Вальцовщик листового металла профессия
Обновлено: 04.10.2024
Обслуживать оборудование, предназначенное для выполнения такой технологической процедуры, как пластическое деформирование металла в холодном и горячем состоянии, должен специалист – вальцовщик. Профессиональной подготовкой вальцовщиков занимаются специальные учебные заведения.
Вальцовка листового металла
Основные функции
Как было сказано выше, вальцовшик – это человек, который, управляя специализированным оборудованием, контролирует процесс горячего или холодного деформирования металлической заготовки. Осуществляя такой контроль и оперативно внося коррективы в режимы работы устройства, вальцовщик следит за соблюдением геометрических параметров формируемого из заготовки изделия.
Кроме того, к функциям вальцовщика, входящего в состав слесарно-ремонтной бригады, относится подготовка оборудования к работе, его ремонт, замена изношенных частей и выполнение предпусковой наладки.
Обладая соответствующими знаниями и навыками, полученными в процессе обучения, специалист по вальцовке должен квалифицированно управлять подъемными механизмами, снимать показания с контрольных приборов, осуществлять первоначальный контроль качества готового изделия, строго контролировать последовательность этапов технологического процесса.
Индивидуальные качества
Чтобы эффективно и без вреда для собственного здоровья справляться с такой технологической операцией, как вальцовка, специалист, который ее выполняет, должен обладать рядом индивидуальных качеств, к которым относятся:
- осторожность;
- аккуратность;
- физическая выносливость;
- способность оперативно принимать решения;
- психическая уравновешенность;
- внимание к деталям;
- пространственное мышление;
- хорошее зрение;
- острый слух;
- развитый глазомер;
- быстрая реакция – способность оперативно реагировать на внештатные ситуации;
- хорошая зрительно-двигательная координация;
- способность концентрировать внимание и оперативно переключать его, если в этом возникает необходимость;
- способность к наглядно-образному и практическому мышлению.
Рабочее место вальцовщика резиновых смесей
Медицинские противопоказания
Поскольку вальцовщик работает в производственных условиях и управляет достаточно сложным металлообрабатывающим оборудованием, существует ряд медицинских противопоказаний, не позволяющих заниматься такой деятельностью. К таким противопоказаниям, в частности, относятся:
- туберкулез в активной форме;
- стойкое снижение слуха, наблюдаемое даже на одном ухе;
- нарушения функций вестибулярного аппарата;
- нарушения ЦНС и неврозы;
- болезни желудка и сердечно-сосудистой системы;
- заболевания органов зрения – снижение остроты, нарушение цветопередачи, астигматизм;
- наличие хронических заболеваний кожи.
Профессиональная подготовка
Проходя профподготовку в учебном заведении, вальцовщик получает знания по следующим направлениям:
- теоретические основы проката металла и правил выполнения калибровки валков;
- конструктивные особенности вальцовочного оборудовании и принцип его работы;
- устройство и принцип действия подъемных механизмов, контрольно-измерительных приборов, электрических двигателей;
- правила организации технологического процесса при обработке металлов давлением.
Кроме специализированных дисциплин, вальцовщикам даются дополнительные знания и по таким предметам, как физика, химия и электротехника.
§ 7. Вальцовщик (4-й разряд)
4-й разряд
Характеристика работ. Вальцовка, правка и гибка сложных и крупных деталей на различных вальцах и прессах разных конструкций из листового и пруткового металла толщиной свыше 20 до 30 мм в холодном состоянии и свыше 30 до 40 мм в горячем состоянии. Вальцовка на машинах поперечного вальцевания деталей из пруткового металла толщиной свыше 30 мм в горячем состоянии. Прокатка высокоуглеродистых, специальных марок сталей, драгоценных и цветных металлов с повышенной точностью в холодном состоянии. Гибка конусных обечаек и полуобечаек из листового металла толщиной свыше 10 мм в холодном состоянии и свыше 20 мм в горячем состоянии. Гибка деталей, имеющих три и более сгиба, на гибочных машинах. Прокат лент и фасонных профилей из высокоуглеродистых и специальных марок сталей на одно- и многоклетьевых станах. Регулирование режима нагрева металла для вальцовки. Биллетировка днищ и горловин баллонов всех видов. Наладка вальцов на различные виды правки, гибки и вальцовки.
Должен знать: устройство, кинематические схемы и правила наладки вальцов, прессов и машин поперечного вальцевания; свойства листового металла в процессе горячей и холодной вальцовки; технические условия и государственные стандарты на вальцовочные работы; приемы гибки и вальцовки в горячем и холодном состоянии; устройство подъемных механизмов, контрольно-измерительных инструментов; конструкцию специальных приспособлений; правила разборки, сборки, регулировки инструмента; режимы нагрева металла.
Примеры работ
1. Валы коленчатые — гибка.
2. Кольца из профилей стали — гибка на ребро в вальцах.
3. Ленты металлические для капсюльных изделий — точная биллетировка.
4. Листы для наружной обшивки и металлоконструкций — гибка.
5. Обечайки циллиндрические диаметром свыше 3000 мм — вальцовка из листового металла.
6. Патрубки конические переходные — гибка по шаблону.
Подручный вальцовщика стана горячей прокатки | Про профессии.ру
- 1-й разряд
- 2-й разряд
- 3-й разряд
- 2-й разряд
- 3-й разряд
- 4-й разряд
- 3-й разряд
Захват с помощью механизированных клещей поворотного крана прокатанных колес и выдача их из стана после прокатки. Охлаждение прокатного инструмента и выдувка воды паровой струей из диска колеса. Участие в ремонтах крана, клещей, стана и пароводопроводной магистрали.
Необходимо знать и уметь:
принцип работы колесопрокатного стана, клещей поворотного крана, пароводопроводной магистрали для охлаждения прокатного инструмента и выдувки воды из диска колеса; основы слесарного дела.
Захват ручными клещами нагретых слитков и заготовок и подача их при помощи подвесной тележки к рабочей клети прокатного стана, снятие их с тележки на рабочий рольганг; пуск и остановка рольганга. Прием листов на ломик с передней стороны стана и разравнивание их.
Кантовка разводок для бандажей при ковке и сбрасывании их с наковальни после ковки. Сметание окалины и шлака с поверхности раскатов на листопрокатных станах. Очистка заготовок от окалины в процессе прокатки, разборка и установка рабочего стола. Уборка окалины из-под валков и недокатов.
Подготовка и подноска прокатного инструмента и смазочных материалов. Наблюдение за исправностью тележки, крана, клещей и крюка. Осмотр и смазка механизмов тележки и крана. Участие в смене муфт, шпинделей, подшипников и в текущих ремонтах стана.
Выполнение подкрановых работ при перевалках валков и ремонтах стана.
принцип работы обжимных клетей стана, подвесных клещей и крюков, поворотного крана для подачи металла к стану; устройство водопровода для охлаждения валков; последовательность операций прокатки и ковки металла; марки стали и сортамент проката; виды, состав и свойства смазочных материалов; слесарное дело.
Участие в процессе прокатки металла на прокатных станах, подачи металла в валки, разъединении листов в пакетах при дублировании. Кантовка раскатов и наблюдение за прохождением их по рольгангам. Приемка при помощи крюков и других приспособлений раскатов, выходящих из валков. Подача колес и бандажей из клети в клеть.
Подача сутунок, пакетов от печей к стану. Укладка пакетов в стопы. Проверка прокатного инструмента и арматуры по шаблонам, участие в его смене и установке. Участие в разборке и сборке клетей, перевалках и наладке валков, установке и креплении проводок, смене инструментов деформации. Смазка шеек прокатных валков.
основы технологического процесса прокатки металла разных марок и профилей на обслуживаемых станах; основы процесса термообработки шаров при обслуживании шаропрокатных станов; устройство и принцип работы клетей стана, вспомогательного оборудования; виды арматуры, типы валков, применяемых для прокатки на стане разных профилей металла.
Участие в технологическом процессе прошивки слитков и заготовок, прокатки, обкатки, калибровки и редуцирования труб на станах различных типов. Обслуживание охладительных столов. Подача горячих гильз от прошивного пресса к стану. Задача трубы в стан. Участие в перевалках валков, ремонте и наладке станов.
основные сведения о прокатке, обкатке, калибровке, редуцировании труб, прошивке слитков и заготовок; правила смены валков; принцип работы обслуживаемого оборудования; устройство транспортных механизмов; сортамент труб и марки стали; основы слесарного дела.
Участие в технологическом процессе обкатки оправок и заготовок на обкатных станах; калибровки труб на калибровочных станах продольной прокатки.
Наблюдение за работой оборудования и управление механизмами по установке, извлечению и подготовке технологического инструмента: дорнов, оправок, стержней, их замена и доставка к стану. Кантовка труб вручную.
Обслуживание смазочной машины, приготовление смазки и введение ее в гильзу (трубу).
основы процесса обкатки оправок и заготовок, калибровки труб различных марок стали и размеров; принцип работы обслуживаемого стана; устройство обслуживаемого вспомогательного оборудования; правила перевалки валков и установки технологического инструмента в соответствии с калибром валков и сортаментом прокатываемых труб; слесарное дело.
Участие в технологических процессах прошивки слитков и заготовок на прошивных станах; прокатки, обкатки, калибровки и редуцирования труб на элонгаторе трубопрокатных установок с пилигримовым станом, на обкатных (раскатных) станах трубопрокатных установок с автоматическим станом, станами продольной прокатки, на калибровочных станах косой прокатки, на редукционных и обкатных станах.
основы технологических процессов прошивки слитков и заготовок, прокатки, обкатки, калибровки и редуцирования труб различных марок стали и размеров; устройство обслуживаемого стана и вспомогательного оборудования; таблицы прокатки; сортамент прокатываемых труб.
Ведение технологического процесса прокатки труб внешним диаметром до 75 мм на валковых станах холодного проката под руководством вальцовщика стана холодного проката труб. Подача заготовки к стану.
Доставка сменного технологического инструмента. Резка прокатанных труб на пиле, обрезка разлохмаченных концов и вырезка проб. Перевалка и замена прокатного инструмента. Оформление ярлыков.
Профессия Вальцовщик стана горячей прокатки – по ЕТКС профессий и должностей 2020
Тарифно-квалификационные характеристики профессии «Вальцовщик стана горячей прокатки» требуются для определения видов работ, тарифной ставки и присвоения разрядов согласно статьи 143 Трудового кодекса Российской Федерации.
На основе указанных характеристик выполняемых работ и предъявляемых требований к профессиональным знаниям и навыкам составляется должностная инструкция вальцовщика стана горячей прокатки, а также кадровые документы, в том числе для проведения собеседования и тестирования при приеме на работу.
При составлении рабочих (должностных) инструкций необходимо учитывать общие положения и рекомендации по выпуску ЕТКС 7, если информации недостаточно, обратитесь к поиску профессии через каталог профессий и специальностей по алфавиту.
Вальцовщик стана горячей прокатки 4-й разряд
Характеристика работ.
Ведение технологического процесса прокатки горячего металла разных марок стали, профилей и сечений на отдельных группах клетей или отдельных клетях линейных среднесортных и мелкосортных станов с сортаментом проката до 20 профилеразмеров.
Регулирование на обслуживаемых клетях положения валков и темпа прокатки в зависимости от прокатываемых марок и профилей металла. Подача раскатов в валки и наблюдение за их выходом из валков. Управление механизмом нажимного устройства на тонколистовых и дуо-нереверсивных станах.
Наблюдение за температурой металла, правильностью профиля прокатываемого металла и осуществление отдельных замеров его. Отбор проб. Установка и наладка валковой арматуры, инструментов деформации, направляющих роликов на обслуживаемой клети при переходе с одного профиля на другой.
Разборка и сборка обслуживаемых клетей, перевалка и наладка валков, замена вышедшей из строя арматуры и подшипников. Установка обводок, проводок и пропусков. Наблюдение за охлаждением валков и смазкой шеек. Участие в ремонте и приемке обслуживаемой клети после ремонта.
Выявление и устранение неисправностей в работе обслуживаемого оборудования.
Должен знать: технологический процесс прокатки металла на обслуживаемых станах; устройство, принцип работы и правила технической эксплуатации клетей обслуживаемого стана, нажимного устройства, вспомогательного оборудования; силы, действующие при захвате металла валками; калибровку валков; коэффициент вытяжки и нормы расхода металла по маркам стали; виды и причины пороков металла при прокатке; слесарное дело.
Вальцовщик стана горячей прокатки 5-й разряд
Ведение технологического процесса прокатки горячего металла разных марок стали, профилей и сечений на одноклетевых листовых станах трио; на отдельных группах клетей или отдельных клетях непрерывных заготовочных, трубозаготовочных и сутуночных станов, рельсобалочных, крупносортных и проволочных станов, листовых непрерывных и полунепрерывных станов; у передней стороны линейных заготовочных и сутуночных станов, универсальных станов трио; у задней стороны одноклетевых толстолистовых дуо-реверсивных и универсальных станов дуо; на промежуточных клетях непрерывных сортовых (штрипсовых) станов; на промежуточных клетях линейных среднесортных и мелкосортных станов с сортаментом проката 20 и более профилеразмеров или сортаментом из качественных марок стали; на чистовых клетях среднесортных и мелкосортных станов с сортаментом проката до 20 профилеразмеров, бандажепрокатных станов; на клетях дуо толстолистовых станов тандем; на обжимном устройстве и у передней и задней сторон тонколистовых дуо-нереверсивных станов; на вилопрокатных и колесопрокатных станах; на шаропрокатном стане. Ведение процесса дублирования пакетов. Участие в приемке стана после ремонта.
Должен знать: технологический процесс прокатки металла различных марок стали на обслуживаемых станах; режимы обжатий для стали разных марок; схему деформации металла при прокатке; устройство, принцип работы и правила технической эксплуатации обслуживаемых прокатных станов всех типов; требования государственных стандартов к качеству прокатываемого металла.
Вальцовщик стана горячей прокатки 6-й разряд
Ведение технологического процесса прокатки горячего металла разных марок стали, профилей и сечений на чистовых клетях или чистовых группах клетей непрерывных заготовочных и трубозаготовочных станов, непрерывных, полунепрерывных и последовательного типа сортопрокатных и штрипсовых станов, линейных крупносортных станов, линейных проволочных станов при прокатке металла до 5 нитей; на чистовой линии крупносортных станов 650; на чистовой группе клетей среднесортных и мелкосортных станов с сортаментом проката 20 и более профилеразмеров или сортаментом из качественных марок стали; на чистовой и предчистовой клетях рельсобалочных станов; на черновой и предчистовой группах клетей непрерывных и полунепрерывных листовых станов; на обжимной, черновой и предчистовой группах клетей проволочных станов; на клетях трио и кварто толстолистовых станов тандем; у передней стороны толстолистовых трио и дуо-реверсивных станов, универсальных станов дуо, тонколистовых дуо-нереверсивных станов при прокатке электротехнической и других качественных марок стали, кровли закрытым пакетом с применением припыла или опилок. Руководство разборкой и сборкой клетей, перевалкой клетей и наладкой валков, заменой вышедшей из строя арматуры и подшипников, установкой обводок, проводок и пропусков. Наблюдение за работой оборудования и контрольно-измерительной аппаратуры стана и обеспечение сохранности и бесперебойности их работы. Участие в приемке стана после ремонта. Руководство бригадой вальцовщиков и подручных вальцовщика.
Должен знать: основы теории прокатки металла и калибровки валков; характеристику двигателей прокатных станов; устройство, принцип работы, правила наладки и технической эксплуатации обслуживаемых станов.
Вальцовщик стана горячей прокатки 7-й разряд
Ведение технологического процесса прокатки горячего металла разных марок стали; профилей и сечений на прокатных станах: рельсобалочных, непрерывных заготовочных и трубозаготовочных, полунепрерывных, непрерывных и последовательного типа сортопрокатных; крупносортных 650; проволочных и штрипсовых; линейных крупносортных, среднесортных и мелкосортных с сортаментом проката 20 и более профилеразмеров или сортаментом из качественных марок стали; полунепрерывных и непрерывных листовых, толстолистовых, универсальных дуо, тонколистовых дуо-нереверсивных при прокатке электротехнической и других качественных марок стали, кровли закрытым пакетом с применением припыла и опилок. Ведение технологического процесса прокатки горячего металла на чистовой группе клетей линейных проволочных станов при прокатке в пять и более ниток. Руководство бригадой вальцовщиков и подручных вальцовщика.
Должен знать: теорию прокатки металла и калибровки валков; характеристику двигателей прокатных станов; конструктивные особенности станов горячей прокатки всех типов.
Требуется среднее специальное образование.
§ 5. Вальцовщик холодного металла 6-го разряда
Характеристика работ. Ведение процесса прокатки лент на автоматизированных многоклетевых и многовалковых прокатных станах и прокатки титановых, вольфрамовых, молибденовых, ниобиевых, циркониевых сплавов. Прокатка фольги в сдвоенном виде с одновременным сдавливанием. Управление обслуживаемым станом и его наладка.
Должен знать: конструкцию и кинематические схемы автоматизированных многоклетевых и многовалковых станов; основы калибровки валков; допуски на валки; устройство и взаимодействие узлов обслуживаемого стана; автоматику управления обслуживаемого стана.
Кто такой вальцовщик и чем он занимается?

Вальцовщик – это рабочий, который умеет работать на специальном инструменте для деформирования листового материала. Данная процедура называется вальцовка, как и сам аппарат, с помощью которого она проводится. Именно от них и пошло название профессии.
На производстве главная задача вальцовщика – следить за оборудование, которое всегда должно находиться в рабочем состоянии, а также проводить процедуры деформирования материалов. При этом он должен контролировать ход операции, при необходимости вносить корректировки в работу оборудования. Иначе он не сможет проследить за тем, чтобы полученное на выходе изделие соответствовало указанным параметрам.
Поскольку вальцовщик в ответе за работоспособность вверенного ему инструмента, то в круг его обязанностей также входит подготовка оборудования и его наладка перед использованием, осмотр инструмента, проведение ремонтных основных ремонтных работы, замена пришедших в негодность деталей. Если же возникают технические неполадки, который сам специалист не может либо устранить, либо определить, он должен сообщить вышестоящему руководству о возникших проблемах.
Кроме того, квалифицированный вальцовщик должен уметь снимать показания с приборов и проводить первоначальных контроль качества созданного изделия, чтобы отсеивать брак.

Источник фото aleksandarlittlewolf/freepik
Где можно выучиться на профессию вальцовщик?
Существует два способа получить данную специальность – поступить в профессиональное училище и освоить непосредственно на производстве.
Традиционно обучение включает себя практическую и теоретическую части, в процессе освоения которых учащийся не только узнает о типах вальцовок, особенностях работы с ними, но и знакомится с техникой безопасности на производстве, тонкостями рабочего процесса. А благодаря практике на предприятии у него есть возможность увидеть, какие есть разновидности у профессии, чтобы определиться, в каком именно сегменте работать в дальнейшем.
При освоении профессии на производстве нет возможности ознакомиться с разными вариантами, потому что работодатель сам решает, какой именно специалист ему необходим. Кроме того, даже если профессия получена без учебного заведения, у рабочего все равно может возникнуть необходимость в курсах повышения квалификации. Вполне возможно, что на производство закупят инструменты нового образца, с которыми ни один из работающих специалистов в полной мере незнаком. Поэтому при любом способе освоения данной специальности рано или поздно возникнет необходимость получения теоретической базы в учебном заведении.
Кроме того, для активного развития в своей профессии и больших возможностях карьерного роста выгоднее в начале трудовой деятельности получить специальное образование. Нельзя забывать и том, что для получения административной должности также понадобится профильное образование. Поэтому на сегодняшний день при учебных центрах есть специальные курсы.
Разряды вальцовщика
На сегодняшний день существует 4 разряда у профессии вальцовщик. Особенность их в том, что самый низкий разряд – это второй, самый высокий – пятый:
2 разряд – навыки вальцевания металлических деталей толщиной до 10 мм в холодном и до 20 мм в горячем состоянии;
3 разряд – уметь гнуть кромки вручную, работать с холодным металлом от 10 до 20 миллиметров и горячим от 20 до 30 миллиметров;
4 разряд - уметь налаживать и ремонтировать вверенный инструмент, также к толщине металла добавляется по 10 миллиметров;
5 разряд – знать устройство и особенности всех инструментов, стандарты качества, которые предъявляются к готовому изделию.
Индивидуальные качества вальцовщика
Как и многие рабочие специальности, профессия вальцовщик требует не только специальных навыков и знаний, но и целый ряд индивидуальных качеств: умение выверять свои действия, аккуратность и осмотрительность, быстрая реакция на внештатную ситуацию, внимание к деталям, скрупулёзность, пространственное мышление, умение концентрироваться на работе и быстро переключать свое внимание, хладнокровность.
Кроме того, существуют также требования к физическим особенностям кандидатам. Например, поскольку речь идет о тяжелом физическом труде в опасных условиях, то необходимы: выносливость, острое зрение, хорошая координация и мелкая моторика.
Таким образом, категорически запрещено работать на производстве, если есть следующие медицинские противопоказания: снижение слуха или зрения, проблемы с вестибулярным аппаратом, неврозы, заболевания сердечно-сосудистой системы, органов дыхания, желудка, а также хронические заболевания кожных покровов.

Источник фото standret/freepik
Уровень заработной платы вальцовщика
На территории России уровень среднемесячного дохода вальцовщика серьезно рознится: от 17 000 до 60 000 рублей.
Самую большую зарплату получают специалисты из Республики Алтай, в среднем оклад квалифицированного специалиста составляет 60 000 рублей. При этом наибольшее количество вакансий открыто в Иркутской области, где средняя заработная плата составляет 15 000 рублей.
Также стоит отметить, что во многом на размер заработной платы специалиста влияет уровень его квалификации, стаж работы и навыки. Чем выше эти показатели, тем выше будет и оклад.
Профстандарт: 27.003
Профессиональный стандарт "Вальцовщик стана холодной прокатки"
УТВЕРЖДЕН
приказом Министерства
труда и социальной защиты
Российской Федерации
от 26 марта 2018 года N 192н
I. Общие сведения
________________
Общероссийский классификатор занятий.
Отнесение к видам экономической деятельности:
________________
Общероссийский классификатор видов экономической деятельности.
II. Описание трудовых функций, входящих в профессиональный стандарт (функциональная карта вида профессиональной деятельности)
Подготовительные работы и техническое обслуживание оборудования станов холодной прокатки листового проката
Ведение технологического процесса производства листового проката на одноклетьевых нереверсивных станах холодной прокатки
Выполнение вспомогательных операций на одноклетьевых нереверсивных станах холодной прокатки листового проката
Управление технологическим процессом холодной прокатки листового проката на одноклетьевых нереверсивных станах
Ведение технологического процесса производства листового проката в рулоне на одноклетьевых реверсивных станах холодной прокатки
Выполнение вспомогательных операций на одноклетьевых реверсивных станах холодной прокатки листового проката в рулоне
Управление технологическим процессом холодной прокатки листового проката в рулоне на одноклетьевых реверсивных станах
Ведение технологического процесса производства листового проката в рулоне на непрерывных станах холодной прокатки
Выполнение вспомогательных операций на непрерывных станах холодной прокатки листового проката в рулоне
Управление технологическим процессом холодной прокатки на непрерывных станах листового проката в рулоне
III. Характеристика обобщенных трудовых функций
3.1. Обобщенная трудовая функция
Вальцовщик стана холодной прокатки 2-го разряда
Вальцовщик стана холодной прокатки 3-го разряда
Профессиональное обучение - программы профессиональной подготовки по профессиям рабочих, программы переподготовки рабочих
Прохождение обязательных предварительных (при поступлении на работу) и периодических медицинских осмотров (обследований), а также внеочередных медицинских осмотров (обследований) в порядке, установленном законодательством Российской Федерации
Прохождение обучения, стажировки, инструктажа по охране труда и проверки знаний требований охраны труда
Прохождение противопожарного инструктажа, пожарно-технического минимума и проверка знаний требований пожарной безопасности
Присвоение квалификационного разряда осуществляет соответствующая комиссия организации с учетом уровня освоения работником навыков, приобретенного опыта и сложности выполняемой работы по данной специальности
________________
Постановление Правительства Российской Федерации от 25 февраля 2000 г. N 163 "Об утверждении перечня тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда лиц моложе восемнадцати лет" (Собрание законодательства Российской Федерации, 2000, N 10, ст.1131; 2001, N 26, ст.2685; 2011, N 26, ст.3803); статья 265 Трудового кодекса Российской Федерации (Собрание законодательства Российской Федерации, 2002, N 1, ст.3; 2006, N 27, ст.2878; 2013, N 14, ст.1666).
Федеральный закон от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2000, N 33, ст.3348; 2003, N 2, ст.167; 2004, N 35, ст.3607; 2005, N 19, ст.1752; 2006, N 52, ст.5498; 2009, N 1, ст.ст.17, 21, N 52, ст.6450; 2010, N 30, ст.4002, N 31, ст.ст.4195, 4196; 2011, N 27, ст.3880, N 30, ст.ст.4590, 4591, 4596, N 49, ст.ст.7015, 7025; 2012, N 26, ст.3446; 2013, N 9, ст.874, N 27, ст.3478; 2015, N 1, ст.67, N 29, ст.4359; 2016, N 23, ст.3294, N 27, ст.4216; 2017, N 9, ст.1282, N 11, ст.1540).
Профессия вальцовщика – требования и умения
Обслуживать оборудование, предназначенное для выполнения такой технологической процедуры, как пластическое деформирование металла в холодном и горячем состоянии, должен специалист – вальцовщик. Профессиональной подготовкой вальцовщиков занимаются специальные учебные заведения.

Вальцовка листового металла
Основные функции
Кроме того, к функциям вальцовщика, входящего в состав слесарно-ремонтной бригады, относится подготовка оборудования к работе, его ремонт, замена изношенных частей и выполнение предпусковой наладки. Обладая соответствующими знаниями и навыками, полученными в процессе обучения, специалист по вальцовке должен квалифицированно управлять подъемными механизмами, снимать показания с контрольных приборов, осуществлять первоначальный контроль качества готового изделия, строго контролировать последовательность этапов технологического процесса.
Индивидуальные качества

Медицинские противопоказания
Профессиональная подготовка
Вальцовка (вальцевание) труб и металла: особенности технологии
Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации. При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.

Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов. Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения. Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. Видео с примером выполнения такой операции можно посмотреть ниже.
Основные инструменты
Хотя это и не совсем верно, под понятием вальцовки металла часто подразумевают целый перечень технологических операций, при помощи которых осуществляют изменение формы металлической заготовки. К таким операциям, в частности, относятся:
- формирование из узкой металлической полосы трубного изделия круглого, квадратного или прямоугольного профиля (при помощи данного метода производят трубопрокат сварного типа; по похожей технологии выполняется вальцовка металлического уголка);
- изменение формы поперечного сечения, наружного диаметра и толщины стенок готового трубного изделия – вальцовка труб (по такой технологии обработке могут подвергаться как бесшовные, так и сварные трубные изделия);
- формирование на отдельных участках трубного изделия изгибов с требуемыми параметрами – гибка труб;
- изготовление из листового металла изделий цилиндрической (вальцовка обечаек), конической (вальцовка конусов) и овальной формы;
- увеличение диаметра (расширение) обрезанного конца металлической трубы – развальцовка (при помощи данной технологии выполняется подготовка металлических изделий к их соединению между собой; в частности, именно таким образом подготавливают к монтажу трубки для кондиционеров);
- уменьшение диаметра (сужение) обрезанного конца трубного изделия – завальцовка труб.

Вальцовка профильной трубы на трубогибочном станке
Для завальцовки мягких медных трубок могут быть использованы обычные клещи, а для их развальцовки – инструмент, рабочим органом которого является конусный элемент, разжимающий конец трубы на требуемую величину. На самом деле называться вальцовкой могут только те технологические операции, которые выполняются при помощи оборудования и инструмента, в конструкции которых присутствуют вальцы.
В зависимости от типа заготовки и результата, которого необходимо добиться, для выполнения вальцовки может использоваться различное оборудование и инструменты, которые чаще всего являются достаточно универсальными.

Промышленная вальцовочная машина способна изгибать листовой материал больших размеров с высокой точностью
Процесс вальцевания металлических листов, в результате которого из них формируют изделия цилиндрической, конической или овальной формы, осуществляется на специальном оборудовании, оснащенном двумя, тремя или даже четырьмя рабочими валками. Обработка на станке трехвалкового типа заключается в том, что металлический лист, прижимаясь к двум вращающимся нижним валкам третьим – упорным, также начинает вращаться вокруг него, постепенно превращаясь в изделие цилиндрической формы. Регулировать радиус изгиба металлического листа при вальцовке позволяет подбор валков соответствующего диаметра, а также расстояния между нижними рабочими элементами. Поскольку валки в процессе работы испытывают значительные механические нагрузки, для их изготовления используют высокопрочные сорта стальных сплавов.
Для гибки труб, которую часто называют вальцовкой, применяется оборудование, также оснащенное системой валков. Огибаясь вокруг рабочих валков в процессе вращения, изделие приобретает требуемый угол или радиус изгиба. На таком оборудовании, которое отличается высокой универсальностью, можно также выполнять вальцовку уголка.

Станок трехвалковый предназначен для вальцовки профильных труб по дуге любого радиуса
Назначение и методы
Обработка трубопроката методом вальцовки, как уже говорилось выше, может выполняться с целью изменения формы профиля поперечного сечения, а также для того, чтобы изменить начальные параметры готовой трубы – наружный и внутренний диаметры, толщину стенки, форму конечной части. Для изменения формы поперечного сечения выполняют прокатку через систему валков специального оборудования, которые, оказывая значительное давление на стенки трубы, формируют требуемый профиль.

В предназначенном для вальцовки оборудовании используются различные типы валков, которые формируют заданную форму и определенный размер заготовки
Если для расширения конечной части мягких трубок для кондиционеров эффективны простейшие приспособления, то для вальцовки трубных изделий, изготовленных из стальных сплавов, необходимо применение специальных инструментов. Последние в зависимости от параметров и материала изготовления трубопроката, который необходимо подвергнуть вальцовке, делятся на следующие категории:
- Т – для обработки труб с внутренним диаметром в диапазоне 5,6–12,5 мм (особенностью инструмента данной серии является то, что с его помощью вальцевать можно на ограниченную глубину);
- СТ – для вальцовки сварных изделий, внутренний диаметр которых находится в интервале 6–11 мм (также имеет ограниченную глубину вальцевания);
- Р – для обработки трубопроката диаметром 1,2–4 см (максимальная величина развальцовки при использовании такого инструмента составляет 4,87 см);
- РТ – для работы с трубами диаметром 0,55–1,15 см (при этом увеличиваться внутренний диаметр изделия может до 1,29 см);
- СР – для вальцовки на более значительную глубину (максимальная величина развальцовки инструментами данной серии составляет 3,23 см);
- 5Р – для обработки тонкостенного трубопроката из нержавеющих стальных сплавов.

Фотографии некоторых моделей инструмента для развальцовки
На современном рынке представлено еще несколько серий инструмента для вальцовки, но мы перечислили наиболее популярные из них.
Специализированный инструмент для выполнения развальцовки труб чаще всего используется при монтаже теплообменников, в которых устанавливаются трубные решетки. Рабочий орган такого приспособления, который и оказывает механическое воздействие на стенки трубы, подвергается специальной обработке, позволяющей наделить его высокой прочностью.
Развальцовка труб при монтаже теплообменного оборудования
Монтаж труб в теплообменных системах, выполняемый при помощи вальцовочной операции, является достаточно распространенной процедурой, поэтому лучше познакомиться с ней более подробно. Использование такой технологии и качественного инструмента позволяет получить надежные соединения труб со стенками отверстий, выполненных в трубном барабане.
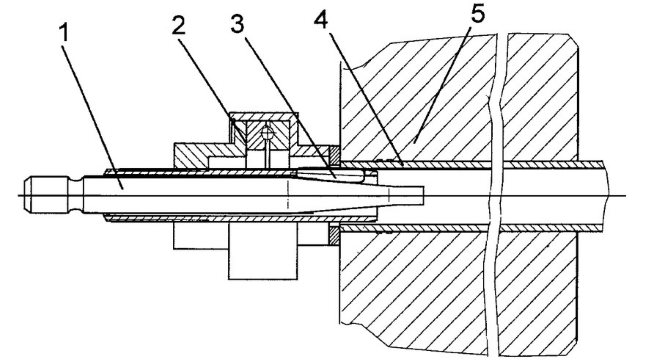
Схема вальцовки трубы роликовым инструментом: 1 – веретено с рабочим конусом; 2 – обойма с подшипником; 3 – ролики; 4 – труба; 5 – решетка трубная
Итак, необходимо выполнить следующие действия.
- Отрезок трубы устанавливают в отверстие, диаметр которого меньше, чем ее наружный диаметр.
- Рабочий орган инструмента вводят во внутреннюю часть трубы и начинают выполнять ее расширение. Ее диаметр под действием пластической деформации начинает увеличиваться, и зазор между ее наружной стенкой и стенкой отверстия, в которое она вставлена, исчезает. После выборки зазора деформироваться начинают и стенки отверстия в трубном барабане, на которые оказывает давление расширяющаяся труба. Таким образом, формируется плотное и надежное соединение.
- Когда вальцуешь при помощи такого инструмента, следует быть очень аккуратным и следить за тем, чтобы стенки трубы под воздействием значительного давления не разрушились. Это может произойти, если ее диаметр увеличивается выше допустимого технологией предела. Избежать таких негативных последствий позволяет не только строгое следование технологическим рекомендациям, но и правильный выбор инструмента.
Итак, под вальцовкой подразумевается достаточно большой перечень технологических операций, для качественного выполнения которых необходимо правильно подбирать соответствующие инструменты и оборудование.
Читайте также: