Устройство токарного станка по металлу 1к62
Обновлено: 17.05.2024
Назначение токарно-винторезного станка 1к62 и общее устройство
Станок предназначен для выполнения разнообразных токарных работ и в том числе для нарезания различных резьб и используется главным образом в условиях единичного и мелкосерийного производства.
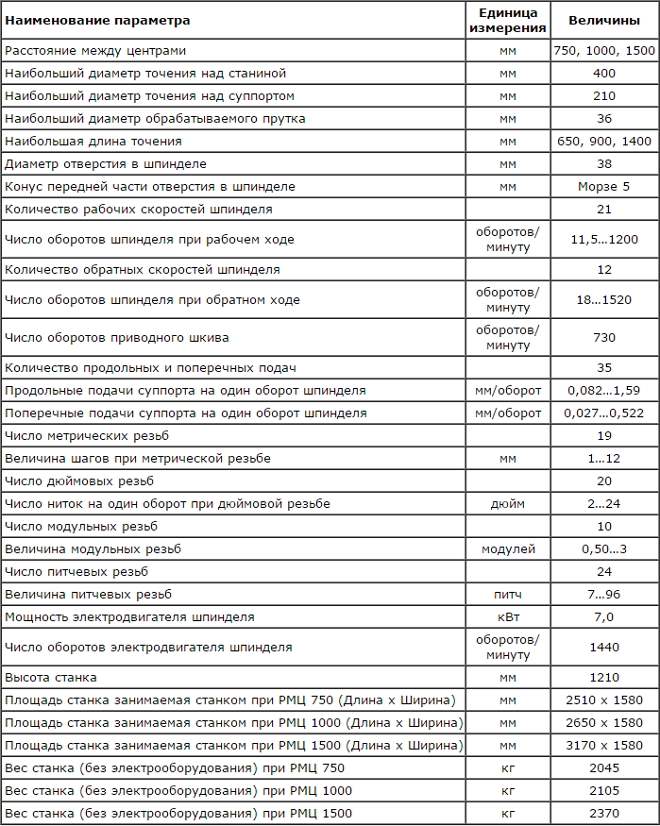
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Конструкция и характеристика работы основных узлов станка

Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
Схема кинематическая токарно-винторезного станка 1К62
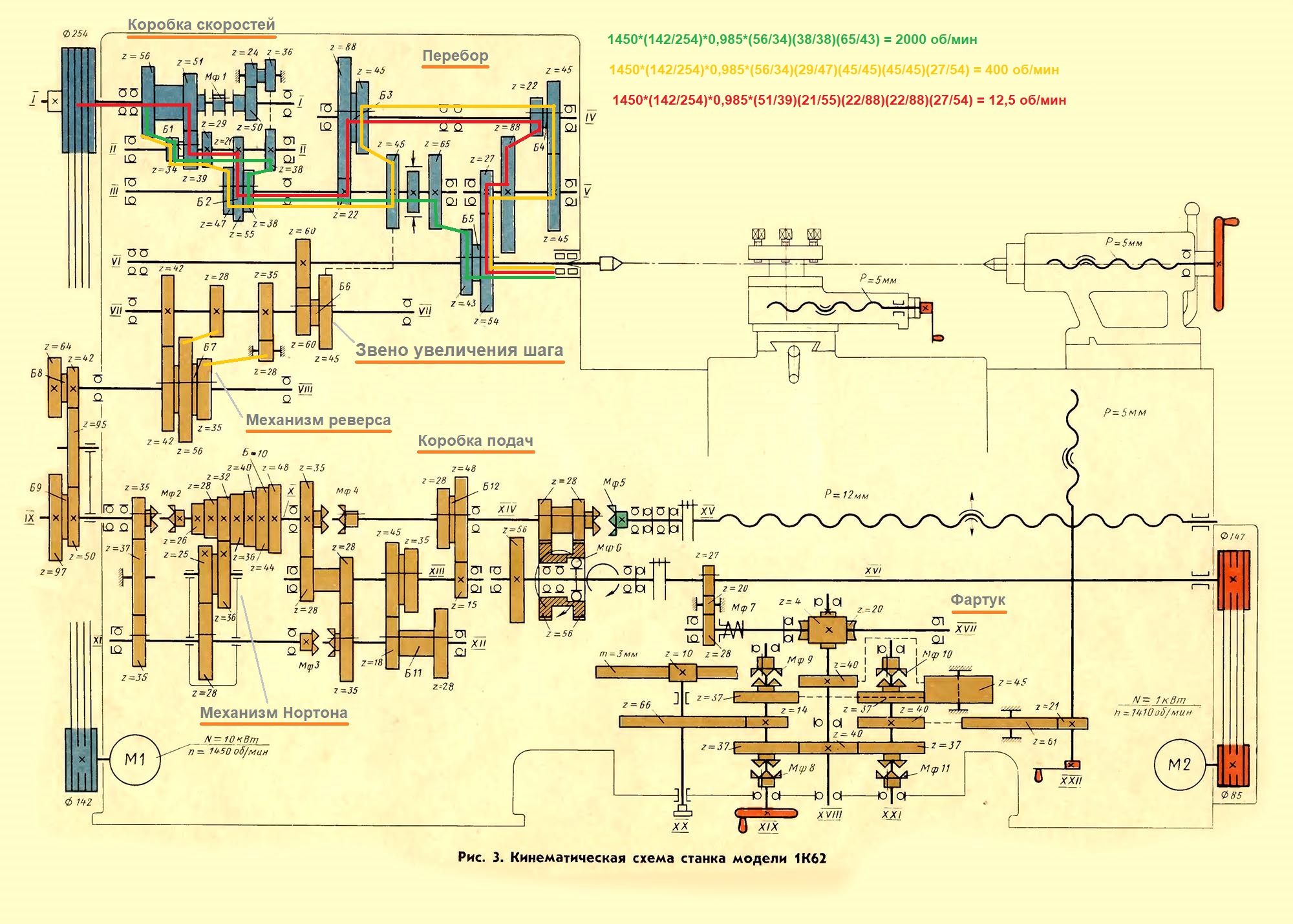
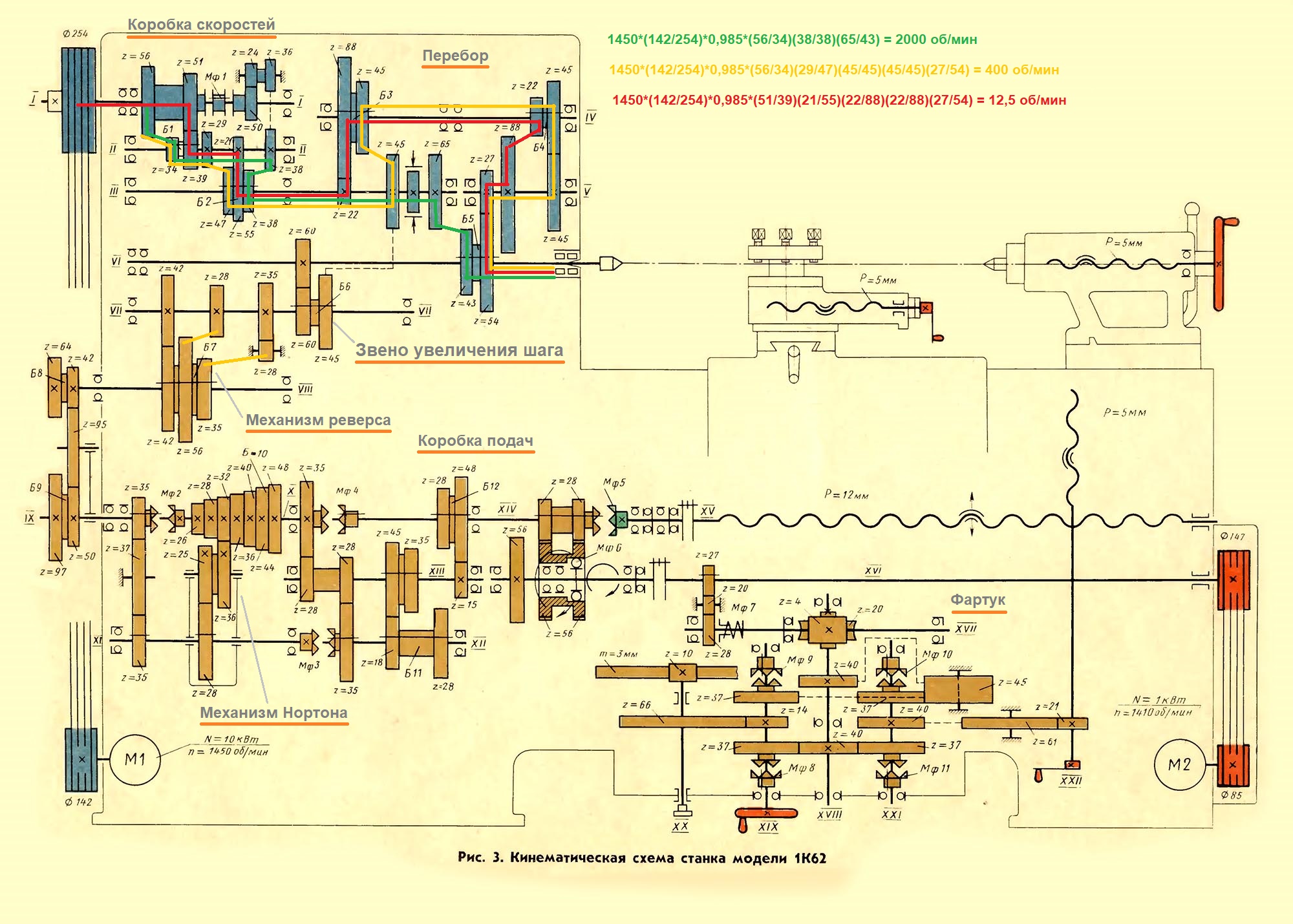
Кинематическая схема токарно-винторезного 1к62
Движения в станке: основные — главное движение, продольные и поперечные подачи суппорта; вспомогательные — быстрые перемещения суппорта, задней бабки и пиноли вручную.
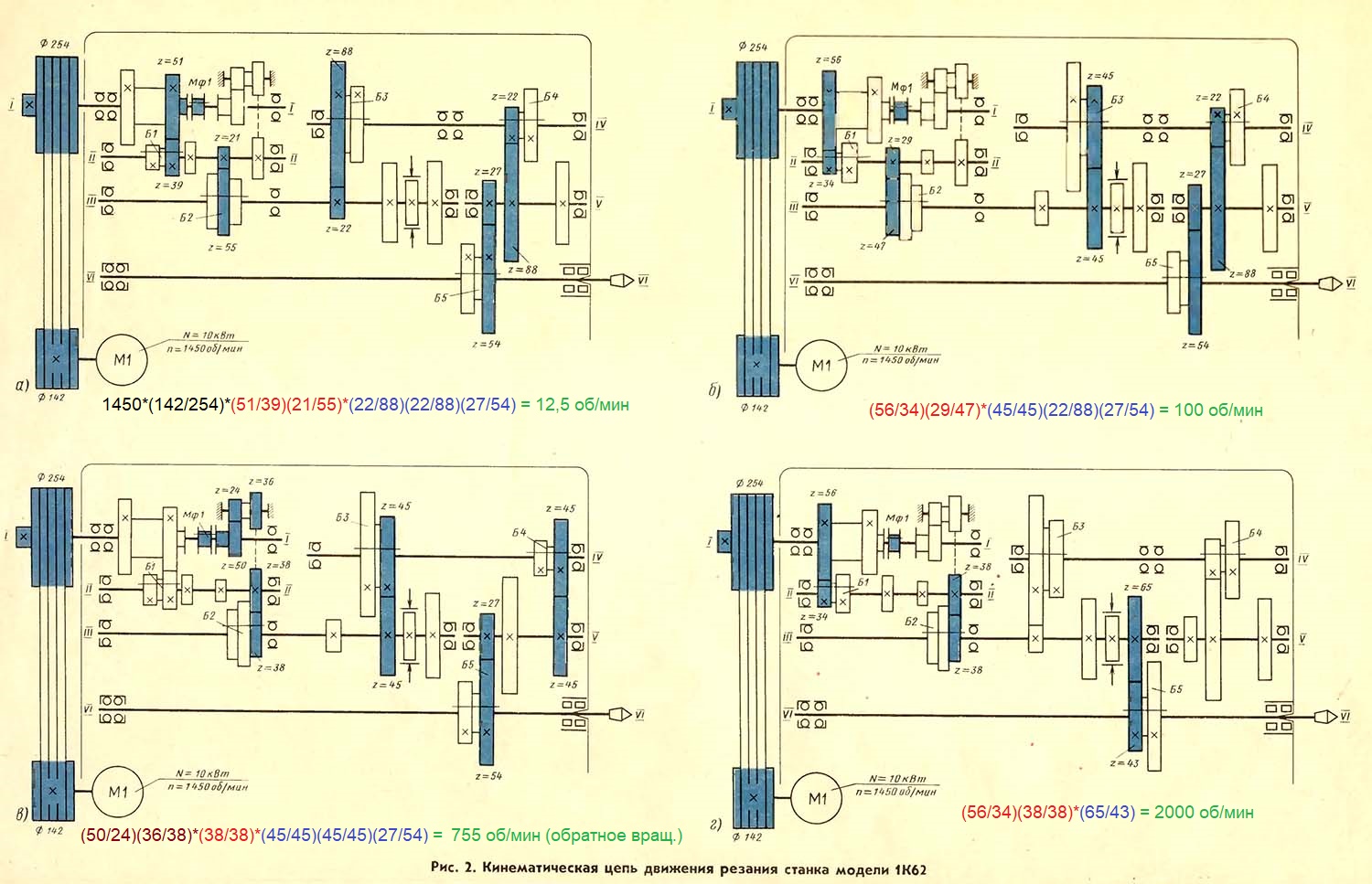
Кинематическая цепь привода главного движения. Эта цепь обеспечивает передачу вращения от электродвигателя M1 шпинделю VI с возможностью включения разных частот его вращения (рис. 2). Шпиндель станка может иметь правое и левое направление вращения. При правом направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево) (рис. 2, а):
Передняя бабка условно разделена на несколько частей (см.кинематическую схему):
- Фрикционный (входной) вал - фрикционный вал состоит из: двойной фрикционной муфты Мф1 с неподвижным двойным блоком (z=51, z=56), шестерни (z=50) и неподвижного блока реверса (z=24, z=36);
- Коробка скоростей - вал II с подвижным двойным блоком (Б1), вал III с подвижным тройным блоком (Б2);
- Перебор - вал IV с подвижными двойными блоками (Б3, Б4, Б5);
- Узел тормоза - ленточный тормоз на валу III;
- Шпиндель - с подвижным двойным блоком (Б5) включающем перебор и шестерней z=60 для передачи вращения на привод подач;
- Узел привода подач:
- Звено увеличения шага резьбы - блок Б6, обеспечивает увеличение выходной скорости по отношению к скорости шпинделя;
- Механизм реверса 2-х скоростной - блок Б7 служит для изменения направления движения суппорта.
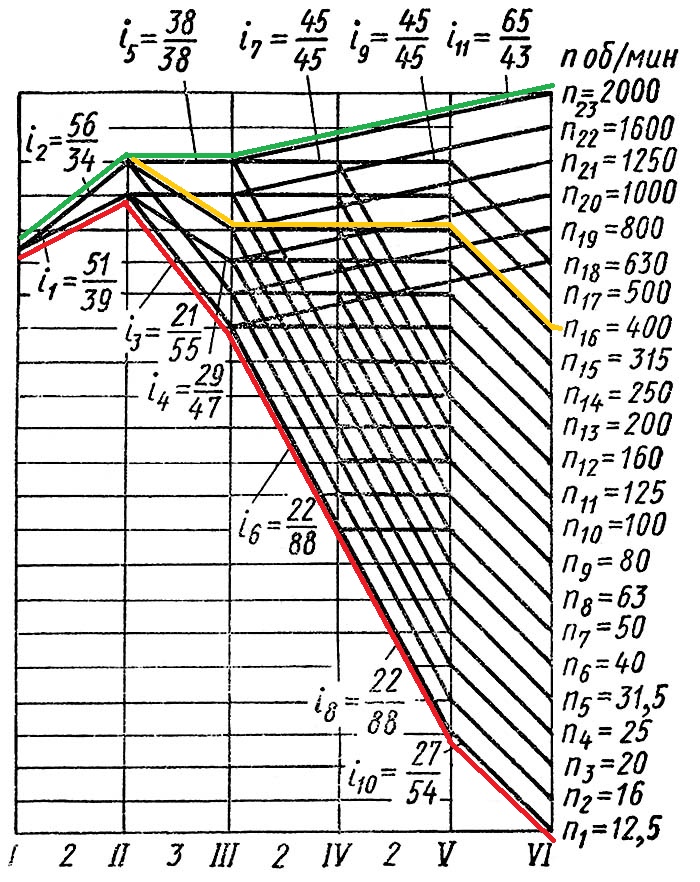
График оборотов токарно-винторезного станка 1к62
При прямом (правом) направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево). Может быть настроено 24 частоты вращения в диапазоне 12,5..2000 об/мин (частота 630 об/мин повторяется).

Уравнение баланса прямого (правого) направления вращения шпинделя
При обратном (левом) направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево). Может быть настроено 12 частот вращения в диапазоне 19..2420 об/мин.

Уравнение баланса обратного (левого) направления вращения шпинделя
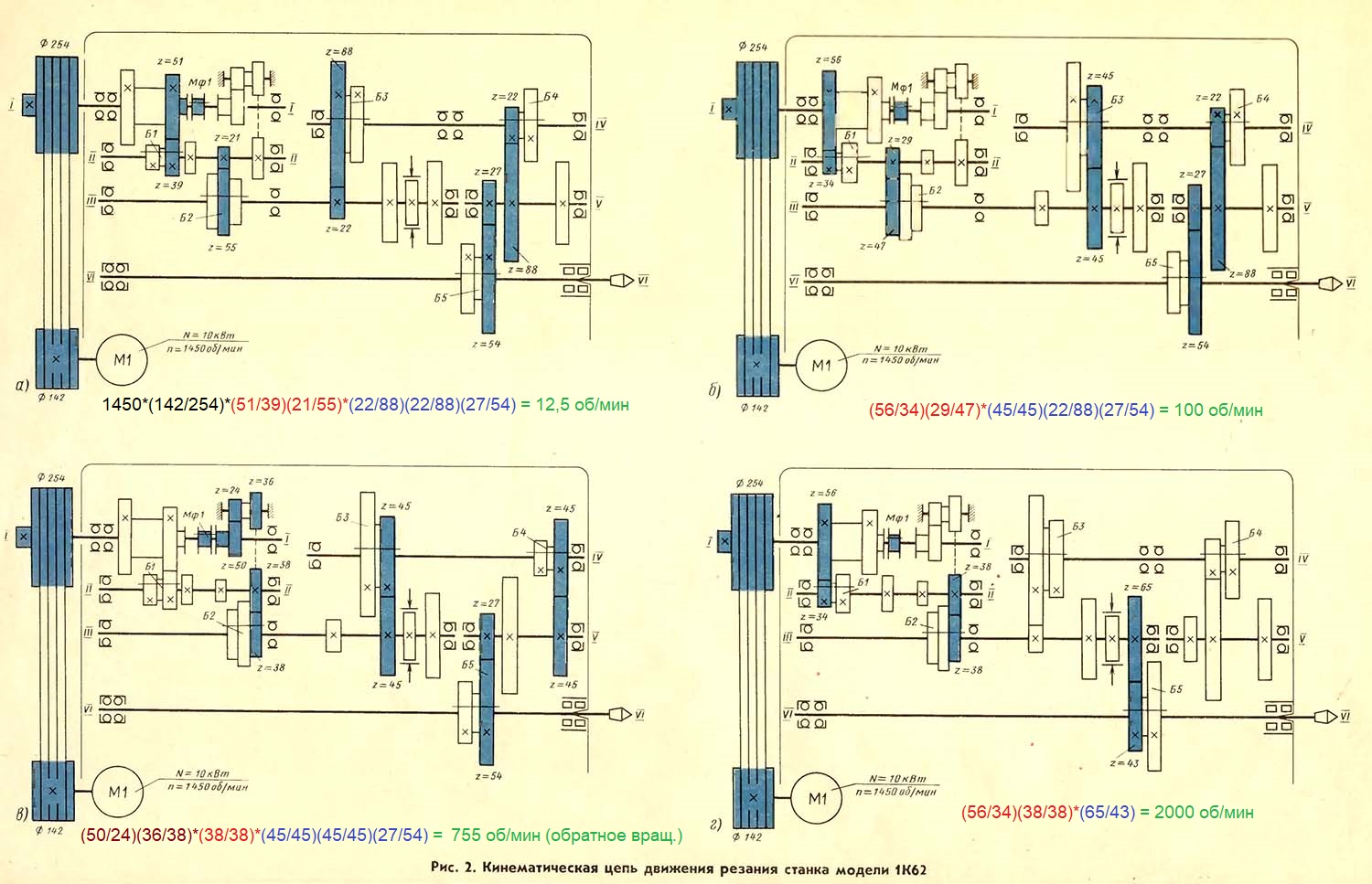
Кинематическая цепь движения резания токарно-винторезного станка 1к62
1450 - число оборотов электродвигателя;
142/254 - передаточное отношение ременной передачи (отношение диаметров шкивов двигателя (Ø 142) и коробки скоростей (Ø 254));
0,985 - коэффициент упругого проскальзывания ременной передачи.
Движение подачи
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы - двойной блок Б6 в шпиндельной бабке, обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32
- Механизм реверса 2-х скоростной - тройной блок Б7 в шпиндельной бабке, служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни - трензеля;
- Гитара сменных колес - включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач - коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач фартука - преобразует вращение ходового вала или ходового винта в поступательное движение суппорта продольное или поперечное.
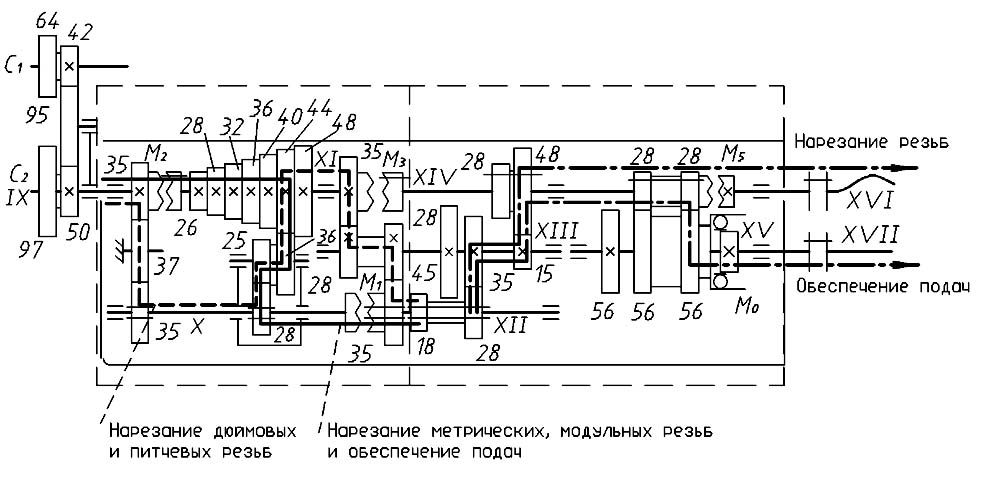
Коробка подач токарно-винторезного станка 1к62
Кинематическая цепь продольных подач суппорта
Продольное перемещение суппорта осуществляется следующим образом:
от шпинделя через передачу 60/60, далее через реверс с колесами 42/42 или 28/56 либо 35/28•28/35 и через гитару сменных колес 42/95•95/50 вращается вал IX коробки подач.
Подключив муфту, колесо МФ2 начинает вращать конус шестерен 26, 28, 32, 36, 40, 44, 48 и от него накидное колесо 36.
Далее через передачу и включенную муфту МФ3 вращается двойной блок z = 18 – z = 28, осуществляющий отношения 18/45 и 28/35, затем через двойной блок 15/48 и 35/28 и через передачу 28/56 вращается ходовой вал, по которому вместе с фартуком перемещается колесо z = 27.
Далее движение передается через передаточные отношения колес фартука 27/20 • 20/28 • 4/20 • 40/37 • 14/66 на реечное колесо z = 10 (модуль зацепления m = 3 мм). Колесо 10, находясь в зацеплении с рейкой, прикрепленной к станине, катится по ней и перемещает фартук с суппортом.
Включением муфт МФ8 или МФ9 колесо z = 14 вращается вправо или влево, меняя направление движения суппорта. Общее уравнение кинематической цепи продольных подач определяется исходя из расчетного периода одного оборота шпинделя:

Общее уравнение кинематической цепи продольных подач станка 1к62
Пределы величин продольных подач при включении соответствующих блоков составляют 0,07…0,13; 0,14…0,26; 0,28…0,52; 0,57…1,04; 1,14…2,08; 2,28…4,16 мм/об. Последняя группа подач получается включением звена увеличения шага резьбы.
Кинематическая цепь поперечных подач суппорта
До червячной передачи фартука кинематическая цепь не отличается от предыдущей цепи. Далее через колеса 40/37 или 40/45•45/37 включением муфт МФ10 или МФ11 и через передачи 40/61•61/20 вращается винт поперечной подачи суппорта. Шаг резьбы винта 5 мм, резьба левая. Уравнение кинематической цепи аналогичное, как и для продольных подач. Величины подач в 2 раза меньше соответствующих величин продольных и составляют от 0,035 до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком на валу XIX через передачу вращается реечное колесо z = 10. За один оборот маховика суппорт переместится на величину
1 • 14/66 • π • 10 • 3 = 20 мм
Кинематическая цепь для получения метрической резьбы
Органы настройки винторезной цепи должны быть рассчитаны и настроены таким образом, чтобы величина продольного перемещения суппорта на один оборот шпинделя в точности соответствовала шагу Т нарезаемой резьбы.
При нарезании резьбы для перемещения суппорта участвует ходовой винт с шагом 12 мм. Для этой цели блок колес z = 28 – z = 28 входит в зацепление с муфтой МФ5. Маточная гайка, замкнутая с винтом, перемещается вместе с фартуком и суппортом. Кинематическая цепь не отличается от цепи продольных подач, но передача фартука не участвует. Уравнение кинематической цепи в этом случае определяется исходя из следующего: за один оборот шпинделя суппорт с резцом должен пройти путь, равный шагу нарезаемой резьбы, и напишется в таком виде:

Кинематическая цепь для получения метрической резьбы
где Тн.р. – шаг нарезаемой резьбы.
В этой цепи конус шестерен Б10 (26, 28, 32, 36, 40, 44, 48) является ведущим.
Не все колеса, находясь в зацеплении с накидным колесом z = 36, дают гостированные шаги, например для шага Тн.р. = 1 мм участвует колесо конуса z = 32, что видно из уравнения кинематической цепи

Пример кинематической цепи для получения метрической резьбы
Звено увеличения шага резьбы
В коробке скоростей имеется звено увеличения шага резьбы. Для получения увеличенных шагов резьб необходимо двойной блок z = 60 – z = 45 вала VII переместить вправо до зацепления колеса z = 45 этого блока с колесом z = 45 вала III. Тогда число оборотов вала по отношению к шпинделю будет увеличено в 16 или в 4 раза, при этом шпиндель должен вращаться через передачу 27/54.
Тогда все остальные передачи и ходовой винт будут вращаться ускоренно в 32, в 8 или в 2 раза в зависимости от включения блоков z=88 – z=45 и z=22 – z=45 на валу IV. Наибольший шаг резьбы Тн.р. = 192 мм при передаточном отношении трензеля iTP = 28/56.
Кинематическая цепь для получения модульных резьб
Шаг модульной резьбы пропорционален π – Тн.р. = π•m (m – модуль зацепления в мм). Кинематическая цепь осуществляется аналогично цепи для метрической резьбы, но в гитаре сменных колес надо установить колеса 64/95 • 95/97.
Уравнение кинематической цепи напишется в таком виде:

Кинематическая цепь для получения модульных резьб
Для получения крупных модульных резьб применяют звено увеличения шага резьбы и mmах = 48 мм.
Кинематическая цепь для получения дюймовых и питчевых резьб
Дюймовая резьба характеризуется числом ниток на 1". Запись кинематической цепи производится так же, как и для метрической резьбы, но конус шестерен является ведомым, для чего муфта MФ2 отключается от колеса z = 35, а муфты MФ4 и MФ3 выклю-чены.
Общее уравнение кинематической цепи будет иметь вид:

Кинематическая цепь для получения дюймовых и питчевых резьб
Пределы чисел ниток нарезаемой резьбы: Тн.р. = 2…24 нитки на 1". Очень редко применяется питчевая резьба, которая характеризуется питчами. Величина питча р = 25,4/m. Кинематическая цепь аналогична, как и для дюймовой, но в гитаре сменных колес устанавливаются колеса 64/95 • 95/97. Пределы величин р: 7…96, а для меньших величин применяют звено увеличения шага резьбы.
Кинематическая цепь для нарезания особо точных резьб
Эти резьбы нарезают при помощи включения ходового винта, минуя коробку подач, сокращая этим кинематическую цепь. Для этого необходимо соединить ходовой винт с валом IX коробки подач включением муфт MФ2, MФ4, MФ5 и разъединением блока колес z=25 и z=36 от конуса в коробке подач.
Уравнение кинематической цепи в этом случае напишется так:
1 • 60/60 • 42/42 • x • 12 = Тн.р.; отсюда х = Тн.р./12
где х – передаточное отношение сменных колес, состоящее из одной или двух пар.
Быстрое перемещение суппорта
Оно производится нажатием кнопки, встроенной в рукоятке управления, и осуществляется от электродвигателя ускоренного перемещения. Скорость перемещения суппорта в продольном направлении определяется из уравнения кинематической цепи
Альбом кинематических схем токарно-винторезного станка 1К62









Станок 1к62: описание, устройство, эксплуатация
1к62 токарно-винторезный станок при Советском Союза был одним из распространенных. Это устройство и сейчас можно увидеть в цехах. Главные преимущества 1к62 – это надежность в эксплуатации, хорошая продуктивность, выносливость, способность обработки крупных заготовок.
1к62 токарные станки стали использоваться еще с тридцатых годов прошлого века. Разрабатывались они на базе завода «Красный пролетарий». Применялись для работы с деталями из разнообразных материалов.

История оборудования
Токарный станок 1к62д – это современный усовершенствованный вариант старого аппарата. Советская аббревиатура ДИП, которой обозначались аппараты того времени. После этого в маркировке шли цифры, указывающие высоту над станиной. Токарное оборудование было оснащено коробками скоростей. В 1956 году появилась новая модель, которая стала именоваться 1К62. От прежней, 1Д62 ее отличает ряд усовершенствований:
- 1К62 имеет электрический насос, с помощью которого подается охлаждающая жидкость;
- новая модель оснащена более мощным двигателем;
- имеется механизм реверса, который используется для создания резьбы;
- установлена новая, клиноременная передача;
- новая модель имеет усиленную фрикционную муфту;
- 1К62 оборудован тремя рукоятками оборотов шпинделя.

Это еще не все перечисленные усовершенствования. Сейчас на производстве эксплуатируются не только 1К62. Появилась еще более усовершенствованная модель – 1К625.
Обзор аппарата и область его использования
Когда в 1956 г. появилась новая модель аппарата токарного 1к62, она выпускалось до 1971 г. У него имеется шпиндель, обладающий высокой жесткостью, который установлен на особых подшипниках. В результате стала возможной обработка изделий из каленой стали. Допускается ударная нагрузка. При этом она совсем не влияет на качество, а также точность обработки. Новое оборудование имеет ряд неоспоримых преимуществ:
- большой диапазон скоростей;
- мощный движок;
- низкий уровень вибрации во время эксплуатации;
- жесткость узлов.
В результате стала доступной точная обработка деталей из металла. Новый аппарат относится к лобовым. Он может работать с любыми заготовками, имеющими большой диаметр, но небольшую длину.
Станок имеет на задней балке поперечную регулировку. Это позволяет работать с пологими конусами. Когда балка соединяется с нижней частью суппорта, это позволяет увеличить функциональные возможности во время сверлильных операций.

Особенности конструкции
«Красный пролетарий» не существует достаточно давно, однако многие устройства, которые он успел выпустить работают и по сей день. По прошествии времени многие детали изнашиваются, их необходимо менять. А для придания токарно-винторезному станку 1к62 товарного вида иногда достаточно только подкрасить его корпус. Главное, чтобы техническое обслуживание выполнялось регулярно.
У некоторых аппаратов требует переработки схема электрическая и кинематика. Иногда нужно поменять электрооборудование, после чего устройство будет нормально функционировать еще довольно долго. Однако для ремонта понадобится подробная техническая документация, электросхема, кинематическая схема.
Устройство предполагает возможность установить два типа люнетов для токарного станка 1к62: неподвижных диаметром от 20 до 120 мм и подвижных – 20-90 мм. Для работы используется 23-скоростной движок мощностью 10 кВт с максимальными оборотами – 2000 в минуту. Это позволяет подобрать удобный режим для обработки твердых металлов.

Кинематическая схема
Инструкция по эксплуатации содержит информацию о регулировке скорости вращения шпинделя и как настраивается коробка подачи суппорта станка 1к62. Коробкой управляют рычаги, а шестерни являются сменными. Масса – 2250 килограмм, габариты – 250х120х150 см.
Характеристики его свидетельствуют, что за подачу суппорта в коробке подач 1к62 отвечает дополнительный мотор мощностью в тысячу Вт. Электрическая схема содержит тепловое реле, обеспечивающее защиту движков от перегрева. Для защиты от замыкания схема предусматривает наличие предохранителей.
Имеются два вида модификаций агрегата. Это станок токарно-винторезный 1к62Д, отличающийся увеличенным на десять миллиметров отверстием шпинделя. Коробка подач 1к62 и 1к62Д, кинематика, а также прочие узлы этих моделей практически идентичны.

Коробка подач
1к62 схема этого агрегата сильно отличается от современной версии 1к625. В этой модификации немного повышен вес, диаметр обработки над суппортом и станиной. Ход каретки также повышен. Схема станка 1к62 свидетельствует о том, что мощность двигателя, функциональность, частота оборотов в этой версии не подвергались существенным изменениям.
Модернизация
Токарное оборудование, изготовленное по шаблону 1К62, значительно усовершенствовано. Детали сделаны из прочных сплавов, которые сильно отличаются от предыдущих. В них изменена электросхема.
Модификации стали более надежными, имеющими разную мощность. Высоким показателем отличается безопасность электроприводов и сетей. Новые модели отличает эргономичность, что не предполагает больших усилий для запуска или остановки оборудования. Усовершенствованные модели после включения начинают работать плавно. Это же относится к выключению.
Теперь на станках можно изготавливать еще более качественные детали высокой точности исполнения. Это стало возможным благодаря чугунной станине, имеющей идеальную жесткость. Работа токарей стала значительно легче.

Коробка передач
Преимущества
1к62, характеристики которого описаны выше и винторезный станок 1к62д относятся к классу лобового типа. Технические характеристики станков 1к62 позволяют обрабатывать и детали из закаленных металлов. 1к62, паспорт которого можно скачать в интернете имеет и другие достоинства:
- виброустойчивость;
- возможность использования твердосплавных резцов;
- универсальность в работе;
- большой скоростной диапазон;
- высокая прочность всех деталей.
Что производится на 1К62?
Возможности оборудования велики (о них дополнительно можно посмотреть видео в интернете). На оборудовании теперь свободно обрабатываются детали с небольшим диаметром, малым весом, либо наоборот – огромные. Вес заготовки может достигать до 300 килограмм, а при закреплении изделия в центрах – до 1200 килограмм.
В результате изделие приобретает нужную форму и структуру, согласно чертежам. Станки 1к62, технические характеристики которых описаны выше, можно эффективно применять для высокопрочных заготовок, сделанных из закаленного металла. Подшипники обеспечивают нужную жесткость. На них легко делается резьба любой сложности.

Электрическая схема
Техника безопасности
При эксплуатации любой техники существует определенный свод правил техники безопасности. Токарные станки, как фрезерные и другие, довольно опасны при использовании. В их конструкции много вращающихся и движущихся с огромной скоростью элементов.
В них могут попасть или застрять, намотаться, фрагменты рабочей робы, волосы рабочего, попасть в работающий аппарат пальцы. Последствия могут быть весьма плачевными – вплоть до получения инвалидности и летального исхода. Поэтому во время ранка или его ремонта необходимо соблюдать строгие правила безопасности:
- надевать очки, спецодежду;
- роба должна быть застегнута;
- перед включением оборудования нужно внимательно осмотреть рабочее место и убрать все лишние детали;
- перед эксплуатацией обязательно проверяется исправность защитного кожуха;
- освещение должно быть отрегулировано;
- перед использованием нужно запустить холостой ход, проверить работу систем охлаждения;
обязательно посмотреть, хорошо ли зафиксированы рычаги включения, выключения; - проверяется исправность защитных узлов.

Техобслуживание
Для 1К62 существуют определенные правила техобслуживания, помогающие поддерживать оборудование в рабочем состоянии на весь период эксплуатации. Должен совершаться постоянный осмотр оборудования на наличие повреждений, которые видны невооруженным взглядом.
Работа двигателя оценивается сначала на слух. После его запуска необходимо проверить, подается ли в систему масло. Если слышны посторонние звуки, нужно определить причины их появления и внимательно осмотреть все механизмы.
Особое внимание следует уделять удержанию заготовки, подаче изделия, предохранительному щитку. При обнаружении даже незначительной неисправности, следует немедленно прекратить работу на станке. Он отправляется на ремонт и отладку.
Масло в станке меняется согласно карте смазки. Должна проводиться профилактическая чистка труб, фильтра оборудования и его промывка. Необходимо своевременно менять резцы. Это снижает нагрузку на движок. На поверхности станка, кроме самой заготовки, не должно больше находиться никаких предметов.

Когда делается перерыв, оборудование должно выключаться. Если задачи не требуют автоматической подачи, то трензель устанавливается в нейтральное положение. После окончания работы аппарат нужно очистить от масла тряпками. Потом неокрашенные поверхности оборудования смазываются маслом.
Генеральная очистка станка должна проводиться раз в месяц в обязательном порядке. Масло не доливается, а меняется полностью. Все узлы тщательно смазываются, а фильтр промывается керосином.
Токарно-винторезные станки, технические характеристики которых описаны выше, являются надежным и высококачественными аппаратами. При условии соблюдения всех рекомендаций по работе, они служат очень долгое время. Что же касается их стоимости, то она примерно составляет 140-200 тыс. рублей.
Токарно-винторезный станок 1А62 — характеристики, устройство, эксплуатация
Станок 1А62, относящийся к категории универсального оборудования токарно-винторезной группы, производился известным заводом «Красный Пролетарий» в течение семи лет, начиная с 1949 года. Станком данной модели, который пришел на смену агрегатам с аббревиатурой ДИП (от советского лозунга «Догнать и перегнать»), активно оснащались предприятия, выпускавшие свою продукцию крупными и средними сериями.

Назначение оборудования
Универсальность токарного станка модели 1А62 делает возможным его успешное применение в токарных операциях, выполняемых над заготовками цилиндрической, конической и фасонной конфигурации, а также в нарезании резьбы разных видов – метрической, дюймовой, модульной и питчевой.
Многие специалисты узнают токарный станок рассматриваемой модели и по фото, но более полное представление о его характеристиках можно составить на основе обозначения этого агрегата:
- «1» – цифра, обозначающая группу, к которой относятся токарные станки;
- «А» – цифра, которая обозначает поколение оборудования;
- «6» – данная цифра указывает на то, что агрегат относится к винторезной группе;
- «2» – по этой цифре можно определить высоту центров (над станиной), для данной модели она составляет 220 мм.
Технические характеристики станка 1А62
В отличие от предыдущих моделей, данный токарно-винторезный станок отличается расширенным функционалом и улучшенными характеристиками. Среди таких улучшений следует отметить следующие.
- До 1200 об/мин увеличена скорость вращения шпинделя. При этом можно выбрать одну из 21 скоростей прямого вращения шпиндельного узла и 12 – обратного.
- На 1А62 установлен двигатель более высокой мощности – 7 кВт.
- В главном приводе агрегата используются более надежные клиновые ремни.
- Усилена конструкция фрикционной муфты станка.
- В передней опоре шпиндельного узла установлен надежный роликовый подшипник двухрядного типа.
- Чтобы предотвратить самопроизвольное отсоединение патрона от шпинделя, что может происходить при прекращении вращения двигателя токарного станка 1А62, в конструкции последнего предусмотрена специальная канавка для размещения предохранителей.
- Коробка подач обеспечивает прямое включение в работу ходового винта, что необходимо при выполнении точной резьбы.
- Продольную подачу суппорта можно устанавливать при помощи лимба, находящегося на лицевой части фартука агрегата.
- Усилена задняя бабка.
- Резцедержатель благодаря его усовершенствованной конструкции можно поворачивать на любой угол без помощи второй руки.
- Улучшена система охлаждения зоны обработки, включающая электрический насос и резервуар, находящийся в задней тумбе.
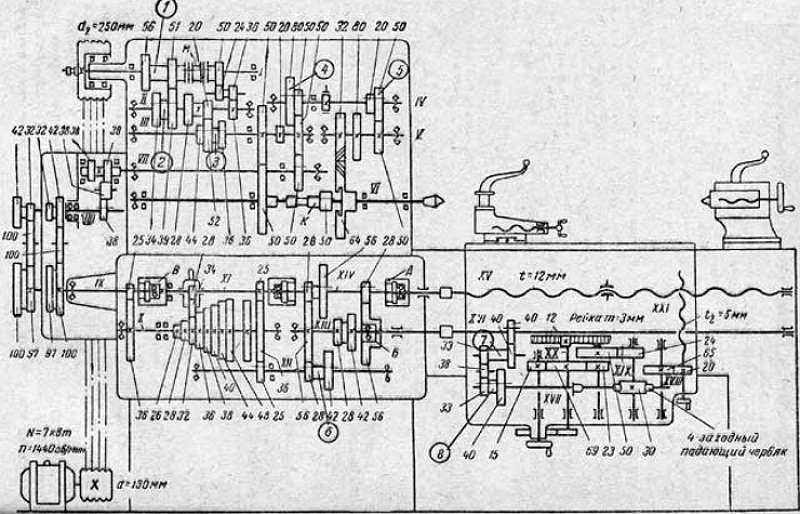
Кинематическая схема 1А62 (нажмите, чтобы увеличить)
Для обеспечения требуемой жесткости при работе с длинными деталями на токарный станок модели 1А62 может быть установлен люнет.
Технические возможности 1А62
Токарно-винторезный станок модели 1А62 относится к устройствам, соответствующим категории точности «Н». Из технических характеристик агрегата стоит отметить:
- максимальный диаметр заготовки, с которой можно работать на токарном станке 1А62: над суппортом – 210 мм, над станиной – 400;
- максимально допустимая длина заготовки, обрабатываемой в центрах оборудования: 750, 1000, 1500 мм.
- максимальная масса заготовки, которая может обрабатываться на 1А62 (взята по аналогии с характеристиками усовершенствованной модели): при обработке в патроне – 500 кг, при обработке с использованием центров – 1500 кг.

Внешний вид станка
Органы управления станка
На лицевой панели токарно-винторезного станка 1А62 располагаются органы управления параметрами его работы:
- рукоятки для установки необходимой скорости вращения шпиндельного узла;
- рукоятка, позволяющая увеличивать шаг нарезаемой на детали резьбы;
- рукоятка, посредством которой устанавливается направление нарезаемой резьбы (левой или правой);
- органы управления параметрами подачи или шагом нарезаемой резьбы;
- рукоятка для включения в работу ходового винта или ходового валика, которую можно использовать только тогда, когда токарный станок работает на тихом ходу;
- рукоятка для включения режима прямого либо обратного вращения вала двигателя главного привода;
- органы управления механизмом фартука: рукоятки для изменения направления движения суппорта во время обтачивания, для переключения направления подач (продольной или поперечной), для включения и выключения режима механической подачи, для задействования гайки ходового винта, маховик, благодаря которому перемещаются продольные салазки;
- рукоятки по управлению суппортом (управление ручной поперечной подачей, фиксация резцовой головки в нужном положении, перемещение верхней части узла).
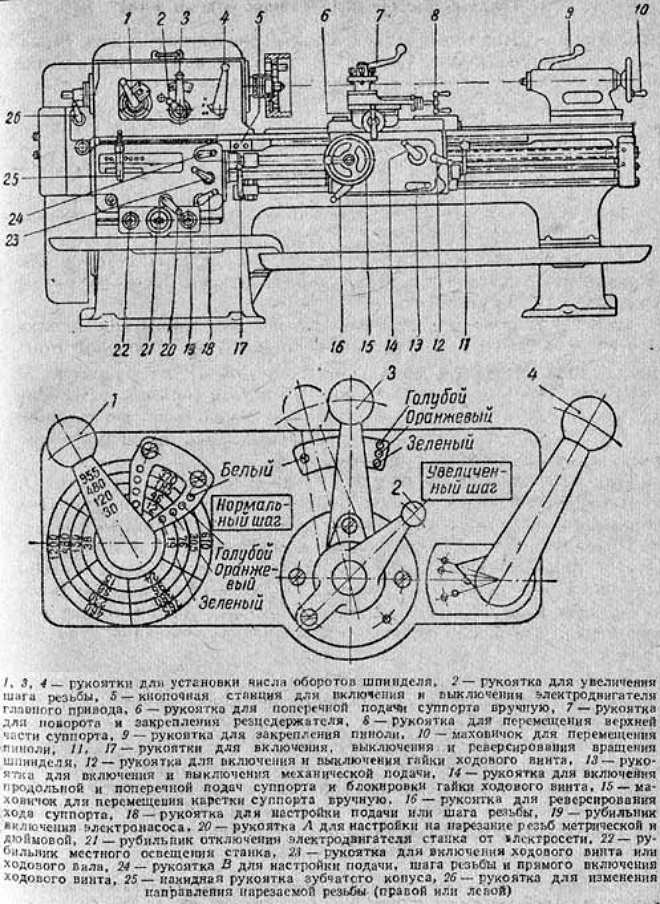
Органы управления станка 1А62
В конструкции 1А62 также имеется рукоятка, отвечающая за фиксацию пиноли задней бабки; маховик, который обеспечивает ее перемещение; электрические выключатели подключения токарного станка к электрической сети, включения освещений рабочей зоны, включения насоса, подающего охлаждающую жидкость, а также кнопка, отвечающая за запуск двигателя главного привода.
Шпиндельный узел станка
Шпиндельный узел токарного станка 1А62 отвечает за фиксацию заготовки в процессе выполнения ее обработки, а также за передачу ей вращательного движения от главного привода устройства.
Перечислим характеристики данного узла:
- диаметр сквозного отверстия – 38 мм;
- максимальный диаметр прутка, вставляемого в шпиндельный узел, – 36 мм;
- частота вращения: прямого – 11,5–1200 об/мин, обратного – 18–1520 об/мин;
- количество устанавливаемых скоростей вращения: прямого – 21, обратного – 12.
Внутренний посадочный конус «Морзе» в шпиндельном узле токарного станка 1А62 имеет категорию М5.
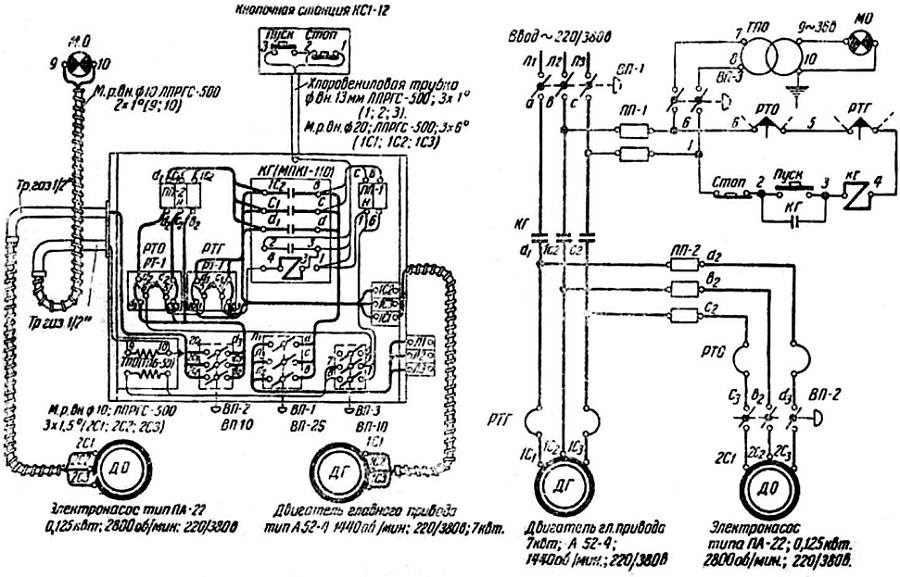
Принципиальная и монтажные электрические схемы станка 1А62 (нажмите, чтобы увеличить)
Суппорт и резцовые салазки 1А62
Суппорт 1А62, как и аналогичные узлы токарных станков других моделей, отвечает за перемещения режущего инструмента относительно обрабатываемой заготовки. Характеристики данного элемента станка напрямую влияют на точность выполнения технологических операций, а также на функциональность оборудования.
Суппорт токарного станка 1А62 обладает следующими техническими возможностями:
- продольная каретка перемещается на 650, 900 и 1400 мм, поперечная – на расстояние до 280 мм;
- количество ступеней продольных и поперечных подач – 35;
- подачи могут совершаться в следующих пределах: продольные – 0,082–1,59 мм/об, поперечные – 0,027–0,522 мм/об;
- количество параметров нарезаемой резьбы: метрические – 19 (шаг от 1 до 12 мм), дюймовые – 20 (шаг – 2–24 ниток/дюйм), модульные – 10 (шаг – 0,5–3 модуля), питчевые – 24 (шаг – 7–95).
Резцовые салазки токарного станка 1А62, служащие для более точного перемещения резцовой головки, управляются несколькими маховиками и управляющими рычагами. Это позволяет добиться следующих характеристик работы данного узла:
- значение максимального перемещения – 113 мм;
- в соответствии с одним делением лимба салазки перемещаются на 0,05 мм;
- максимальный угол, на который может поворачиваться данный узел, составляет 90 0 , при этом цена деления шкалы поворота составляет 1 0 ;
- максимальное сечение державки режущего инструмента – 25х25 мм;
- количество токарных резцов, которые одновременно можно установить в резцедержателе, – 4.
Следует отметить, что резцовые салазки токарного станка 1А62 имеют механический привод.
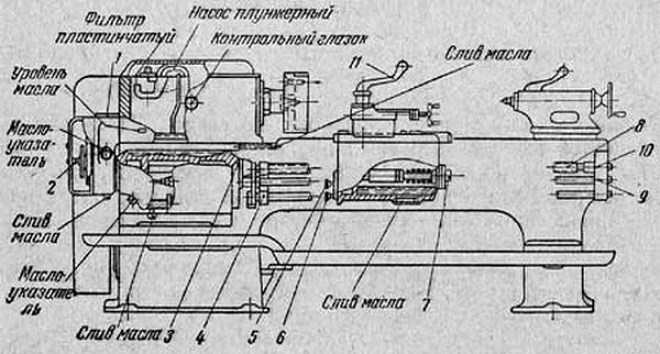
Смазочная система станка
Назначение и устройство задней бабки
Задняя бабка токарно-винторезного станка 1А62 служит для надежного закрепления детали в случае ее обработки в центрах и для установки резца при обработке отверстий.
Данный узел обладает следующими характеристиками:
- диаметр пиноли, в которой закрепляют режущий инструмент, – 70 мм;
- внутренний посадочный конус относится к категории «Морзе 4»;
- величина максимального перемещения – 150 мм, при этом на одно деление лимба пиноль перемещается на 0,1 мм;
- максимальная величина поперечного смещения (в обе стороны) – 15 мм.
Рекомендации по эксплуатации оборудования
Чтобы работа на токарном станке 1А62 была эффективной и позволяла производить детали, отличающиеся высокой точностью параметров, его необходимо установить на предварительно подготовленную платформу, которая выдержит его вес и будет компенсировать возникающие вибрационные нагрузки.
После того как оборудование установлено и настроено, требуется запустить шпиндель на максимальное количество оборотов. При осуществлении этой процедуры, выполняемой на холостом ходу, следует обратить внимание на то, не снижается ли уровень масла.
Окончательно настраивать режимы работы токарного станка 1А62 следует, строго придерживаясь требований, которые изложены в сопроводительной документации. Согласно отзывам тех, кто уже работает на таком оборудовании, выполнить такую процедуру совсем несложно.
Читайте также: