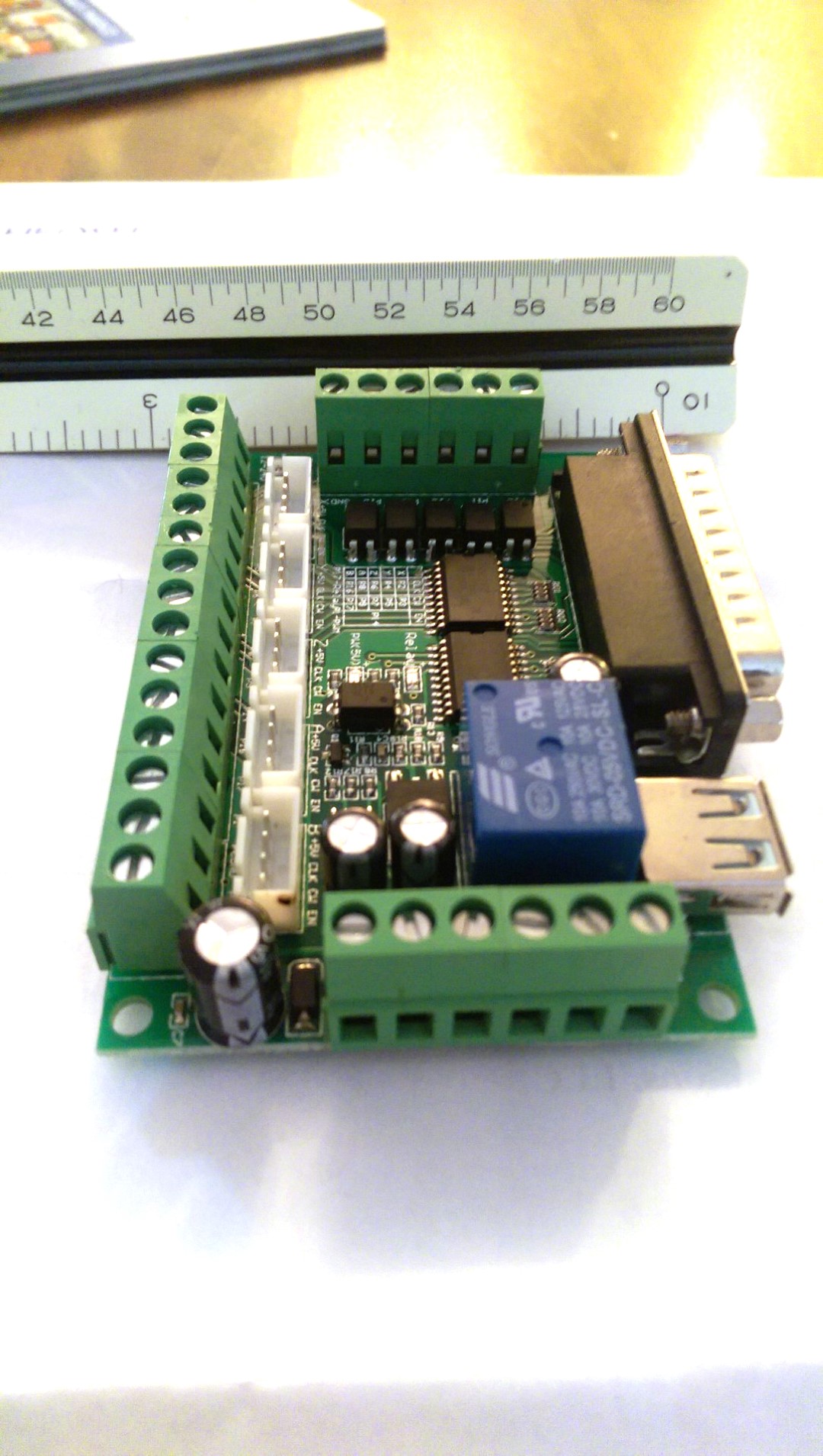
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Как я собирал ЧПУ фрезер, и в каких моментах не стоит за мной повторять
Странная идея владения собственным станком для раскроя листового материала пришла мне в голову довольно давно - когда я оказался на производстве во г.Владимире. В то время, да и сейчас, я провожу большую часть времени в офисе, и конкретно для меня это объективно эффективнее с финансовой точки зрения. Вместе с тем, однажды увидев магию, которая превращает материал в полезные вещи, от такой мысли отделаться я уже не мог.
Изучая конструкции фрезерных станков, я понял, что они достаточно разнообразны, в аспекте количества осей, перемещения по ним материала и фрезера, и прочих тонкостей. Где-то, в одном станке работают несколько синхронизированных фрезеров, где-то используется сложная система рычагов, которая позволяет рассчитать положение по сложной формуле. Апофеозом конструкторской гениальности считаю вот такое:

Но вернемся к моей идее - она была в том, чтобы раскраивать листовой материал, и фрезеровать в 3d какие-то мягкие формы, например, полистирола.
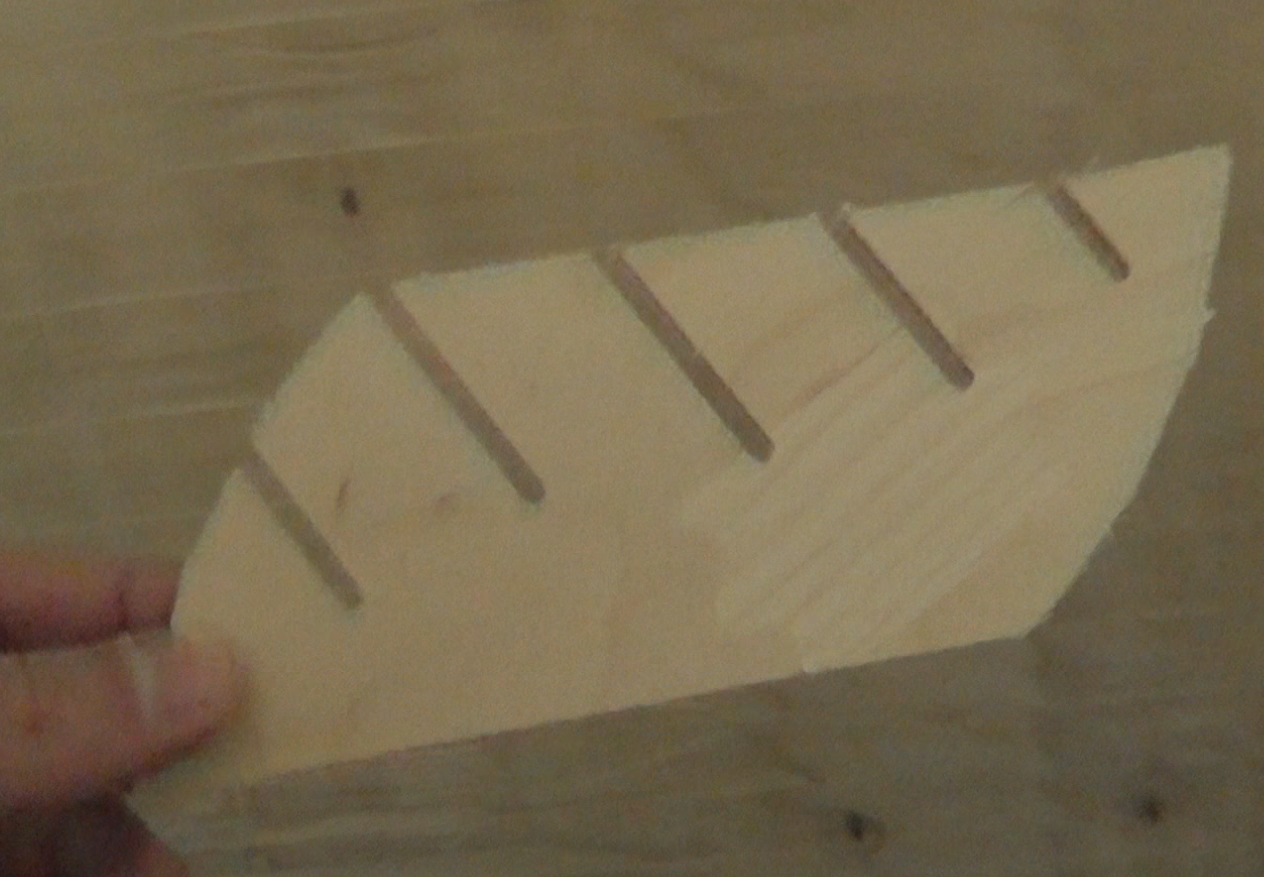
Конструктив рамы был выбран из соображений жесткости треугольной формы (как водится, ее изменили уже на ходу):
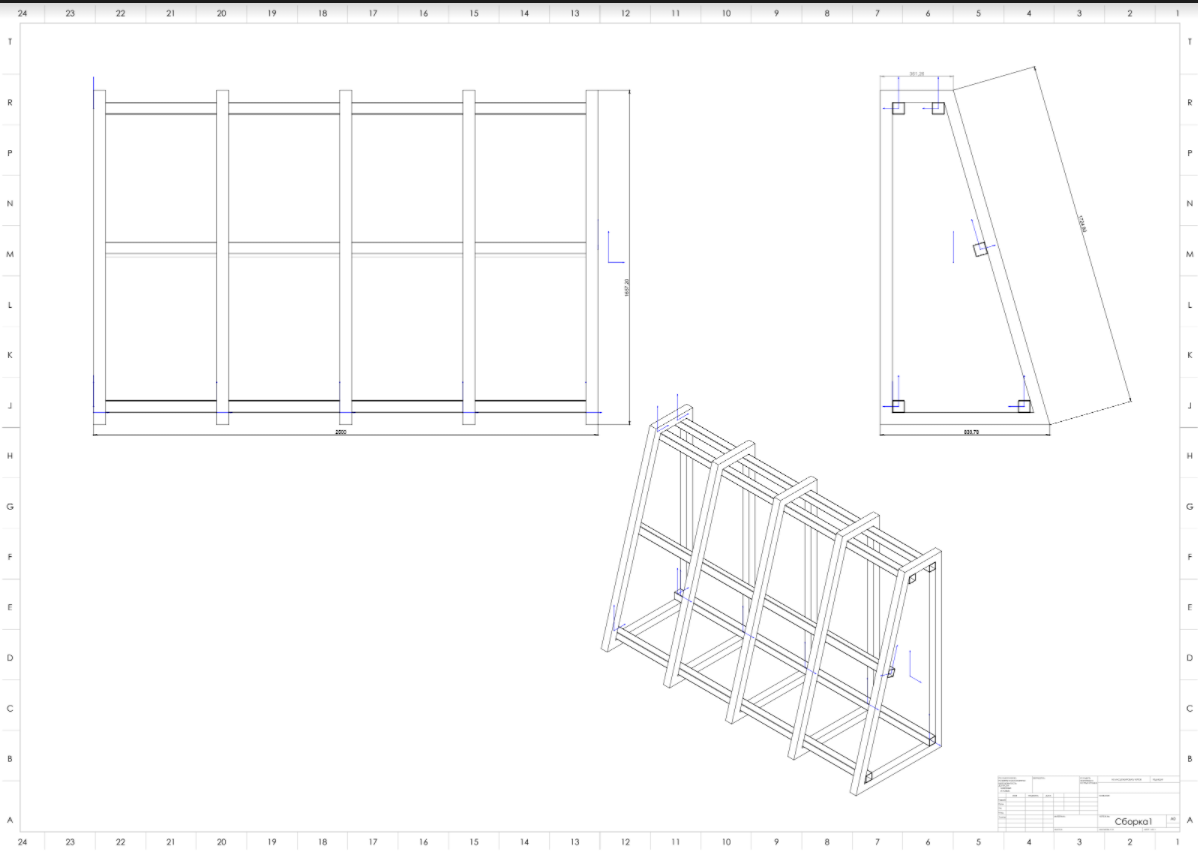
Плюс такой конструкции в том, что станок занимает меньше места, и намного проще установка на него нового листа. Бонус - стружка падает вниз (но ее все равно надо отводить, так что это не очень важно).
Но в чем проблема с этим конструктивом? Дело в том, что ось Z, которая в любом случае достаточно тяжела, ездит вверх под своим весом, и, стало быть, требует более мощного ШД и драйвера. Первой мыслью было установить на тросе через блок противовес, но на форумах не очень хорошо отзываются о тросовых решениях из-за инерции. Но имея площадь, всегда можно завалить станок на длинный катет, и уменьшить этот эффект.

При наличии свободной площади, наверное, идеально было бы разместить треугольники развернутый через один, получился бы такой стол с очень жесткой станиной.
Жесткий каркас станка с горизонтальным столом.
Механика. На оси Z установлена ШВП (шарико-винтовая передача).

ШВП
ШВП обеспечивает максимальную точность позиционирования инструмента, но медленное перемещение. Имея серводвигатели, которые раскручиваются до серьезных оборотов, это не проблема, а у шаговых двигателей таки есть предел разумного использования. Но есть и еще одна проблема с винтом. Будучи свободным, на больших длинах он деформируется, плюс у него есть инерция, и имеет место явление резонанса. Поэтому я решил остальные 2 оси X,Y делать на зубчатой рейке, что на текущий момент считаю ошибкой. Дело в том, что в интернете мало информации, и только недавно в широкой продаже в РФ появились готовые подвижные гайки с редукторами для ШВП - это, по идее, решает проблему инерции винта (но не резонанса).
Что касается передачи на зубчатой рейке, с ней все неплохо, кроме одного - люфты. Они возникают из-за точности исполнения, и неточности установки. Та рейка, которую я купил, была дешевой и тонкой, поэтому испытывает деформации. Не советую делать так.
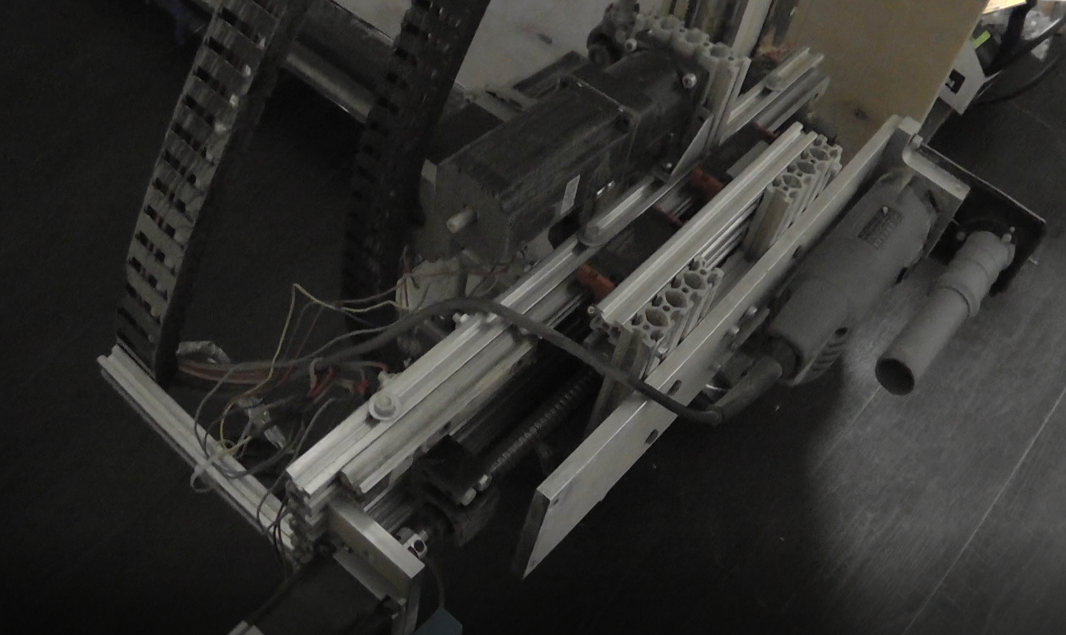
Фрезер. Я решил для начала взять чего попроще, с воздушным охлаждением (и так по сей день и оставил). Это, конечно, kress. Дешево, и со вкусом. Видел в интернете схемы переделки на цифровое управление оборотами шпинделя, и даже пневмо автосмену (!) инструмента kress - то есть в случае чего можно ловко наколхозить, и будет как у взрослых дядь на станках за $100K.
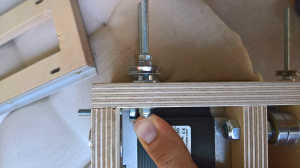
Что по механике. Ось X - внезапно это та, по которой ездит Z (хотя как по мне, логичней чтоб по Y), двигается ШД с планетарным редуктором. По дурости, я умудрился свернуть шляпки двух болтов, и поэтому там 2 из 4, но ничего. Шестерня зафиксирована на конус + фиксатор резьбы неразъемный.

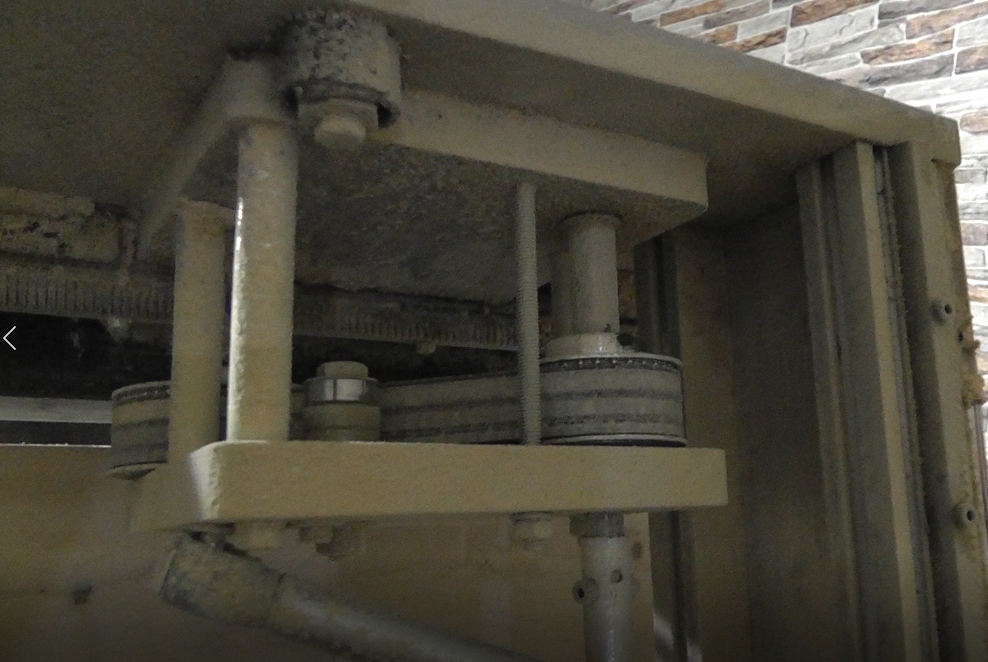
Ось Y Устроена сложнее. Там тоже редуктор, но червячный, итальянский, далее полуоси через карданы от Волги, и на концах еще ременные редуктора. Очень важно застопорить эти редуктора на зубчатой рейке, чтоб не было люфта. По какой-то причине, я решил, что мебельные лифты подойдут (нет). При фрезеровании сила противодействия такая, что лифт отжимает насколько, что перескакивает шестерня. Пришлось поверх этого колхозить прижимающий эксцентрик.

Вообще, ось Z - самое мощное что есть в станке, все остальное, фактически на соплях. Изначально, правда, я вообще хотел взять могучую металлическую балку к качестве X, зафиксировать ее на бетонных колоннах, и гонять под ней подвижный стол - но по причине пыли, от этого решения пришлось отказаться, станок стал более традиционным и переехал в отдельную комнату. Вот эта балка, лежит во дворе под снегом (от нее уже отрезаны куски болгаркой в хозяйственных целях). Если вы решите заняться сооружением промышленных девайсов дома, вряд ли и вы избежите переделок.
Вот так это должно было быть в первом варианте
Вообще, особое значение имеет система аспирации. Если вы не будете ее делать, готовьтесь, что при работе с деревом мельчайшая пыль накроет ВСЕ что есть в помещении, включая ваши глаза, волосы и кожу, а если вы работаете с фанерой, то она будет еще и с химикатами, что совсем неприятно.
Наиболее простым мне показалось купить циклон на али, и прикрутить к бочке для воды, а на вывод циклона посадить на пену шланг пылесоса. Несмотря на кажущуюся хлипкость конструкции, если ввод с фрезера забьется, мощности пылесоса хватает чтобы сколлапсировать бочку в бараний рог за несколько секунд, а распрямлял я ее полчаса, и был весь в этой пыли - так что советую следить за всем этим через камеру наблюдения, попивая пиво в другой комнате.

На сладкое я решил оставить электронику. У меня была назойливая идея - запихнуть все в системный блок от компа (и протянуть туда канал чистого воздуха из другой комнаты), и я ее успешно реализовал, но с оговоркой - драйвера под всасывающий вентилятор встали впритык на 3 оси. Как можете видеть, монтаж на стяжках четкий, блок можно поворачивать на 90% не переживая.
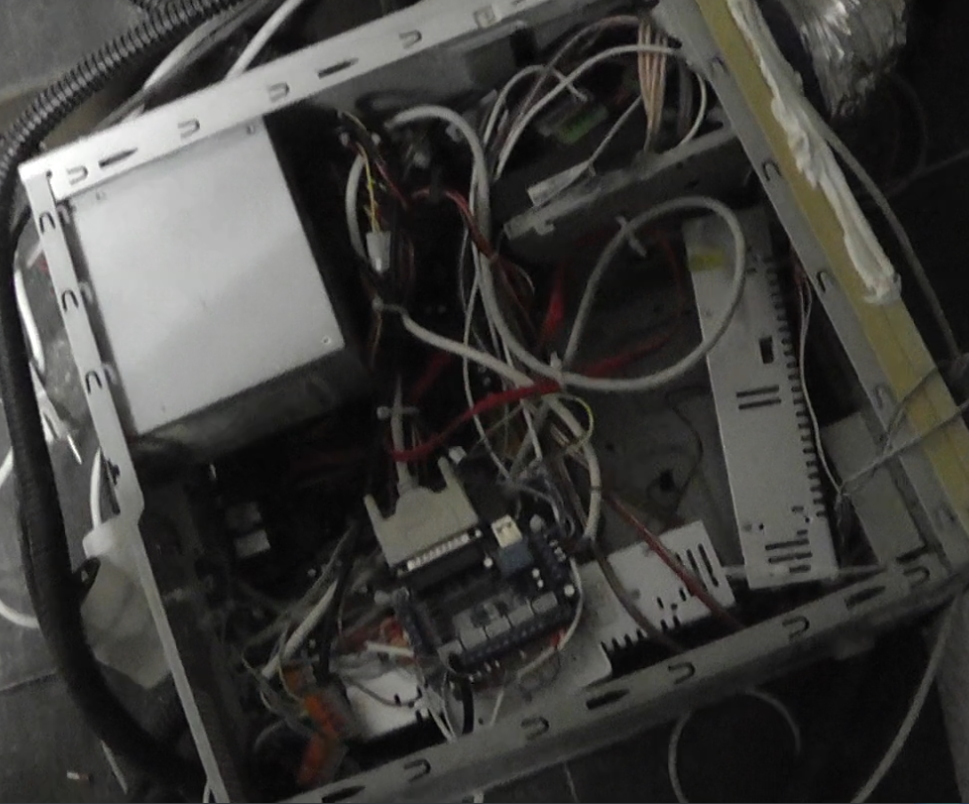
Там, где в оригинале должны стоять CD и жесткие диски, располагаются драйвера, на них я поставил втягивающий вентилятор, и будучи осведомленным о пыли, к нему протянул вентканал и гофру из соседней комнаты (теперь не помешает также щель или клапан на улицу, так как избыток давления, очевидно, тупо выдавливает через дверные щели (это ощущается). В передней и нижней части размещены блоки питания драйверов (несложно понять, что один из них запитывает 2 драйвера, и теоретически можно запихнуть в системный блок все 5 драйверов, купив мощный БП, поскольку отбор максимальной мощности вряд ли будет со всех 5 одновременно, а во время удержания потребляемая мощность ШД не очень большая).
В задней нижней зоне, над материнкой, располагается плата управления, в которую по идее должны заходить 5*4=20 входов только с драйверов, но часть из них идет на один вход, так что все ок. Остальные выводы нужны на всякое - на концевики, питание шпинделя, его обороты (если бы они были цифровыми).
Прямо из ввода 220В в системный блок я сделал питание монитора и пылесоса, чтоб не плодить 10 выключателей (клемы Wago слева внизу).
По факту, для раскроя материала станок пригоден более чем - да, где-то на рейке может вылезти небольшой люфт, но когда толщина материала пару мм, и тонкая фреза с такой же в пару мм высотой рабочей кромки, это не играет особой роли. С длинными фрезами для 3D фрезерования есть вопросы (они и существенно дороже раскройных), я подумываю об усилении оси X и переводе всех осей на ШВП, но это дело будущего.
Что хотелось бы сказать в завершение. Если вас что гнетет какая-то идея, а допустим, ваша жена против, следуйте велению своего сердца. Если оно говорит, что надо закончить проект, так и поступайте (если оно говорит - беспрекословно слушаться жену, возможно, это тоже разумный путь).
P.S. Пишите в ЛС, на youtube и т.д., если вас сильно интересует тот или иной вопрос.
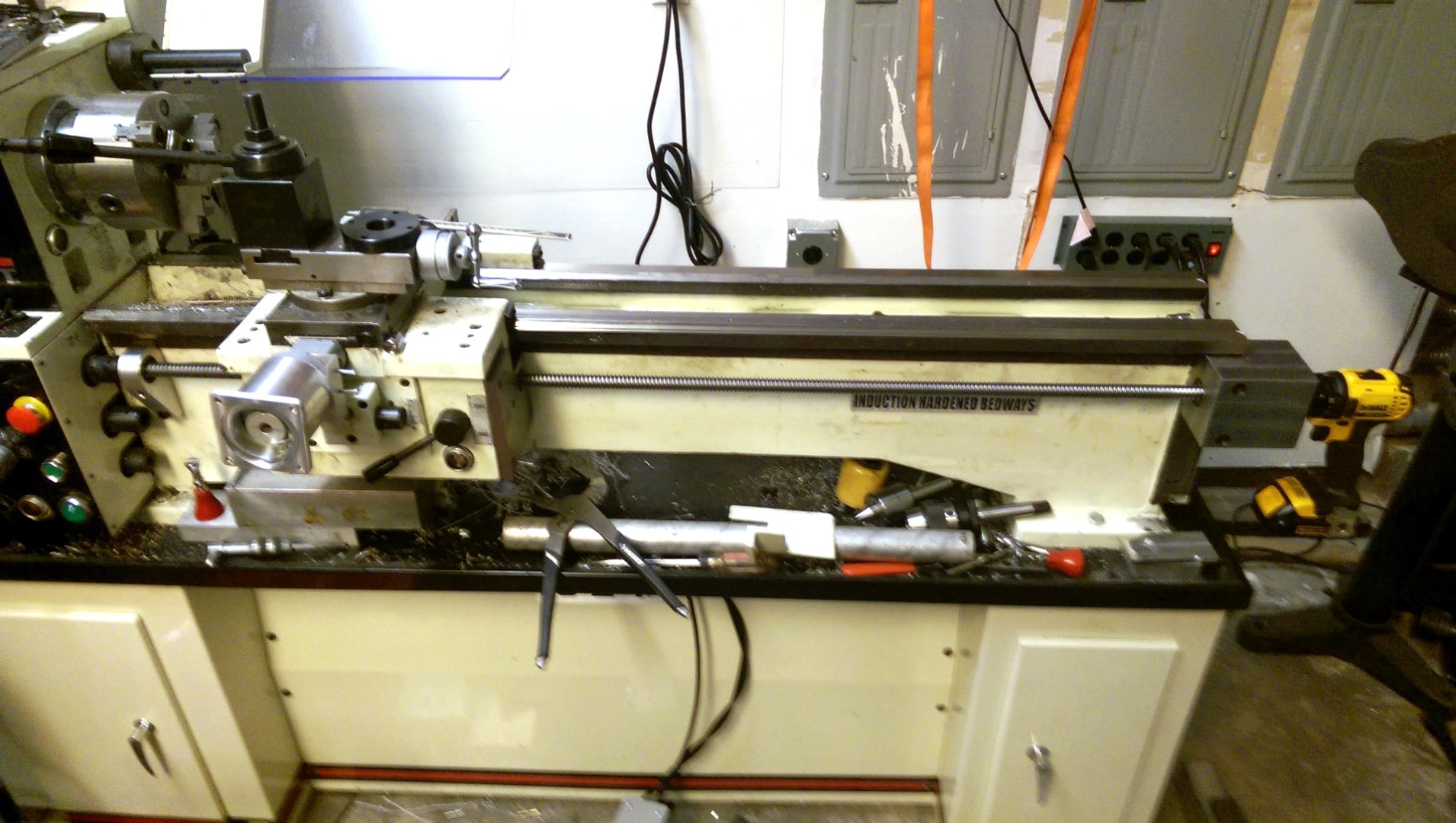
Модернизация токарного станка под работу с ЧПУ
В нашей домашней мастерской есть токарный станок по металлу Jet GBH-1340A с устройством цифровой индикации (УЦИ). Мы давненько обсуждали возможность добавить к нему ЧПУ, потому что без компьютерного контроля некоторые виды деталей чрезвычайно сложно изготавливать с высокой точностью. Статья повествует о полученном в этом процессе опыте, включая допущенные ошибки и рекомендации по их избежанию, а также детально раскрывает весь процесс от начальной комплектации до получения готового результата.
Подготовка
Тем не менее к проекту мы подошли с некоторой долей прокрастинации. С самого начала мы выбрали контроллер частотно-регулируемого электропривода для шпинделя, шаговые моторы NEMA 34 и драйверы для осей станка на основе того, что обнаружили в нашем фрезерном станке Tormach 770. Мы также нашли в интернете интерфейсную плату с параллельным портом для управления ЧПУ. Одним из основных критериев выбора всех запчастей была их дешевизна, хотя в конечном счете пришлось переплачивать. Как говорится, скупой платит дважды.
Детали прибыли и примерно на год были отложены в сторону ввиду большого количества других активных проектов. Мы лишь изредка обращались к этому, чтобы сделать кое-какие измерения и продумать конкретное размещение шаговых двигателей. Полноценно же переключиться обратно к реализации задуманного нас заставил внезапный отказ двигателя шпинделя нашего Jet. Вот тогда уже мы достали все заготовленные детали и всерьез занялись переделкой.
Общая сводка по проекту
Затраченное время: множество выходных
Сложность: продвинутая
Стоимость: $2,500–$2,800
Материалы
Инструменты
- Фрезерный станок ЧПУ, концевые фрезы, расточные оправки, токарные инструменты для обработки креплений двигателя.
- Дрель, отвертки, гаечные ключи, инструменты для зачистки проводов, обжимные устройства и т.д.
- Паяльник и олово.
- Модификация самого механизма.
- Сборка блока управления.
- Установка и настройка управляющего ПК.
Плата управления для LPT-порта/интерфейсная плата
Модификация станка. Часть 1

Наш 40″ станок по металлу до апгрейда
Этот станок имеет следующие характеристики: расстояние между центрами 40 дюймов и максимально возможный диаметр заготовки 13 дюймов. По умолчанию скорость шпинделя контролируется через редуктор, расположенный за шпинделем и приводимый в действие однофазным двигателем 230В. Редуктор изменять не потребовалось; мы просто выбрали оптимальные настройки передачи, и далее при использовании ЧПУ управление скоростью уже будет осуществляться контроллером частотного преобразователя. Выход из строя оригинального однофазного двигателя, фактически, только сыграл нам на руку, так как его замена трехфазным аналогом давала большую степень контроля и позволяла удвоить максимально возможную скорость вращения, которая для умершего мотора составляла 1 750 Об/мин. Самое же удачное, что частотный преобразователь был способен преобразовать 220В из одной в три фазы. Оригинальный блок управления был снят с задней части станка, и некоторые из его контрольных реле вместе с другими деталями мигрировали в новый.

Фрезеровка первой опоры двигателя оси Z
Каретка, удерживающая режущие инструменты, предполагала два варианта управления своим движением по оси Z. (На токарном станке ось Z идет слева направо, а ось X является осью поперечной подачи). Есть основной ходовой винт для общего резания и второй ходовой винт, который вращается синхронно со шпинделем для нарезания резьбы. Оба винта приводятся в движение одним редуктором и задействуются для перемещения каретки с помощью рычагов управления на самой каретке. Мы решили убрать винт нарезания резьбы и стержень, управляющий первичным ходовым винтом. Это позволило нам приводить в движение основной ходовой винт с помощью шагового двигателя (ШД), размещенного на противоположном конце и закрепленного шкивами с ремнем. Основному винту требовалось всего чуть более 50 вращений для перемещения каретки на 1”, и мы рассчитывали, что это даст некоторую степень контроля точности.
Первый вариант привода двигателя оси Z
При помощи фрезерного станка ЧПУ мы изготовили опору двигателя, которая крепится болтами к токарному станку на вертлюге, почти также как генератор в автомобиле устанавливается для натяжения ремня.

Замена поперечной подачи: основная рукоятка оси X
Для оси X, иначе говоря, поперечной подачи, очевидным выбором стал прямой привод от шагового двигателя. Мы сняли рукоятки со станка и фрезеровали еще одну алюминиевую опору. Для смягчения жесткости ходовой винт был присоединен к шаговому двигателю через соединительную муфту.
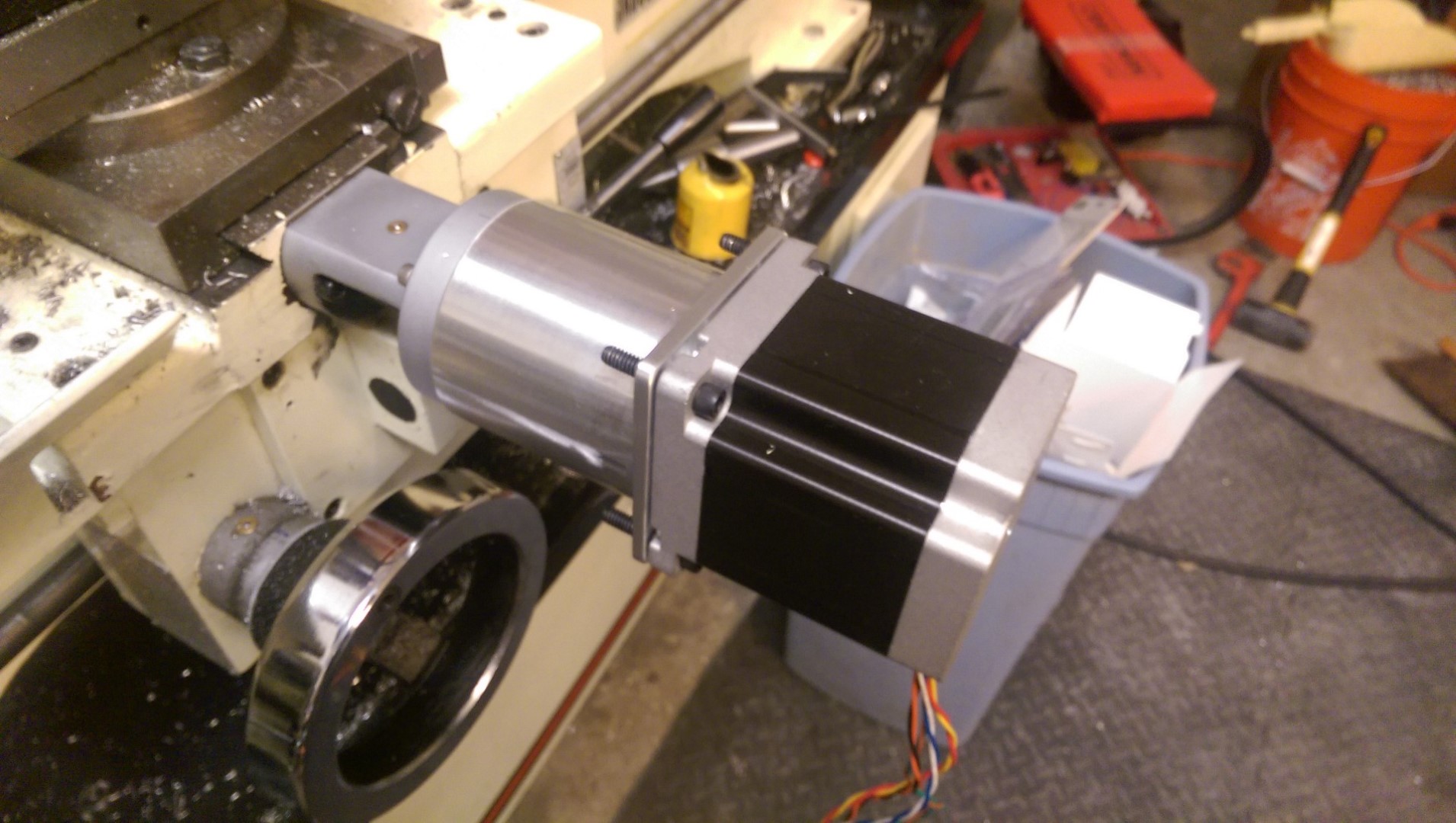
Мотор с поперечной подачей в сборе: новый шаговый двигатель оси X
В задней бабке токарного станка доработок мы не делали. Она останется под ручным управлением, в то время как компьютер будет выполнять всю тяжелую работу по осям X и Z.
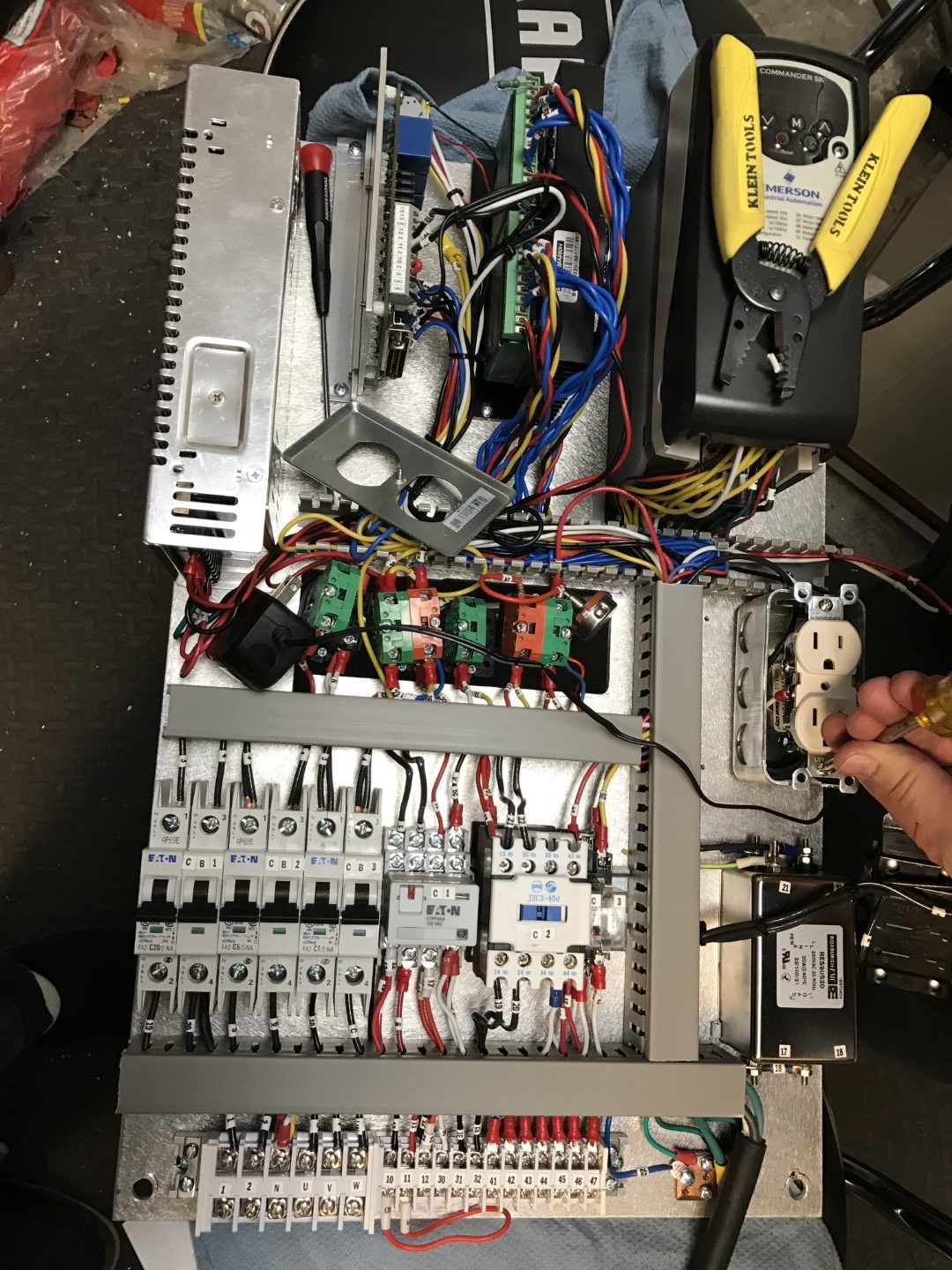
Сборка блока управления
Оригинальный блок был слишком мал и просто не вместил бы все компоненты, необходимые для управления станком. Поэтому мы заказали корпус размером 24″×16″×10″, в который бы точно все поместилось. Глубина 10” была, возможно, излишней, но зато обеспечила достаточно пространства для крепления вентиляторов охлаждения и переключателей на боковой стенке. В то же время корпус оказался достаточно жестким, чтобы, будучи установленным на задней стенке станка, удерживать на себе монитор и при этом не падать.
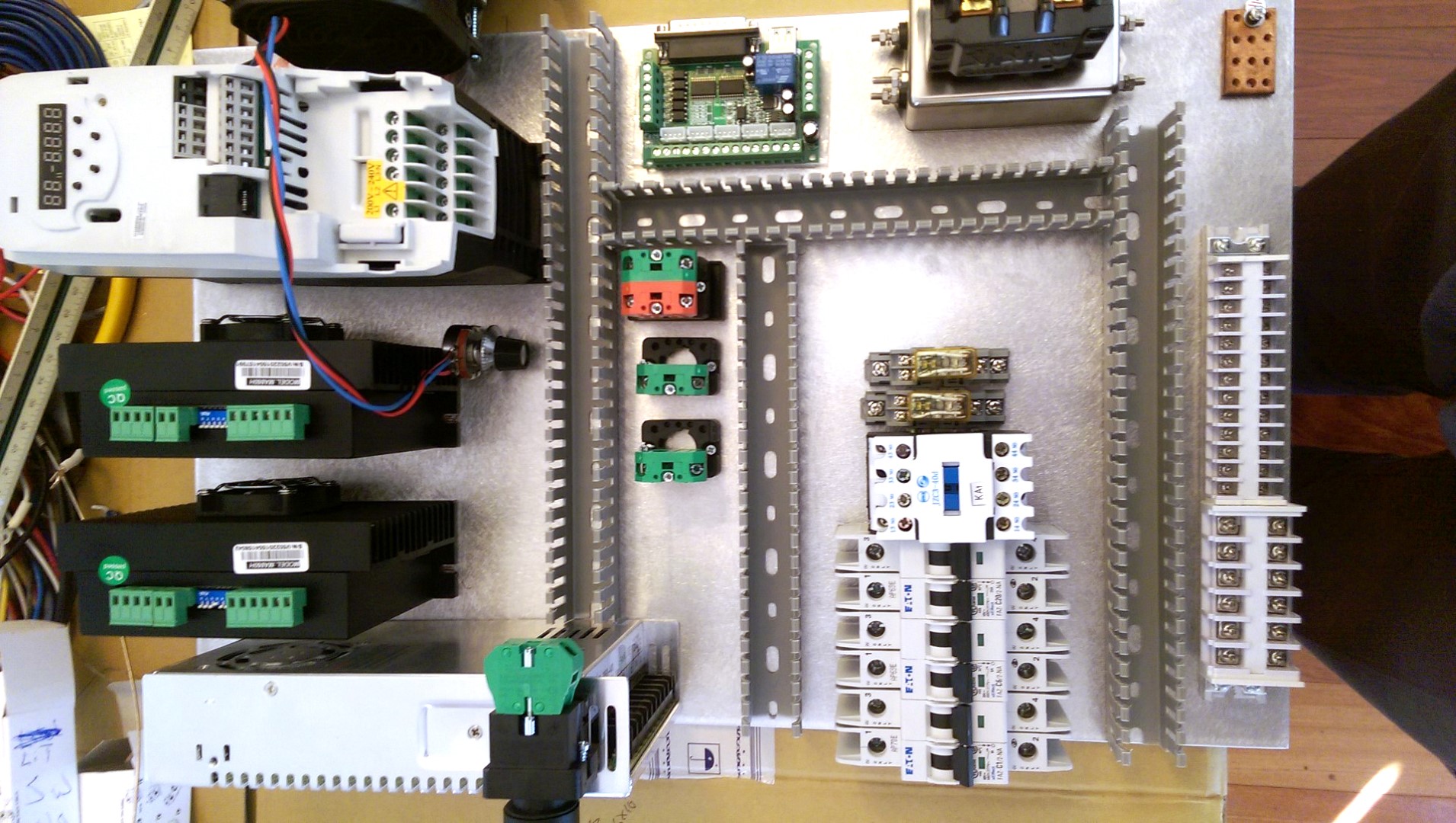
Расположение элементов управления
Мы закрепили все компоненты на листе алюминия толщиной 1/8”, который можно было вынимать из корпуса для удобства доступа. При этом он также выступал в качестве теплоотвода. Для элементов ручного управления шпинделем мы вырезали в листе и корпусе соответствующие отверстия.
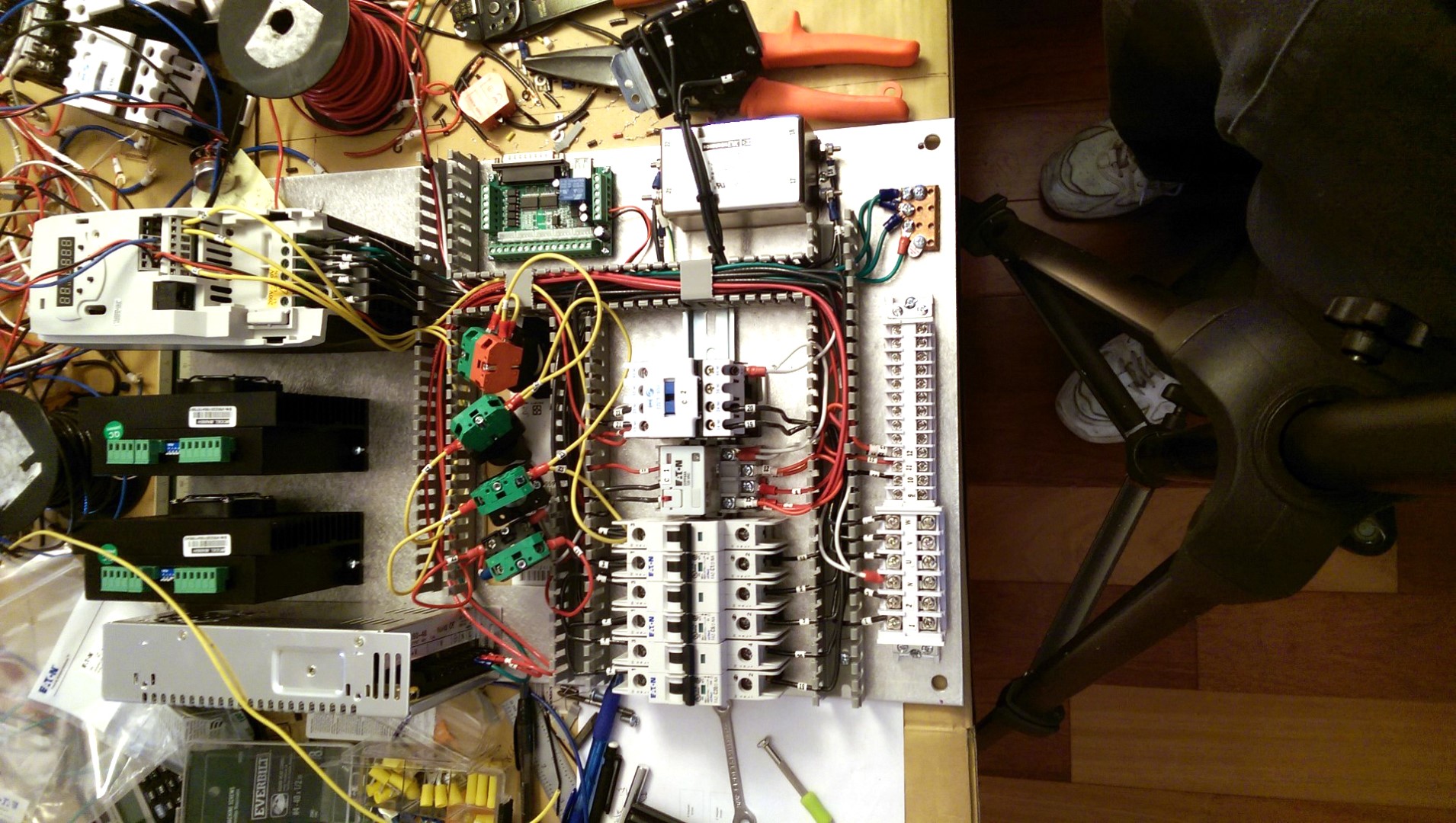
Прокладка проводов
Во избежание спутывания проводов мы добавили кабельные каналы с открытыми пазами.
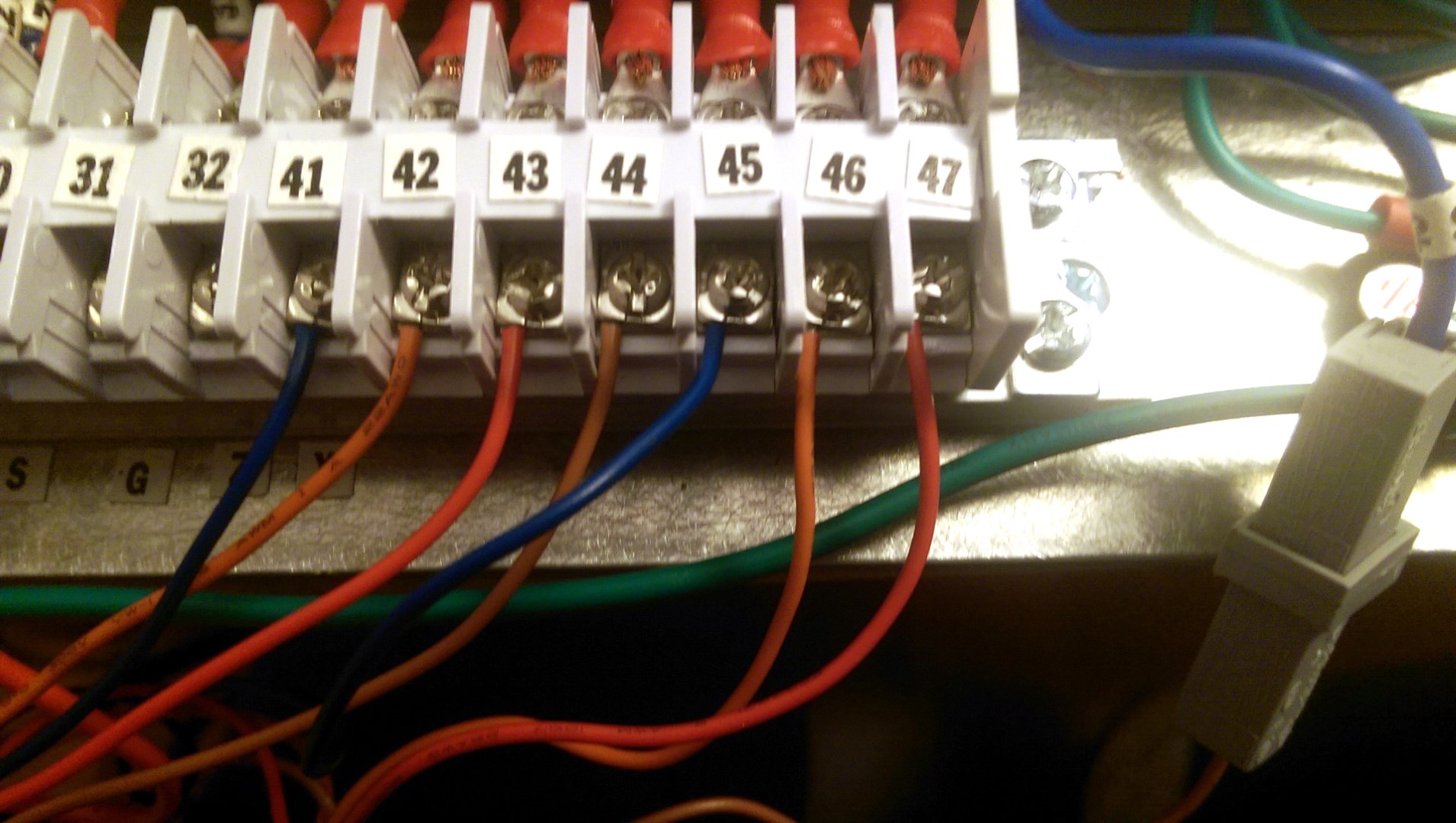
Тщательно промаркированное соединение
В течение всего процесса схема обрабатывалась в Visio, где все соединения тщательно пронумеровывались, а провода для соответствия помечались с обоих концов.

Собранный блок управления (с головой Стэна внутри)
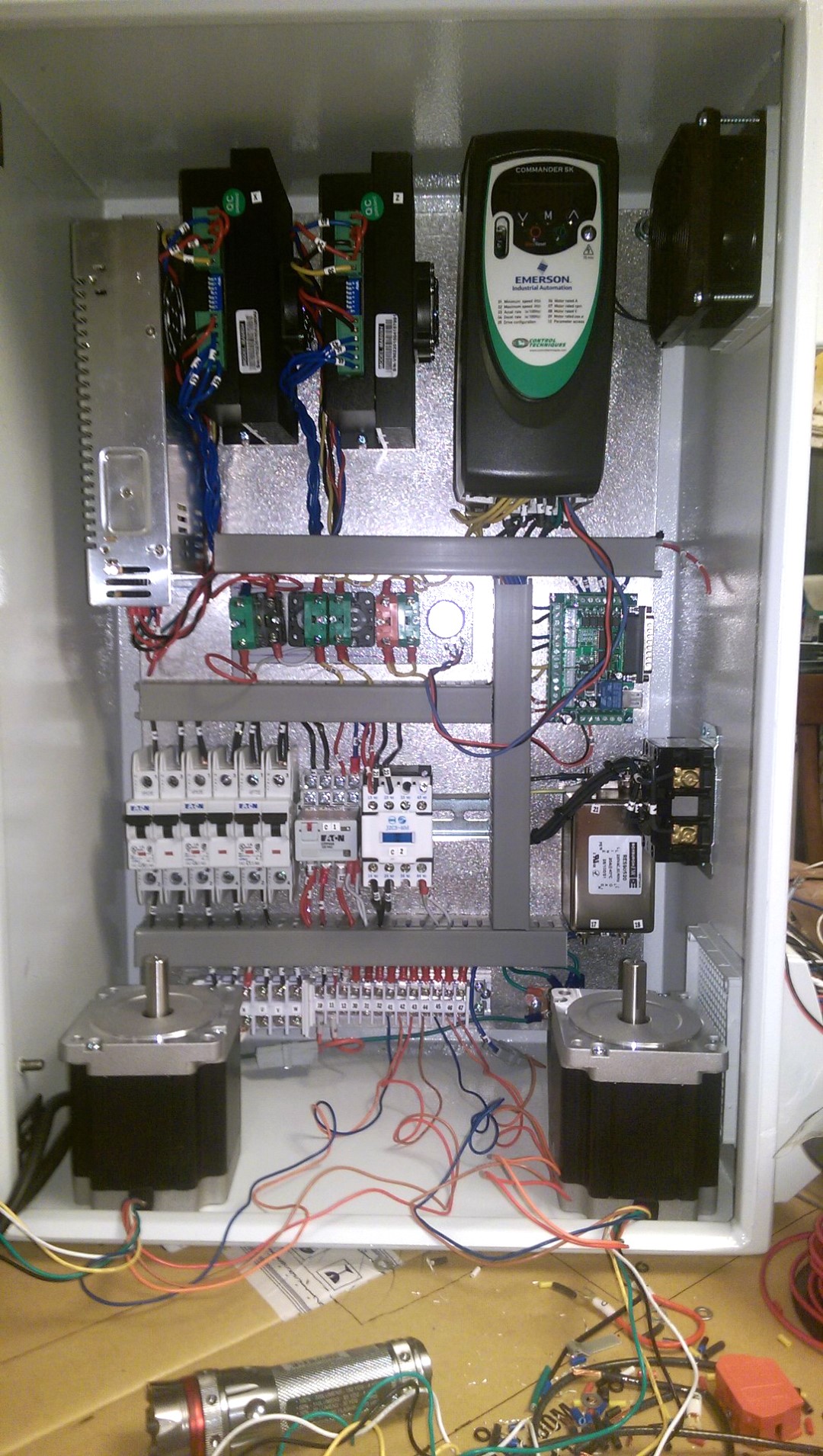
Блок управления в сборе. Первое тестирование
Весь процесс сборки блока управления занял около 60 часов.
Настройка управляющего ПК
Хоть во многих проектах ЧПУ для управления устройством и используют параллельный порт, в них зачастую не используется новейшее наиболее производительное аппаратное обеспечение. Во-первых, многие современные ПК не оборудованы параллельными портами, к тому же многие из современных процессоров оптимизированы таким образом, что хорошо работают с ПО, но малоэффективны в прямой реализации портов ввода/вывода по технологии bit-banging для чувствительного ко времени управления аппаратной частью. Это не проблема для ПК, управляющего принтером, потому что USB снижает степень нагрузки, но в нашем случае с фрезером на ЧПУ неверная конфигурация оборудования/ПО может привести к тому, что рез будет сделан в десятках тысячных долей от места, куда указывал G-code. (Например из-за пропуска шагов, прим. переводчика).
К счастью, для основных возможностей программного обеспечения ЧПУ есть списки протестированных компьютеров, так что подбирать было уже куда легче. Мы выбрали старый Dell Optiplex с процессором Pentium 4 и ОС LinuxCNC. Два таких ПК (один на запчасти) мы удачно приобрели в местном магазине подержанных компьютеров по $30 за каждый.
LinuxCNC предлагает очень широкий набор вариантов управления и отлично поддерживается сообществом компьютерных энтузиастов. Следуя инструкциям с сайта, установить LinuxCNC оказалось достаточно просто, и эта ОС отлично запустилась на нашем древнем ПК. С помощью программы StepConf мы смогли настраивать отдельные контакты параллельного порта любым нужным нам образом. Однако, как оказалось, лучше было настроить LinuxCNC до покупки каких-либо управляющих устройств, так как эта ОС предлагала предустановленные конфигурации для нескольких типов оборудования, о некоторых из которых во время начальных закупок мы попросту не знали.
Все это не заняло много времени, и наша плата для LPT-порта при нажатии клавиш уже светилась как новогодняя елка, разве что магический дым не появлялся. И вроде бы все должно было быть четко, но… ничего не работало.
Скупой платит дважды
Все-таки нечестно говорить, что не работало ничего. Были намеки на практически правильное функционирование некоторых компонентов. Один из ШД реагировал на команду повернуться единственным глухим звуком. На драйвере этого двигателя даже светился светодиод зелёным вплоть до этого момента, после чего переключался на красный. Драйвер другого ШД демонстративно горел красным сразу при подаче питания и продолжал пялиться на нас, словно глаз Саурона.
Я уже упоминал, что многое из купленного нами для собственного блока управления было выбрано по образцам из имеющегося фрезерного станка. Эти драйверы ШД были той же модели MA860H, что и в нем. Так что, рисуя в воображении счета на ремонт этого фрезера, мы начали заменять подозреваемые детали, устанавливая их в него. Шаговые двигатели были первыми, и к нашему облегчению оба заработали отлично. Следующими на проверку отправились их драйверы, и вот из них уже ни один не функционировал. Глаз Саурона продолжал насмехаться над нами. Заподозрив, что это был наш косяк, мы заказали еще пару драйверов той же модели. Оба оказались недееспособны сразу по прибытии. Один вообще отказался работать во фрезерном станке, а второй обеспечивал вращение, но только в одном направлении. Очевидно, что эти драйверы не являлись надежным решением.
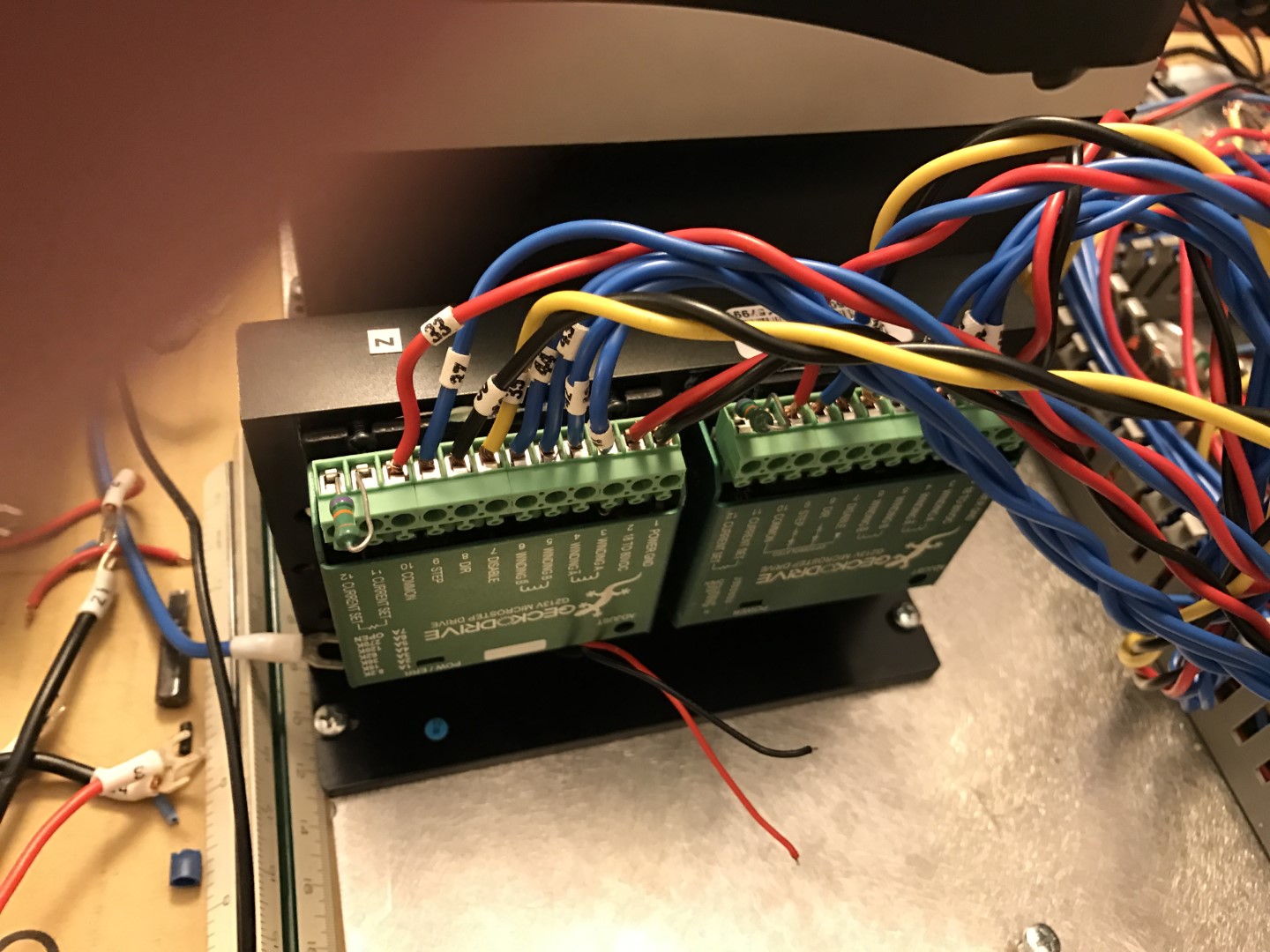
Франкенштейн-драйвер двигателя: новые GeckoDrives, установленные в каркас нерабочего драйвера
Получше изучив информацию в интернете, мы вышли на модели GeckoDrive, которые полноценно оправдали наши ожидания. Эти платы отлично заработали сразу же после подключения, и обе прекрасно вписались в одно посадочное место, где ранее стоял один дешевый драйвер. При должном напряжении этим платам требовался отвод тепла, которым по умолчанию они оборудованы не были. Оставшиеся же нерабочие аналоги как раз оснащались теплоотводами и вентиляторами, которые оказались единственной рабочей их частью. В итоге мы просто встроили платы GeckoDrive в опустошенный каркас мертвого драйвера, решив таким образом сразу две проблемы.
Детали управления в сборе, но пока без корпуса
Новая интерфейсная плата оказалась намного крупнее изначальной, и теперь мы могли установить ее на место одного из оригинальных драйверов шаговых двигателей.
Небольшая заметка по поводу драйверов: они бывают аналоговыми и цифровыми. Вы можете найти на YouTube видео сравнения их в работе. На видео демонстрируется, и мы это подтверждаем, что цифровые экземпляры обеспечивают намного более плавную и тихую работу двигателя. Так что их повышенная стоимость себя оправдывает.
Сборка всего воедино
Все было на своих местах. Мы могли управлять ШД при помощи кнопок UI или инструкций G-code, а с помощью элементарного крепления двигателей к ходовым винтам можно было перемещать каретку вдоль обеих осей.
Мы не знали точного отношения скорости вращения ходовых винтов к боковому смещению, так что правильные установки для программы StepConf искали методом проб и ошибок. Эта программа запрашивает несколько значений: количество шагов двигателя на оборот, микрошаг драйверов, соотношение зубьев шкивов и шаг ходового винта. Если вы не уверены в этих значениях, имейте ввиду, что они перемножаются в одно значение, которое означает «шаги на дюйм». Если все эти значения кроме одного (не важно какого) установить на 1, то в итоге оставшееся значение будет большим числом, которое можно подстроить с отличной точностью.
Для этого мы следовали такому алгоритму:
- Двигаясь слева направо, переместить каретку на приблизительную известную позицию. В UI ЧПУ сбросить смещения, установив значение позиции как 0.
- Измерить расположение каретки.
- С помощью G-code передвинуть каретку на 1” дальше вправо, то есть к Z1.
- Измерить новое положение каретки и посчитать разницу в дюймах.
- Разделить значение «шаги на дюйм» на пройденное кареткой расстояние, получив новое значение «шагов на дюйм». Например, если количество шагов на дюйм равно 20 000, и вы производите смещение на 1.015”, то новое значение будет 20 000/1.015 или 19 704 шагов на дюйм.
- Повторять процесс, пока команда выполнить смещение на 1” не будет давать конкретно смещение на 1”.
Цифровой индикатор по-прежнему был прикреплен к токарному станку, что сильно упрощало процесс сравнения вводимых на ПК инструкций с фактическим перемещением каретки. Следуя разработанному нами алгоритму, мы должны были получить значение шагов на дюйм, которое бы давало согласованные результаты независимо от оси, на которой проводились измерения. Этот подход отлично работал для оси X, но при измерении оси Z результаты варьировались в диапазоне до 0.012”, что зависело от места проведения измерений. В чем-то крылась серьезная ошибка.
Модификация станка. Часть 2
Ходовые винты могут быть неточными, но винт должен быть совсем плох, чтобы отклонение то возрастало, то опять уменьшалось вдоль всех 40”. Проблема была в том, что помимо ходового винта в движении по оси Z были задействованы и другие шестерни, а также червячные передачи. Нам нужно было учесть неточность во всем этом связанном механизме. Люфт оси Z был таким же ужасным. В LinuxCNC есть способы компенсировать это, но для этого потребовалось бы вычислить ошибку в каждой точки вдоль всех 40” оси. Достичь желаемой точности было практически невозможно. Передаточный механизм нужно было менять.
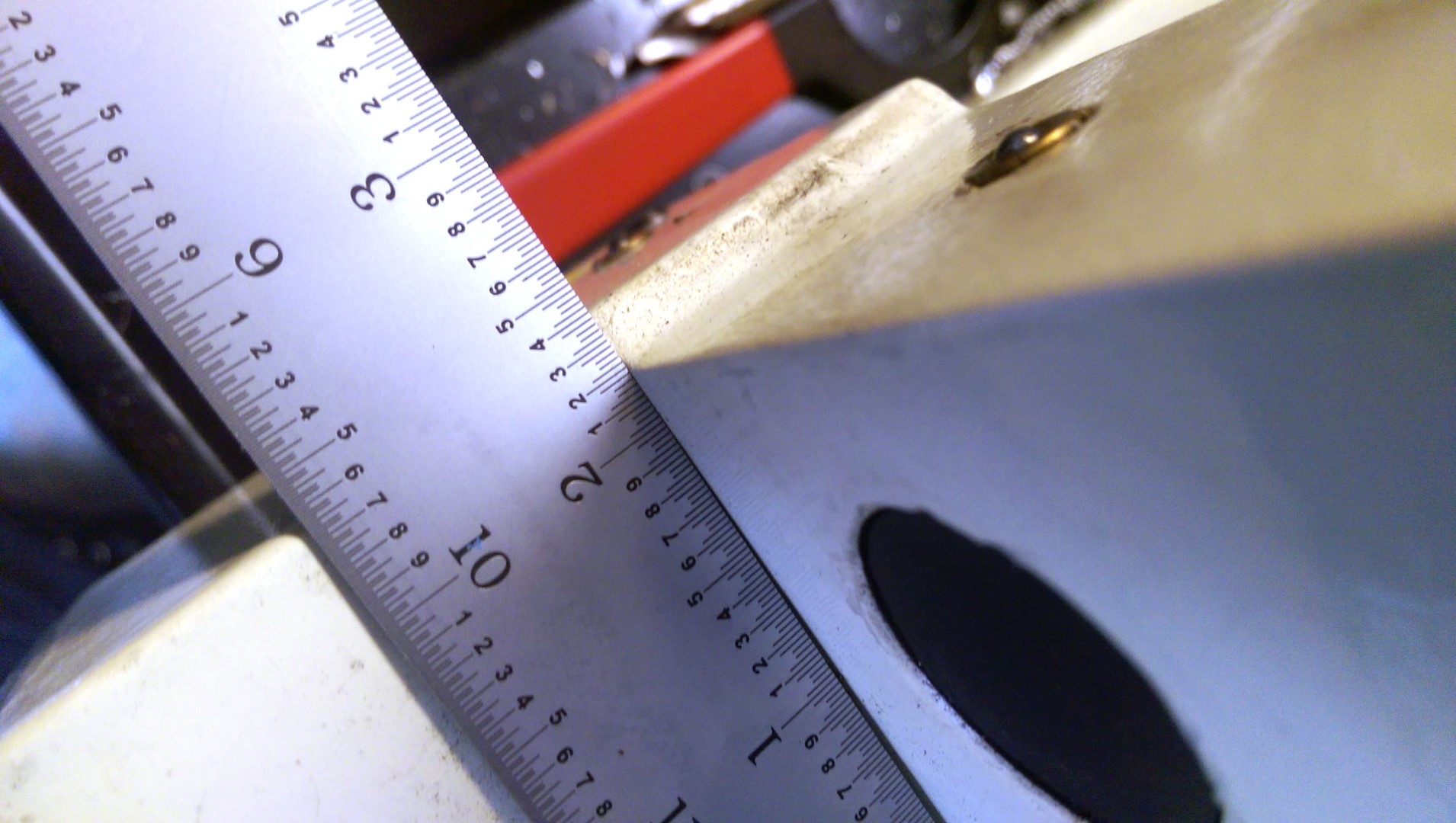
Замеры места для расположения двигателя оси Z
Прецизионная шарико-винтовая пара (ШВП) может практически полностью устранить люфт, вопрос лишь в цене. В одной компании ШВП предлагалась аж за $3 500. В конечном итоге мы приобрели ШВП и гайку за $225 в Roton Products, расположенной в Миссури. Дополнительно потребовалась ее подгонка под купленные ранее подшипники, что в местной шлифовальной мастерской обошлось еще в $336. У данной ШВП люфт составлял уже всего 0.007”, но он хотя бы не изменялся по ходу длины винта, что позволило легко это компенсировать в LinuxCNC.
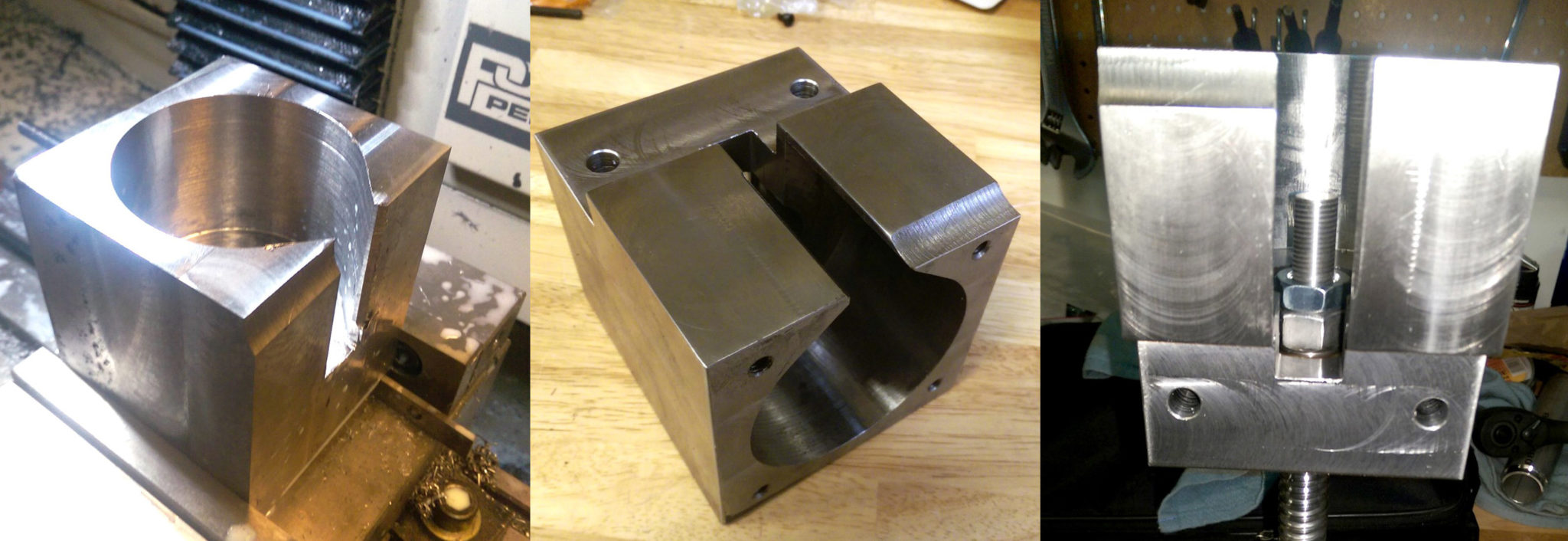
Вторая опора двигателя оси Z: середина вырезана фрезой, обработана и смонтирована вместе с ШВП
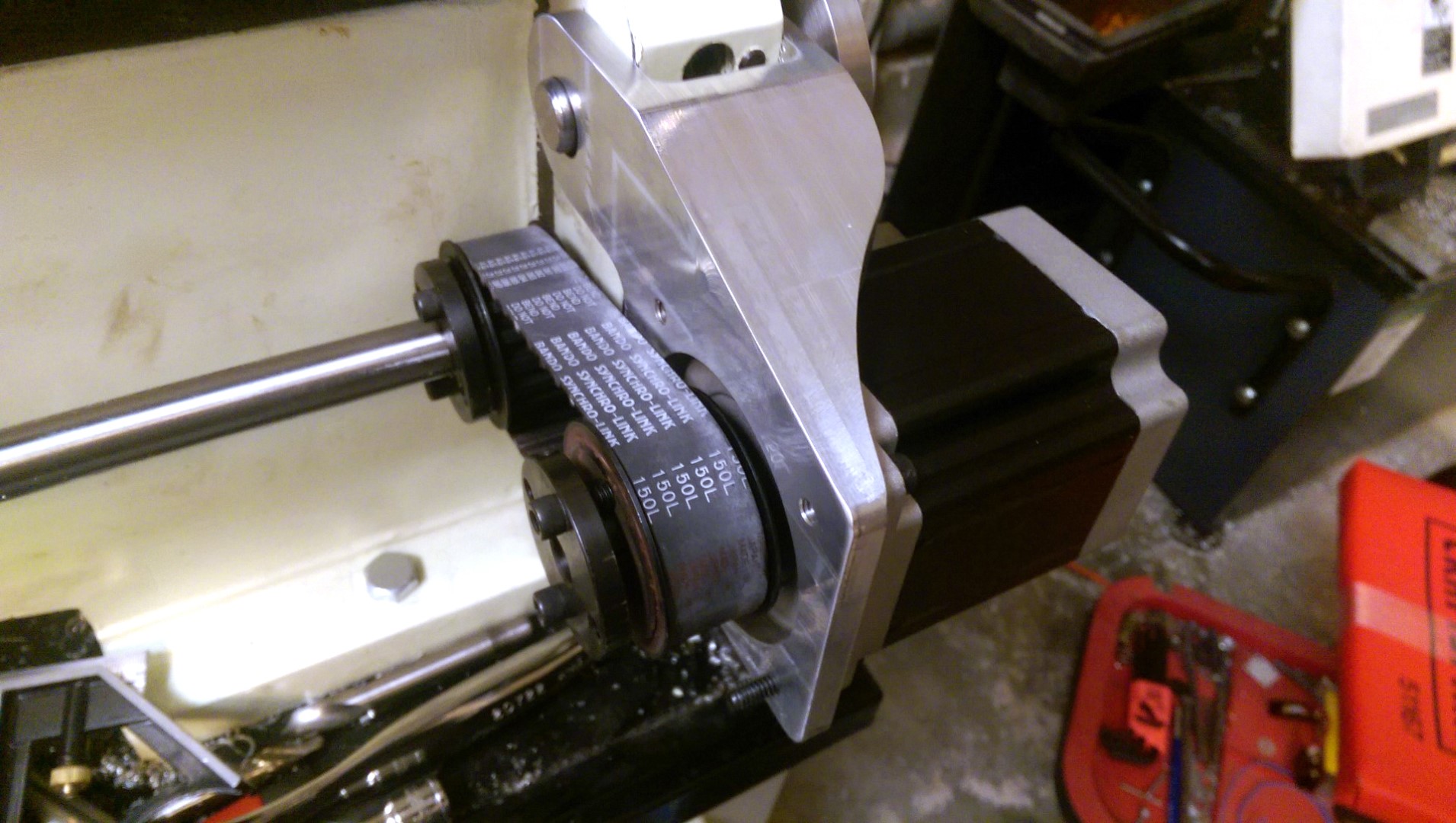
Мы также решили убрать ремень со шкивом и сделать новое крепление для ШВП, чтобы можно было реализовать прямой привод от ШД.
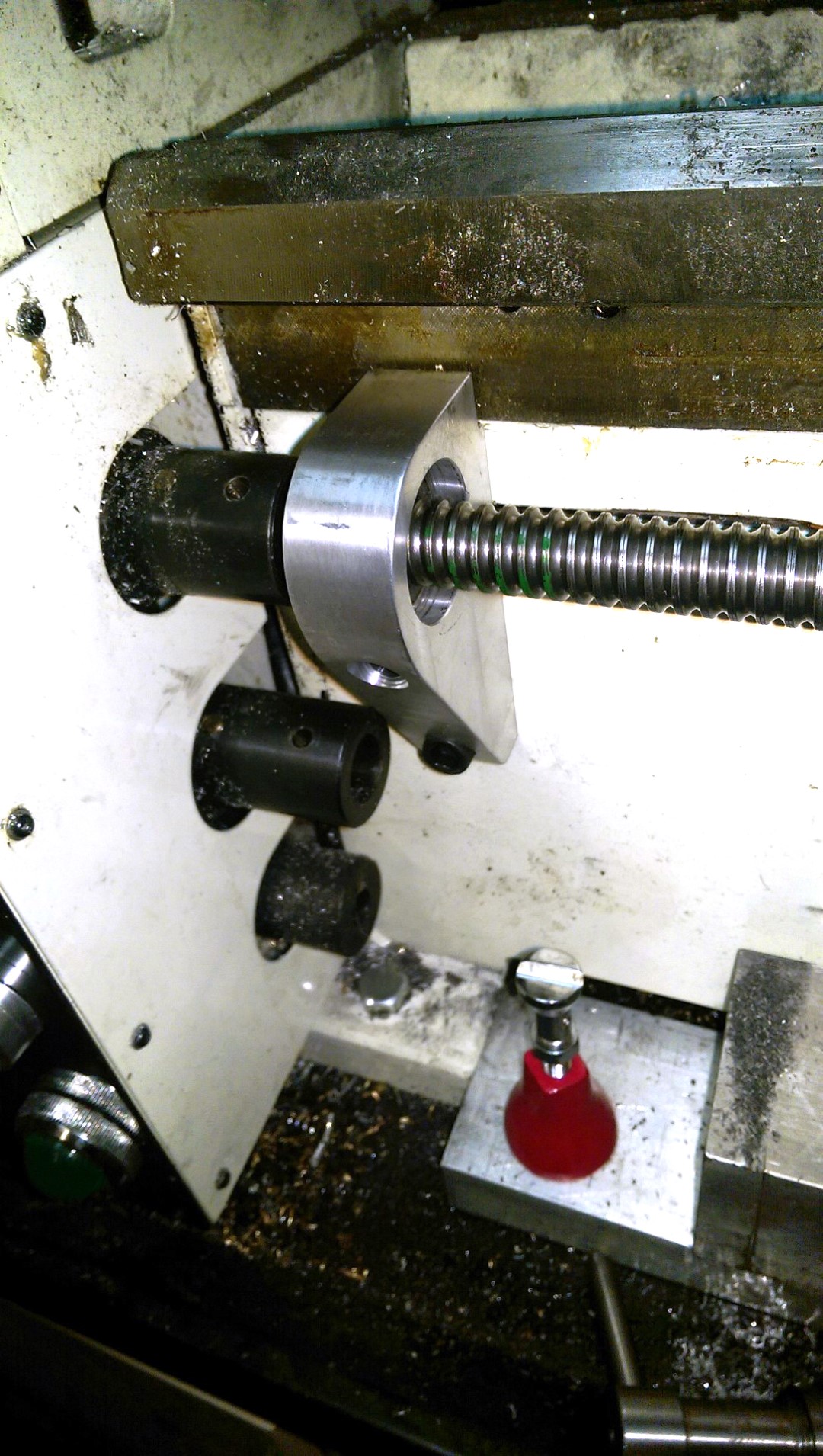
Крепление бабки ШВП оси Z
Каждый конец вала удерживается парой упорных подшипников, закрепленных один к одному для блокировки подвижности с одновременным сохранением вращения. Сам вал закреплен между этими двумя опорами подшипников под некоторым натягом.
Модифицированный токарный станок с новыми опорами, подготовленными для ШД
Любому ЧПУ требуются конечные выключатели, чтобы машина могла находить базовую позицию на каждой оси.

Монтирование конечного выключателя
К счастью, когда мы разобрали блок ручного управления, то обнаружили два переключателя без фиксации, идеально подходящих для этой цели, которые разместили в удобном положении для каждого приводного винта.
Прокладка проводов обычно осуществляется через кабельные каналы, но для оси X мы этого не стали делать, просто позволив проводам, идущим от блока управления сзади к оси X, запитываемой спереди, свободно свисать под станком.
Последние штрихи
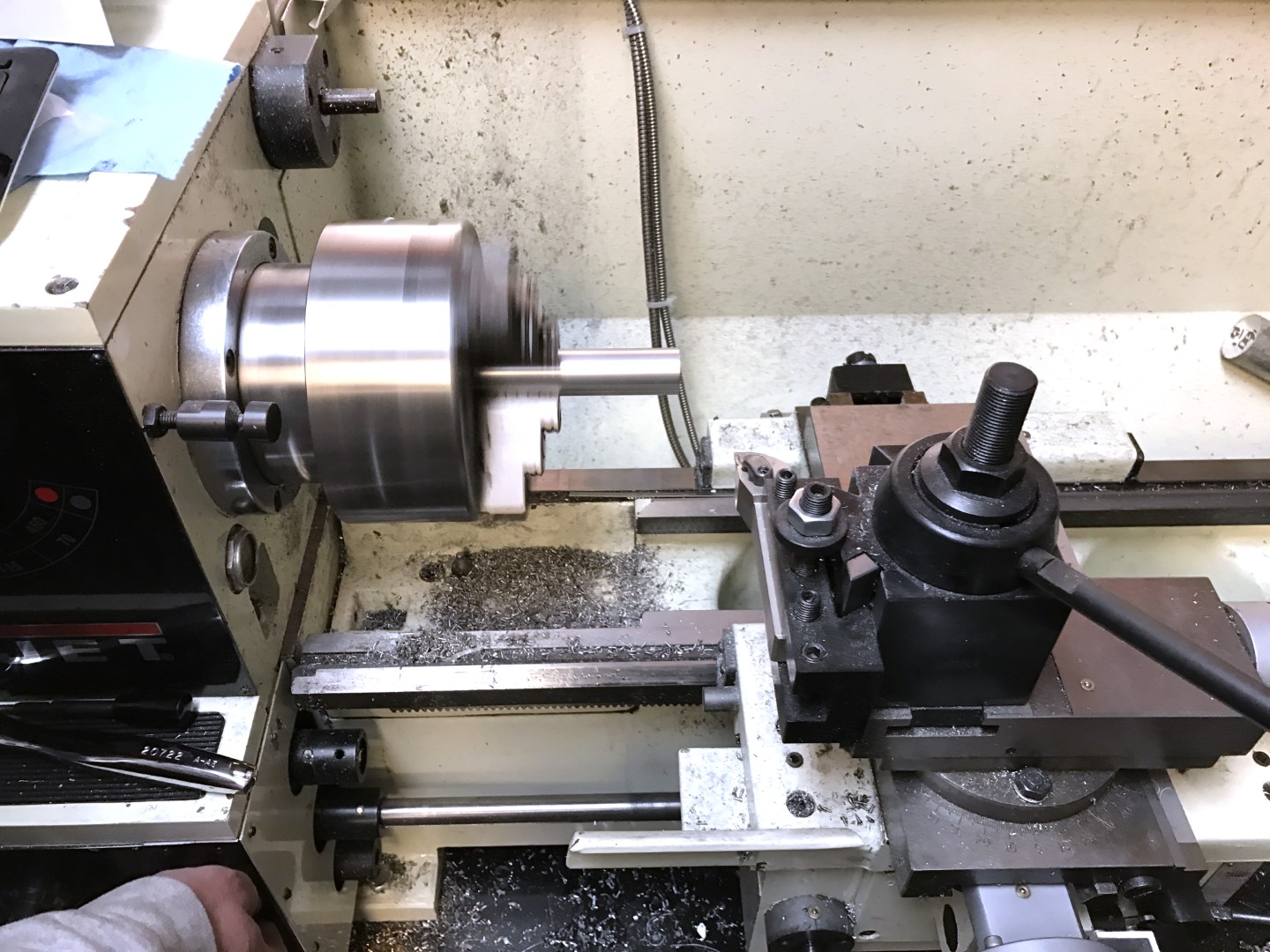
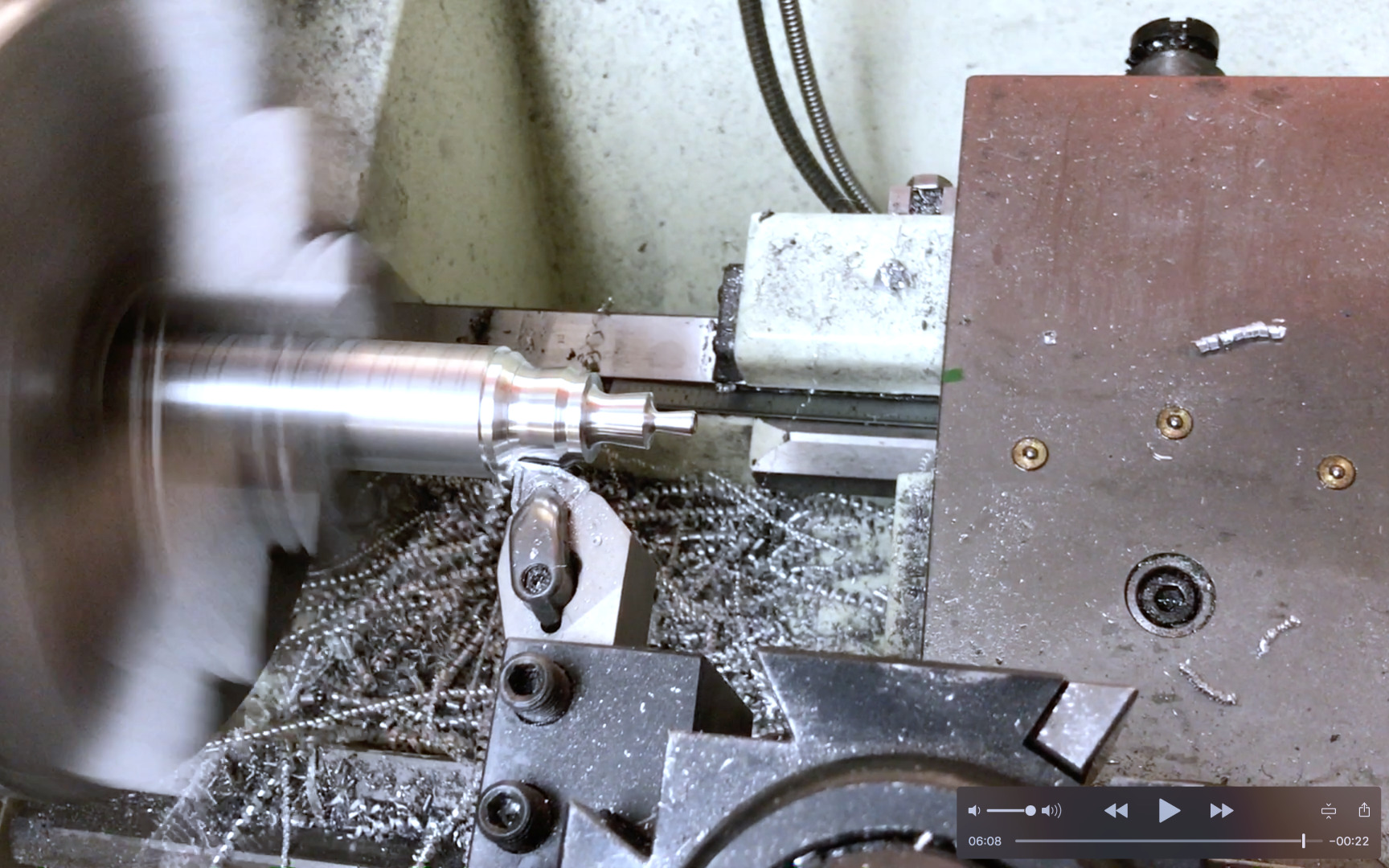
Токарный станок с ЧПУ в действии. Тестовый запуск
Теперь у нас был полностью функционирующий токарный станок с ЧПУ. LinuxCNC работала отлично, хоть ее UI и напоминал приложение для старой Windows 98.
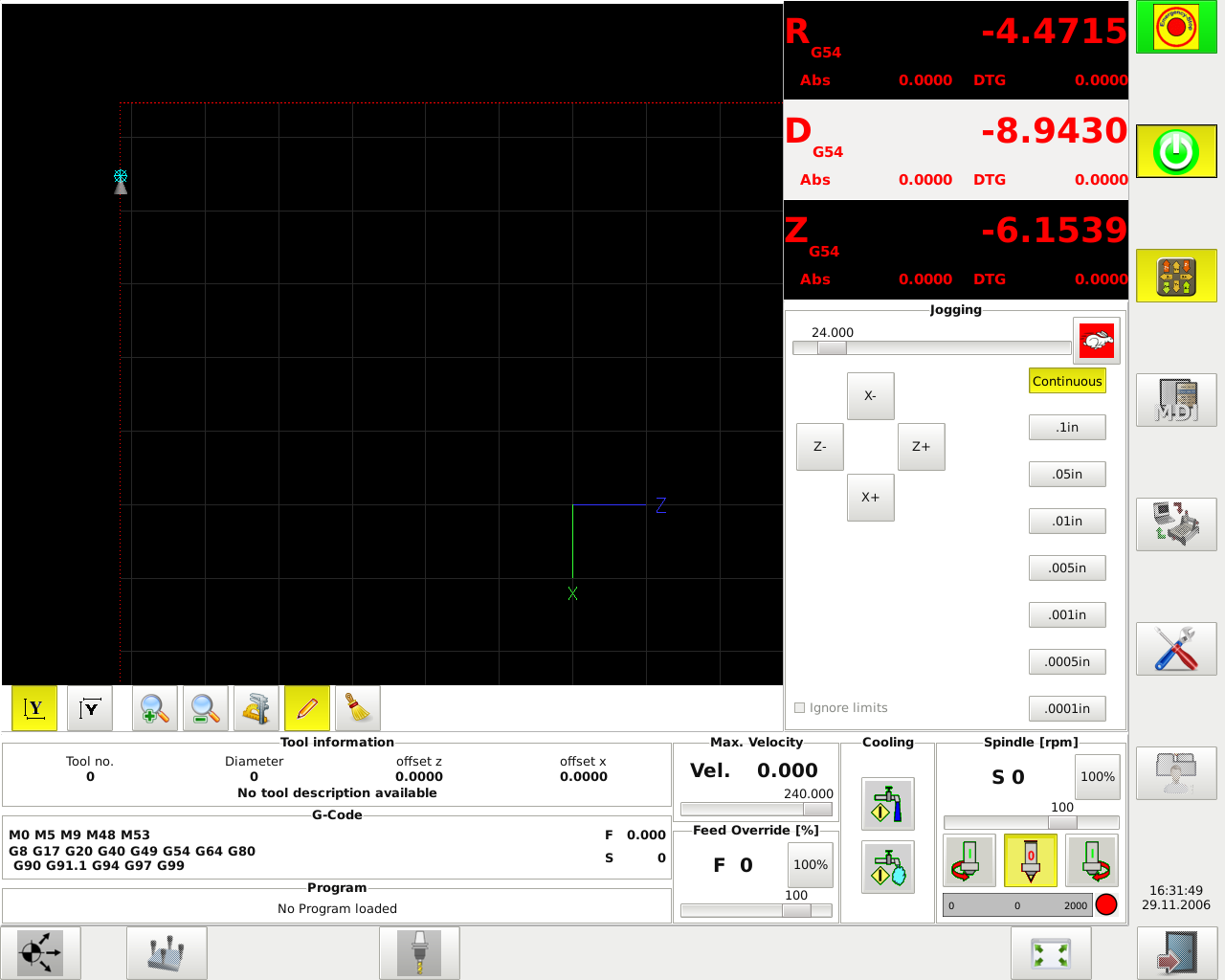
Скриншот LinuxCNC (Ни одна программа не загружалась, пока я не выяснил, как заставить ее игнорировать то, что она не подключена к станку)
К счастью, немного пошерстив форумы мы нашли два альтернативных UI, которые выглядели и работали на порядок лучше.
И как это обычно бывает с Linux, готовьтесь к чтению множества форумов и документации, а также редактированию текстовых файлов для получения нужной вам конфигурации.

Приспособление для заточки ножей. Рукоятки изготавливаются на токарном станке ЧПУ!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф - станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу "Фрезерный станок с ЧПУ". После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
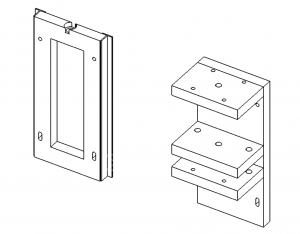
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
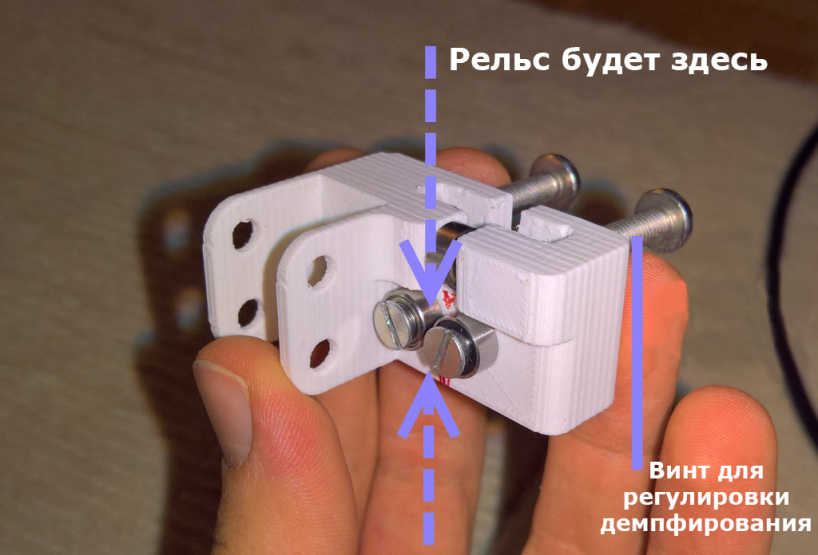
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
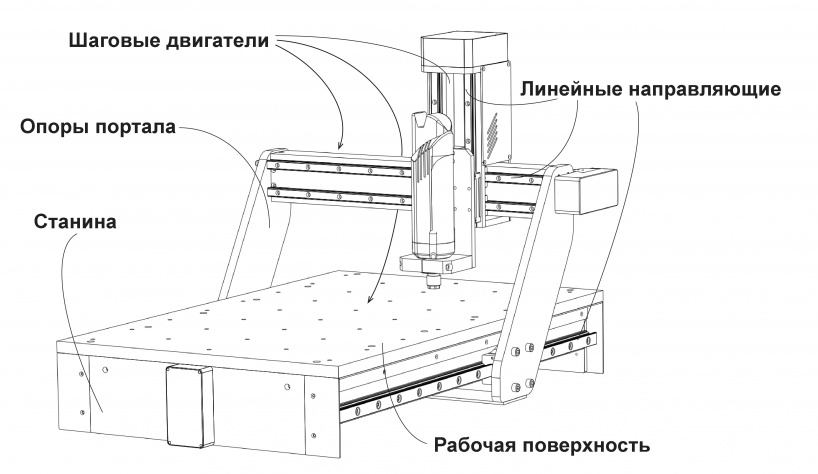
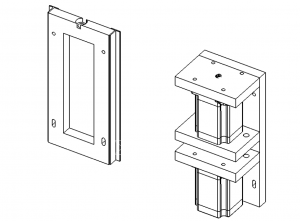
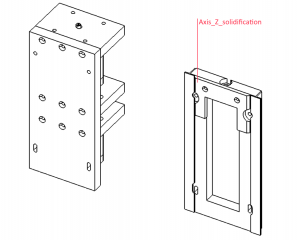
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
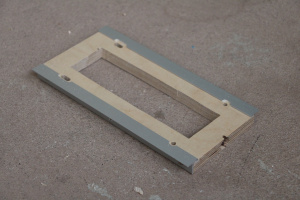
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи]
Это руководство покажет вам, как я построил свой фрезерный станок с ЧПУ. Я надеюсь, что вы почерпнете вдохновение из моей сборки и что эта инструкция будет полезна для ваших будущих проектов. В этом руководстве показаны все шаги, которые я прошел при проектировании и создании этого фрезерного станка с ЧПУ.
Главное, что мне нравится в фрезерном станке с ЧПУ, это его универсальность. Поскольку моя мастерская очень маленькая, у меня не было места для всех инструментов и станков, но я все же хотел иметь возможность делать очень точные детали для разных проектов. Вот почему я задумал построить фрезерный станок с ЧПУ.
Примечание: данная статья является переводом.
Когда я начинал этот проект, у меня было несколько главных параметров:
- Стоимость проекта должна быть в пределах 550$.
- Дизайн должен быть простым.
- Фрезерный станок должен хорошо выглядеть.
- У него должна быть защита от пыли.
- Для его постройки потребуются только простые инструменты: дрель, дремель, лобзик/ножовка.
- Есть 3D-принтер или хотя бы доступ к нему.
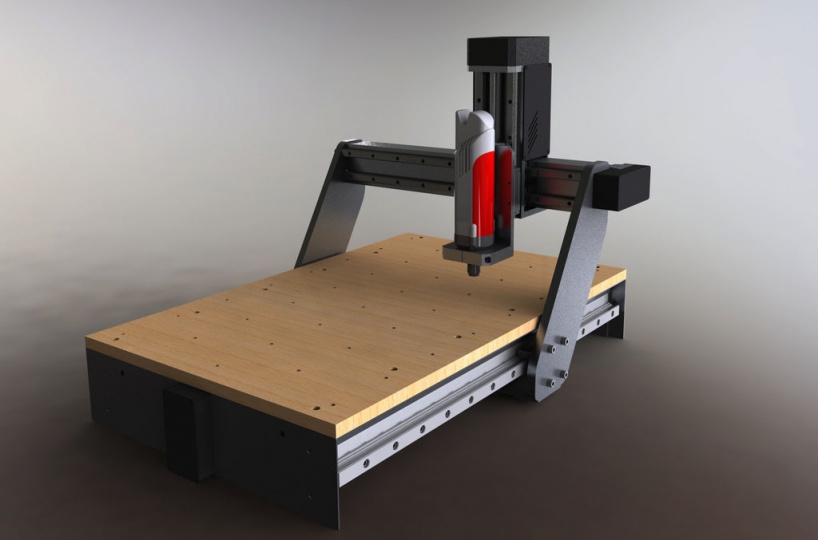
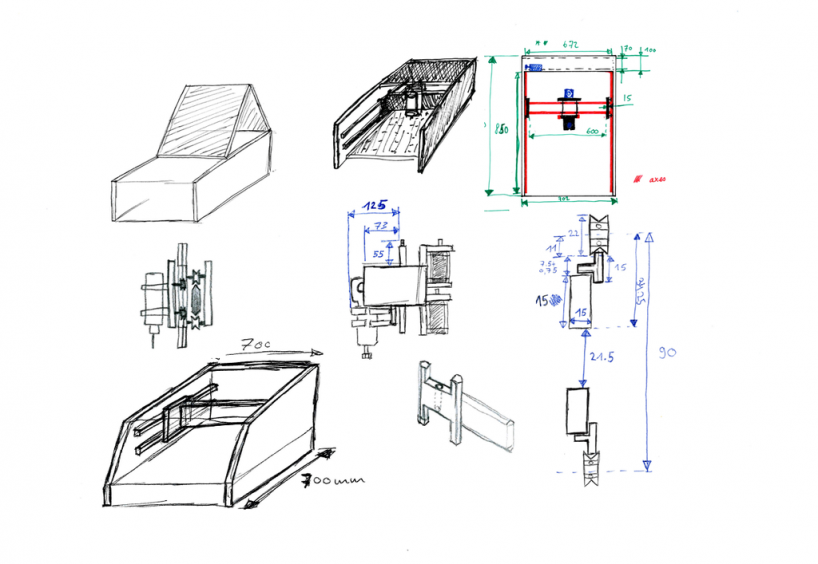
Исходя из этого, я начал рисовать эскизы и через несколько дней пришел к основной идее. Фрезерный станок с ЧПУ будет закрыт сбоку, также будет возможность добавить футуровый плексигласовый кожух сверху. Вся электроника будет находиться сзади.
Примечание: некоторые детали, которые должны быть напечатаны на 3D принтере, сделаны из алюминия, потому что у меня была возможность сделать их во время стажировки во время учебы.
Шаг 1: Необходимые детали

Куплено в магазине DIY:
- Березовая фанера толщиной 15 мм.
- 600x570мм МДФ толщиной 10-20 мм для резки.
- 8x1м алюминиевый Т-образный профиль (см. план в PDF).
- 142 x Винты по дереву длиной от 22 до 30 мм.
- 8 x M4 Phillips с плоской головкой длиной 25 мм.
- 8 x M4 надежная гайка.
- 32 x M5 винт с шестигранной головкой длиной 35 мм.
- 32 x M5 винт с шестигранной головкой длиной 16 мм.
- 32 x M5 безопасная гайка.
- 20 x гайка M5.
- 44 x шайба M5.
- M5 1м резьбовая шпилька.
- Резьбовая шпилька M8 1м.
- 6 x гайка M8.
- 6 x гайка M8.
- 20 x шайба M8.
Куплено на Ebay:
- 16 x V-образный подшипник.
- 5м ремень ГРМ GT2, ширина 6 мм, шаг 2 мм.
- Закрытый зубчатый ремень 280, ширина 6 мм, шаг 2 мм.
- 2 x Держатель для ремня ГРМ GT2.
- 3 x шкив GT2 с отверстием 6,35 мм (для шагового двигателя) (также 3D печать).
- 1 x подшипник MR148zz для резьбовой шпильки на оси Z.
- 1 x шкив GT2 с отверстием 8 мм (также 3D-печать).
- 2 x подшипник шкива GT2 с отверстием 5 мм.
- 1 x 300 мм ось винта для оси Z.
- 1 x штекер для розетки.
- 1 x Источник питания 24V 15A.
- 8 x 608zz шарикоподшипник Dint 8mm.
- 3 x Nema 23 шаговый двигатель 270oz.in, 3A, модель 23HS8430.
- 3 x драйвер шагового двигателя TB6560 3A.
- 2 метра каждый, 4 цвета 22AWG проводов.
- 20 x 684ZZ подшипников.
Вам понадобятся:
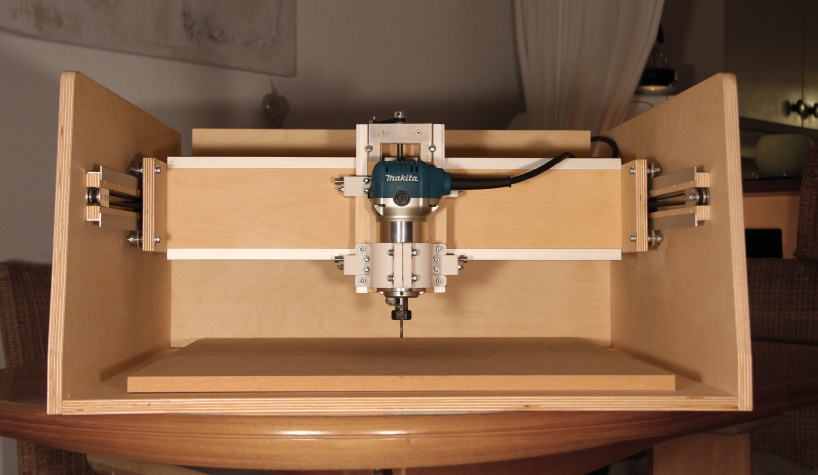
- 1x фрезер, я использовал Makita RT0700C.
- 1x Arduino uno.
- Биты для роутера.
Шаг 2: Деревянные планки
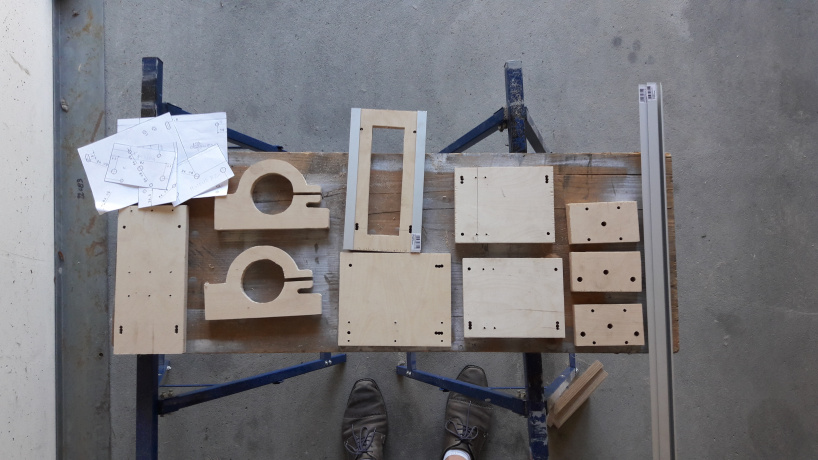



Поскольку почти все доски квадратные, я пошел в магазин DIY и попросил деревянные доски с правильными размерами для маленьких планок. Те, что побольше, я сделал сам с помощью лобзика, но заказ непосредственно в магазине DIY дает лучшие результаты.
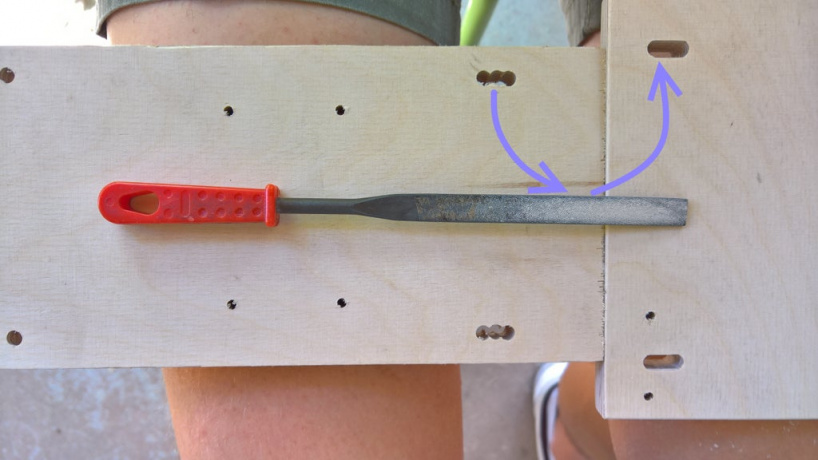
Я рекомендую вам быть особенно точным с деревянной планкой для оси X и отверстий. Как вы увидите, некоторые доски имеют продолговатые (длинные отверстия). Они предназначены для регулировки положения подшипников во время сборки. Я сделал их, просверлив несколько отверстий, а затем зашлифовал с помощью напильника, как показано здесь:
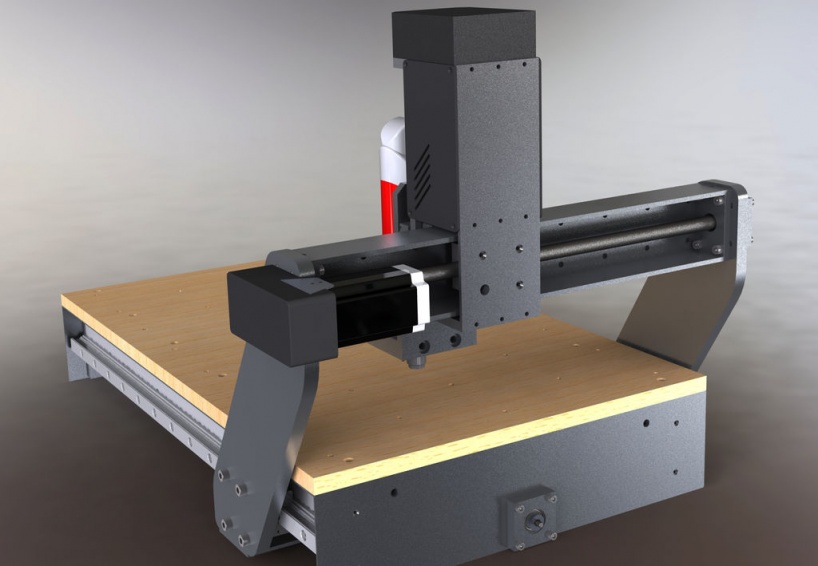
Шаг 3: Корпус и ось Y

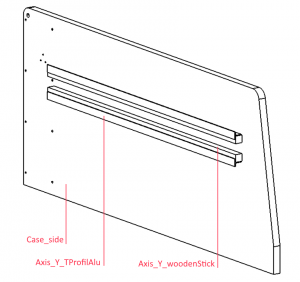
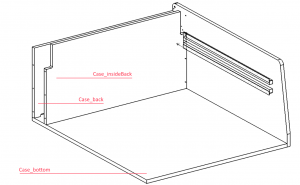
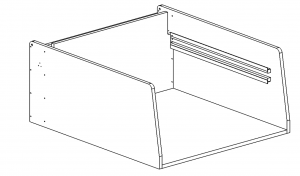
Я рекомендую вам уделить особенное внимание точности сборки направляющей оси X. Она должна быть как можно более горизонтальной с равным расстоянием между винтами по всей длине направляющей. Я рекомендую использовать от 6 до 10 винтов между дном корпуса и боковой стороной корпуса. И 3-4 винта между боковой стороной корпуса и внутренней стороной корпуса и задней стороной.
Примечание: на схемах с внутренней части корпуса указана высота направляющих.
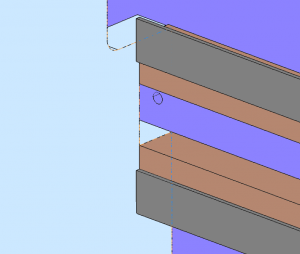
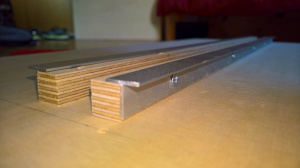
Шаг 4: Ось X
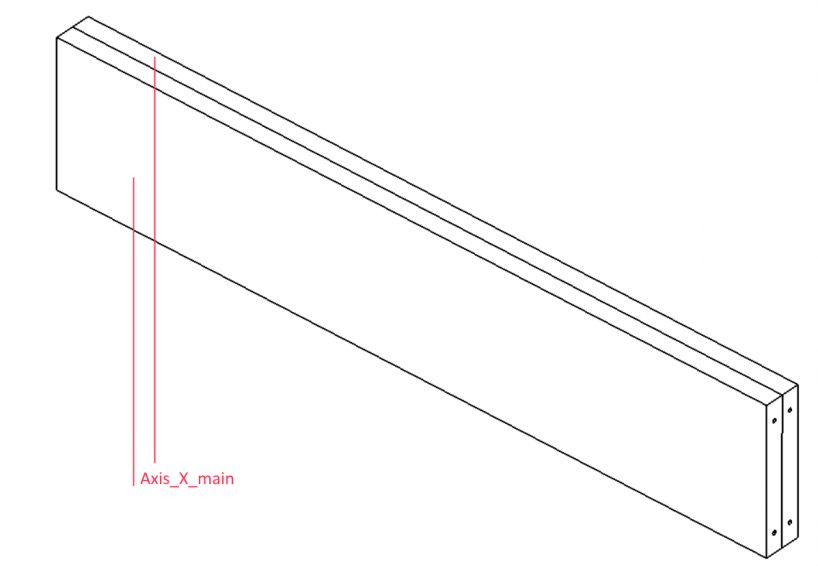
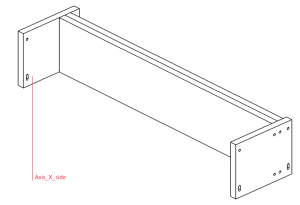
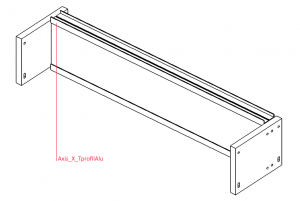
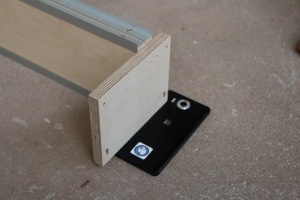







Еще больше винтов! Я рекомендую использовать 6 винтов по дереву между двумя Axis_X_main. 6 для каждой оси Axis_X_TProfilAlu и 4 для каждой оси Axis_side. Начните со сборки деревянных деталей, а затем алюминиевых профилей.
Шаг 5: Ось Z
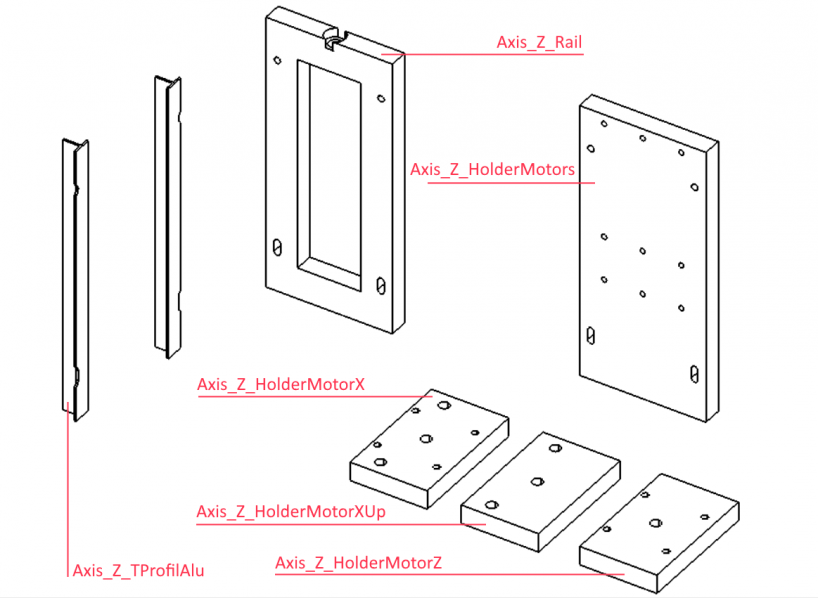

Большой подшипник рядом с двигателем будет использоваться для зубчатого ремня вдоль оси X. Когда вы будете прикручивать Axis_Z_TProfilAlu к Axis_Z_Rail, убедитесь, что винт не выступает над поверхностью, иначе подшипник будет касаться их.
Для монтажа опоры фрезера используйте напечатанные 3D детали.
С держателем для фрезера они стыкуются следующим образом: (по возможности сверлите отверстия с напечатанными 3d-деталями на месте).
Читайте также: