Виды дисковых фрез по металлу
Обновлено: 17.05.2024
Отличительной чертой дисковых фрез является форма блина, на торце которого расположены зубцы. Дисковые фрезы, как правило, используют для грубой обработки металла и дерева. Основная сфера применения – распиливание материала и вырезание пазов определённой ширины и глубины.
Согласно ГОСТу, дисковые фрезы изготавливают из инструментальной стали.
Понятно, что это – только общие данные. Для разных видов работ и разных металлов существуют фрезы различных составов и конфигураций.
Что делают, используя дисковые фрезы? Спектр производства здесь довольно широк. Чаще всего с их помощью изготавливают и обрабатывают элементы интерьера: мебель, двери, плинтуса, паркетную доску. Пригодятся они в производстве и ремонте окон. Также с их помощью обрабатывают стенной брус и вагонку. Нужно сказать и о самых разнообразных технических деталях, выполненных из металлов – в процессе их изготовления без фрез не обойтись.
Виды дисковых фрез
Сегодня можно найти дисковые фрезы трёх типов:
- Шлицевые, или шпоночные.
- Двусторонние.
- Трёхсторонние.
Шлицевые и отрезные дисковые фрезы
У них нет зубцов на торцах – только на цилиндрической поверхности. Такие фрезы в свою очередь делятся на несколько подвидов: отрезные, прорезные, пазовые. Уже из названий ясно, для чего они нужны.
Отрезные выполняют функцию ножа. Они, как правило, имеют небольшую ширину.
Прорезные дисковые фрезы отличаются малым диаметром. Их основная задача – прорезать в деталях небольшие шлицы. Они самые тонкие: их ширина составляет от 0.2 до 5 мм.
Пазовые фрезы бывают различного диаметра и толщины – зависимо от того, какие именно пазы нам необходимо выпилить.
Двусторонние дисковые фрезы
У них зубцы есть не только на цилиндрической поверхности, но и на торце. При этом боковые кромки играют скорее вспомогательную роль – у них условия резки менее благоприятны, чем у цилиндрических зубьев. Двусторонние диски, как правило, применяют для фрезеровки уступов и плоскостей.
Трёхсторонние дисковые фрезы
Фрезы этого типа имеют зубцы на цилиндрической поверхности, а также на обоих торцах. Трёхсторонние дисковые фрезы считаются основным и самым популярным типом. Они предназначены для обработки глубоких пазов и уступов.
Кроме того, различают дисковые фрезы с напайными и вставными зубьями. Цельными чаще всего делают фрезы шлицевые. Вставные ножи характерны для двусторонних или трёхсторонних фрез.
Дисковые фрезы могут быть регулируемыми. Такие детали состоят из двух частей. С обеих сторон у них расположены зубцы, перекрывающие друг друга. Регулируемые фрезы позволяют делать пазы разной толщины зависимо от расстояния, на котором расположены диски.
Способы крепления фрезы
Важная часть работы с дисковыми фрезами – установка. Перед началом обработки дерева или металла необходимо разобраться, как правильно зафиксировать имеющуюся фрезу. Неправильно установленный нож будет вращаться прерывисто. Впоследствии нагрузка на некоторые зубья окажется слишком большой, и устройство быстро придёт в негодность.
Дисковые фрезы фиксируются следующими способами:
- На центровую оправку. При этом оправка крепится к станку по бокам: с одной стороны – с помощью конического гнезда, с другой стороны – серьгой.
- На концевую оправку. Такое крепление подойдёт для фрез, у которых основную функцию выполняют торцевые зубья. Концевая оправка по форме напоминает конус. С одной стороны она вставляться в гнездо вращающегося шпинделя аппарата, с другой – на цилиндрический выступ надевается фреза и закручивается винтом.
- На выступ шпинделя. Здесь не нужен «посредник» в виде оправки.
- В гнездо шпинделя (коническое или цилиндрическое). Этот способ – только для фрез, у которых есть соответствующие хвостовики.
Фрезеровщик должен знать все параметры станка и его крепёжных деталей, дабы безошибочно подбирать фрезы и способы их фиксации.
Особенности работы с данными фрезами
Прежде чем купить дисковые фрезы, необходимо ознакомиться с некоторыми особенностями применения:
Дисковые фрезы
Дисковые фрезы предназначены для обработки узких поверхностей, прорезки пазов, подрезки уступов, отрезки заготовок и т.п. Дисковые фрезы работают в тяжелых условиях несвободного (закрытого с нескольких сторон) резания; процесс фрезерования часто сопровождается вибрациями.
Рис. 4.28. Виды дисковых фрез: а – двухсторонние; б – трехсторонние; в – трехсторонние с разнонаправленными эубьями; г – пазовые; — угол поднутрения
Различают следующие виды дисковых фрез: двухсторонние, трехсторонние, пазовые, прорезные и отрезные (рис. 4.28).
У двухсторонних дисковых фрез (рис. рис. 4.28, а) зубья размещены на цилиндрической и одной торцовой поверхностях, а у трехсторонних (рис. 4.28, б) – на обоих торцах. Соответственно эти фрезы могут обрабатывать две или три взаимно перпендикулярные поверхности в пазах и уступах. Фрезы изготавливаются с крупными зубьями (для черновой обработки) и мелкими (для чистовой обработки). Первые характеризуются удалением больших объемов металла из глубоких пазов, выемок, поэтому они имеют большой объем стружечных канавок. Зубья у этих фрез при малой ширине режущих кромок или прямые, или наклонные к оси. Наклонные зубья к тому же обеспечивают более равномерное фрезерование, имеют благоприятную геометрию торцовых зубьев и лучшее удаление стружки.
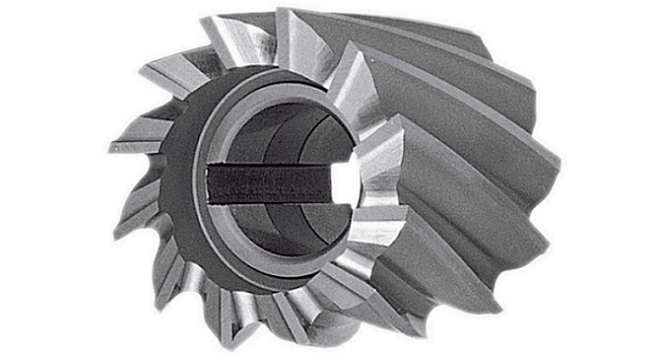
Трехсторониие фрезы изготавливают с разнонаправленными зубьями, что позволяет создать на торцовых режущих кромках положительные передние углы γ>0 (рис. 4.28, в). При переточке ширина такой фрезы уменьшается, поэтому используют также сдвоенные фрезы, состоящие из двух половинок, между которыми закладывают мерное кольцо. Геометрические параметры трехсторонней дисковой фрезы с равнонаправленными зубьями показаны на рис. 4.29.
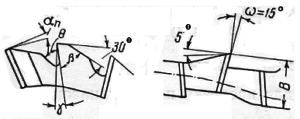
Рис. 4.29. Трехсторонняя дисковая фреза с равнонаправленными зубьями
Цельные фрезы изготавливают диаметром d = 63…125 мм и шириной B = 6…28 мм, а сборные со вставными ножами диаметром d = 75…200 мм и шириной B = 12…60 мм. Такие фрезы изготавливают из быстрорежущей стали с креплением в клиновидных пазах с помощью рифлений (рис. 4.28, в). Дисковая фреза со вставными ножами показана на рис. 4.30.
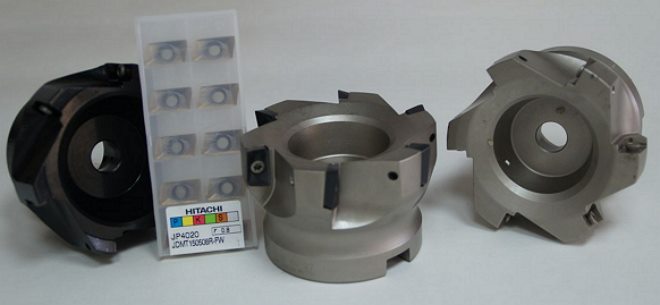
Дисковые фрезы, оснащенные твердосплавными пластинами с механическим креплением, в последние годы получили большое распространение. В конструкциях этих фрез используются способы крепления пластин конструктивно по аналогии с торцовыми фрезами. Однако здесь возникают дополнительные трудности, связанных с необходимостью размещения элементов крепления в узких корпусах фрез. У трехсторонних фрез необходимо также обеспечить надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
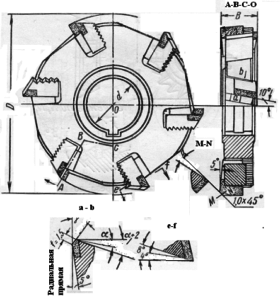
Рис. 4.30. Трехсторонняя дисковая фреза, оснащенная пластинами твердого сплава
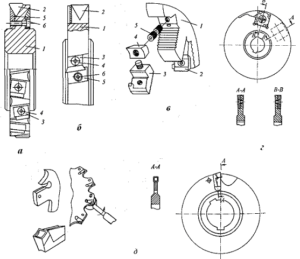
Рис. 4.31. Дисковые фрезы, оснащенные СМП: а – трехсторонняя с «от-крытыми» базами под пластины; б – трехсторонняя с базированием пластин во вкладышах; в – с креплением пластин и вкладышей винтами; г – с тангенциальным креплением пластин; д – со специальными пластинами для отрезных работ (слева показана схема снятия пла-стины)
На рис. 4.31, а показан вариант дисковой фрезы, у которой трехгранные пластины 2 (без отверстия) крепятся в корпусе 1 с помощью клиньев 3 и винтов 4, а также колец 1 и служат одной из баз под режущие пластины. Другой базой являются открытые пазы в корпусе фрезы с разным направлением наклона к оси смежных зубьев, обеспечивающим надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
На рис. 4.31, б показана схема крепления трехгранных пластин 2 во вкладышах 5 клиньями 3 и винтами 4. Вкладыши 3 имеют V-образные пазы под пластины и располагаются со стороны передней поверхности пластин 2. Они крепятся в корпусе 1 винтами 6. У таких фрез вкладыши сменные, корпус хорошо предохраняется от повреждений, обеспечивается нормальный отвод стружки, но они могут успешно применяться только при относительно небольших глубинах резания.
На рис. 4.31, в показан вариант крепления пластин 2 винтами с конической головкой через отверстие к вкладышу 3. Крепление вкладыша в корпусе производится клином 4 и винтом 5.
Схема крепления пластин дисковых фрез, работающих с небольшими глубинами и шириной среза, показана на рис. 4.31, г. Специально разработанные пластины, имеющие положительные передние углы, крепятся непосредственно к корпусу винтами с двух его сторон.
Замена пластин при поломках или выкрашевании производится с помощью специального ключа (рис. 4.31, д).
Специальная форма передней грани пластин обеспечивает хорошее дробление стружки, наименьшие силы резания и высокую надежность фрез.
На рис. 4.32 показана дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами.
Фреза представляет собой корпус 1, в пазах которого помещаются вставки с трехгранными режущими пластинами 3. Режущие пластины 3 прикреплены к вставкам винтами 6 , а сами вставки крепятся к корпусу крепежными винтами 4, 5.
В дисковых фрезах большое внимание уделяется повышению надежности крепления режущих пластин, их размещению и регулированию. На рис. 4.33 представлена схема трехсторонней дисковой фрезы с регулируемыми пластинами 2 (типа параллегограммма), расположенными в корпусе 1.
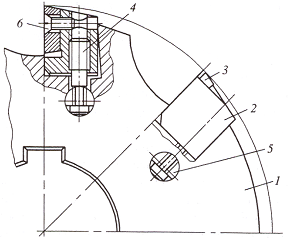
Рис. 4.32. Дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами
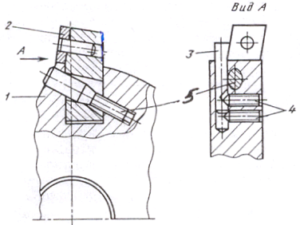
Рис. 4.33. Схема трехсторонней дисковой фрезы с регулируемыми пла-стинами: 1 – корпус; 2 – режущие пластины; 3 – регулировочный штифт и винт; 5 – крепежный винт
За счет перемещения регулировочного штифта 3 и скоса, а также винтов 4, регулируется положение пластин в осевом направлении. Фиксируется их положение винтом 5.
Пазовые фрезы (рис. 4.34, г) предназначены для фрезерования пазов точных по ширине. Пазовые фрезы имеют меньшую длину режущих кромок с геометрическими параметрами зубьев γ=10…15 о , α=20 о . Вспомогательные режущие кромки на торцах получают заточкой с углом в плане φ1=1…2 о . Пазовые фрезы изготавливают диаметром 50…100 мм и шириной 3…16 мм.
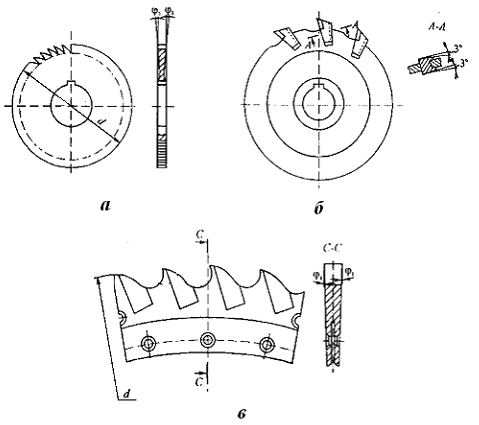
Рис. 4.34. Фрезы прорезные и отрезные: а – прорезная (шлицевая) и отрезная цельная; б – отрезная сборная (пила со вставными ножами); в – сегментные; d- диаметр фрезы; φ1— угол поднутрения
Фрезы прорезные и отрезные по форме зуба подобны пазовым и используются для прорезки неглубоких и узких пазов шириной В = 0,2…6,0 мм, а также для разрезки заготовок любого профиля и толщины. Цельные фрезы диаметром 20…315 мм изготавливают с мелкими, средними и круп>ными зубьями, у которых углы γ=0…10 o , α=20 o , φ1=30 / …1 o (рис. 4.34, а).
Сборные фрезы диаметром 250…2000 мм оснащаются вставными ножами (рис. 4.34, б) или сегментами из быстрорежущей стали. Сегменты состоят из 4…8 зубьев и закрепляются заклепками на диске пилы, который изготавливается из обычной конструкционной стали (рис. 4.34, в).
Условия работы прорезных и отрезных фрез достаточно сложные, что связано с их небольшой шириной и недостаточной жесткостью. Для повышения стойкости фрез их зубья, которые могут иметь форму без ленточки (рис. 4.35, а) и с ленточкой (рис. 4.35, б) затачиваются без ленточки. Угол торцового поднутрения составляет от 1 0 30 / до 5 0 . Угол торцового поднутрения φ1 составляет от 1 o 30 / до 5 o .
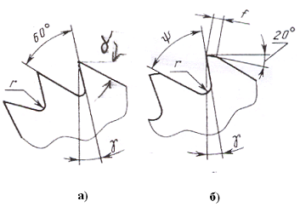
Рис. 4.35. Формы зуба отрезной фрезы; без ленточки (а); с ленточкой(б)
Отрезные фрезы изготавливаются с мелким зубом (1 тип), со средним зубом (2 тип) и крупным зубом (3 тип). Тип 3 позволяет создать условия разделения стружки и улучшить условия резания, особенно при разрезке заготовок значительных размеров. Путем перераспределения усилий резания между зубьями можно повысить стойкость фрез и производительность обработки.
Сегментные фрезы (пилы) являются разновидностью отрезных фрез (рис. 4.36). Сегментные фрезы предназначены для разрезки крупных заготовок, поэтому при диаметре заготовки более 250 мм становится целесообразным их изготавливать сборными – из отдельных сегментов. Фактически сегментные фрезы больше похожи на пилы (спинка зуба выполняется по дуге, передний угол γ выбирается от 0 до 25 о , задний угол α= 12…16 о , высота зуба h=0,5*S, где S – шаг между зубьями). Однако в отличие от пилы в сегментных фрезах отсутствует разводка зубьев.
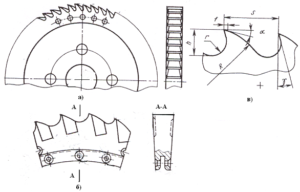
Рис. 4.36. Схема сегментной отрезной фрезы (пилы) из быстрорежущей стали: а – внешний вид пилы; б – сегмент; в – геометрия сегмента
Инструментальные материалы для фрез
При изготовлении фрез для обработки металлов применяется широкая номенклатура инструментальных материалов, которые подразделяются на следующие основные классы: быстрорежущие стали, твердые сплавы, минералокерамика, сверхтвердые материалы (алмазы и композиты). Свойства перечисленных инструментальных материалов по двум важнейшим показателям (теплостойкости, пределу стойкости) сведены в табл. 3.1. В табл. 3.2 приведены сведения о свойствах наиболее распространенных марок быстрорежущих сталей (БС), применяемых для изготовления фрез.
| Инструментальный материал | Теплостойкость, о С | Предел прочности при изгибе σи, МПа |
| Быстрорежущие стали | 600…650 | 2050…3400 |
| Твердые сплавы | 800…900 | 900…2000 |
| Минералокерамика | 1100…1200 | 325…700 |
| Алмазы | 700…800 | 210…400 |
| Композиты | 1300…1500 | 400…1500 |
| Группа (стандарт ИСО 4957-80) | Марка (ГОСТ 19265-73) | σи, МПа | HRС | Теплостойкость, о С, при твердости 59 HRC |
| Базовая | Р6М5 | 3000…4000 | 63…66 | 650 |
| Р18 | 2600…3200 | 62…65 | 620 | |
| С увеличенным содержанием кремния | Р6М5Ф3 | 2000…3200 | 64…66 | 630 |
| Содержащая кобальт | Р6М5К5 | 2400…3000 | 64…66 | 630 |
| Р9М4К8 | 2000…2700 | 64…67 | 630 |
Базовая группа БС предназначена для обработки конструкционных сталей с твердостью до 280 НВ. Сталь Р6М5Ф3 применяется с целью повышения стойкости инструмента. Применение стали Р6М5К5 обеспечивает рост скорости резания (по сравнению с базовой группой) на 20%, или увеличивает количество периодов стойкости инструмента в 1,5…3 раза. Сталь Р9М4К8 обладает повышенной износостойкостью по сравнению со сталью Р6М5К5.
Основными изготовителями российских марок твердого сплава (ТС) являются: ОАО «Кировградский завод твердых сплавов» (КЗТС), ГУП «Всероссийский научно-исследовательский и проектный институт тугоплавких металлов и твердых сплавов» (ВНИИТС) и ОАО « Московский комбинат твердых сплавов» (Сандвик-МКТС). Российские марки ТС группы Р без покрытия приведены в табл. 3.3. В табл. 3.4 приведены российские марки ТС с покрытиями предназначенные для выполнения фрезерных работ.
Рекомендации по применению марки ТС являются ориентировочными и применительно к конкретным операциям требуют уточнения. Наиболее общими рекомендациями применения ТС являются следующие: группы РО1 предназначены для различного вида точения; ТС группы 25 обладают повышенным сопротивлением циклическим, динамическим и тепловым нагрузкам при фрезеровании; группа Р30 предназначена для черновой обработки стальных деталей; группа Р40 предназначена для нагруженной черновой обработки по загрязненной литейной корке, сварным швам при больших неравномерных припусках и т.п. В табл. 3.5 – 3.10 сведены параметры напайных ТС, используемых для различных типов фрез.
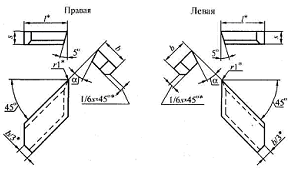 | ||||
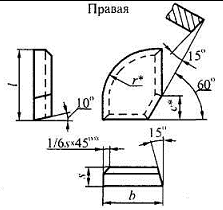
| Обозначение | l | b | s | α, о |
| ГОСТ | ||||
| Тип 15, левая | ||||
| 15040 | 16 | 10 | 4,0 | 15 |
| Тип 15, правая | ||||
| 15030 | 16 | 10 | 4,0 | 15 |
*Размеры для пресс-форм
**Размер для справок
*Размеры для пресс-форм
Сменные ТС режущие пластины с износостойкими покрытиями обеспечивают повышение скорости резания на 20…40%. Они подразделяются на сменные многогранные пластины неперетачиваемые (СМП) и сменные многогранные перетачиваемые пластины (СПП). Наиболее распространенные формы СМП и области их применения приведены в табл. 3.11.
Керамика предназначена для обработки ковких чугунов и отожженных конструкционных и инструментальных сталей. Основные марки керамики и области их применения приведены в табл. 3.12.
| Марка | Состав | Область применения |
| ВО-100 | Al2O3+оксиды | Высокоскоростное чистовое точение чугуна и стали в состоянии поставки без СОТС |
| ВОК-200 | Al2O3+TiC | Чистовая и получистовая обработка углеродистых и легированных сталей, серых ковких чугунов, графита без СОТС или при обильном охлаждении. |
| ВОКС-300 | Слоистый керамический материал на твердой подложке | Чистовая и получистовая токарная обработка углеродистых, легированных, закаленных сталей и различных чугунов, в том числе и при неравномерных припусках и ударов от абразивных включений. |
| ТВИН-200 | Si3N4+оксиды | Черновое, получистовое и чистовое точение и фрезерование чугунов; обработка сплавов на основе кобальта и никеля. |
| ТВИН-400 | Al2O3+SiCw | Обработка никелевых сплавов, закаленных высоколегированных и быстрорежущих сталей и чугунов твердостью более 250 НВ. |
| ОНТ-20 | Al2O3+TiN | Обработка закаленной стали, отбеленных чугунов, цветных металлов на основе меди, сплавов на основе никеля. |
| У с л о в н о е о б о з н а ч е н и е: — нитевидные монокристаллы карбита кремния. | ||
В табл. 3.13. приведены рекомендуемые режимы резания при обработке стали и чугуна режущим инструментом из керамике при торцовом фрезеровании.
| Обрабатываемый материал | Режимы резания | ||
| V, м/мин | So , мм/об | t, мм | |
| Сталь: 150…250 НВ | 300…700 | 0,02…0,2 | 0,2…2,0 |
| 25…40 HRC | 200…500 | 0,02…0,15 | 0,2…2,0 |
| 40… 50 HRC | 100…300 | 0,02…0,15 | 0,2…1,5 |
| 50…60 HRC | 60…120 | 0,01…0,1 | 0,1…1,0 |
| 60…70 HRC | — | — | — |
| Чугун: 120…240 НВ | 300…600 | 0,02…0,25 | 0,2…3,0 |
| 240…400 НВ | 150…300 | 0,02…0,2 | 0,2…3,0 |
| 400…600 НВ | 50…100 | 0,01…0,1 | 0,2…1,5 |
Поликристаллические СТМ используются в качестве лезвийного инструмента, которые подразделяются на поликристаллы алмаза (ПКА) и поликристаллы нитрида бора (ПКНБ). Фрагменты СТМ запаиваются в вершину корпуса стандартных ТС. Основные марки СТМ на основе ПКНБ представлены в табл. 3.14, а режимы резания с использованием ПКНБ – в табл. 3.15.
Виды фрез по металлу для фрезерного станка – классификация, особенности
Чтобы иметь возможность обрабатывать стальные заготовки, придавая им нужную форму, на производстве широко используют фрезерные станки. Благодаря фрезам по металлу для фрезерных станков получают изделия в точном соответствии с инженерным проектом. Типы фрез, представленные сегодня на отечественном рынке, отличаются большим разнообразием, что позволяет подобрать наиболее подходящий для конкретного случая вариант.
Основные разновидности фрез
Принципы классификации фрез по металлу
Различные виды фрезерных станков обусловлены конструкцией и назначением инструмента, а также способом подачи фрезы, среди которых можно выделить винтовой, вращательный и прямолинейный. Рабочие кромки режущего инструмента, каждая из которых, по сути, представляет из себя резец, изготавливаются из особо твердых сплавов стали или из таких материалов, как керамика, алмаз, кардная проволока и прочих.
Разнообразие фрез дает возможность осуществлять выборку материала на самых сложных участках, в результате чего заготовке придается требуемая форма и она превращается в конкретную деталь.

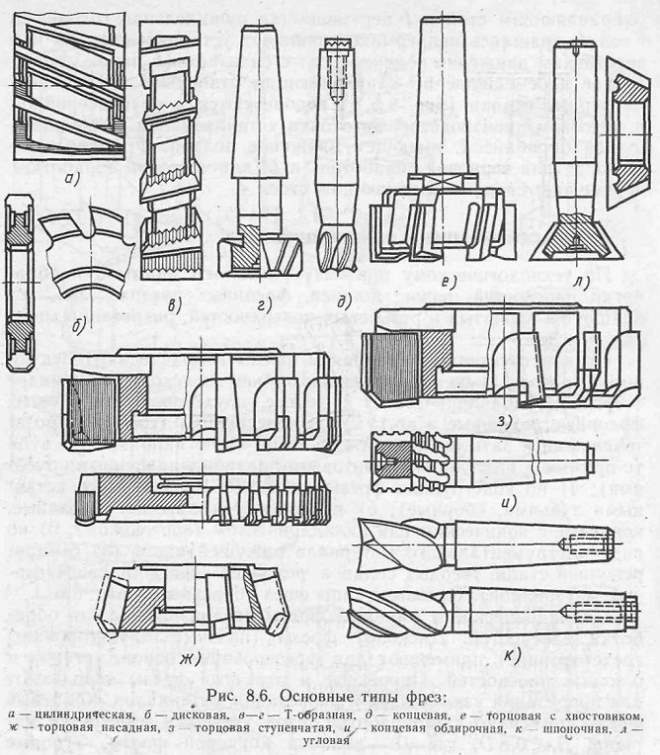
Множество видов фрез на одном фото
Классификация фрез производится по следующим параметрам:
- расположение зубьев (резцов);
- конструкция (сборная, цельная);
- конструкция зубьев;
- направление зубьев;
- способ крепления режущих элементов;
- материал режущих элементов.
Типы фрез по металлу
Любому начинающему мастеру, столкнувшемуся с необходимостью обработки металла, приходится искать информацию о том, какие бывают фрезы. Опишем наиболее распространенные виды фрез по назначению.
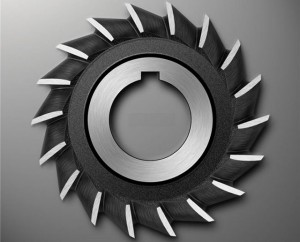
Дисковые фрезы используются для следующих типов работ:
- обрезки заготовок;
- прорезания пазов;
- выборки металла;
- снятия фасок и т.д.
Режущие элементы таких инструментов могут располагаться как с одной, так и с двух сторон. В зависимости от вида обработки (от предварительной до финишной) меняется размер фрезы и ее зубьев. Твердосплавные дисковые фрезы работают в самых сложных условиях при высокой вибрации и невозможности эффективно выводить стружку из области резания.
Из разновидностей таких инструментов можно выделить:
- пазовые;
- прорезные;
- отрезные;
- предназначенные для обработки детали из металла с двух или трех сторон.
Названия этих инструментов определяются их назначением: так, отрезные фрезы нужны для отрезки заготовок из металла на фрезерных станках, а с помощью прорезных производят прорезку пазов и шлицев.
Торцевые фрезы со сменными пластинами
Такие фрезы работают с плоскими и ступенчатыми поверхностями деталей из металла. Из самого названия понятно, что торцевая часть инструмента является рабочей, соответственно, ось его вращения перпендикулярна обрабатываемой плоскости детали. Чаще всего такие фрезы довольно массивны, благодаря чему в них удобно использовать сменные пластины. Большое количество зубьев на участке соприкосновения с деталью из металла позволяет добиться высокой скорости обработки и плавности работы инструмента.
Фрезы такого типа могут быть как с прямыми, так и с винтовыми зубьями. Первыми обрабатывают узкие плоскости, а вторые работают плавнее и потому получили универсальное применение.
Осевые усилия, возникающие при определенных режимах работы фрез с винтовыми зубьями, бывают весьма высокими. В этих случаях применяют сдвоенные инструменты, зубья которых расположены с разным направлением наклона. Благодаря этому решению возникающие в процессе резания осевые усилия уравновешиваются.
К этому типу также относятся рашпильные фрезы типа «кукуруза», с их помощью обрабатывают уступы и прорезают канавки.

Цилиндрическая фреза типа «кукуруза» в работе
Край такой фрезы по металлу, используемой для обработки наклонных поверхностей, а также угловых пазов, имеет коническую поверхность. Существуют как одноугловые, так и двухугловые типы инструментов, отличающиеся между собой расположением режущей кромки (в двухугловых моделях они расположены на двух смежных конических поверхностях, а в одноугловых – на одной конической поверхности). С помощью таких фрез можно выполнять стружечные канавки в инструментах разного рода.

Угловая фреза типа «ласточкин хвост»
Для формирования пазов со скошенными боковыми поверхностями применяются одноугловые инструменты по металлу типа «ласточкин хвост» и перевернутый «ласточкин хвост».
Чаще всего концевые (или пальчиковые) фрезы по металлу применяют для создания пазов, контурных уступов и выемок, обработки взаимно перпендикулярных плоскостей.
Концевые фрезы делятся на несколько разновидностей по следующим признакам:
- монолитные или припаянными режущими элементами;
- с коническим или цилиндрическим хвостовиком;
- для конечной обработки металла (мелкие зубцы) или для грубой (крупные зубцы).

Концевые твердосплавные фрезы применяются для работы с плохо обрабатываемыми металлами – сталью, чугуном и др. Среди концевых фрез выделяют также сферические (шаровые), необходимые для обработки выемок сферической формы, радиусные, служащие для выборки пазов разнообразных форм, грибковые – твердосплавные фрезы для Т-образных пазов на заготовках из чугуна, стали, цветных металлов. К концевым также относятся граверы или фрезы для гравировки, которые используются для обработки драгоценных металлов, меди, латуни и других материалов.
Из названия становится ясно, что данный тип режущего инструмента призван обрабатывать фасонные поверхности. Такие фрезы активно применяются для обработки деталей из металла со значительным соотношением длины заготовки к ее ширине, так как фасонные поверхности деталей небольшой длины на крупных производствах чаще изготавливают методом протягивания. Фасонные фрезы с затылованным углом сложнее всего подвергать заточке.

По типу зубьев фасонные фрезерные инструменты по металлу делятся на два типа:
- с остроконечными зубьями;
- с затылованными зубьями.
Обработка выполняется методом обката за счет точечного касания заготовки инструментом. Червячные фрезы подразделяются на ряд подвидов по следующим параметрам:
- цельные или сборные;
- правые или левые (направление витков);
- много- или однозаходные;
- с нешлифованными или со шлифованными зубьями.

Кольцевые фрезы (или корончатые сверла)
Такие инструменты служат для получения отверстий, причем кольцевые фрезы обеспечивают более высокую скорость резания в сравнении со спиральными сверлами приблизительно в 4 раза.
Существуют фрезы по металлу не только для станков с ЧПУ, но и для дрели. Иначе их еще называют борфрезами. В их конструкции предусмотрена специальная шпилька для зажима в патроне дрели. В продаже борфрезы можно встретить только в виде комплектов, поскольку работа с металлом с помощью дрели требует точности и соответствующих конкретной задаче форм фрезы.

Для ручного фрезера фрезы тоже покупают комплектом. Существуют кромочные инструменты с подшипником и без него. Первые применяются для обработки на ручном фрезере кромки детали, вторые могут быть использованы на любом участке заготовки, однако для более точной их работы требуются шаблоны. На отечественном рынке встречаются, как правило, китайские режущие инструменты для ручного фрезера, однако их качество можно оценить как достаточно высокое.
В домашних условиях для обработки металла можно использовать такой инструмент, как сверло-фреза. Однако применять его можно только для деталей небольшой толщины. Специалисты не рекомендуют вставлять его в ручной фрезер – оно должно использоваться только в электродрели.
Широкие возможности фрезерных станков
Следует отметить, что современные фрезы позволяют работать практически со всеми видами металлов и сплавов, включая сталь, чугун, алюминий, медь и так далее. Современные фрезерные станки отличаются хорошей эргономичной конструкцией, высокой безопасностью и наличием большого числа датчиков, контролирующих температуру двигателя, скорость вращения фрезы и прочие параметры.
Правильный выбор и своевременная заточка инструмента позволяют работать с максимальной отдачей и высокой точностью, придавая детали требуемую форму.
Читайте также: