Ванна для цинкования металла своими руками
Обновлено: 30.06.2024

Сегодня мы сделаем гальваническую ванну для хромирования, цинкования, меднения, никелирования. Каждый кто решил сделать гальванику в гараже сталкивается с проблемой как самому сделать гальваническую ванну или как приспособить под нее какую нибудь посудину, что бы в ней можно было цинковать (никелировать, хромировать, меднить и т.д.). Гальваническая ванна должна соответствовать следующим требованиям: быть стойкой к кислотам щелочам, быть прочной(не лопаться при ударах), и выдерживать температуру хотя бы до 80 градусов.
Мною еще в начале занятий гальваникой был найдено очень не дорогое решение. В любой фирме торгующей химикатами есть полиэтиленовые емкости .Емкости обрешечены и укреплены на поддонах. Емкости бывают на 1000 или 600 литров. При покупке обратите внимание на целостность нижнего сливного крана(он шаровый пластиковый), и на наличие верхней крышки. Можно уложится в 2000-3000 рублей. рис

Аккуратно срезаем верх обрешетки и верх нашей будущей гальванической ванны. Срезанный верх не выкидываем, он нам еще пригодится. В обоих торцах ванны делаем 3 отверстия, отверстия под анодные штанги. Отверстия должны быть на одном уровне. рис
Наша ванна обязательно должна быть с крышкой. Мы позже прикрутим ее к ванне при помощи рояльной петли. В магазине автозапчастей покупаем резиновые уплотнители для дверей автомобиля жигули, и насаживаем их на бортик крышки и ванны. Резина необходима нам для уплотнения соединения между ванной и крышкой. Ванна полиэтиленовая по этому края можно усилить, прикрутив стальные уголки или полосу. Только после того как уплотнители установлены на гальваническую ванну прикручиваем крышку к ванне при помощи рояльной петли, так чтобы крышка прилегала наиболее плотно к ванне .рис
Получилась ванна с открывающейся крышкой. В крышке есть заливное отверстие, его мы используем для подключения вентиляционного рукава. Рис
В отверстия вставляем медные штанги. В качестве штанг я использовал медные трубки диаметром 20мм. Если трубка попадется мягкая то внутрь вставьте стальной пруток. Концы трубок сплющите и просверлите отверстия для подключения выпрямителя.
Конечно же, это ванны большого объема и в гараже их использовать как то не очень. Можно ванну нужного нам объема и формы спаять из винипласта. На самом деле это проще чем кажется. Покупаем листы винипласта .Те кто продают винипласт продают и прутки для сварки. Пруток это тот же винипласт только в виде проволоки. Так же потребуется промышленный фен с сужающей воздушный поток насадкой и электролобзик.
Способ сварки гальванической ванны
Сварка винипласта заключается в нагреве свариваемых кромок до пластического вязкотекуче-го состояния и соединения их под некоторым давлением. Применяется следующий способ сварки:
Сварка нагретым воздухом Свариваемые кромки детали 4 и присадочный материал (пруток для сварки) нагревают до температуры сварки струей горячего воздуха из промышленного фена. Присадочный пруток 2 вдавливают в разделку шва 5; нагретые слои материала слипаются и присадочный пруток образует сварной шов 3. При сварке толстого материала в разделку шва последовательно укладывают несколько нагретых присадочных прутков.
Сварку без скоса кромок применяют для соединения листов толщиной менее 4 мм. При большей толщине применяют V- и Х-образные разделки шва под углом 60°. При этом Х-образные швы более прочны. В процессе сварки по мере размягчения поверхностей свариваемых кромок и присадочного прутка необходимо непрерывно вжимать пруток в основание разделки под небольшим, но постоянным давлением. Для получения полного провара необходимо у корня шва оставить зазор 0,4…0,5 мм. При сварке мягких термопластов (полиэтилен и др.) присадочный пруток вводят под тупым углом, чтобы обеспечить достаточное давление на свариваемые кромки. При сварке жестких термопластов (винипласт, органическое стекло и др.) пруток вводят в разделку шва почти под углом 90° к шву.
Присадочным материалом служат прутки сечением 1… 12 мм2. Допускается использование сварочных прутков из винипласта диаметром 3,0…5,0 мм. Винипласт сваривают в размягченном (вязкотекучем) состоянии при температуре 220…240°С. Присадочным материалом служат сварочные прутки диаметром до 5 мм из пластифицированного винипласта. Процесс сварки осуществляется путем размягчения прутков и сцепления их с основным материалом.
В любом поисковике набираете «сварка винипласта» и там все будет подробно расписано. Опыт придет уже через 30 минут работы (я через 10 минут чувствовал себя профессионалом), к стати этот же способ применяется при сварке сломанных автомобильных бамперов. Таким же способом варятся, и гальванические барабаны о них мы поговорим позже. Самостоятельная сварка оборудования позволит сэкономить Вам массу наличности. По скольку мы говорим о гальванической ванне для гаража, то нет смысла делать ее объемом более 100 литров, и Вам потребуется не одна ванна а несколько, допустим для оцинкования (обезжиривание, промывка, цинкование, промывка, хроматирование, промывка).
Стадии процесса цинкования (пример)
Обезжиривание в органических растворителях
Обезжиривание химическое в щелочном растворе
Промывка в горячей воде
Обезжиривание электрохимическое анодное или катодное в щелочном растворе
Промывка в горячей воде
Промывка в холодной воде
Активирование или травление
Промывка в холодной воде
Промывка в холодной воде
Цинкование
Промывка в холодной воде
Осветление в (0,3 — 0,5) %-ном растворе азотной кислоты (может исключаться)
Пассивирование
Промывка в холодной воде
Промывка в теплой воде (температура не более 40 °С)
Сушка (температура не более 60 °С)
Так что количество ванн, их объем, вы должны предусмотреть за ранее согласно площади гаража. Но есть прямая зависимость между стабильностью электролита и объемом ванны, проще говоря, при маленьком объеме гальванической ванны придется чаще корректировать электролит.
Цинкование и пассивация в домашних условиях.

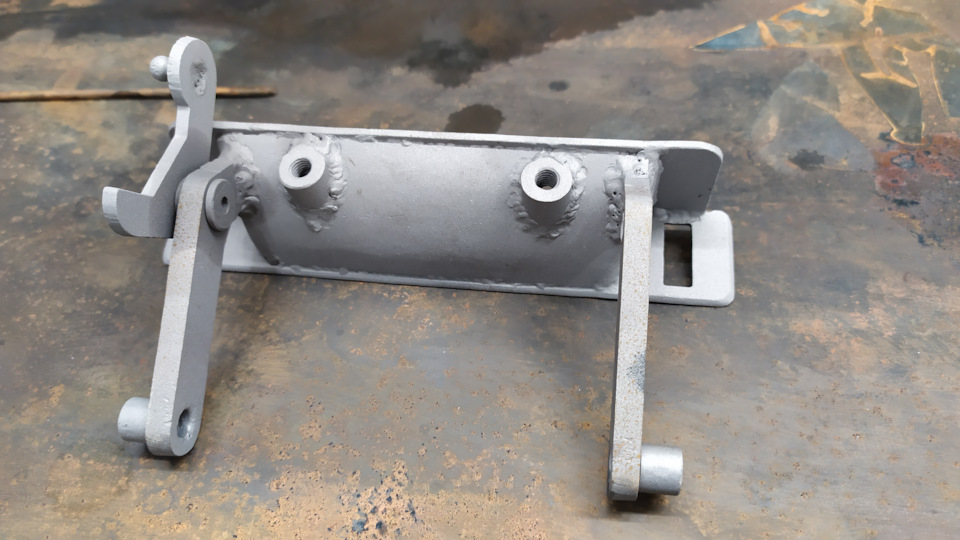
Все началось с ручек для ЗИЛ 4104. Об изготовлении ручек можно почитать в одном из предыдущих постов. Изначально я думал отдать их в оцинковку на производство, но покурив интернеты решил сделать самостоятельно.

Процесс нанесения цинкового покрытия своими руками в целом не сложен. Большинство информации в сети связано с нанесением цинка с корпуса батарейки на участок кузова автомобиля. Но мне это не подходит, так как надо оцинковывать разные небольшие детали целиком. И потом придавать им переливчатый золотисто-зеленый оттенок.
Будем рассматривать электро-химический метод. Он самый простой и доступный для каждого. В результате гальванического процесса в растворе электролита цинк тонким слоем осаждается на поверхности детали. Вот и все. Шучу, не все)
Для самого простого цинкования потребуется.
1. Электролит для АКБ из магазина. То есть раствор серной кислоты.
2. Сульфат цинка порошковый или
3. Паяльная кислота (продается в магазинах радиолюбителей).
4. Дистиллированная вода.
5. Цинковый анод (кусок чистого цинка).
6. Блок питания 12 вольт с возможностью ограничения тока (например зарядное устройство для АКБ.
Для качественной оцинковки необходима качественная очистка поверхности детали от любых загрязнений.
Лучше всего делать пескостуйную обработку. Можно чистить болгаркой. Или вытравливать сначала в щелочи, потом в кислоте. Можно применять гальваническое травление.
При гальваническом травлении не играет большой роли где будет анод а где катод. На аноде в результате реакции выделяется водород, на катоде кислород. Водорода выделяется в 2 раза больше, поэтому анод пузырится сильнее. Заводораживание металла увеличивает его хрупкость, поэтому данный метод очистки не рекомендуют для металлов с высоким классом прочности (пружины там всякие и болты повышенной прочности).
Вобщем суть в том чтоб в процессе очистки удалить с металла все загрязнения.
Спецы рекомендуют сначала травление в щелочи, потом гальваническое кислотное травление, потом активация поверхности в кислотном растворе. Все с проежуточными промывками в воде.
Я очищаю детали механически, потом травление в акумуляторном электролите, промывка в воде, потом снова мехобработка, активация в кислоте и собственно оцинковка.
Если для оцинковки используется сульфат цинка, то его надо растворить в дистиллированной воде в соотношении 200гр на литр воды. Размешать до полного растворения.
Если используется паяльная кислота то она просто наливается в емкость и все.

Этот метод подойдет для защитной оцинковки деталей. Если нужна эстетика то надо использовать специальную химию. Об этом дальше.
Для получения блестящего цинкового покрытия с последующей радужной пассивацией процесс выглядит так.
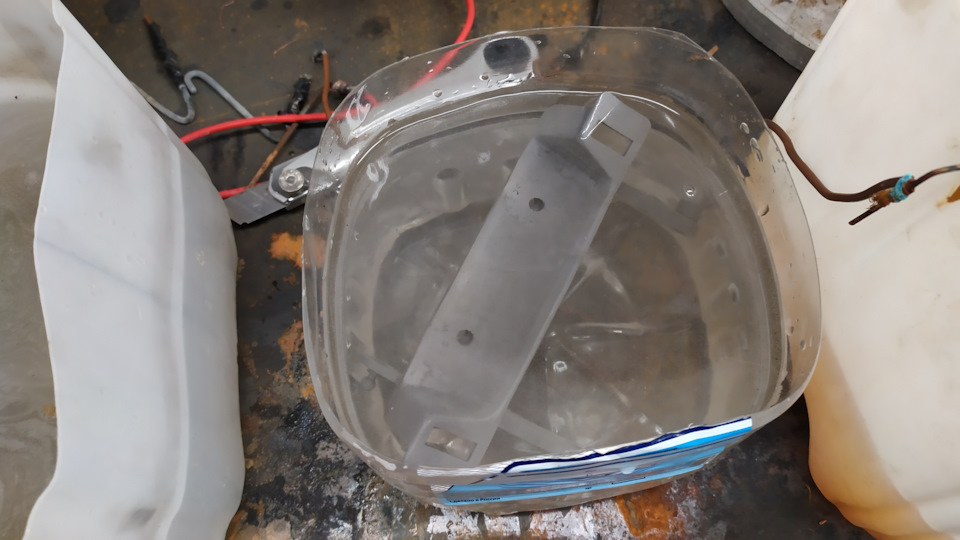
1. Очистка поверхности детали (механическая, травление в растворе серной кислоты с промежуточными промывками).

2. После очистки детали на несколько секунд погружаем деталь в раствор серной кислоты (электролит для АКБ из магазина), потом промываем водой. Работать в перчатках и чистой детали руками не касаться во избежание загрязнения поверхности и ожогов кожи кислотой! Желательно работать в респираторе чтоб не дышать продуктами реакций.
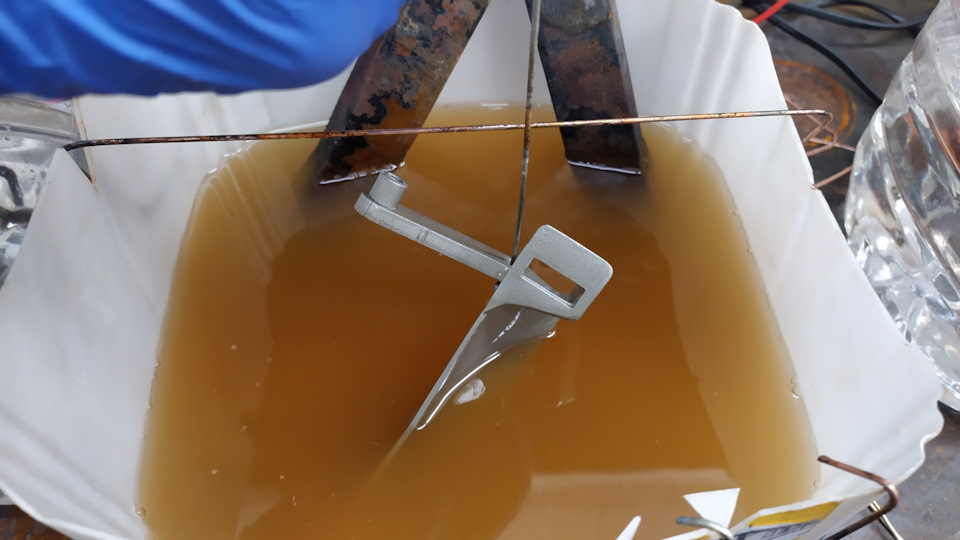
3. Для блестящего цинкования я использую щелочной электролит "экомет-ц31". Он дает отличное блестящее покрытие.
Вешаем деталь на катод (-) и погружаем полностью в электролит. На аноде (+) кусок цинка. По напряжению и току выше написано. Цинк ложится быстрее со стороны расположения анода, так что деталь надо периодически поворачивать разными сторонами к аноду. Нанесение по времени так же занимает 2-10 минут. Не спешите и не давайте большой ток!
4. После того как деталь оцинкуется ее необходимо промыть в воде. В итоге мы имеем хорошо выглядящую блестящую детать с устойчивым антикоррозийным покрытием.

Для увеличения устойчивости покрытия и придания ему эстетичного вида можно сделать пассивацию.
Пассивация это тоже что активация, только наоборот. Пассивация это процесс создания устойчивой оксидной пленки на поверхности детали.
Для этого я использую состав "экомет — пц12". Этот состав дает радужную пассивацию. Деталь приобретает золотисто зеленоватый оттенок с переливами.
Сразу после оцинковки и промывки детали она погружается в состав для пассивации. Я держу ее там 10-15 секунд, после чего снова промывка в воде и горячая сушка феном.

Сушку надо выполнять аккуратно, фен держать на расстоянии и понемногу прогревать детать, визуально контролируя проявление радужности. Если перегреть локально, пассивация будет отлетать с поверхности.
Травление ржавчины электролизом. Цинкование электролизом.

Ранее красил я арки алкидныи грунами и красками. Передние арки были не очень ржавые.
Метал зачистить удалось идеально (без раковин). Красил из балончиков. Три года держится.
Проблем нет. А вот задние арки заржавели сильно. Зачистить идеально не удается.
Раковины с ржавчиной остаются. Под лупой их хорошо видно. Максимум через год
вспучивается краска. Цинкарь, преобразователь ржавчины особо не помогает.
Достоинства этого (по моему мнению)
1-Дешево
2-Технология относительно несложная. Легко осуществить в гаражных условиях.
3-Надежно Если не поленится и вытравить все ржавчину, далее зацинковать — ржавчина не появляется
очень долго.
4-Цинковать можно в любую погоду. Дождь, влажно, пасмурно и тп. Зимой в морозы конечно не получится.
Недостатки
1- Трудоемко особенно для больших поверхностей. Трудоемко загрунтовать например весь
капот. Хотя и такое видел. Для небольших зон — то что надо.
2- Достаточно долго идет процесс травления ржавчины. Частично эту проблему решил
чередованием механической очистки и травлением.
Процес предполагает два этапа. 1 этап самый сложный -травление. 2 этап цинкование.
Электрическая схема одна и таже. Минус акумулятора через лампу соединяем на кузов
автомобиля. Минус на кузов. Плюс на электрод. Растворы, лампы и электроды разные для каждого этапа.
Вместо аккумулятора можно использовать зарядное устройство.
Лампу используем, во первых для предотвращения короткого замыкания. Во вторых для
ограничения тока. По яркости лампы также можно определять примерно величину тока.
При травлении ток чем больше тем быстрее. А вот при цинковании более 1 ампера ток не
желателен. Иначе цинк ложится быстро, хлопьями. Слой получается рыхлый.
Электроды обматываем тряпкой, так чтобы между кузовом и электродом не было КЗ.


Материалы для первого этапа травление кальцинированой содой.
Раствор: Кальцинированая сода. Продается во всех хозяйственных магазинах.
16 рублей 500 грамм Ложки на стакан воды хватает. Растворяется не очень хорошо.
Примерный расход 100 грам раствора на 5 квадраных сантиметров
Раствора больше мимо льется чем используется в реакции.
Видел на сайте, что в качестве раствора использовали "Крот".
Электрод: Нержавеющая сталь Я взял нержавеющую ложку. В принципе можно использовать
обычную сталь.
Лампа: Н4 50 W Максимальный расчетный ток 5 ампер. Можно в принципе взять что то помощней на 10 ампер
Процесс пойде быстрее.
Материалы для второго этапа цинкование
Раствор: Паяльная кислона. Продается там где продают паяльники. 50 мл 30 руб.
50 мл хватит по моему опыту на 10 кв см И даже больше. Смотря как лить.
Видел на сайте, что в качестве раствора используют цинкарь.
Можно использовать травленную цинком соляную или серную кислоту.
Лутше соляную.
Электрод: Цинк. Где взять? Я брал из старых использованых солевых батареек.
Как понять что батарейки солевая (Корпус цинковый)
==САМЫЙ ПРОСТОЙ СПОСОБ Солевая батарека (цинковый корпус) не магнитятся Проверить магнитои можно
==По обозначению на батарейке
Первая буква
Если "L", то перед вами щелочная батарейка,
если "S" — то серебряно-цинковая,
если "С" — то литиевая,
если этой буквы нет — то солевая.
Вторя буква (а может получится первая о буква)
"R" — обозначает цилиндрическую форму элемента,
"F" — плоскую.
Если перед буквенным обозначением стоит цифра, то она обозначает количество параллельно соединенных
элементов в батарее.
Например, 6F22 обозначает солевую батарейку типа "Крона", состоящую их шести 1,5-вольтовых элементов.
Число в конце строки обозначает размеры элемента, а конкретнее — его радиус.
==Температура плавления цинка 474 градуса Если отрезать стружку от корпуса батарейки
и нагреть зажигалкой -расплавится
==Цинк мягче стали Режется обычными канцелярскими ножницами
Лампа: Р21 Максимальный расчетный ток 1.75 ампер.
Далее описываю сами процесы травления и цинкования.
Очишаем механически краску и ржавчину.
Технология травления ржавчины
Макаем конец электрода с тряпкой (нержавеющую ложку) в растворе кальцинированой соде и водим
по кузову. Можно просто держать на одном месте. Можно бильевой прищепкой прижать к кузову и
только подливат на тряпку раствор.
ВАЖНО! Для ускорения процесса необходимо чередовать процесс травления и механической очистки
грязи (ржавчины и продуктов разложения ржавчины).
И так травим от 10 секунд до 1 минуты (Можно и больше)
Далее дрелью с диском-карчеикой механически затиреем протравленое место. До этого раствор с поверхности
не вытираем.
На поверхности появляется размазаная гряью. Ее стираем чистой тряпкой.
Повторяем этот процес. Обычно не более десяти раз. Смотря какая глубина раковин.

С каждым разом грязи становится все меньше и меньше. Когда эта гряз не появляется процесс заканчиваем.
Отсутсвие грязи говорит о том что либо ржавчину все сьело. Либо она так глубоко в раковинах что от
туда она не вымывается. В любом случае далее травить практически бесполезно.
В конце промываю струей воды все поверхность. Обеэжириваю.
Технология цынкования
Подключаю лампу Р21
Беру электрод из цинка. Смачиваю трябку прямо из тюбика пяльной кислотой.
И вожу по поверхности. Важно! Останавливать на месте электрод не льзя. Иначе волосья тряпки
прилипают к поверхности. Цынкуется быстро. Около минуты на 1 кв см
Далее нетрализую кислоту раствором пишевой соды. Кисточкой намазываю. Шипит.
После смываю струей воды.
Все! Далее можно переходить к покраске.

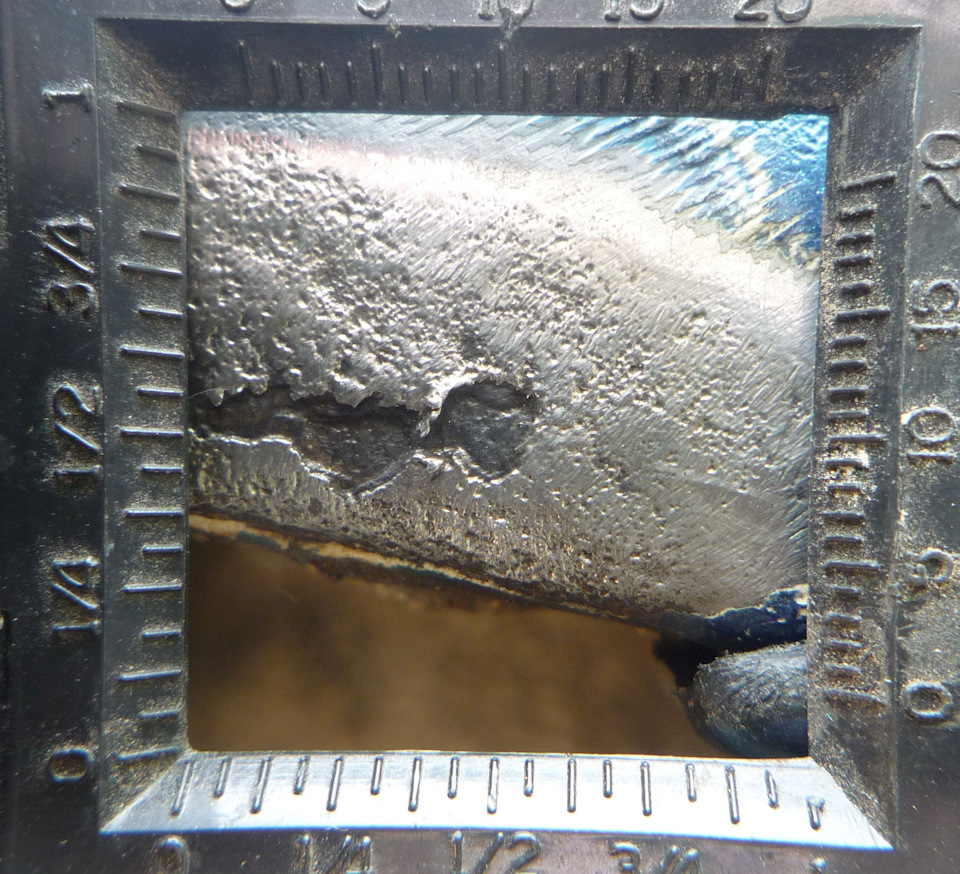
На фотке неворуженным взглядом все выглядит достаточно прилично, по сравнению с тем что было.
Но если под лупой посмотреть наиболе ржавое место справо видим что остались незацикованные раковины.
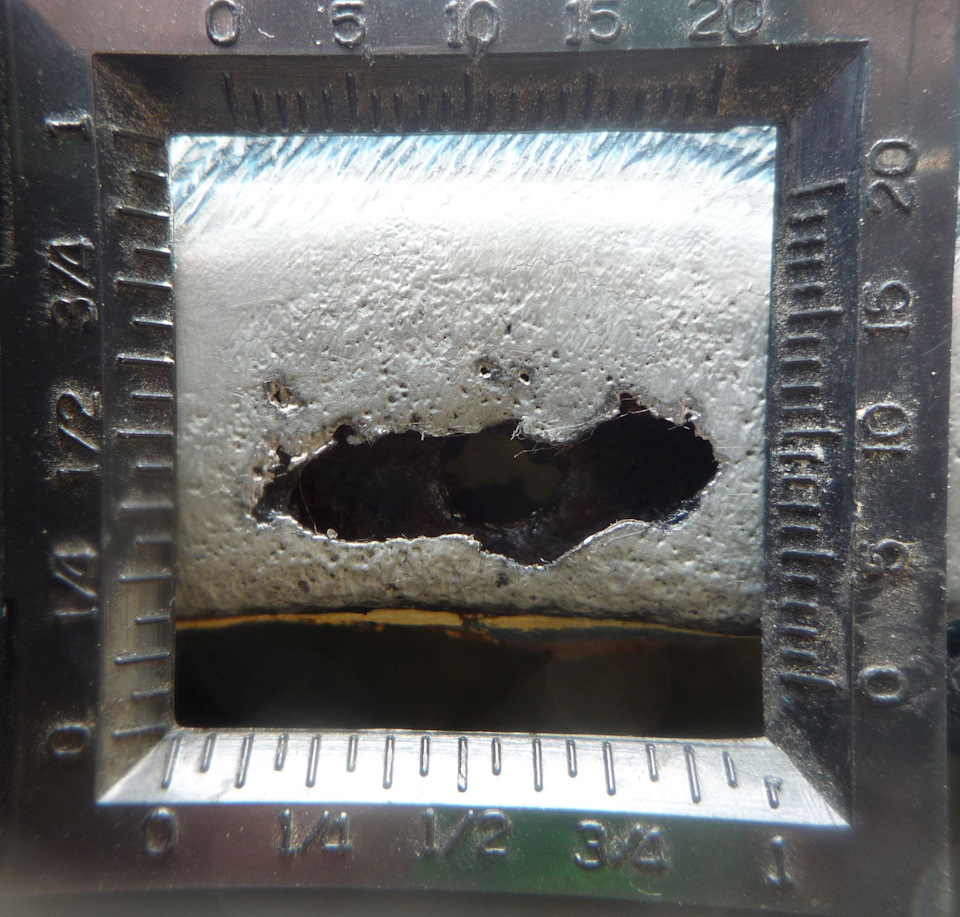
Надо было мне потравить подольше. Лоханулся. Можно попробовать травить уже оцинкованную повержность.
Кальцинированая сода не трогает не железо не цинк.
Я понимаю что вариант безнадежный. Арку надо переваривать. Но для экперименов она подошла.
Через год или два переварю.
Я сейчас наверное просто реактивном грунтом покрою.
Другие примеры
Травил я багажник, местами. Жаль, фоток не делал. Были раковины глубже. Все вытравилось.
Там сквозных дыр не было. Только поверхность заржавела. Можно поверить на слово.
В процессе, во круг меня ходили любопытные. Одному любопытному, по его просьбе зацинковал
небольшое пятно на кузове. Грунтом и краской не покрывали. За месяц, а у нас дожди, ржавчина
не появилась. Но не занцинкованых раковон под лупой у него не было. Тщательней протравили.
Будут фотки других примеров. Догружу их.
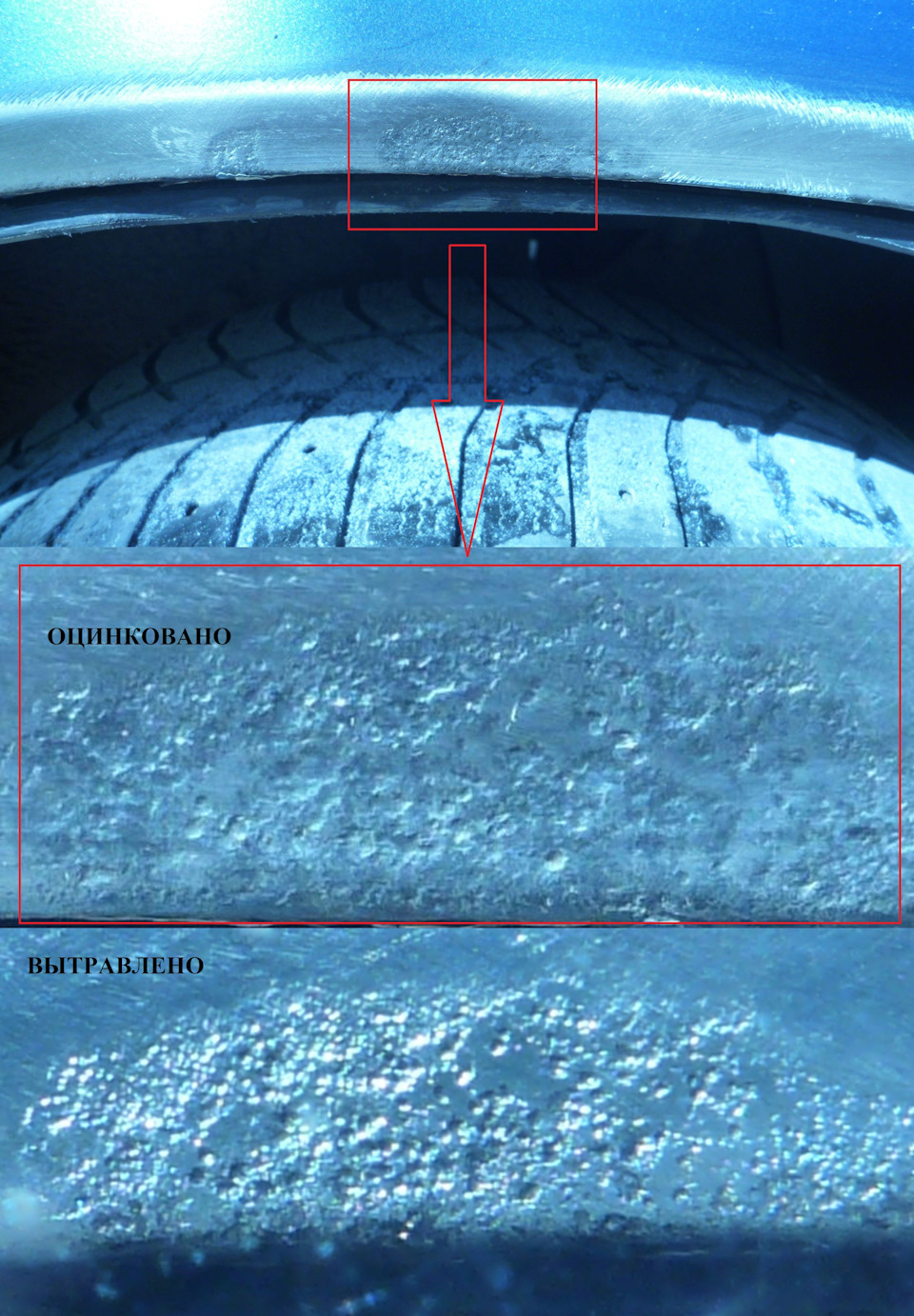
2016-06-18 18:13 Двери кусок зацинковал. Покрыл реактивным грунтом

На этот раз вытравиль хорошо

2018_05_15 Правая задняя арка.
Технология выполнения цинкования в домашних условиях
Метод цинкования – один из самых распространенных для создания надежной защиты для металла от коррозии. Он отличается простотой и дешевизной. Поэтому такой способ обработки можно выполнять в домашних условиях, для чего необходимо лишь соблюдать определенные условия.
Цинкование как распространенный способ коррозийной защиты металлов
При создании качественных и долговечных металлических покрытий чаще всего применяют именно технологию цинкования. Это объясняется невысокой стоимостью расходных материалов и отличным результатом. Само цинкование происходит по простейшей технологии. Для ее осуществления не нужны дополнительные расходы и много усилий, что позволяет проводить подобную обработку в домашних условиях.

Цинковое покрытие формируется в результате того, что цинк вступает в реакцию окисления с кислородом, находящимся в составе воздуха. В последующем на поверхности обрабатываемого металла образуется прочная защитная пленка, которая ограждает его от негативного воздействия внешней среды.
Цинк является более активным металлом, чем железо или сталь. Поэтому он в первую очередь взаимодействует с кислородом и водой, предотвращая коррозию. Даже если на поверхности изделий из металла присутствует хоть часть покрытия, оно защищает его от разрушения.
Проведение цинкования в домашних условиях
Технологический процесс цинкования подразумевает под собой осаждение катионов металла на аноде. Подобная химическая реакция протекает в ванне с электролитом при воздействии электрического тока.
Где найти электролит
В качестве электролита можно использовать любой раствор солей цинка. Самыми популярными и легкодоступными считаются хлорид цинка и соляная кислота. Также электролит с необходимыми свойствами можно получить методом травления цинка в серной кислоте. Эту реакцию следует проводить очень осторожно. Она сопровождается выделением большого количества тепловой энергии и взрывоопасного водорода.
Как получить цинк
Для цинкования в домашних условиях необходимо подготовить цинк, который можно получить следующими способами:
- используя обычные солевые батарейки;
- плавкие предохранители времен Советского Союза;
- любые детали с цинковым покрытием;
- чистый металл, который можно найти в соответствующих магазинах, где продаются химические реактивы.
Подготовка к выполнению процедуры
Для создания качественного металлического покрытия следует выполнить несколько подготовительных операций:

- подготавливают гальваническую ванну. Ее роль может выполнять любая стеклянная или пластиковая тара;
- устанавливают штативы для анода и катода;
- электролит не должен содержать в составе нерастворенные кристаллы соли, для чего дополнительно вводят дистиллированную воду;
- роль анода выполняет цинковая пластина. Чем больше ее площадь, тем качественнее получится покрытие;
- к аноду присоединяется плюс от источника питания. Данных элементов при желании может быть несколько;
- к катоду присоединяется минус. На его поверхности будут осаждаться частицы цинка;
- катод должен быть очищен от ржавчины и любых загрязнений. Перед обработкой его дополнительно окунают в раствор кислоты;
- катод должен находиться на одном расстоянии от анода, чтобы получилось равномерное покрытие со всех сторон;
- в качестве источника питания применяют любой аккумулятор или блок питания с постоянным током на выходе;
- чем больше сила тока и вольтаж, тем быстрее будет происходить реакция и тем рыхлее получится защитная пленка;
- при использовании автомобильного аккумулятора в цепь включают лампочку накаливания до 20 Вт для снижения силы тока.

Технология создания цинковой пленки
Для создания качественного защитного покрытия на поверхности металла после проведенных подготовительных операций источник тока подключают к сети, а катод окунают в гальваническую ванну. Данный процесс должен проходить без бурного кипения. Если такое наблюдается, можно заподозрить слишком большую силу тока в системе. Чтобы снизить ее, в электрическую цепь присоединяют несколько дополнительных потребителей.
Постепенно на поверхности катода будет формироваться металлическое покрытие. Чем дольше протекает этот процесс, тем больше будет толщина защитного слоя на металле.
Популярные методы
Существует много эффективных химических способов выполнения цинкования, каждый из которых имеет свои преимущества и недостатки. В любом случае созданное покрытие будет служить долго, если не подвергать его механическим воздействиям и правильно выбрать толщину защитного слоя с учетом особенностей эксплуатации изделий.
Горячий метод
Данный способ цинкования является одним из самых эффективных. После проведения подобной обработки удается создать надежное покрытие, которое надолго остается на поверхности металлических изделий. Недостатком горячего метода является его вредность для окружающей среды.
Для выполнения данной обработки необходимо придерживаться следующей технологии:
- подготовка. Поверхность металла обезжиривают, проводят травление;
- после выполнения подготовительных процедур деталь промывают и высушивают;
- изделий из металла опускают в емкость с цинковым раствором.
Такой метод цинкования не подходит для обработки больших по площади деталей и требует определенной подготовки, поиска подходящих емкостей.
Холодный метод
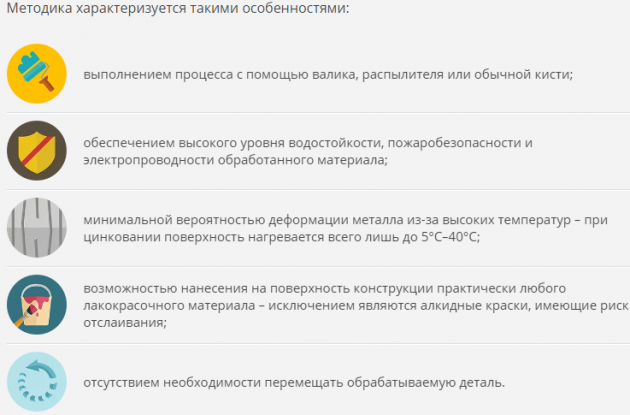
Данный метод обработки подразумевает окраску металлоизделий специальными смесями. Они содержат в составе цинк, что позволяет в кратчайшие сроки сформировать на поверхности надежное покрытие. Наносят такую краску обычным способом – валиком, кистью, краскопультом. Такой метод обработки идеален для деталей, которые невозможно покрыть защитным слоем обычным горячим цинкованием.

Гальваническое цинкование
Такое цинкование в домашних условиях проводится с применением электрохимических воздействий на металл. При его выполнении на поверхности металла образуется тонкая защитная пленка, которая эффективно защищает металл от внешнего негативного воздействия.
Для обработки изделие помещают в специальную емкость, где находится цинковая пластина. После этого подводится электричество. Именно оно переносит частицы цинка с пластин на поверхность обрабатываемых изделий.
Основным недостатком данного метода называют его дороговизну. Также в процессе обработки металла остаются опасные яды, которые требуют специальной утилизации.
Термодиффузионное цинкование
При выполнении термодиффузионного цинкования создается среда, которая характеризуется наличием высоких температурных показателей. Примерно при +2600°С цинк расщепляется на мелкие частицы, которые оседают на поверхности металлических изделий. Основным преимуществом данного метода цинкования является то, что в результате его выполнения образуется особенно толстый защитный слой.

Процесс нанесения защитного покрытия на изделия из металла осуществляется в специальной камере закрытого типа. Вначале на поверхность детали наносится порошковый цинк, после чего она подвергается нагреву. Данная технология применяется исключительно в промышленных условиях. Дома ее использовать очень сложно, дорого и небезопасно.
Преимуществом термодиффузионного цинкования называют его безопасность для окружающей среды. Создаваемое покрытие имеет значительную толщину, что обеспечивает отличные защитные качества.
Газотермическое цинкование
Нанесение цинка осуществляется при помощи интенсивного газового потока. После выполнения подобной обработки поверхность обязательно окрашивают. Несмотря на особенности подобной технологии, она обеспечивает высокое качество и долгий срок службы обрабатываемых деталей.
Видео по теме: Цинкование металла в домашних условиях

Травление нержавеющей стали в домашних условиях

Процесс хромирования металлических изделий в домашних условиях

Секреты никелирования металлических предметов в домашних условиях
Цинкование в домашних условиях – доступный способ защиты металлов
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:

- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
2 Технологии различных методов цинкования
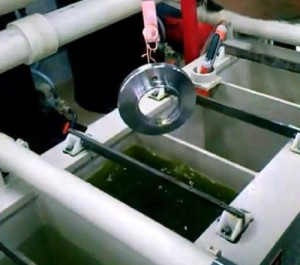
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое ("чешуйчатое") покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
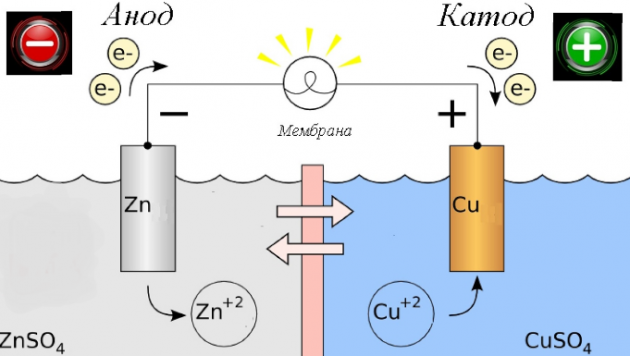
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. "Холодное" покрытие может прослужить дольше, чем "горячее", в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который "растворится", а на изделии образуется слой цинка. Время обработки – 10–40 минут.
4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм 2 ). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.
Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции "порошок"-"связующее" бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
6 Основные требования к холодному цинкованию дома
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.

Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
Читайте также: