Устройство изоляции из металлических листов
Обновлено: 03.07.2024
7.4.10. При приемке работ производится осмотр фасада в целом и особенно тщательно мест примыканий, обрамлений углов и проемов окон, цоколя и парапета здания. Обнаруженные при осмотре дефекты устраняются до сдачи объекта в эксплуатацию.
7.4.11. Законченные монтажом конструкции каркаса, ветрогидрозащитной пленки и утеплителя следует принимать по захваткам или секциям.
7.4.12. При окончательной приемке смонтированных конструкций должна быть предъявлена документация, указанная в 3.23.
7.4.13. Предельные отклонения фактического положения конструкций фасадных систем от предусмотренного проектом не должны превышать значений, приведенных в таблице 7.3.
7.5. Каркасно-обшивные перегородки
7.5.1. Транспортирование и хранение листов обшивки необходимо производить в условиях, исключающих возможность их увлажнения, загрязнения и механических повреждений.
7.5.2. Температура в помещениях, где монтируют перегородки, должна быть не ниже 10 °C, влажность воздуха - не более 70%.
7.5.6. Предельные отклонения элементов перегородок от проектного положения не должны превышать величин, приведенных в таблице 7.4.
7.5.8. При приемке следует проверять устойчивость каркаса, надежность крепления листов обшивки, отсутствие у листов надрывов, повреждений, сбитых углов по длине грани, масляных пятен и загрязнений.
7.5.9. Законченные монтажом и подготовленные для отделки перегородки должны иметь не более двух неровностей глубиной или высотой 3 мм при накладывании правила или шаблона длиной 2 м; отклонение перегородки от вертикали - не более 2 мм на 1 м высоты и 10 мм на всю высоту помещения.
7.6. Стены из панелей типа "сэндвич" и полистовой сборки
7.6.1. Перед монтажом стеновых профилей и панелей следует проверить точность металлического каркаса: вертикальность, горизонтальность, плоскостность мест монтажа, шаг колонн. На существующих металлоконструкциях в местах контакта необходимо восстановить антикоррозионное лакокрасочное покрытие.
7.6.2. Монтаж стен и перегородок зданий из легких металлических панелей типа "сэндвич" и монопанелей вертикальной и горизонтальной разрезки, кассет следует вести преимущественно попанельно.
7.6.3. Установка лесов для монтажа стен производится в соответствии с инструкциями предприятий - изготовителей лесов. Для возможности монтажа сэндвич-панелей расстояние от лесов до плоскости крепления сэндвич-панелей на колоннах, прогонах, ригелях должно быть увеличено со 150 до 300 мм.
7.6.4. Леса допускаются к эксплуатации после приемки комиссией, назначенной руководителем строительной организации, и регистрируются в журнале учета по ГОСТ 26887. Леса следует эксплуатировать в соответствии с инструкцией предприятия-изготовителя и [11]. Техническое состояние лесов контролируется перед каждой сменой и периодическими осмотрами через каждые 10 дней. Результаты периодических осмотров отмечают в упомянутом журнале.
7.6.5. Строповку пакетов панелей допускается производить только за обвязки вертикально расположенными стропами.
7.6.6. Запрещается при монтаже панелей вертикальной разрезки строповка со стороны верхней кромки панели и подъем ее поворотом относительно противоположной кромки.
7.6.7. Уплотняющие прокладки в вертикальных и горизонтальных стыках сэндвич-панелей следует укладывать до установки панелей.
7.6.8. Укрупнительную сборку стен из легких панелей в карты необходимо выполнять на стендах в зоне действия основного монтажного крана.
Предельные отклонения карт должны быть указаны в проекте. При отсутствии таких указаний предельные отклонения по длине и ширине - +/- 6 мм, по разности размеров диагоналей - 15 мм.
7.6.9. Все накладки горизонтальных и вертикальных стыков, а также угловые элементы панелей должны быть поставлены на герметик для исключения попадания влаги внутрь стыка.
7.6.10. Для термоизоляции несущих профилей и каркаса панелей от облицовочных материалов используется терморазделяющая полоса из вспененного пенополиэтилена или из жесткой минеральной ваты толщиной 30 мм. Для заделки стыков между профилями применяется самоклеящаяся алюминиевая лента.
7.6.11. При монтаже стеновых конструкций на каркасе или стене здания отмечают расположение маячных точек крепления листовых профилей. Разметка точек выполняется в соответствии с рабочим проектом на устройство фасада.
Сначала определяют маячные линии разметки фасада - нижнюю горизонтальную линию точек установки и двух крайних по фасаду здания вертикальных линий. Крайние точки горизонтальной линии определяют с помощью нивелира и отмечают их несмываемой краской. По двум крайним точкам, используя лазерный уровень и рулетку, определяют и отмечают промежуточные точки установки сэндвич-профилей. Затем по крайним точкам горизонтальной линии определяют вертикальные линии. Несмываемой краской отмечают точки установки профилей на крайних вертикальных линиях.
7.6.12. Монтаж стен с горизонтальной разрезкой производится снизу вверх, поярусно. В местах примыкания стеновых конструкций к колоннам здания наклеивают уплотнитель. Монтаж стен с вертикальной газорезкой ведется слева направо.
7.6.13. Перед монтажом следующей панели в замок типа "паз" смонтированной панели наносится уплотняющий герметик для наружных работ, или герметизирующий бутилкаучуковый шнур диаметром 8 мм, или уплотнитель ТСП сечением 8 x 3 мм. Замок уплотняется с внутренней стороны стены.
7.6.14. Фасонные элементы - цокольные, угловые, обрамления проемов, нащельники и другие устанавливают внахлест с герметизацией стыка в соответствии с конструктивными решениями монтажных углов. Нахлест должен составлять для горизонтальных элементов не менее 50 мм, а для вертикальных - от 80 до 100 мм. Очередность монтажа должна быть такой, чтобы обеспечить герметичность оформляемых узлов. Установку фасонных элементов ведут обычно от низа (цоколя) здания до конька кровли. Подгонку фасонных элементов, их обрезку и подрезку производят при необходимости по месту. Фасонные элементы уплотняют герметиком для наружных работ по плоскостям примыкания к панелям. Пропуски и щели при этом не допускаются.
7.6.15. Фасонные элементы крепят к панелям с наружной стороны здания при помощи самонарезающих винтов 4,8 x 28 мм с ЭПДМ-прокладкой или комбинированных заклепок 3,2 x 8 мм. При необходимости крепления фасонных элементов непосредственно к металлоконструкциям применяют самонарезающие винты 5,5 x 32 мм или 5,5 x 19 мм с ЭПДМ-прокладкой (для крепления к металлоконструкциям с толщиной полки до 12 мм или до 5 мм соответственно) без предварительного засверливания.
7.6.16. К стальным колоннам и фахверковым стойкам со стенками толщиной до 12 мм стеновые конструкции крепят самонарезающими винтами, без предварительного сверления отверстий. Если колонна железобетонная, то конструкции крепят анкерами (дюбелями) с предварительным сверлением отверстий. Для установки и крепления анкера через панель в бетоне колонны просверливается отверстие диаметром 4,8 мм или 6,3 мм. При этом заглубление анкера в бетон должно быть не менее 32 мм для диаметра 4,8 мм и 38 мм для диаметра 6,3 мм, а глубина отверстия - на 20 мм больше. Для сверления отверстий используют буры с рабочей длиной 100, 250 и 300 мм с алмазной режущей кромкой.
7.6.17. Фасонные элементы: сливы и примыкания (к оконным и дверным проемам, к кровле, к парапетам, к цоколю и т.п.) монтируют до монтажа стеновых облицовочных материалов из профлиста, сайдинга, линеарных панелей, фасадных кассет и плиток из керамогранита, хризотилцементных фасадных плит и плоских листов.
7.6.18. Приемка фасада из сэндвич-панелей производится приемочной комиссией в составе представителей заказчика и подрядчика и оформляется подписанием акта о приемке. К акту прилагаются документы, указанные в 3.23.
7.6.19. Предельные отклонения фактического положения конструкций фасадных систем от предусмотренного проектом не должны превышать значений, приведенных в таблице 7.5.
Устройство изоляции из металлических листов
Монтаж конструкций металлоизоляции следует проводить в соответствии с технологической картой, разработанной проектной организацией на основе рабочих чертежей. Сборку элементов металлоизоляции рекомендуется вести с помощью специальных сборочных приспособлений, обеспечивающих некоторое свободное перемещение элементов при сварке (струбцины, скобы с клиновым поджатием, рычажно-эксцентриковые прижимы, рычажные прижимы и т. п.).
Металлоизоляцию фундаментных плит монтируют из полос листовой стали стандартных размеров (1400X4000, 1500X4000, 1500Х Х6000 мм и др.), начиная со средней полосы в обе стороны от нее. В продольном направлении полосы можно соединять двумя способами. По первому способу полосы укладывают на опорные уголки, расстояние между которыми принимают больше ширины листов на ширину зазора между кромками листов (20—30 мм). Кромку листов приваривают сплошным угловым швом к полкам углов. Поперечные швы выполняют обычно внахлестку, за исключением окрайков, соединяемых встык.
По второму способу полосы соединяют внахлестку, причем расстояния между опорными уголками принимают меньшими ширины листа на ширину нахлестки, равную 25±5 мм. Зазор между листами при нахлесточном соединении не должен превышать 2 мм. В процессе монтажа кромки нижних листов приваривают к уголкам прерывистым швом. Между собой листы сваривают после проверки правильности сборки металлоизоляции наложением верхних угловых швов. Кромки крайних листов, так называемые окрайки, сваривают встык, чтобы обеспечить падежное сопряжение плиты с изоляцией стен. Для этого кромки крайних листов на участках по 300—400 мм подрезают таким образом, чтобы между свариваемыми листами образовался зазор шириной, равной примерно толщине свариваемых листов. При сборке и сварке крайних листов на участках подрезки их с помощью для достижения плавного перехода стыкуемых листов, обеспечивающего их расположение на участке стыковых швов в одной плоскости.
Нахлесточные швы рекомендуется сваривать в 2 прохода обратно-ступенчатым методом. При толщине металлоизоляции до 6 мм допускается сварка за один проход. Стыковые швы окрайков сваривают за 2—3 прохода. Во избежание трещинообразования и деформирования металлоизоляции сварку рекомендуется вести в следующей очередности: в первую очередь сваривают поперечные швы полос; затем продольные швы — от середины к краям полосы, начиная со средней полосы с последующим переходом на очередные полосы.
По окончании сварки проверяют качество сварных швов. Дефектные сварные швы вырубают и заваривают заново, после чего их проверяют повторно. При необходимости за металлоизоляцию нагнетают цементно-песчаный раствор, затем заваривают отверстия для нагнетания раствора. Качество нагнетания раствора (отсутствие пустот) проверяют по звуку при простукивании металлоизоляции молотком.
Монтаж металлоизоляции стен заключается в установке в проектное положение отдельных листов или карт, сварке их между собою и изоляции фундаментной плиты, приварке анкеров к арматурному каркасу. При большой высоте сооружения (свыше ~ 6 м) монтаж ведут ярусами снизу вверх, причем вертикальные швы изоляции в смежных ярусах следует располагать вразбежку со смещением не менее чем на 500 мм.
В процессе монтажа все элементы изоляции закрепляют временными креплениями: прихватками или специальными клиновыми соединениями, расположенными через 500—600 мм. Для установки листов изоляции вышележащего яруса их опирают на временные уголки. Устойчивость монтируемых элементов обеспечивается при помощи временных стоек и распорок, образующих совместно с металло-изоляцией жесткую пространственную конструкцию, служащую опалубкой при бетонировании сооружения. На конструкции, обеспечивающие устойчивость элементов металлоизоляции, должны выдаваться рабочие чертежи. Постоянные сварные швы выполняют, как правило, после монтажа всего яруса изоляции.
Листы и карты соединяют между собой внахлестку или встык с накладками. Металлоизоляцию стен с изоляцией фундаментной плиты соединяют односторонним тавровым сварным швом или посредством уголков, к соответствующим полкам которых приваривают листы изоляции стен и плиты. Сопряжение изоляции стен с изоляцией покрытия устраивается так же. Металлоизоляцию покрытия выполняют из отдельных листов в том же порядке, как и изоляцию фундаментной плиты.
Высокое качество сварочных работ является главным и основным фактором обеспечения надежности и долговечности металлоизоляции. Сварные соединения стальных листов должны быть водо- и газонепроницаемыми, равнопрочными с соединяемыми элементами. Сварочные работы при устройстве металлоизоляции сооружений следует выполнять в соответствии со СНиП Ш-В.5-62 и использовать материалы, отвечающие требованиям соответствующих ГОСТов. С целью уменьшения объема ручной электродуговой сварки, которую применяют непосредственно при монтаже металлоизоляции, рекомендуется укрупнять монтажные единицы — карты, панели, изготовляемые на заводах и стендах с применением автоматической и полуавтоматической сварки.
Марки применяемых сварочных материалов должны быть указаны на чертежах и в технологических картах на сварку, разработанных проектной организацией. Сварочные материалы должны отвечать требованиям соответствующих технических условий и ГОСТов.
Перед применением их следует проверить. В зависимости от марки применяемых электродов ручную электродуговую сварку металлоизоляции можно вести на переменном и постоянном токе.
При сварке на переменном токе оборудуют марки ТС-500 или СТН-500, на постоянном токе — преобразователем тока типа ПСО-300М, ПСО-300, ПСО-500, ПС-500 при питании через балластный реостат—либо выпрямителем тока типа ВСС-300 или ВЛКС-1000. Сила тока принимается при электродах диаметром 4 мм равной 160—200 А, диаметром 5 мм— 180—200 А. Для контроля параметров тока полуавтоматы снабжают вольтметром и амперметром, посты ручной сварки — амперметром.
Перед началом сварки металлоизоляции проверяют правильность монтажа элементов изоляции, их взаиморасположение и ширину зазоров между стыкуемыми кромками, надежность закрепления элементов и качество подготовки кромок свариваемых листов. Особое внимание следует обратить на чистоту свариваемых кромок. Наличие влаги, масла и других загрязнений в зазорах стыковых соединений не допускается. Результаты проверки и приемки металлоизоляции под сварку должны быть записаны в журнал сварочных работ.
Непосредственно перед сваркой стыкуемые кромки стальных листов и прилежащие к ним поверхности на ширину не менее 20 мм должны быть очищены от грязи и ржавчины, краски и масла и зачищены наждачной бумагой до металлического блеска.
Тип сварного соединения и сечения сварного шва принимают строго в соответствии с указаниями проекта. Сварку встык можно выполнять с предварительной разделкой стыковых кромок или без разделки.
Сварные швы металлоизоляции выполняют, как правило, за 2 и более проходов. После каждого прохода сварной шов тщательно очищают зубилом и металлической щеткой от шлака и брызг. Металлоизоляцию толщиной до 6 мм допускается сваривать за 1 проход. Шов и прилегающую к нему поверхность основного металла тщательно осматривают для выявления трещин и других дефектов. Для устранения выявленных трещин поверхность зачищают наждачной бумагой, после чего концы трещин засверливают. Затем трещину вырубают на всю глубину металла. Вырубленное место заваривают, для чего рекомендуется применять электроды марки УОНИ-13/45.
Сварные швы рекомендуется накладывать двумя способами: сваркой участками от середины к краям и обратноступенчатым способом, при котором сварку выполняют также участками, но каждый основной участок разбивают на малые длиной 300—400 мм, на которых сварные швы накладывают обратно общему направлению сварки. При сварке способом па проход при большой длине сварных швов возникают значительные деформации и перенапряжения сталь-пых листов. Поэтому при монтаже металлоизоляции этот способ не допускается.
При сварке многослойных швов участками начало участка при последующем проходе должно смещаться относительно предыдущего на 20—25 мм. Запрещается зажигать дугу на металлоизоляцин и выводить на нее кратеры.
Toggle navigation
Ремонт в регионах
Изоляцию из стальных листов толщиной не менее 2 мм выполняют путем автогенной сварки — при открытом и дуговой — при закрытом способах работ.
Основное требование к металлической изоляции заключается в том, чтобы листы металла плотно прилегали к изолируемой поверхности и в стыках были сварены водонепроницаемым швом.
На горизонтальных поверхностях листы металла крепятся при помощи анкеров, привариваемых к арматуре или заделываемых в бетон.
При этом в листах должны быть выжжены отверстия диаметром в 2—3 раза больше диаметра анкера. После сварки листов над отверстиями устанавливают фланцы, которые приваривают оплошным швом к листам и анкерам.
Между бетоном плиты основания сооружения и листами оставляют зазор в 2,5—3 см, для чего к листам должны быть приварены металлические уголки, или листы следует укладывать на прокладках из полос стали, бетонных шашек и т. п.
В зазор нагнетают цементный раствор под давлением не более 0,5 ати. Нагнетание производят через отверстия патрубков, ввариваемых в металлические листы; после окончания нагнетания патрубки должны быть заварены.
Вертикальную металлическую изоляцию необходимо устанавливать, как правило, до бетонирования стен и использовать в качестве опалубки. В тех случаях, когда это сделать нельзя, изоляцию устраивают так же, как и горизонтальную.
Металлическую изоляцию небольших приямков осуществляют путем сварки ее на поверхности и последующего спуска вниз на место, устанавливая на подкладки или закрепляя анкерами. Зазор между изоляцией (если она внутренняя) и конструкцией заполняют цементным раствором.
Поверхность уложенной металлической изоляции должна быть покрыта защитным слоем из бетона или железобетона.
Внутренняя металлическая изоляция при условии, если она может воспринять гидростатическое давление воды или укреплена уголками жесткости или анкерами по расчету на гидростатическое давление, может быть защищена антикоррозийным покрытием (цементным раствором, краской и т. п.).
Сборку нахлесточных швов при сварке листов гидроизоляции следует производить на прихватах. Необходимо заранее проверять листы изоляции на прямоугольность, причем
разница в них по длине диагоналей не должна превышать 6 мм. Листы следует очистить от ржавчины, разметить, а изогнутые или с вмятинами — выпрямить.
Все сварные швы изоляции до укладки бетона и заполнения зазора должны быть проверены на водонепроницаемость (плотность) путем заполнения зазоров между изоляцией и конструкцией или изоляции, сваренной в виде емкости, водой, или нагнетанием сжатого воздуха при давлении не более 1,4 от эксплуатационного нормативного давления на изоляцию.

При устройстве металлической гидроизоляции, например в проемах станций метрополитена, особое внимание должно быть уделено применению качественных электродов, тщательности приварки к изоляции скобообразных анкеров, точности раскроя металла, герметичности сварки швов между элементами изоляции, а также соблюдению последовательности бетонирования пространства между изоляцией и породой.
Для проверки качества сварных швов рекомендуется покрывать их мыльной эмульсией, а затем производить нагнетание сжатого воздуха под небольшим давлением за изоляцию через приваренные к ней в местах отверстий штуцера. Не проваренные места обнаруживают по пузырькам, образующимся в слое эмульсии. Эти дефектные места вновь проваривают. Штуцера затем срезают и отверстия заваривают.
Металлическую гидроизоляцию применяют
Металлическую гидроизоляцию применяют в конструкциях с высокими температурами или при больших напорах воды.
Этот вид гидроизоляции устраивают по внутреннему контуру сооружения из листовой стали толщиной 2—3 мм.
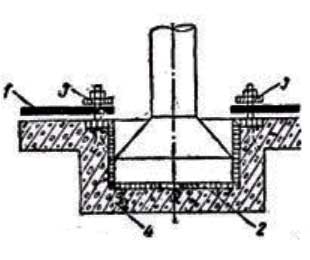
Рис. 1. Соединение оклеечной гидроизоляции с металлической
1 — оклеечиая гидроизоляция; 2 — металлическая гидроизоляция; 3 — металлическая накладка; 4 — бетонная подготовка
При возведении вертикальных стен изолируемых сооружений металлическую гидроизоляцию используют как опалубку, одновременно закрепляя ее сваркой к металлическим элементам изолируемой конструкции.
Для защиты металла гидроизоляции от коррозии его покрывают слоем бетона или лакокрасочным покрытием.
Стык металлической гидроизоляции с оклеечной выполняют, как показано на рис. 1
6.22 Для теплоизоляционных конструкций, подвергающихся воздействию агрессивных сред, следует предусматривать защиту металлических покрытий от коррозии.
При использовании в качестве покровного слоя стали тонколистовой оцинкованной толщина цинкового покрытия выбирается с учетом степени агрессивного воздействия среды и предполагаемого срока службы покровного слоя, но не менее 20 мкм.
При применении в качестве покровного слоя листов и лент из алюминия и алюминиевых сплавов и теплоизоляционного слоя в стальной неокрашенной сетке или при устройстве каркаса следует предусматривать установку под покровный слой прокладки из рулонного материала или окраску покровного слоя изнутри битумным лаком.
6.23 Под покровный слой из неметаллических материалов в помещениях хранения и переработки пищевых продуктов следует предусматривать установку сетки стальной из проволоки диаметром не менее 1 мм с ячейками размером не более 1212 мм.
6.24 Конструкция тепловой изоляции должна исключать ее деформацию и сползание теплоизоляционного слоя в процессе эксплуатации. В составе теплоизоляционных конструкций оборудования и трубопроводов следует предусматривать опорные элементы и разгружающие устройства, обеспечивающие механическую прочность и эксплуатационную надежность конструкций.
На вертикальных участках трубопроводов и оборудования опорные конструкции следует предусматривать через каждые 3 - 4 м по высоте.
6.25 В конструкциях тепловой изоляции оборудования и трубопроводов с отрицательными температурами веществ не следует применять металлические крепежные детали, проходящие через всю толщину теплоизоляционного слоя. Крепежные детали или их части следует предусматривать из материалов с теплопроводностью не более 0,23 Вт/(м °С).
6.26 Размещение крепежных деталей на изолируемых поверхностях следует принимать в соответствии с ГОСТ 17314.
6.27 Детали, предусматриваемые для крепления теплоизоляционной конструкции на поверхности с отрицательными температурами, должны иметь антикоррозионное покрытие или изготавливаться из коррозионно-стойких материалов.
для поверхностей с температурой выше 400 и ниже минус 40 °С - из того же материала, что и изолируемая поверхность.
Элементы крепления теплоизоляционного и покровного слоев теплоизоляционных конструкций оборудования и трубопроводов, расположенных на открытом воздухе в районах с расчетной температурой окружающего воздуха ниже минус 40 °С, следует применять из легированной стали или алюминия.
6.28 Конструкция покровного слоя тепловой изоляции должна допускать возможность компенсации температурных деформаций изолируемого объекта и теплоизоляционной конструкции.
Температурные швы в защитных покрытиях горизонтальных трубопроводов следует предусматривать у компенсаторов, опор и поворотов, а на вертикальных трубопроводах - в местах установки опорных конструкций.
При изоляции жесткими формованными изделиями следует предусматривать вставки из волокнистых материалов в местах устройства температурных швов.
6.29 Выбор материала для покровного слоя теплоизоляционных конструкций оборудования и трубопроводов, расположенных на открытом воздухе в районах с расчетной температурой окружающего воздуха минус 40 °С и ниже, следует производить с учетом температурных пределов применения материалов по действующим нормативным документам.
6.30. Конструкция крепления покровного слоя тепловой изоляции оборудования и трубопроводов с отрицательными температурами веществ должна исключать возможность повреждения пароизоляционного слоя в процессе эксплуатации.
6.31 Для оборудования и трубопроводов с отрицательными температурами при применении пароизоляционного слоя из рулонных материалов без сплошной наклейки следует предусматривать герметизацию швов пароизоляционного слоя; при температуре изолируемой поверхности ниже минус 60 °С следует также предусматривать герметизацию швов покровного слоя герметиками или пленочными клеящимися материалами.
6.32 Для бесканальной прокладки трубопроводов тепловых сетей в сухих грунтах возможно применение изоляции из штучных формованных изделий (скорлупы, сегменты) из пенополиуретана или полимербетона с водонепроницаемым покровным слоем, при этом теплоизоляционные изделия следует укладывать на водостойких и температуростойких мастиках или клеях.
Читайте также: