Устройство гильотины по металлу
Обновлено: 08.07.2024
В процессе механической металлообработки, при изготовлении различных заготовок достаточно часть приходится выполнять такую операцию, как раскрой металлических листов. Наиболее выгодным решением, позволяющим обеспечить оптимальные параметры реза являются ручные гильотинные ножницы. Металлорежущий станок прост и надежен, максимально эффективен и недорог. Гильотина позволяет выполнять процесс резки и рубки легко и быстро, разделять стальные заготовки, а также листовые материалы из алюминия, нержавейки и других видов цветных сплавов.
Предназначение
Станок для резки позволяет раскраивать заготовки толщиной до 35 мм. Однако каждый вид имеет свои технические параметры. Ручная гильотина способна разрезать металл толщиной до 3 мм. Рез на станках может выполняться в разных направлениях.
На оборудовании обрабатывают заготовки листового профиля, а также круглого, углового и квадратного сечения. Особенностью при работе на данных станках считается точность, предотвращение возможных дефектов, а также сохранение лакокрасочного покрытия на металлических поверхностях.
Виды гильотинных ножниц
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Устройство и принцип работы
Гильотина для металла имеет следующее устройство:
- станина основания представляет собой две тумбы скрепленных между собой траверсой, а также соединительных балок;
- рабочий стол фиксируется на траверсе, он служит для установки обрабатываемой заготовки на поверхности;
- верхнее лезвие крепится на подвижной балке, а нижнее во время работы остается без движения;
- рабочий стол имеет дополнительные элементы для выравнивания материала и его прижима, а также механизм при помощи которого настраивается глубина реза.
Станки большой мощности оснащаются предохранительным устройством, при увеличении нагрузки происходит срез шпильки, в результате подвижная часть прекращает движение. В некоторых ножницах снизу устанавливают поддон для сбора обрезков металла. При использовании гильотины с приводом от электродвигателя на траверсу устанавливают редукторный узел.
Принцип работы оборудования основан на первичном подъеме лезвия и последующем его ускоренном спуске к заготовке, происходит разделение деталей. При работе на станке соблюдают следующий алгоритм:
- на поверхности рабочего стола располагают материал для нарезки;
- заготовку выравнивают по упорам, закрепляют, а затем настраивают глубину опускания режущего лезвия;
- прижимной механизм обеспечивает высокую точность, а также предотвращает смещение детали;
- при включении привода происходит передача момента на траверсу, она начинает движение;
- после реза разделенные элементы металла поступают в сторону оператора, либо в накопительный лоток;
- достигая верхнего положения траверса, перекрывает датчик и происходит отключение двигателя.
Для блокировки верхних и нижних точек применяются концевые выключатели. Их устанавливают на станине, при помощи данных устройств отключается и включается электродвигатель станка
Применение электромеханической гильотины для резки металла
Электрические гильотинные ножницы (гильотины) целесообразно купить и использовать на крупных металлообрабатывающих предприятиях, базах хранения металлопроката и в других организациях, где ведется достаточно активная обработка листового металла, стального, цветного проката, а также пластика, органического стекла, реже — картонных изделий.
Основная особенность, характерная при использовании электрических гильотинных ножниц – необходимость подключения к трехфазной электрической сети. Соответственно, руководитель вынужден будет принять все необходимые меры по вводу электроустановки в эксплуатацию, соблюдению требований по охране труда, ПУЭ и т.п.
Технические характеристики
Гильотина механическая имеет следующие технические характеристики:
- форма и вид материала, который можно обрабатывать ножницами по металлу;
- общее число операций, выполняемых на оборудовании;
- величина нагрузки, с которой лезвие действует на металл;
- размерные показатели заготовки;
- максимальная толщина металлической детали;
- количество резов за минуту времени;
- разновидность режущих лезвий;
- номинальная мощность и напряжение питания электродвигателя;
- тип редуктора для преобразования движения.
Как выгодно купить ножницы гильотинные электрические
В ООО Станко наряду с другими востребованными видами оборудования возможно купить электрическую гильотину для металла по выгодной цене. Каждому заказчику предоставляется возможность внимательно ознакомиться с имеющимися в продаже образцами, изучить технические характеристики, параметры и сделать оптимальный выбор в соотношении цены и качества.
Большая часть электрических гильотин для резки, представленные в каталоге есть в наличии, что позволяет выполнить заказ в кратчайшие сроки. Компания обеспечивает аккуратную, оперативную и недорогую доставку оборудования по указанному клиентом адресу.
Разновидности
При нарезке металлических заготовок применяют материал разной формы и толщины. Для повышения производительности операции применяют станки следующих видов:
- Ножницы гильотинные ручные. Данный вид оборудования используется в промышленности, с их помощью оператор может нарезать оргстекло, листовой металл, картон, пластмассу.
- Ножницы гильотинные гидравлические. С их помощью добиваются высокой точности разреза, при этом обрабатывается металл максимальной толщины. Привод производится за счет работы системы гидравлики, заготовка крепится при помощи прижимных цилиндров. Зазор между рабочим столом и лезвием устанавливается вручную металлической линейкой.
- Ножницы гильотинные механические считаются надежными установками. При эксплуатации потребляется низкий уровень электроэнергии. Процесс резки происходит при движении вала от приводного двигателя.
- Электромеханическое оборудование имеет повышенный КПД. Управление механизмом происходит встроенным блоком ЧПУ.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Принцип выбора
При покупке механической гильотины учитываются факторы:
- стоимость станка;
- кем изготовлено оборудование;
- уровень надежности;
- наличие хороших отзывов в сети;
- гильотина для резки должна быть изготовлена из качественных комплектующих;
- сервисное и гарантийное обслуживание.
Преимущества и недостатки
Преимущества гильотинных ножниц по металлу:
- простота резки;
- снижение затрат энергии при эксплуатации механических гильотин;
- резка происходит без стружки и опилок, снижаются отходы производства;
- заготовка после обработки имеет ровный край без щербления;
- точность раскроя;
- высокая производительность гидравлической гильотины;
- управление и контроль операции резки при помощи ЧПУ.
Производители и стоимость
Гильотина для резки изготавливается в России, Китае, Турции. При выборе оборудования необходимо учитывать производительность и размерные характеристики станка. Цена ручной гильотины для резки металла — от 5000 рублей. Стоимость сложного оборудования — от 500000 рублей.
Ручные гильотинные ножницы для резки листового металла от Авангард
ООО «Станкоцентр АВАНГАРД» предоставляет лучшие условия каждому желающему для подбора механических гильотинных ножниц для резки цена, на которую наиболее выгодная и доступная. В специальном разделе каталога вы можете ознакомиться и купить различные типы механических гильотинных ножниц для рубки листового материала, отличающихся по внешнему виду и ряду параметров. Все подробные тех. параметры и характеристики металлорежущего оборудования присутствуют в карточках товара, что позволяет более подробно ознакомиться с тем или иным станком перед его покупкой.
Изготовление своими руками
Конструкция, изготовленная своими руками, способна раскроить листовой металл толщиной до 3 мм.
Сборка ручной гильотины по металлу:
- Определяется размер конструкции, чертится схема.
- Рассчитываются усилия, которые будут испытывать разные участки установки.
- После на принтере распечатывают детали и собирают макет будущего ручного станка.
- Подбор материала для изготовления ножниц. Распечатанные элементы выступают в роли примера для металлических заготовок.
- При помощи абразивных материалов деталям придается аналогичная форма.
- Ручная гильотина состоит из пары ушей, рукояти, станины и держателя.
- На тело устанавливаются два уголка с зазором.
- Рукоятка крепится к телу при помощи пары ушей.
- В качестве лезвий могут применяться старые напильники, их обрабатывают согласно размерам удерживающих механизмов.
- Затачивание ножей производят после крепления.
- Изготовленный механизм устанавливают на рабочую поверхность верстака.
Электромеханические ножницы
Эта разновидность гильотинных станков является не менее востребованной, чем гидравлические. Обладают они столь же высоким уровнем производительности, который может достигать 60 ходов ножа за минуту, правда, рабочий процесс является более шумным. Всему виной кривошипный механизм привода, из-за которого нож быстро перемещается в нижнее положение и оказывает ударное воздействие на заготовку.
Электромеханические станки преимущественно используют на производствах, где необходимо обеспечить высокую производительность и точность резки прямолинейных заготовок большого размера и толщины. В то же время эти машины часто применяются для раскроя металла и в частных мастерских, занимающихся мелкосерийным и кустарным производством.
Для осуществления рабочего процесса к верхней балке с ножом подключён кривошипно-шатунный механизм, соединенный с валом отбора мощности, работающий от электродвигателя, запускаемого при помощи нажатия педали или кнопки. В момент начала работы крутящий момент от эксцентрика передается на оба конца ножевой балки, вследствие чего каждое лезвие оказывает на заготовку воздействие равной силы, обеспечивая равномерный разрез. После каждого оборота вала балка возвращается в исходное верхнее положение, после чего заготовка перемещается в рабочую зону для выполнения следующего реза.
Используемые в конструкции электромеханической гильотины с ЧПУ рабочие элементы делают из нее одну из самых точных и производительных машин для раскроя и рубки металла. Превосходство над гидравлическими моделями им обеспечивает не только более низкая цена, но и надежная кинематическая схема и простота в эксплуатации. Любой специалист, обладающий слесарной квалификацией, способен в условиях частной мастерской или небольшого производства изготовить своими руками высокопроизводительный гильотинный станок с электрическим приводом.
Эксплуатация
При работе на гильотине для рубки металла необходимо соблюдать меры предосторожности:
- оператору следует надеть спецодежду и обувь, рекомендуется спрятать свисающие предметы;
- установить защитные ограждения, не убирать, а также не проводить их замену до окончания процесса резки металла;
- при неисправности запрещается запускать ножницы, необходимо сообщить специалисту;
- при наличии грязи ее следует устранить;
- рабочие поверхности освобождают от посторонних предметов;
- зона резки оснащается соответствующим освещением.
Производители не рекомендуют превышать номинальные нагрузки на элементы гильотины. Материал перед обработкой необходимо закреплять. По окончании процесса раскроя узлы протирают и убирают от загрязнений, станок отключают.
Резка металла гильотиной

Для продольного или поперечного разделения листового металла на части используется технология рубки металла на гильотинных ножах. Иногда станок, выполняющий такие операции, называют гильотинными ножницами, так как в конструкции оборудования применяется два ножа, верхний и нижний.
Начало работы на гильотине

Принципиальное устройство гильотины по металлу максимально простое и состоит из станины, подвижной балки с траверсой, упоров, пресса, линейки для разметки заготовок, системы гидравлических либо пневматических цилиндров, или электротехнического навесного оборудования, если это электромеханическая гильотина.
Ручной станок оборудуется рычажным механизмом прижатия балки.
Необходимо провести следующие операции перед началом работы на гильотине:
До включения питания произвести внешний осмотр оборудования на предмет неисправности.
В случае обнаружения поломок вызвать мастера для их устранения.
Проверить уровень технических жидкостей, при необходимости долить или заменить масло на новое.
Произвести шприцевание шарнирных элементов станка.
Убрать с рабочего стола любые предметы, которые не будут участвовать в рубке.
Убедиться в том, что между ножами нет посторонних предметов.
Настройка оборудования

Если это станок с ЧПУ, правильная настройка оборудования занимает считанные секунды. Так, перед началом рубки металла на гильотинных ножницах оператор выставляет зазор между ножами, который должен быть выше плоскости заготовки минимум на два миллиметра. Далее регулируется точное расстояние до опоры с помощью ручной или гидравлической линейки, что позволяет создать контролируемую рубку листового металла заданной ширины. Угол атаки верхнего режущего ножа определяется из специальной таблицы и должен выставляться для резки соответствующей марки и толщины металла на гильотине.
Для обработки листового металла толщиной до полутора миллиметров можно применять ручные гильотины. Важно правильно настраивать расположение станка по горизонту на поверхности пола, который должен быть идеально ровным. При необходимости следует закрепить основание гильотины анкерными болтами. Если есть такая техническая возможность, настраивается ширина рубки листового металла от конца левого края заготовки. Для этого на лист опускается не весь нож целиком, а только несколько его секций, что позволяет вырезать сложные заготовки, расходуя меньшее количество отходов.
Важной частью настройки обработки листового металла на гильотинных ножницах является заточка верхнего ножа. О необходимости проведения заточки можно узнать по состоянию торцевой части среза. Образующийся на нижней кромке металла грат говорит о том, что пришло время точить ножи.
Техника безопасности

Рубка металла – это простой, но опасный вид производственной деятельности, поэтому помимо инструктирования по эксплуатации оператор гильотины обязан соблюдать элементарную технику безопасности согласно установленным нормам:
так, например, во время резки из рабочей зоны могут вылетать мелкие металлические частицы, поэтому правильно будет производить все операции в специальных очках;
следует работать в спецодежде с применением защитных рукавиц, работать в вязаных перчатках не рекомендуется;
перед работой необходимо проверить работу зажимов, иначе в случае их неисправности заготовка может сыграть и травмировать резчика;
не допускается нахождение в рабочей зоне посторонних людей, не участвующих в процессе рубки;
оператору станка запрещается самостоятельно снимать защитные ограждения, если это необходимо, нужно обратиться к мастеру цеха;
также запрещается производить какие-либо действия по обслуживанию станка, например, снятие ножей для заточки, на работающем оборудовании.
Правильно будет стоять перпендикулярно плоскости листа на некотором расстоянии от стола, это самое безопасное положение для рабочего. Наклоны вперёд, выпад рук для регулировки заготовки, попытки убрать посторонние предметы на включённом станке могут привести к производственной травме.
Заключение
Гильотинные ножницы – это популярный и относительно недорогой вид станкового оборудования, который позволяет без теплового воздействия вырезать заготовки нужного размера из листов толщиной от 0,2 до 20 и более миллиметров.
Важно! Полученный срез не требует последующей обработки и может иметь только один вид брака, если затупится верхний нож.
Правильная работа на станке подразумевает под собой знание резчиком принципиального устройства станка, умение определять неисправности, строгое соблюдение инструкции по эксплуатации и техники безопасности.
Соблюдая все предписанные правила работы на гильотине, можно достичь высокого объёма производства, минимизировать брак и снизить производственный травматизм до нуля.
Принцип работы и устройство гильотинных ножниц
Ни одно металлообрабатывающее производство, работающее с листовым прокатом (включая ремонтные мастерские), не может обойтись без заготовительного оборудования, к числу которого относится и гильотина по металлу. Такую технику называют ножницами гильотинного типа потому, что, с целью снижения усилия резки, подвижная часть инструмента имеет определённый угол наклона режущей кромки.
Это позволяет проводить резку с постепенным внедрением ножа в металл, что снижает технологическое усилие. Если такие операции эпизодичны, а исходные заготовки имеют небольшие размеры, то работа гильотинных ножниц может осуществляться и вручную.
Однако физическое усилие, которое может развить резчик, ограничивает разделку стального листа прочностью до 500 МПа (именно такое значение считается показателем выбора) и с размерами поперечного сечения не более 1,5×1500 мм. В противном случае удобство применения данных устройств резко снижается. Поэтому для работы гильотинных ножниц часто используют механический или гидравлический привод.

Общий вид приводных листовых ножниц с наклонным ножом
Классификация
Основные классификационные признаки:
По типу привода. Работа ручных агрегатов основана на эксцентриковом или рычажном приводе. При наличии управляющего двигателя агрегаты могут иметь гидравлический или электромеханический привод.
По конструкции силового узла. Возвратно-поступательное перемещение ножевой балки может осуществляться от кривошипно-шатунного механизма или от силового гидроцилиндра.
По наличию средств механизации подачи листа – с рольгангом или без него. Рольганг необходим оборудованию, которое действует либо в составе поточных раскройно-заготовительных комплексов, либо для ножниц, разрезающих лист толщиной от 4 мм и шириной более 2500 мм.
Гильотинные ножницы могут оснащаться системами ЧПУ или работать от ручной системы управления. Особенность оборудования без подающих устройств - педальное включение привода, поскольку руки рабочего должны удерживать листу. Рольганг позволяет использовать кнопочный пульт.

Основные элементы конструкции приводных листовых ножниц: 1 – Электродвигатель; 2 – Станина; 3 – Исполнительный механизм; 4 – Регулировочные монтажные шайбы; 5 – Направляющие линейки; 6 – Педаль управления; 7 – Стол с неподвижным ножом; 8 – Ножевая балка с подвижным ножом.
Принцип действия
Принцип работы гильотинных ножниц следующий:
- при включённом двигателе исполнительный механизм перемещения ножевой балки заблокирован тормозом (дисковым или ленточным). Материал укладывается по направляющим линейкам на стол и вводится в зазор между рабочей поверхностью стола и ножевой балкой, прижимаясь к заднему или переднему упорам;
- после фиксации листа в необходимом положении включается муфта, соединяя исполнительный механизм с электродвигателем;
- совершается движение ножевой балки, которая по завершении реза поднимается вверх. Момент подъёма балки регулируется при помощи командоаппарата, смонтированного на главном валу;
- отрезанная полоса скользит по наклонной поверхности заднего упора и падает в тележку или тару для нарезанных полос. При перемещении ножевой балки в крайнее верхнее положение пневматические муфты отключаются, а тормоза включаются;
- рабочий продвигает лист до касания с задним упором, после чего цикл резки можно повторить.
Все конструкции снабжаются откидной защитной решёткой, назначение которой – повысить безопасность работ.

Как избежать дефектов резки листового металла?
Наладка агрегатов является весьма ответственной операцией, поскольку от квалификации наладчика зависит состояние режущих кромок ножей, качество поверхности среза и коэффициент использования металла. Угол наклона подвижного инструмента обычно находится в диапазоне 1,5-5 0 (меньшие значения соответствуют тонким заготовкам). Но даже такие углы способствуют возникновению поперечного сдвигающего усилия, которое стремится вытолкнуть лист из зоны действия ножей. Для предотвращения этого все типоразмеры ножниц (даже с ручным приводом) оснащают узлами прижима.
Все основные факторы, определяющие качество реза, представлены на рисунке ниже. При заточке верхнего ножа с небольшим скосом (до 2-3 0 ) усилие реза снижается, но одновременно снижается и стойкость инструмента. Поэтому такой приём допускается тогда, когда ножи изготавливают из высокостойкой инструментальной стали, содержащей повышенный процент хрома (9ХС или Х12М). Ножи из обычной углеродистой стали, например, У8 или У10, рекомендуется устанавливать без скоса. Инструкция по работе позволяет использовать один и тот же изношенный нож ещё раз, для чего следует повернуть его в ножевой балке противоположной стороной.
При неточной наладке заднего упора Г параллельность отрезанных кромок снижается, поэтому не всегда удаётся обеспечить максимальный выход нарезанных полос из листа. Этому способствует также нерегулярная очистка рабочей поверхности заднего упора.
Оптимальное значение рабочего зазора Б между ножами устанавливается в зависимости от толщины разрезаемого металла и показателей, определяющих его пластические характеристики. Обычный диапазон зазоров составляет 2-3 % от толщины. Меньшие значения соответствуют менее пластичным материалам, поскольку при низкой твёрдости металл начинает втягиваться в зазор, образуя заусенец.
Для низкоуглеродистой стали принцип выбора зазора между режущими кромками следующий: 0,06 мм на каждый мм толщины листа до 10 мм и 0,04 мм на каждый мм – если толщина листа превышает 10 мм.
Рабочая поверхность неподвижного ножа Е должна быть перпендикулярной оси перемещения ножевой балки, а усилие прижима Ж – равномерным. Эти настройки либо выставляются на заводе-изготовителе, либо указываются в инструкции.

Устройство зоны реза: А – положение подвижного ножа; Б – зазор между подвижным и неподвижным ножами; В – угол скоса режущей кромки подвижного ножа; Г – задний упор; Д – угол зазора между направляющими и подвижным ножом (обычно не превышает 1,5 0 ); Е – неподвижный нож; Ж – гидравлический прижим листа к столу.
Основные дефекты поверхности среза:
скручивание полосы вдоль её длины. Возникает, если ширина полосы менее 10 мм, при высокой скорости резки или при увеличенном, против рекомендуемого, угле В;
изгиб листа в плоскости реза. Часто наблюдается для холоднокатаного материала, в котором остаются остаточные напряжения. Чтобы избежать такого дефекта, достаточно уменьшить угол Д и использовать резку листа вдоль направления прокатки;
искривление листа по краям полосы. Наблюдается при плохо отрегулированном заднем упоре или при недостаточно плотном прижиме к нему отрезанной поверхности металла;
дефекты кромки. Чаще всего происходят из-за затупления ножей, если их твёрдость недостаточна (менее 60-62 HRC).
На поверхности реза стальных заготовок с пределом прочности до 450-500 МПа, наблюдаются зоны раздела, показанные ниже.
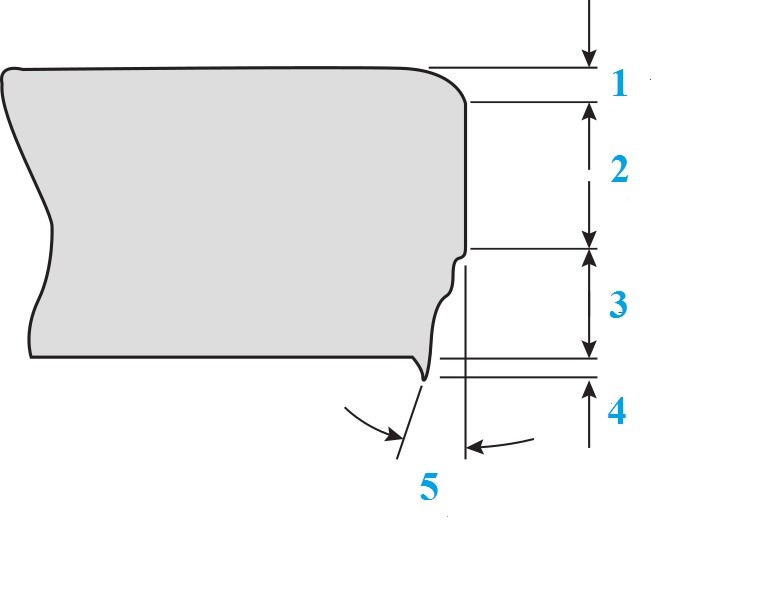
Зоны поверхности среза: 1 – верхняя утяжина; 2 – зона среза; 3 – зона скалывания; 4 – нижняя утяжина; 5 – заусенец.
Верхняя утяжина 1 образуется в момент, когда давление на ножевой балке превышает предел текучести металла, но не достигает значений его прочности. Уменьшить протяжённость этой зоны можно путём повышения скорости резки, что возможно лишь для агрегатов с ручным приводом.
Высота зоны среза 2 определяется пластичностью металла и остротой режущей кромки ножей. Чем она больше, тем выше качество резки.
Зона скалывания возникает в момент хрупкого разрушения, её протяжённость выше для менее пластичных материалов. Более удачного перераспределения длины зон 2 и 3 можно добиться, если устанавливать зазор между ножами на минимально рекомендуемом уровне, как предписывает руководство.
Нижняя утяжина 4 образуется при затуплении нижнего ножа. Чаще встречается у металлов с повышенной пластичностью. Соответственно появление заусенца 5 связано в превышением значений допустимого зазора между ножами. Эти параметры более сказываются на последующих операциях штамповки листового металла, особенно, если надо работать в автоматическом режиме.
Для ножниц, действующих в составе автоматизированных линий, рекомендуется применять автоматизированные столы и рольганги.

Механический рольганг для подачи листового металла в зону резки.
Выводы
Выбор типоразмера листовых ножниц следует проводить с учётом:
прочностных и пластических характеристик разрезаемого материала;
Наладку и техническое обслуживание ведут при соблюдении всех требований производителей. Обилие на отечественном рынке китайских моделей ножниц указывает на приемлемость цены.
Гильотинные ножницы по металлу: виды и назначение
При изготовлении различных металлических конструкций и изделий часто приходится выполнять такую операцию, как раскрой металла. Причём для получения заготовок, соответствующих заранее рассчитанным параметрам, необходимо использовать специализированный инструмент, в качестве которого выступают гильотинные ножницы. С его помощью можно довольно точно и качественно разрезать заготовки из различных материалов — цветных металлов и их сплавов, а также стали.
- Назначение и конструкция
- Принцип действия
- Виды ножниц Ручные ножницы
- Гидравлические ножницы
- Пневматические
- Механические станки
- Электромеханическая гильотина
Общие характеристики
Современные гильотинные ножницы обладают различными техническими характеристиками, которые обязательно должны учитывать специалисты промышленных предприятий, а также владельцы частных мастерских, занимающиеся изготовлением изделий и конструкций из металлопроката. Среди них наиболее важными параметрами являются:
- количество выполняемых операций;
- размер обрабатываемого листа;
- ассортимент проката, который может обрабатывать конкретный станок;
- предельно допустимая толщина срезаемого металла;
- производительность;
- тип ножей;
- мощность;
- тип привода.
Виды станков
В зависимости от типа привода станка выделяют следующие виды ножниц:
- ручные;
- пневматические;
- гидравлические;
- электромеханические.
Принцип работы
Раскрой металла с использованием гильотинных ножниц осуществляется за счёт воздействия на металлическую заготовку большой силой давления и острым краем лезвия, действующего по принципу обычных ножниц. Во время рабочего процесса два лезвия режущего устройства сводятся друг к другу. После того как лист или прокат металла будет зафиксирован, они сдвигают его соседние слои, а затем совершают разрез при помощи острого лезвия.
Процесс резки металлической заготовки с использованием гильотинного станка состоит из двух операций — резки и ломания.
При использовании качественного станка для раскроя металла количество образуемого металлического лома получается очень небольшим и не превышает 10%.
Одновременно с этим рез приобретает ровную кромку, не требуя дополнительной обработки. При разрезе заготовки затупленным режущим устройством или неверно выставленном зазоре соотношение реза и лома изменяется. Как следствие, это приводит к появлению на нижней кромке острого выступа, называемого гратом — признака низкого качества резки.
Существует много видов режущего оборудования гильотинного типа. Есть небольшие ручные механизмы и огромные станки, способные резать лист толщиной более 20 мм. Все стационарные гильотинные ножницы можно разделить по типу привода на три основных вида:
- пневматические;
- электромеханические;
- гидравлические.
Все они развивают достаточно большое усилие при резке металла, но самые мощные имеют гидравлический привод. Он способен создать давление, превышающее 400 МПа (4000 кг/см 2 ) и обеспечивает холодную резку металла толщиной до 60 мм при ширине листа 3 м. Кроме этого, у пневматических и электромеханических машин движение режущего ножа выполняется довольно резко. В результате, происходит удар и качество кромки при большой толщине листа хуже, чем у гидравлических устройств, где нож опускается плавно.

Важной особенностью режущего станка с гидравлическим приводом является отсутствие шума при работе. Это обеспечивается благодаря плавному ходу режущего инструмента, а также отсутствию электропривода и воздушных сбросных клапанов, которые устанавливаются на устройствах другого типа.
Принцип работы
Механизм работы гильотинных ножниц очень прост. Сама режущая конструкция состоит из двух частей, из которых нижняя находится в неподвижном состоянии и жёстко закреплена на станине, а верхняя — перемещается в вертикальном направлении с помощью различного вида приводов.

Такой принцип разрезание металла получил своё название в честь гильотины, которая использовалась во Франции в конце XVIII века для отсечения головы приговорённым к смертной казни преступникам.
Основное отличие от европейского орудия казни и станка для обработки металла, заключается в том, что верхнее рабочее лезвие опускается на металлическую плоскость не только под силой собственного веса, но обязательно усиливается электрическим или гидравлическим приводом. Самые простые конструкции разрезающего устройства приводятся в движения с помощью мускульной силы человека.
Конструкция и принцип действия
Электромеханическая гильотина чаще всего встречается на производствах. Она состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
Промышленные исполнения станков для резки листового проката с механическим приводом работают в такой последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определенную ширину реза. Ножевая балка находится в крайнем верхнем положении, электродвигатель и маховик с приемным валом вращаются, но балка неподвижна, поскольку включен тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым выставляется необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц тормоз разблокируется с одновременным включением муфты, которая соединяет главный вал с приемным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортера перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами — педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие в том, что шатуны у таких станков — не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой — до 1,5-2 мм толщины.



Устройство и виды гильотинных ножниц — точных станков для резки листового металла
Гильотинные ножницы являются незаменимым оборудованием в цеху любого предприятия, занимающегося производством каких-либо деталей из листового металла. Эти станки предназначены для высокоточной резки металлических листов определенной толщины. И чем мощнее станок, тем более толстые листы на нем можно резать. К примеру, гильотинные ножницы с гидравлическим приводом способны разрубить листовой металл толщиной более 3 сантиметров. Причем и точность резки, и производительность работы у таких станков гораздо выше, чем у дорогостоящего плазменного оборудования.
Устройство гильотинных ножниц для металла
Свое название гильотинные ножницы получили по той причине, что они работают по схожему принципу с придуманной во время Великой французской революции гильотиной. Резка металла на таком станке осуществляется резаком, что под большим давлением опускается на лист. Сама конструкция гильотинных ножниц достаточно проста, и основными функциональными элементами таких станков являются:
- Станина с подвижным (подающим) столом
- Нижний резак, закрепленный на станине неподвижно
- Балка с верхним резаком
- Прижимное устройство
- Ограничитель
- Градуированный упор
- Привод, приводящий в движение подающий стол и балку с резаком.
Типы гильотинных ножниц
В зависимости от того, какой вид привода используется на станке, все гильотинные ножницы подразделяются на 4 типа: ручные (механические), пневматические, электрические и гидравлические. У каждого из этих видов станков есть свои особенности эксплуатации и преимущества.
Также современные гильотины для резки металла оснащаются ЧПУ – пультом управления, максимально автоматизирующим работу станка.
Надежные современные гильотинные ножницы от производителя
Заказать гильотинные ножницы для небольшой мастерской или для промышленного цеха можно на сайте, по телефону или в любом из региональных представительств СК «Станкоснаб». Так как компания является производителем оборудования, она гарантирует своим покупателям такие преимущества:
- Лояльные цены на станки
- Официальная гарантия и гарантийное обслуживание оборудования
- Помощь в доставке, установке и настройке станков
- Дополнительная комплектация станков теми ли иными функциональными элементами по желанию заказчика.
Пневматические гильотины
Промышленное оборудование гильотинного типа для резки металла, оснащенное приводом, работающим от сжатого воздуха, является более производительным, чем гидравлические станки, и практически не отличается по этому параметру от электромеханических версий. Для запуска режущего элемента в этих машинах используется компрессор или центральная магистраль со сжатым воздухом. Чаще всего станки с пневматическим приводом можно встретить на крупных металлообрабатывающих предприятиях, занимающихся изготовлением крупносерийных деталей.
Объединяет эти установки с гидравлическими и электрическими машинами то, что они также относятся к стационарному типу оборудования. В их конструкции предусмотрены рабочие столы большой площади, выдвижные контейнеры для сбора готовых изделий и автоматизированное устройство подачи заготовки. Во многих моделях пневматических станков также имеется ЧПУ. За счет увеличения скорости обработки металла при использовании пневматического привода в сочетании с электронным управлением повышается производительность и одновременно точность обработки заготовок.
Электромеханические гильотинные ножницы

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Классификация оборудования
Гильотинные ножницы различают по таким признакам:
- По виду привода. В промышленном производстве и при резке толстолистового проката более распространены приводные гильотины для металла. При этом управление может быть механическим и гидравлическим. В индивидуальной хозяйственной практике, а также в частных мастерских встречаются станки с ручным приводом.
- По выполнению основного исполнительного механизма. Электромеханическая гильотина часто оснащается кривошипно-шатунным механизмом, в то время, как ручные станки часто имеют рычажный механизм.
- По способу прижима заготовки к опорной поверхности стола. Гильотинные ножницы могут иметь механический (пружинный), либо гидравлический прижим.
- По способу управления выделяют ножницы для резки с неавтоматизированной подачей и удалением нарезанных полос, и автоматизированные комплексы на базе листовых ножниц, где все технологические операции ведутся без участия человека.
Несмотря на все конструктивные и технологические различия, общим у данных станков остаётся одно: угол наклона ножей, под которым они ведут резку. При нулевом угле наклона внедрение выполняется одновременно по всей ширине листа, что обуславливает высокие энергетические затраты, и становится главной причиной повышенной мощности привода. Поскольку сам график технологической операции разделения листового проката имеет пик усилия лишь в начале внедрения ножей, а потом стремительно падает, гораздо выгоднее обеспечить постепенное внедрение инструмента в заготовку. Усилие значительно снижается, а рабочее перемещение, хотя и увеличивается, но ненамного (из-за малых толщин обрабатываемых профилей проката). Поэтому ножи оборудования для резки листового профиля всегда выполняют наклонными. Угол наклона колеблется в пределах 1,5-3,5°; он подходит для более мощного оборудования. При резке более твёрдого изделия, например, нержавейки, зазоры уменьшают. Увеличение зазоров для пластичной низкоуглеродистой стали или меди ухудшают качество и точность разделения, поскольку разрезаемый материал втягивается в зазор между ножами, и образует заусенцы. Заусенцы являются также признаком затупления инструментов.
Согласно принятой в нашей стране классификации, гильотинные ножницы с механическим приводом имеют условное обозначение Н31, Н32, Н34 или Н33 (две последние цифры обозначения указывают на предельную толщину разрезаемого листового металла). Гидравлические ножницы имеют обозначение Н37. В практике встречается также маркировка приводных агрегатов для резки листового материала по его толщине и ширине. Типичным примером могут быть станки немецкого производства, обозначаемые, например, так: ScTR16×3150 (первая цифра – максимальная толщина, вторая – наибольшая ширина).
Ножницы гильотинные бывают гидравлические, электромеханические и ручные

Гильотинные ножницы механического вида применяются для прямой, поперечной или продольной резки материала.
В конструкцию любых гильотинных ножниц входят:
— одна сварная станина на которой установлены сама рабочая зона ножниц,
— один задний упор для точности процесса резания,
— стол имеющий неподвижные ножы и гидроцилиндры, в среднем длина стола у ножниц может доходить до 3200 мм.
Устройство и способ работы ножниц гильотинных
Станина ножниц, часто бывает сварная, состоит из левой и правой стойки, которые соединены между собой. Между стойками крепится стол имеющий возможность движения для регулировки зазора между подвижным и неподвижным ножом гильотины.
Подвижные ножи гильотинных ножниц прикрепляются к ножевому валу, которая приводится в движение с помощью рычажного механизма, которые через цапфы, установленные цилиндры в кронштейнах, прочно крепятся на станине. Ножевая балка гильотины при этом двигается вертикально по направляющим. Как привило, у гильотинных ножниц есть прижимная балка, которая фиксирует заготовку на столе, что очень удобно.
Приблизительные характеристики самых распространенных ножниц гильотинных привожу ниже.

Ножи для гильотины при изготовлении их на предприятии обязательно должны проходить специальную термическую обработку, для придания материалу ножниц повышенной прочности и твёрдости. У ножниц оснащенных гидравликой самое главное это чтобы они имели прочный и тяжелый корпус для достижения высокой точности резки. Ножи для агрегатов обычно состоят из метровых модулей, которые изготавливают из высокопрочной стали. Различают ножи для резки обычных металлов и особо прочных.
Ножи для гильотинных ножниц сложного геометрического профиля изготавливают на станках с числовым управлением, это позволяет достичь требуемых показателей точности и качества полученных изделий. Ножи для гильотин на заводах изготавливаются все по ГОСТа 25306-82

Назначение и конструкция
Гильотинные ножницы представляют собой разновидность промышленного оборудования, которое используется для нарезки металла. Этот инструмент позволяет производить раскрой металлических листов толщиной до 35 мм. Однако для каждого станка этот показатель будет отличаться и зависеть от типа и назначения оборудования для нарезания металлопроката. Эти станки позволяют выполнять раскрой металла в различных направлениях — по прямой, поперёк и продольно.
В конструкции этого инструмента можно выделить следующие основные элементы:
- Станина, которая может быть монолитной или изготовленной из сваренных листов.
- Два ножа.

Конструкция станины представлена двумя стойками, скрепленными между собой при помощи балки и траверс. На ней располагается жёстко зафиксированный рабочий стол, обеспечивающий условия для удобной подачи разрезаемого материала. Нижний нож располагается неподвижно, а верхний зафиксирован на подвижной балке. Стол в своем оснащении имеет удлинители и угольник для раскроя длинных листов, а также прижимной механизм. Среди других элементов у него присутствует градуированный упор, позволяющий выполнять серийную резку, а также устройство для ограничения глубины подачи изделий.
У мощных ножниц обязательно имеется предохранительный механизм. В случае повышенных нагрузок срезается специальная шпилька, после чего процесс раскроя прекращается. Есть специальные виды ножниц, у которых имеется возвратный поддон для сбора отходов после разрезания металла. Для инструмента с электроприводом на стойки устанавливают балку, чтобы можно было разместить двигатель-редуктор, соединенный с валом. Последний служит местом для тормозного барабана и двух кривошипов, соединенных при помощи шатуна и кронштейнов с траверсой, на которой находятся ножи.
С гильотиной человек познакомился много веков назад. Однако в те далекие времена она использовалась не в качестве устройства для раскроя металла, а для казни преступников. В современных разновидностях ножниц используется тот же принцип работы, что и в самом первом устройстве, у которого присутствовал один верхний нож. Для раскроя металла задействуется лезвие, которое вначале поднимают на определенную высоту, а затем резко опускают.

В механических ножницах, оснащенных электрическим приводом, используется несколько иной алгоритм. В их конструкции предусмотрено подающее устройство, через которое из разматывателя на стол поступает металлический лист. Далее заготовку выравнивают, ориентируясь на ограничитель для выбора глубины подачи и боковой упор. После этого ее жестко закрепляют с помощью прижимного механизма, выполненного в форме балки. Благодаря такой подготовке создаются условия для обеспечения достаточно высокой точности разрезания.
При запуске устройства двигатель редуктора передает крутящий момент на вал, который свою энергию направляет на шатуны и кривошипы, заставляя траверсу двигаться возвратно-поступательно. В результате движения траверсы верхний нож опускается и делает рез. Образующиеся после раскроя обрезки материала поступают в лоток, в сторону оператора, вперёд или назад — все зависит от варианта исполнения ножниц. Обработанные заготовки направляются в приёмник. После этого траверса поднимается и принимает изначальное верхнее положение. Сразу же на это реагирует датчик, по сигналу которого происходит отключение мотора-редуктора.
Функция контроля верхнего и нижнего расположения траверсы ножниц возложена на конечные выключатели. В верхней части она закреплена при помощи тормозного барабана, расположенного на валу. Резка металлического листа может осуществляться продольно или поперечно. Всё зависит от типа и расположения ножей. При поперечном раскрое нож делает только один рез за рабочий цикл, а при продольном таких резов совершается несколько, причём они всегда сопровождаются поступательным перемещением металлической заготовки по столу. Второй режим предназначен для раскроя рулонных материалов на полосы. Также его используют для получения заготовок из листов металла длиной более 2 м.

Совершать остро заточенный нож гильотинных ножниц движение вниз из верхней точки заставляет сила тяжести. При этом его перемещение происходит со значительным ускорением, поскольку он обладает достаточно большим весом, но в то же время его оказывается мало для сквозного прорезания прочного металла.
Нарушить целостность металлической заготовки только за счёт своего веса рубящему устройству не удается из-за того, что нож располагается на высоте с меньшей протяженностью разбега, чем в аналогичных первых устройствах прошлого тысячелетия. Чтобы режущее устройство могло перемещаться с необходимой скоростью, для него изготавливают специальную конструкцию, в которую устанавливают нож весом в несколько десятков килограмм.
Эти же причины объясняют, почему в гильотинных ножницах используется нижний неподвижный нож. Таким образом, современные гильотинные станки работают одновременно по принципу и обычных ножниц, и гильотины. Перед раскроем подготовленный материал укладывают на рабочем столе между нижним и верхним режущими лезвиями. Но из-за этого станок приобретает более сложную конструкцию, что сказывается на его себестоимости. Однако благодаря такому решению удается обеспечить более высокое качество и точность раскроя металлических листов.
Виды ножниц
Неслучайно сегодня производители предлагают для выполнения раскроя металлических заготовок два вида гильотинных ножниц:
- ручные;
- устройства с гидравлическим или электромеханическим приводом.

Ведь бывают ситуации, когда приходится иметь дело с материалом разной толщины, размеров и свойств. Поэтому, чтобы можно было разрезать металлическую заготовку максимально быстро и качественно, на рынке предлагается множество разных моделей станков, обладающих различными эксплуатационными возможностями.
Ножницы с электрическим приводом обладают максимальной мощностью и предназначены для серийного производства. В них в качестве элемента управления используется система ЧПУ или контроллер. Причём каждый из них в состоянии обеспечить высокое качество резки, однако более предпочтительными являются станки с ЧПУ, при использовании которых можно полностью автоматизировать рабочий процесс, и которые обладают более широким функционалом. Дополнительно станки по металлу отличаются между собой по стоимости, которая может изменяться в очень широких пределах. Если исходить из принципа работы рассматриваемых станков, то можно выделить 5 основных типов подобных устройств:
Ручные ножницы

Самый примитивный вариант оборудования для раскроя металлических заготовок. Этот тип устройств получил наибольшее распространение в промышленном производстве. С их помощью можно производить раскрой различных материалов — тонких металлических листов, оргстекла, пластмассы, плотного картона и резины.
Этот тип оборудования может работать без доступа к электропитанию, что избавляет от необходимости подведения дополнительных коммуникаций. За счёт этого ручными ножницами можно пользоваться в любом помещении. Это дополнительно сказывается и на стоимости производственных процессов, удешевляя их на порядок, чего невозможно добиться при использовании других видов гильотинных станков. Действия по раскрою металла в гильотинных ножницах по металлу ручных совершает механизм рычажно-пружинного действия.

Наиболее широко представлены на средних и крупных предприятиях. Обеспечивают высокую точность разреза, с их помощью можно производить раскрой металлических заготовок любой толщины. Действия ножом совершаются за счёт усилия, оказываемого гидравлическим приводом. Перед разрезанием лист фиксируется по всей длине при помощи прижимных гидравлических цилиндров, при этом зазор между верхним и нижним режущими лезвиями устанавливается механическим путем. Для обеспечения высокой точности реза используется высокоточная линейка, а также собственный вес конструкции станка.
Пневматические
Устройства этого типа работают по тому же принципу, что и гидравлические ножницы. Однако вместо рабочей жидкости здесь применяется сжатый воздух. Высокая точность резки достигается за счет использования задней встроенной линейки. С помощью этих устройств, в которых раскрой металла осуществляется за счет использования давления сжатого воздуха, можно нарезать заготовки большой толщины.
Механические станки

Отличаются высокой надежностью и качеством исполнения, с легкостью справляются с любыми поставленными перед ними задачами. Серьезным достоинством является низкий уровень электропотребления. Действия ножом по созданию реза в металле осуществляются при непосредственном участии карданного вала, на который передается крутящий момент от электромотора при помощи промежуточной муфты.
Электромеханическая гильотина
Среди существующих версий ножниц являются самыми продуктивными. Основанием для подобного утверждения является высокий уровень КПД и большая точность разрезания, расчёт которой выполняет встроенный компьютер.
Помимо этого, производители выпускают и комбинированные модели ножниц. Самая известная среди них, которая пользуется наибольшим спросом у потребителей — пневматические ножницы НА3214 с наклонным ножом. Их главными достоинствами является высокая надежность, простота в эксплуатации и ремонте. Позволяют производить высокоточный раскрой листовых материалов со следующими характеристиками:
Основным рабочим элементом, который заставляет двигаться лезвия, является кривошипный механизм. Для закрепления листа к поверхности рабочего стола используются пневматические цилиндры. Задний упор функционирует за счёт ручного механизма. Выбор зазора между верхним и нижним лезвиями осуществляется вручную. Этот тип станков можно использовать при низких температурах, при этом из-за отсутствия подтеков масла на рабочем месте всегда поддерживается идеальная чистота.

В условиях промышленного производства приходится выполнять множество разнообразных операций, обусловленных технологией изготовления металлоконструкций. Одной из распространенных является раскрой металла, для выполнения которого чаще всего используют гильотинные ножницы. Этот инструмент обладает высокой эффективностью и точностью, хотя это можно сказать только про отдельные версии этого оборудования. Ведь каждый случай обработки металлических заготовок требует использования правильно подобранного гильотинного станка.
Именно поэтому производители выпускают различные виды оборудования, чтобы из этого разнообразия можно было выбрать наиболее подходящий вариант с учетом особенностей и характеристик металлической заготовки, которую необходимо разрезать. И именно на эти параметры следует обращать внимание, выбирая самый высокопроизводительный и точный станок для раскроя металла.
Читайте также: