Устройство лазерной резки металла
Обновлено: 06.07.2024
Сфокусированная в лазерном луче мощная энергия может быть использована в обработке материалов. Для чего собственно и созданы станки, обеспечивающие применение лазерных установок для производства деталей точных размеров, не требующих дальнейшей обработки.
Принцип работы лазерного станка
Главными элементами лазерного станка являются генератор излучения и лазерная (оптическая) головка, которая окончательно формирует направление луча к точке обработки. Основные комплектующие, составляющие конструкцию лазерной головки:
- в верхней части находится последнее из системы зеркал, формирующее подачу луча к поверхности обрабатывающего материала;
- в средней части располагается фокусирующая линза, сужающая диаметр луча до минимальных размеров;
- в нижней части находится сопло, выполняющее функции направления сфокусированного луча в точку обработки.
Луч, имеющий высокую температуру и концентрацию энергии, попадая на поверхность материала, выжигает ее, создавая сквозной рез. Регулировкой настройки параметров луча, можно добиться снятия лишь верхнего слоя, что позволит выполнять гравировальные работы.
Обрабатываемая заготовка располагается на поверхности рабочего стола, установленного на станине станка, обеспечивающего ему жесткость конструкции. Лазерная головка закрепляется на подвижной части станка, которая перемещаясь по вертикали и горизонтали, выполняет необходимую обработку заготовки. На станках с ЧПУ привод портала с лазерным оборудованием осуществляется подачей команд на электродвигатели и сервомоторы.
при выполнении технологической операции отсутствует непосредственный контакт с поверхностью обрабатываемого изделия, что делает возможным резать без повреждений хрупкие и легко деформируемые материалы
технологический процесс легко поддается автоматизации, выполняется с высокой скоростью обработки любых материалов от пластика до твердого сплава
технология способна изготавливать изделия самых сложных дизайнерских форм, при этом образуется минимум отходов
оборудование имеет значительную продажную цену и даже высокая производительность не делает себестоимость изделия конкурентной по сравнению с некоторыми другими технологиями резки
ограниченность в применении обрабатываемых толщин — резка толстых заготовок приводит к увеличению расхода электроэнергии и потере качества обработки, присутствующих при резке тонких материалов
Альтернативны лазерной резке
Главное преимущество перед лазерной резкой в дешевизне и доступности оборудования. Технологическая себестоимость гильотинной обработки практически не оказывает влияния на конечную цену изделия. Недостатки технологии: в отличие от лазерной технологии точность реза невысока, он имеет заусенцы даже при хорошо заточенных ножах и выставленном зазоре, выполняться может только прямой рез. Обработка кромок — обязательная дополнительная технологическая операция.
В отличие от лазерной резки ленточнопильный станок практически не ограничен в габаритах толщин обрабатываемых заготовок. Применение пакетного способа резки сокращает трудоемкость работ, приближая к временным затратам при выполнении технологией лазерной резки каждой отдельной заготовки из пакета. Качество обработки кромок реза не совсем, но приближается обработке их лазерной технологией и требует минимальной доработки.
Высокопроизводительная, как и лазерная, но толщина обрабатываемых заготовок значительно больше. Низкая точность и плохое качество реза, термическое влияние на металл в зоне обработки увеличивают затраты на дальнейшую подготовку кромок.
Гидроабразивная технология позволяет резать большие по толщине заготовки, чем при лазерной резке, получая при этом вполне приемлемые точность и качество реза. Отсутствует термическое воздействие на металл. Однако технология рассчитана на применение дорогого кварцевого песка, что увеличивает себестоимость изготавливаемой продукции. Скорость обработки ниже, чем у лазерной и плазменной резок.
Сферы применения

Лазерный станок для металла Wattsan 1530 Basic. Цена 2 800 000 руб.
Возможность обработки лазерной резкой практически любых материалов делает область ее применения достаточно широкой. Из большого количества разных производственных направлений можно выделить следующие, наиболее известные:
металлообработка (автомобильная и авиационная промышленность, судостроение, космическая индустрия и другие)
легкая и обувная промышленность (раскрой материала в ателье и на швейных фабриках, создание лекал, выкроек для одежды и обуви и другие)
маркировка продукции, которая выполняется на станках, работающих по принципу гравировального лазерного оборудования, отличается четкостью изображения и долговечностью
Виды лазерной резки
Форма и размеры материалов при лазерной обработке изменяются под действием двух эффектов, вызванных излучением: плавлением и испарением. Для доведения процесса до испарения нужен мощный источник излучения. Поэтому резка с эффектом испарения применяется только для обработки тонких листов. Для выполнения лазерной резки методом плавления в качестве вспомогательного материала используется газ (азот, кислород, инертные газы, воздух), который удаляет расплавленный металл.
Виды оснащения для обработки
Разнообразие технических задач и требований к обрабатываемым деталям с помощью лазерной резки делают этот рынок оборудования весьма обширным по конструктивному исполнению. Классификация по категориям может быть по виду активной среды, по типу энергии возбуждения, по назначению, по степени автоматизации оборудования, по размерному ряду и мощности установки.
С газовыми и твердотельными источниками
Одним из важных элементов квантового генератора является активная среда. Существующее оборудование по типу активной среды может оснащаться как газовыми, так и твердотельными установками. Различаются они друг от друга длиной волны излучения. Этот параметр влияет на прозрачность при поглощении энергии луча различными материалами.

Универсальный стандартный станок с углекислотным лазером TruLaser 3030/3040. Цена 17 000 000 руб.
Длина волны газовых установок хорошо воспринимается неметаллическими материалами — деревом, пластиком, кожей и другими. Твердотельные вырабатывают луч с длиной волны, которая эффективно работает с металлами.
Комплексы с ЧПУ
Технологический процесс лазерной резки не представляет труда автоматизировать с помощью средств числового управления. Установка с лазером способна перемещаться по самой замысловатой траектории, сохраняя при этом высокую скорость. Сложные карты раскроя металлических листов с использованием твердотельных установок или контуры в виде художественного произведения на листах фанеры с помощью газовых лазеров — можно выполнить на программном станке.
Настольные, компактные и напольные
Для крупных производств, где объем производства лазерной технологией приближается к максимальной загрузке оборудования, оптимально применение портальных станков лазерной резки. Размеры станка определяются габаритами рабочего стола. Вариант с большим рабочим столом или несколько меньшим (среднеформатный) получил наибольшее распространение.
Лазерно-гравировальные станки, которые используются для изготовления, например, небольшой сувенирной продукции, должны обладать компактностью, чтобы их можно было расположить на рабочем столе в мастерской.
Мини, маленькие
Программные станки с лазерной установкой помимо использования на крупных производствах, применяются в малом бизнесе, домашних мастерских, например, в качестве помощника в изготовлении оригинальных ручных изделий. Такое оборудование имеет небольшие размеры и может поместиться на обычном домашнем столе. Кроме отличия в размерах и меньшей мощности в остальном мини-станки ничем не отличаются от профессионального оборудования, сохраняя точность реза и качество кромок.
Ручные резаки
Применение лазерной установки в качестве ручного приспособления для резки ограничено ее весовыми и габаритными размерами. Поэтому источник излучения не обладает достаточной мощностью для резки металла, охлаждение должно сохранять тепловой баланс естественной передачей выделяемого тепла в окружающую среду. Ручная лазерная резка эффективна для обработки тканей, кожи и других подобных материалов.
Оптоволоконные аппараты
Твердотельные лазеры, в которых в качестве активного вещества выступает легированное кварцевое стекловолокно, получили название волоконных лазеров. Они обладают меньшим диаметром фокусировки, чем газовые и твердотельные лазеры на кристаллах. Это позволяет делать более быстрый нагрев и увеличить возможности раскроя созданием сложных контуров, которые невозможны были бы обработаны другими видами лазерного оборудования.
Неприхотливость в эксплуатации из-за более простой настройки и требованиям к профилактическому обслуживанию (чистка, наладка), отсутствие специальных требований к чистоте воздуха и влажности помещения увеличивают конкурентоспособность оптоволоконных аппаратов по сравнению с другими аналогичными видами оборудования.
Диодные лазеры
Основным элементом диодного лазера является излучатель в виде лазерного диода — полупроводникового кристалла, сформированного в виде оптического резонатора. Кроме диода в состав диодного лазера входит специальное устройство электропитания, при помощи которого можно изменять параметры выходного излучения, устройство контроля температуры и оптическое устройство, повышающее монохроматичность излучения лазерного диода.
Однако, диодный лазер все же сильно проигрывает другим видам лазеров в степени когерентности и монохроматичности излучения. Большая расходимость в фокусировке не позволяет добиться максимальной концентрации энергии. Основное преимущество в относительной дешевизне диодных лазеров по сравнению с другими видами.
Широкое применение лазерные диоды находят как управляемые источники света в оптиковолоконных линиях связи, в измерительном оборудовании (лазерный дальномер), лазерных указках и целеуказателях, для считывания штрих-кодов и других областях техники.
ТОП — 6 лучших станков для лазерной резки
Среди зарубежных фирм отдельно можно выделить заводы, расположенные в США, Японии, Тайвани, европейских странах и производителей из Китая.
Первые поставляют продукцию безупречного качества. Наиболее известные производители: TRUMPF, SCHULER (Германия), Trotec (Австрия), австралийская FARLEY LASERLAB, GCC из Тайваня и другие.
О вторых сложилась не самая лучшая репутация, однако крупные китайские бренды RABBIT, WATTSAN, Bodor с производством на территории Китая, работающим по швейцарской технологии, и другие выпускают лазерные станки с высокими эксплуатационными характеристиками.
Российские производители, например, АО «Полупроводниковые приборы», ОАО «ЛОМО», АО «Плазма», ГК «Инверсия» и другие не выпускают одновременно все типы лазерных установок, у каждого есть своя специализация. Не дотягивая до качества лучших зарубежных брендов, низкая рыночная стоимость позволяет оказывать им достаточную конкуренцию.
Более подробно о некоторых компаниях и выпускаемым ими моделях станков в информации ниже по тексту.
Wattsan 1530 Cabine

Станок по металлу Wattsan 1530 Cabine одна из самых популярных моделей среди металлорезов. Компания предлагает различные модификации и изменение характеристик под задачи именно вашего бизнеса. Оборудование Wattsan отличается точностью работы, скоростью и надежностью, наравне с Европейским аналогам и значительно приятнее по цене от 4 000 000 ₽.
Технические характеристики
- Макс. скорость перемещения 80 / 100 / 120 м/мин.
- Сегментированная прямоугольная сварная станина Wattsan сварена из листового металла толщиной от 6 до 15 мм.
- Толщина зависит от скоростных данных станка.
- Высокая точность раскроя металла.
- Отсутствие заусенцев и наплавов на кромке материала.
- Направляющие HIWIN.
- Рабочее поле От 1500×3000 мм.
- Максимальная толщина металлического листа для лазерной резки — 30 мм.
- На данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.
- В зависимости от скорости перемещения используются порталы из разных материалов.

Кабину можно установить на любой металлорез. А по правилам техники безопасности кабинетная защита устанавливается на станки с излучателем мощностью от 2000 Вт в обязательном порядке.Предназначена для защиты от отраженного излучения и искр в процессе резки.
Bodor

Автоматизированная установка лазерного реза BODOR серия F модель 3015. Цена 3 100 000 руб.
Располагает современным производством станков оптоволоконной лазерной резки. В России продукция компании пользуется спросом, имеет собственную сервисную службу на территории РФ. Наибольшим спросом пользуется следующее оборудование:
автоматизированная установка для резки листового металла, оснащенная защитной кабиной BODOR серия P модель 4020
TRUMPF
Компания начала свою деятельность в 1923 году в виде простой мастерской в г. Штутгарт. В настоящее время это крупная международная компания с филиалами почти во всех европейских странах, в странах Северной и Южной Америки, Азии. Производство станков с лазерными установками одно из приоритетных направлений деятельности компании. Примеры некоторых моделей, выпускаемых компанией: TruLaser 3030, Trumatic L 3050, TruLaser 1030 fiber.
Станок для 2-мерной лазерной резки TruLaser 1030 fiber. Цена 18 000 000 руб.
S1460

Станок для лазерной резки металла S1460. Цена 300 000 руб.
S1460 — оптоволоконный станок для обработки и раскроя металла. с размером рабочего стола 600 мм х 1400 мм. Фокусное расстояние автоматически регулируется системой контроля лазерной головки. Водяное охлаждение осуществляется промышленным чиллером с регулировкой температуры. Компьютер с программным обеспечением обеспечивает обработку заготовок сложной конфигурации.
IL 750W

Лазерный станок IL 750W. Цена 3 000 000 руб.
IL 750W – волоконный лазер с ЧПУ для раскройки листовой стали с размером рабочего стола 1500 мм х 3000 мм. Мощность лазерной установки 750 Вт, обеспечивает максимальную толщину стенки заготовки 10 мм.
IL 2000W

Лазерный станок IL 2000W. Цена 4 200 000 руб.
IL 2000W – иттербиевый волоконный лазер с ЧПУ с таким же размером рабочего стола, что у предыдущей модели. Однако большая мощность лазерной установки 2000 Вт обеспечивает качественную резку и раскрой толщиной максимум 22 мм.
Критерии выбора
Для оптимального выбора лазерного оборудования следует руководствоваться проанализировать следующую информацию.
Лазерное оборудование находит применение в промышленном производстве, на предприятиях малого бизнеса, в домашних мастерских. Установки большой и средней мощности используются в производственных цехах, а настольные компактные и мини-установки будут эффективнее в домашних хозяйствах и в индивидуальном предпринимательстве.
Этот параметр находится в прямой зависимости с производимым объемом работ.
Тип обрабатываемого материала. В зависимости от вида лазерной установки (газовая, твердотельная) выбирается та, которая лучше работает с обрабатываемым материалом.
Мощность излучателя. Чем выше этот параметр, тем большую толщину прорежет лазер за один проход.
Установки с такой опцией (автоматической или ручной) повышают функционал оборудования.
Количество режущих головок. Оборудование с двумя режущими головками повышает производительность, особенно эффективно при раскрое с большим количеством мелких элементов.
Они обеспечат более качественную работу лазерного станка: комплектация внешним устройством охлаждения лазерной трубки, установкой поворотного устройства для гравировки и возможности обработки изделий типа труб и другие.
Видео обзор лазерных станков
Лазерный резак для резки фанеры, дерева, металла своими руками: советы по сборке
Возможность изготовления из неиспользуемой или пришедшей в негодность техники чего-то полезного привлекает многих домашних мастеров. Одним из таких полезных устройств является лазерный резак. Имея в своем распоряжении подобный аппарат (некоторые делают его даже из обычной лазерной указки), можно выполнять декоративное оформление изделий из различных материалов.
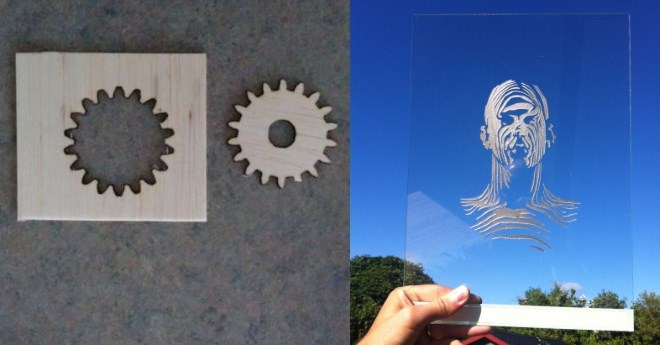
Самодельным лазерным резаком можно вырезать тонкие деревянные детали или сделать гравировку на стекле
Какие материалы и механизмы потребуются
Чтобы изготовить простейший лазерный резак своими руками, вам потребуются следующие материалы и технические устройства:
- лазерная указка;
- обычный фонарик, оснащенный аккумуляторными батарейками;
- старый пишущий дисковод (CD/DVD-RW), оснащенный лазерным приводом (совершенно не обязательно, чтобы такой дисковод находился в рабочем состоянии);
- паяльник;
- набор слесарных инструментов.

Чем выше скорость записи привода, тем мощнее получится лазерный резак
Таким образом, можно изготовить простейшее устройство для лазерной резки, используя материалы, которые легко найти в домашней мастерской или в гараже.
Процесс изготовления простейшего лазерного резака
Основным рабочим элементом самодельного резака предложенной конструкции является лазерный элемент пишущего компьютерного дисковода. Выбирать именно пишущую модель дисковода следует потому, что лазер в таких устройствах отличается более высокой мощностью, позволяющей выжигать дорожки на поверхности установленного в них диска. В конструкции дисковода считывающего типа также присутствует лазерный излучатель, но его мощность, используемая лишь для подсвечивания диска, невысока.

Извлечение лазерного модуля из привода потребует аккуратности
Лазерный излучатель, которым оснащается пишущий дисковод, размещается на специальной каретке, способной передвигаться в двух направлениях. Чтобы снять излучатель с каретки, необходимо освободить его от большого количества крепежных элементов и разъемных устройств. Снимать их следует очень аккуратно, чтобы не повредить лазерный элемент. Кроме обычных инструментов, для извлечения красного лазерного диода (а для оснащения лазерного самодельного резака нужен именно он) потребуется паяльник, чтобы аккуратно освободить диод от имеющихся паяных соединений. Извлекая излучатель из посадочного места, следует соблюдать аккуратность и осторожность, чтобы не подвергать его сильному механическому воздействию, которое может стать причиной его выхода из строя.

Для резака нужен светодиод с красным свечением
Излучатель, извлеченный из пишущего компьютерного дисковода, необходимо установить вместо светодиода, которым изначально укомплектована лазерная указка. Для выполнения такой процедуры лазерную указку нужно разобрать, разделив ее корпус на две части. В верхней из них и находится светодиод, который следует извлечь и заменить на лазерный излучатель от пишущего компьютерного дисковода. Закрепляя такой излучатель в корпусе указки, можно использовать клей (важно только следить за тем, чтобы глазок излучателя располагался строго по центру отверстия, предназначенного для выхода луча).
Для контроля мощности нужно собрать простейшую электросхему, иначе светодиод может выйти из строя
Напряжения, которое вырабатывают источники питания в лазерной указке, недостаточно для того, чтобы обеспечить эффективность использования лазерного резака, поэтому применять их для оснащения такого устройства нецелесообразно. Для простейшего лазерного резака подойдут аккумуляторные батареи, используемые в обычном электрическом фонарике. Таким образом, совместив нижнюю часть фонарика, в которой размещаются его аккумуляторные батареи, с верхней частью лазерной указки, где уже находится излучатель от пишущего компьютерного дисковода, можно получить вполне работоспособный лазерный резак. Выполняя такое совмещение, очень важно соблюсти полярность аккумуляторных батарей, которые будут питать электроэнергией излучатель.
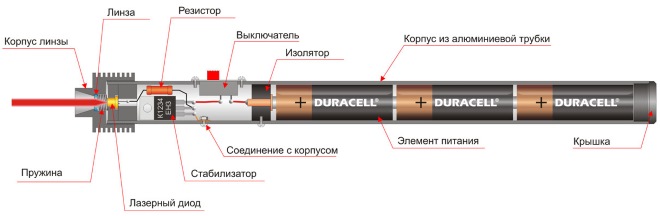
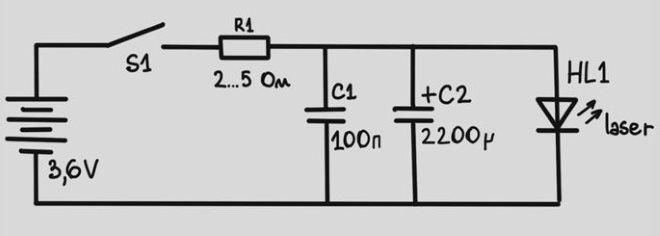
Схема резака на основе лазерной указки
Перед сборкой самодельного ручного лазерного резака предложенной конструкции из наконечника указки необходимо извлечь установленное в нем стекло, которое будет препятствовать прохождению лазерного луча. Кроме того, надо еще раз проверить правильность соединения излучателя с элементами питания, а также то, насколько точно располагается его глазок по отношению к выходному отверстию наконечника указки. После того как все элементы конструкции будут надежно соединены между собой, можно приступать к использованию резака.

В принципе для самодельного резака этой конструкции можно использовать любой подходящий корпус
Конечно, при помощи такого маломощного лазера не получится разрезать металлический лист, не подойдет он и для работ по дереву, но для решения несложных задач, связанных с резкой картона или тонких полимерных листов, он годится.
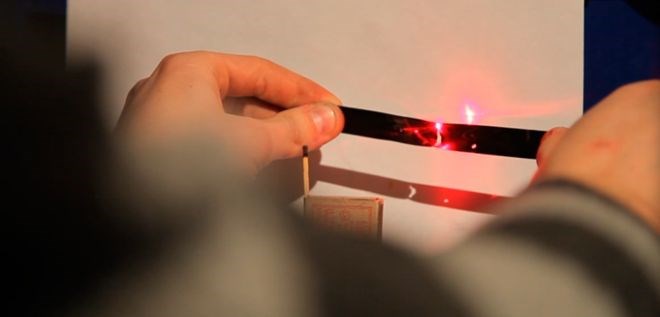
Проба резака. Изолента режется как ножом по маслу
По описанному выше алгоритму можно изготовить и более мощный лазерный резак, несколько усовершенствовав предложенную конструкцию. В частности, такое устройство необходимо дополнительно оснастить такими элементами, как:
- конденсаторы, емкость которых составляет 100 пФ и 100 мФ;
- резисторы с параметрами 2–5 Ом;
- коллиматор – устройство, которое используется для того, чтобы собрать проходящие через него световые лучи в узкий пучок;
- светодиодный фонарик со стальным корпусом.
Конденсаторы и резисторы в конструкции такого лазерного резака необходимы для того, чтобы создать драйвер, через который электрическое питание будет поступать от аккумуляторных батарей к лазерному излучателю. Если не использовать драйвер и пустить ток на излучатель напрямую, последний может сразу выйти из строя. Несмотря на более высокую мощность, такой лазерный станок для резки фанеры, толстого пластика и тем более металла также не получится.
Как изготовить более мощный аппарат
Домашних мастеров часто интересуют и более мощные лазерные станки, которые можно изготовить своими руками. Сделать лазер для резки фанеры своими руками и даже лазерный резак по металлу вполне возможно, но для этого необходимо обзавестись соответствующими комплектующими. При этом лучше сразу изготовить свой лазерный станок, который будет отличаться достойной функциональностью и работать в автоматическом режиме, управляясь внешним компьютером.
В зависимости от того, интересует вас лазерная резка металла своими руками или вам необходим аппарат для работ по дереву и другим материалам, следует правильно подбирать основной элемент такого оборудования – лазерный излучатель, мощность которого может быть различной. Естественно, лазерная резка фанеры своими руками выполняется устройством меньшей мощности, а лазер для резки металла должен оснащаться излучателем, мощность которого составляет не менее 60 Вт.

Для серьезного станка лучше потратиться приобрести лазерный диод нужной мощности
Чтобы изготовить полноценный лазерный станок, в том числе и для резки металла своими руками, потребуются следующие расходные материалы и комплектующие:
- контроллер, который будет отвечать за связь между внешним компьютером и электронными компонентами самого устройства, тем самым обеспечивая управление его работой;
- электронная плата, оснащенная информационным дисплеем;
- лазер (его мощность выбирается в зависимости от материалов, для обработки которых будет использоваться изготавливаемый резак);
- шаговые двигатели, которые будут отвечать за перемещение рабочего стола устройства в двух направлениях (в качестве таких двигателей можно применять шаговые электромоторы от неиспользуемых принтеров или DVD-плееров);
- охлаждающее устройство для излучателя;
- регулятор DC-DC, который будет контролировать величину напряжения, подаваемого на электронную плату излучателя;
- транзисторы и электронные платы для управления шаговыми электродвигателями резака;
- концевые выключатели;
- шкивы для установки зубчатых ремней и сами ремни;
- корпус, размер которого позволяет разместить в нем все элементы собираемой конструкции;
- шарикоподшипники различного диаметра;
- болты, гайки, винты, стяжки и хомуты;
- деревянные доски, из которых будет изготовлена рабочая рама резака;
- металлические стержни диаметром 10 мм, которые будут использоваться в качестве направляющих элементов;
- компьютер и USB-кабель, при помощи которого он будет соединяться с контроллером резака;
- набор слесарных инструментов.
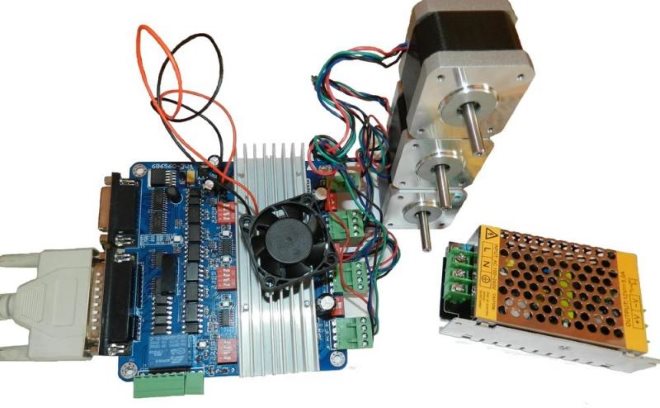
Компоненты электронной начинки можно подобрать по отдельности или приобрести набор из комплектующих для станка ЧПУ
Если лазерный станок вы планируете использовать для работ по металлу своими руками, то его конструкция должна быть усиленной, чтобы выдерживать вес обрабатываемого металлического листа.
Наличие компьютера и контроллера в конструкции такого устройства позволяет использовать его не только в качестве лазерного резака, но и как гравировальный аппарат. С помощью данного оборудования, работа которого управляется специальной компьютерной программой, можно с высокой точностью и детализацией наносить сложнейшие узоры и надписи на поверхность обрабатываемого изделия. Соответствующую программу можно найти в свободном доступе в интернете.
По своей конструкции лазерный станок, который можно изготовить своими руками, представляет собой устройство челночного типа. Его подвижные и направляющие элементы отвечают за перемещение рабочей головки по осям X и Y. За ось Z принимается глубина, на которую выполняется резка обрабатываемого материала. За перемещение рабочей головки лазерного резака представленной конструкции, как уже говорилось выше, отвечают шаговые электродвигатели, которые фиксируются на неподвижных частях рамы устройства и соединяются с подвижными элементами при помощи зубчатых ремней.
Подвижная каретка самодельного резка
Опора скольжения Головка с лазером и радиатором Каретка в сборе
Размещение каретки на стойках Установка второго шагового двигателя Проверка плавности скольжения
Средняя панель закрывает электронику и служит подставкой Стенки из ДВП Прозрачная крышка из оранжевого акрила
Очень важным этапом изготовления лазерного станка своими руками является его настройка после окончательной сборки. Настройке и регулировке подвергаются как элементы кинематической схемы резака, так и его лазерная головка. Если с первыми проблем обычно не возникает, то юстировка лазерной головки представляет собой достаточно сложный процесс, правила выполнения которого следует хорошо изучить.
В заключение предлагаем вашему вниманию пару видеороликов о сборке ещё одного варианта лазерного станка из двух DVD-приводов.
Принцип лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки .
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендуем статьи по металлообработке
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
Технология лазерной резки металла
Лазерная резка металла — это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии — Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток — горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления — оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды — источника лазерного излучения — выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка — практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка — технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии — создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка — наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC — команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник - пятница
10:00 - 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Читайте также: