Виды расточных станков по металлу
Обновлено: 21.09.2024
Расточные станки по классификации ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков) относятся к группе сверлильных станков и делятся на несколько типов:
- горизонтально-расточные станки — применяются для обработки крупногабаритных и массивных заготовок, которые невозможно обрабатывать вращением в небольших производствах и ремонтных цехах;
- координатно-расточные станки – применяются для точного растачивания отверстий, которые имеют взаимозависимость между собой по межцентровому расстоянию и расположены относительно общих баз;
- алмазно-расточные станки – служат для точного растачивания отверстий, канавок, конических поверхностей и т.д. в основном для деталей с большой программой выпуска, т.е. в условиях крупносерийного производства алмазным или твердосплавным инструментом.
Некоторые модели расточных станков оснащаются УЦИ (устройствами цифровой индикацией) и системами ЧПУ (числовым программным управлением). Это помогает повысить производительность и точность.
Горизонтально-расточной станок Координатно-расточной танок Алмазно-расточной станок
Горизонтальные расточные станки
Горизонтально-расточные станки обрабатывают отверстия в корпусных деталях большого размера, которые устанавливаются на стол или плиту.
Заготовки устанавливают и закрепляют на столе или плите относительно рабочих органов, после чего координируют положение инструмента. Чем больше габариты и вес заготовки, тем труднее ее установить и перемещать по столу. Если заготовка имеет габариты большие, чем габариты стола, тогда ее устанавливают на плите вне станка.
Режимы резания назначаются в зависимости от материала, вида резания, точности, жесткости и т.п.
Характеристики
Основной характеристикой при выборе горизонтальных расточных станков данного типа является диаметр шпинделя, размеры которого составляют от 80 до 320 мм.
Классификация
Условно горизонтально-расточные станки можно разделить на три группы:
- А – применяются для обработки негабаритных деталей, оборудование этой группы имеют диаметры шпинделя от 80 до 110 мм;
- Б – применяются для обработки средних заготовок, диаметры шпинделя составляют от 150 до 220 мм;
- В – применяются для обработки массивных и крупногабаритных деталей, с диаметром шпинделя до 320 мм и размерами столов от 800×900 до 1600×1800 мм.




Кинематическая схема
На рисунке представлена кинематическая схема горизонтального расточного станка 2620В с максимальным диаметром растачивания 20 мм высокой точности.

Кинематическая схема 2620В
Координатно-расточные станки
Широко применяются в инструментальных и опытных производствах, когда необходимо изготовить детали с высокой точностью.
На координатно-расточных станках можно выполнять операции:
- сверления,
- растачивания,
- фрезерования,
- растачивание фасонных поверхностей: 2D-контуров и 3D-поверхностей,
- шлифование,
- нарезание резьбы,
- измерение линейных и угловых размеров.
- На видео происходит проверка на точность:
В зависимости от расположения основных узлов оборудование можно классифицировать на:
- одностоечные с вертикальным расположением шпинделя;
- одностоечные с горизонтальным расположением шпинделя;
- двухстоечные с вертикальным расположением шпинделя;
- двухстоечные с вертикальным и горизонтальным расположением шпинделя.




Преимуществами одностоечных станков являются наличие дополнительного пространства, что позволяет легко устанавливать заготовки, приспособления и инструмент.
Оборудование с горизонтальным расположением шпинделя характеризуется большей жесткостью – это позволяет обрабатывать глубокие отверстия, применяя дополнительную оснастку.
Основной недостаток одностоечных станков – малый ход шпиндельной бабки по длине в вертикальном направлении.
Двухстоечные станки обладают большей жесткостью и большим перемещением по длине шпиндельной бабки. Большая жесткость сказывается в лучшую сторону на точности обрабработки.
Минусам двухстоячной компоновки является более худший обзор установленной заготовки.
Алмазно-расточные станки
Применяются для прецизионного растачивания цилиндрических, конических поверхностей, канавок, торцов в условиях массового и крупносерийного производства. В результате получаются высококачественные поверхности с точными размерами и минимальными отклонениями от формы в следствии малых усилий резания стружки.
Примером деталей обрабатываемых на алмазно-расточных станках являются детали автомобильных двигателей, которые имеют отверстия различной формы и конфигурации.
Оборудование данного типа комплектуется 2 видами инструмента:
- алмазный – для точения цветных металлов, пластмасс, вулканизированных каучуков и других синтетических материалов;
- твердосплавный – служит для точения сталей и чугунов.
Использование алмазного инструмента дает такую же шероховатость поверхности как шлифование.
Процесс тонкого растачивания характеризуется такими параметрами:
- шпиндель станка имеет высокую частоту вращения (до 8000 об/мин);
- резание происходит при небольших подачах 0,01 – 0,1 мм/об и глубине резания 0,05 – 0,5 мм; в зависимости от материала колеблется в пределах 60 – 1000 м/мин;
- шероховатость поверхности составляет Ra = 0,16 – 0,63 мкм;
- отклонение от круглости составляет не более 0,003 – 0,005 мм.
При алмазном растачивании отсутствует эффект шаржирования – воздействие на поверхностный слой заготовок абразивными частицами, который возникает при шлифовании, хонинговании и доводке. Шаржирование уменьшает износостойкость обработанных заготовок.
К станкам предъявляют жесткие требования:
- шпиндели должны обладать высокой частотой и точностью вращения с отсутствием вибраций;
- подача должна регулироваться бесступенчато и иметь малые ее величины;
- обладать высокой скоростью ускорения ходов.
Характер направления оси шпинделя делит оборудование данного типа на две группы:
- вертикальной компоновки – являются универсальными с многоступенчатыми коробками скоростей и подач, имеют сменные шпиндели для точения заготовок диаметром от 20 до 200 мм в с небольшой программой выпуска, предназначены для растачивания блоков цилиндров дизельных и бензиновых двигателей, цилиндрических отверстий при ремонте и производстве деталей;
- горизонтальной компоновки – применяются для окончательной расточки отверстий по форме и размерам, подрезки торцов.


При наличии радиального суппорта открывается возможность обрабатывать отверстия и торцы больших размеров. Как правило, оборудование горизонтальной компоновки с подвижным столом являются автоматическими и имеют высокую точность.
Цифровое обозначение
По классификации ЭНИМС расточные станки относятся к сверлильной группе, т.е. при обозначении первая цифра является «2». Сверлильная группа подразделяется на несколько типов, в которых цифра:
- 4 – координатно-расточные станки;
- 6 – алмазно-расточные станки;
- 7 – горизонтально-расточные станки.
Буквы между цифрами говорят о проведенной модернизации базовых моделей. Буквы после цифр говорят о точности: Н – нормальной, П – повышенной и т.д.
Последние две цифры обозначают максимальный диаметр обработки.

2А450 — модернизированный координатно-расточной станок с максимальным диаметром обработки 50 мм нормальной точности.
2435П — координатно-расточной станок повышенной точности с максимальным диаметром обработки 35 мм.
Расточный станок: назначение, схема, характеристика. Модели расточных станков
Расточными называют станки, используемые для обработки крупногабаритных заготовок в массовом и мелкосерийном производстве с использованием разных инструментов. Различаться оборудование этого типа может прежде всего по конструкции и сфере применения. Помимо обычных, существуют также модели с ЧПУ, работающие по заранее составленным программам.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.

Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Виды расточных станков по конструкции
На предприятиях может использоваться три основных типа такого оборудования:
- горизонтально-расточные станки;
- координатно-расточные;
- алмазно-расточные.
Наибольшее распространение получили первые две разновидности станков. За перемещение инструмента во всех типах такого оборудования отвечает шпиндель. При выполнении операций по обработке заготовок могут использоваться такие инструменты, как сверла, развертки, зенкера. Иногда также применяется фреза.

Горизонтально-расточные модели
Основной особенностью конструкции станка этой разновидности является то, что шпиндель расположен в горизонтальном положении и может выдвигаться. Это позволяет делать отверстия даже в самых труднодоступных местах, в том числе и в габаритных деталях (стрелы, рамы, металлоконструкции).
Основным движением горизонтально-расточных моделей является вращательно-поступательное. Выполняется оно шпинделем. Перемещается в таких станках не только собственно сам инструмент, но и заготовка. При необходимости во время работы можно переключать подачи и скорости. Подача в некоторых случаях осуществляться посредством специальной подложки.
В зависимости от комплектации, помимо основных движений, такие станки могут иметь вспомогательные:
- шпиндельной бабки по вертикальной оси;
- стола по заданным координатам.
Также конструкцией некоторых моделей предусмотрена возможность перемещения люнета и задней стойки. Ниже представлена схема расточного станка этого типа. Горизонтальные модели могут использоваться для обработки деталей, выполненных из чугуна, или литейной стали.
Виды по компоновке
Расточный станок обычно используется для обработки сложных по конфигурации деталей со множеством отверстий, пазов и уступов. По компоновке это оборудование классифицируется на:
- Модели с диаметром шпинделя до 125 мм. С использованием такого оборудования обрабатывают обычно небольшие заготовки. Стол у таких моделей может перемещаться по двум осям. Расточная бабка способна двигаться по колонне в вертикальном направлении.
- Оборудование с диаметром шпинделя 100-200 мм. Такой расточный станок предназначен для работы с заготовками средних размеров и крупными. У таких станков стол перемещается только в одном направлении.
- Модели со шпинделем 125-320 мм. Это оборудование применяется для обработки очень крупных деталей. У этих станков стол неподвижен.
Особенности координатно-расточных моделей
Станки этой разновидности используются для сверления отверстий по точно заданным параметрам. Выполняться эта операция может на разных заготовках (кондукторных плитах, корпусных деталях и т. д). Высокая точность обработки обеспечивается наличием в конструкции координатно-расточных моделей специальных устройств: механических, оптических и электронных. Помимо этого, такие модели оснащаются поворотными столами. Это позволяет делать отверстия в полярных системах координат без необходимости смещения детали. На предприятиях могут использоваться двухстоечные или одностоечные координатно-расточные станки. Габариты у моделей этого типа, в отличие от горизонтальных, не слишком большие.

Модели этой группы предназначены в основном для тонкого растачивания цилиндрических поверхностей. При наличии дополнительных комплектующих на них можно также обрабатывать фасонные и конические поверхности вращения, канавки и торцы. При использовании таких станков допускается выполнять сверление одновременно нескольких отверстий с параллельными осями. Алмазно-расточные станки могут быть:
- вертикальными;
- наклонными;
- комбинированными;
- горизонтальными с подвижным столом.
Стоимость
Расточные станки во многих случаях относятся к оборудованию особого назначения. Поэтому стоят они в большинстве своем очень дорого. Существуют модели, цена на которые может составлять миллионы рублей. Некоторые станки стоят подешевле — несколько сотен тысяч. Зависит цена на оборудование этого типа, как и любого другого, в первую очередь от его технических характеристик. Сегодня на рынке имеются в том числе и бывшие в употреблении станки этого типа. Стоят они, конечно же, дешевле новых.

Расточные станки: модели отечественные и зарубежные
На отечественном рынке расточные станки представлены достаточно широко. Марок этого оборудования существует множество. В качестве примера можно привести:
- Выпускаемые компанией TOS Varnsdorf станки серий WH, WHN, WRD.
- Мобильные модели Climax производства США.
До сих пор большой популярностью на рынке пользуются и советские модели этой группы. К примеру, при желании можно приобрести горизонтально-расточные 2А614, 2А622, 2А635 либо координатно-расточные 2421, 2Е440, 2Е450 и т. д.
Основные технические характеристики
Покупая расточный станок, обычно обращают внимание на следующие параметры:
- диаметр шпинделя;
- максимально допустимые габариты и вес заготовок;
- размеры рабочего стола;
- максимально возможное перемещение по осям;
- количество скоростей;
- диапазон подач;
- мощность двигателя.
Очень важна также такая характеристика расточного станка, как мощность двигателя.
Расточные станки с ЧПУ
Модели этой разновидности в сравнении с обычными имеют массу преимуществ. Их работой управляет компьютер с заложенной в него программой. Это позволяет добиться высокой точности обработки и максимальной производительности. Пишется программа в специальных кодах, указанных в описании к станку. Использоваться это современное оборудование может как для черновой, так и для чистовой обработки деталей.

Расточные станки — оборудование действительно востребованное и во многих случаях незаменимое. В особенности тогда, когда нужна ювелирная точность или максимальная производительность. Если у предприятия имеется необходимость в оборудовании этого типа, найти подходящую модель на современном отечественном рынке не составит труда.
Расточные станки

Одной из распространенных групп оборудования в металлообрабатывающей промышленности являются расточные станки. Эта группа станков широко используется как в условиях индивидуального, так и в условиях крупносерийного производства. Отличительной особенностью, по которой расточные станки выделяются в отдельную группу, является возможность выполнения металлорежущих операций в труднодоступных местах обрабатываемых деталей.
На расточных станках производятся следующие металлорежущие операции:
- растачивание внутренних поверхностей;
- обтачивание наружных поверхностей тел вращения;
- нарезание резьб;
- сверление;
- развертывание и зенкерование;
- цилиндрическое фрезерование;
- торцевое фрезерование.
Классификация расточных станков осуществляется по нескольким критериям. Рассмотрим основные.
1. Направление основной подачи:
- горизонтальное;
- вертикальное;
- расположенное под углом.
2. Способ управления:
- ручное;
- числовое программное управление (ЧПУ);
- комбинированное.
3. Максимальные линейные размеры обрабатываемой детали.
4. Мощность приводных электродвигателей.
5. Точность обработки.
Рассмотрим основные подвиды расточных станков.
Горизонтально-расточные станки
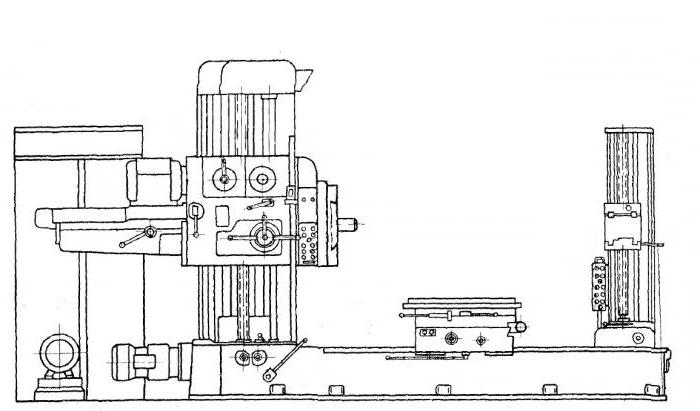
Основной отличительной особенностью горизонтально-расточного станка (рис. 1) является горизонтальное расположение шпинделя. Этот тип станка несколько напоминает обычный токарно-винторезный станок. Но в горизонтально-расточном станке имеется несколько ключевых отличий. Во-первых, отсутствует задняя бабка. Вместо задней бабки установлен подвижный люнет. Во-вторых, планшайба, которой оборудован шпиндель, имеет возможность смещать резец относительно оси вращения, что нехарактерно для токарного станка. В третьих, здесь имеется стол, на котором может быть закреплена деталь.

Рисунок 1. Горизонтально-расточной станок
Рассмотрим основные узлы и элементы, из которых состоит стандартный горизонтально-расточной станок.
- Задняя стойка. Предназначена она для закрепления на ней подвижного люнета. Может перемещаться на направляющих станины. Имеет рычаг для фиксации положения.
- Люнет. Это приспособление предназначено для удерживания хвостовой части обрабатываемой детали, если ее длина не позволяет произвести надежное закрепление на столе. Является дополнительной точкой крепления. Люнет может перемещаться в вертикальной плоскости. Перемещение в горизонтальной плоскости осуществляется посредством движения задней стойки.
- Передняя стойка. Основная опора, на которой крепится рабочий орган станка - шпиндельная бабка. На передней стойке расположены вертикальные направляющие, по которым перемещается бабка.
- Суппорт. Этот элемент горизонтально-расточного станка служит для подачи резца к поверхности обрабатываемой детали. Суппорт имеет возможность продольного перемещения в горизонтальной плоскости вдоль оси вращения.
- Планшайба (рис. 2). В отличие от стандартной планшайбы станков токарной группы, служит для закрепления в ней расточного резца. Имеет возможность смещения резца относительно оси вращения. Это позволяет одним резцом выполнять различные расточные операции.
- Шпиндель. Передает вращательное движение от коробки скоростей на планшайбу.
- Бабка. Рабочая подвижная часть горизонтально-расточного станка. Внутри бабки располагается электродвигатель, коробка передач и направляющие для осевого перемещения суппорта.
- Пульт управления. Включает в себя кнопки изменения рабочей скорости, реверса, настроек автоматической подачи и аварийной остановки.
- Стол. Служит для расположения и закрепления на нем массивных деталей небольших габаритов.
- Салазки. Служат для перемещения стола.
- Станина. Является основанием станка. На станине располагаются две стойки и стол. Иногда станина имеет возможность регулировки уровня установки станка.

Рисунок 2. Планшайба расточного станка.
Сегодня все чаще встречаются горизонтально-расточные станки, которые оснащены модулем числового программного управления.
Главной особенностью координатно-расточных станков (рис. 3) является высокая точность обработки деталей.

Рисунок 3. Координатно-расточной станок.
Достигается повышенная точность обработки благодаря применению различных высокоточных механизмов расчета координат, по которым осуществляется движение резца. Есть несколько основных способов расчета координат, внедряемых на координатно-расточные станки:
- индуктивный;
- механический;
- оптико-механический;
- электронный.
Шпиндель на станках этой подгруппы располагается вертикально. Но иногда встречаются модели с горизонтальным расположением шпинделя. Шпиндельная головка, помимо изменения скорости и направления вращения, также осуществляет рабочую подачу, увеличивая или уменьшая глубину проникновения резца в деталь.
Стол имеет две степени свободы. Закрепленная на столе деталь способна перемещаться в продольном и поперечном направлении. При этом величина этих перемещений с высокой точность контролируется координатной системой.
Также на координатно-расточных станках, помимо выполнения всего спектра операций, характерных для станков расточной группы, выполняются разметочные операции.
Алмазно-расточные станки (рис. 4) предназначены для финальной (тонкой) обработки деталей.

Рисунок 4. Алмазно-расточной станок.
Алмазно-расточной станок состоит из следующих основных узлов.
- Станина. Является основанием станка, на котором закрепляется стол и вертикальная тумба. Станина выполняется массивной и имеет отверстия для закрепления станка в фундаменте.
- Электрический щит. Служит для вмещения электрических компонентов станка.
- Вертикальная тумба. Крепится к станине и выполняет несущую функцию для установки рабочего оборудования.
- Стол. На столе закрепляются заготовки. Стол имеет рукоятки управления продольной и поперечной подачей.
- Блок установки приводного электродвигателя и механизма вертикальной подачи. Здесь установлен электродвигатель, коробка скоростей и цилиндр вертикальной подачи.
- Направляющие вертикальной подачи. Служат опорой при вертикальном перемещении шпиндельной головки.
- Шпиндельная головка. Предназначена для закрепления в ней алмазного резца.
- Алмазный резец.
Помимо хорошей точности обработки, алмазный резец обеспечивает высокий класс чистоты поверхности. Эти станки применяются там, где нужна высокая чистота и точность обработки, например, в автомобильных и авиационных двигателях, деталях станков, контрольно-измерительном оборудовании.
Особенности горизонтального расточного станка и его виды

В большинстве случаев такое оборудование используют, проводя чистовую или получистовую обработку. Корпуса деталей подвергают обработке крайне редко, но иногда проводят такую манипуляцию. Ремонтируют расточные станки примерно по той же схеме, что и токарные. Это касается также условий и правил эксплуатации, ведь у машин похожая конструкция.
Как и другие многочисленные специальные виды оборудования, станок расточного типа был сконструирован на базе именно токарного.
Сведения о производителе горизонтально-расточного станка 2622В
Производителем горизонтально-расточных станков моделей 2622В Ивановский завод тяжелого станкостроения, основанный в 1953 году.
21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ).
Станки производства Ивановского завода тяжелого станкостроения ИЗТС
2622В станок горизонтально-расточный универсальный. Назначение и область применения
Начало серийного производства станка 1973 год. В настоящее время станок не производится.
Станок универсальный горизонтально-расточный 2622В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом (модель 2620В), фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом (модель 2620В) при продольном движении стола.
Особенности конструкции станка 2622В
Станок модели 2622В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения.
Управление станком осуществляется с центрального пульта, жестко закрепленного на станине, и вспомогательного переносного пульта управления. Центральный ручной привод используется для тонких установочных перемещений всех подвижных органов и быстрого осевого перемещения шпинделя. Привод подач широкого диапазона 1 :800 от электродвигателя постоянного тока позволяет изменять подачу во всем диапазоне без переключения каких-либо муфт или зубчатых колес. Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт.
При работе на тяжелых обдирочных режимах стол и бабка, фиксируются однорукояточными зажимами. При чистовой обработке фиксация стола и бабки, а также точное их перемещение по направляющим осуществляется специальными упругими устройствами, исключающими необходимость применения зажимов. Координаты перемещений шпиндельной бабки, люнета, задней стойки и стола в поперечном направлении, а также при повороте стола на 90° отсчитываются при помощи навесных оптических устройств с ценой деления 0,01 мм и точностью установки координат. ±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время.
За отдельную плату со станком потребителю поставляются: устройство для повторной установки по координатам, резьбонарезное приспособление и вращающаяся опора люнета.
Точность обработки изделий на горизонтально-расточном станке 2622В:
- Некруглость отверстия диаметром 150 мм, расточенного чистовым резцом, закрепленным в шпинделе, 0,02 мм
- Нецилиндричность отверстия диаметром 150мм — 0,02 мм на длине 200 мм и 0,03 мм на длине 300 мм
- Непараллельность осей отверстий, расточенных при подаче шпинделя 0,03 мм на длине 300 мм
- Погрешность установки координат при перемещении на 100 мм — 0,05 мм, на 1000 мм — 0,08 мм
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Модификации горизонтально-расточного станка 2622В
- 2620В — имеет радиальный суппорт на встроенной планшайбе и нормальный выдвижной шпиндель диаметром 90 мм и отличается большей универсальностью. Он, преимущественно, предназначается для работ, требующих применения радиального суппорта при обтачивании торцовых поверхностей и при консольном растачивании отверстий больших диаметров.
- 2620Е — имеет основные данные такие же, как и станок модели 2620В. Станок модели 2620Е предназначен для работ, выполняемых преимущественно с применением радиального суппорта. Использование планшайбы позволяет обтачивать торцы, и наружные поверхности, растачивать большие отверстия, нарезать резьбу шпинделем. На станке можно также нарезать резьбу радиальным суппортом с подачей стола.
- 2622В — имеет усиленный выдвижной шпиндель диаметром 110 мм и конус отверстия шпинделя — Морзе № 6. Частота вращения выдвижного шпинделя в минуту 12,54..1600. Масса станка 12250 кг. Остальные элементы характеристики станка 2622В одинаковы со станком 2620В.
- 2622Г — выполняется без задней стойки с укороченной станиной, благодаря этому уменьшаются габариты и масса станка.
- 2622Д — предназначен для обработки крупногабаритных деталей массой до 4000 кг. Размеры рабочей поверхности стола 1250х1600 мм. Наибольшее продольное и поперечное перемещения стола 1250 мм.
- 2622К — предназначен для обработки особо крупных неподвижно установленных чугунных и стальных корпусных деталей. Станок имеет устройство, позволяющее быстро и надежно осуществлять транспортировку и установку станка относительно детали. Дополнительно к расточному шпинделю диаметром 110 мм станок имеет полый фрезерный шпиндель с наружным диаметром 175 мм и снабжен навесной планшайбой диаметром 350 мм. Наибольшее продольное перемещение стойки вместе со шпиндельной бабкой 400 мм. Наибольшее вертикальное перемещение шпиндельной бабки 1800 мм, перемещение стойки по станине 2000 мм. Поворот стойки относительно вертикальной оси ±20°.
- 2622П — обладает повышенной точностью, жесткостью и виброустойчивостью шпиндельной системы. Применяется для расточных работ, не требующих применения радиального суппорта и фрезерных работ. На станке можно также нарезать резьбу подачей шпинделя.
Производители горизонтально-расточного станка 2620
- 2620А, 2620Е, 2620Д, 2А620-1, 2А620ф1, 2А620Ф11, 2А620Ф2, 2А620Ф2-1 — станки производства ;
- 2620В, 2620Г, 2620ВФ1, 2620ВФ11, 2620ГФ1 — станки производства Ивановского завода тяжелого станкостроения ИЗТС;
- 2А620-2, 2А620Ф1-2, 2А620Ф20-2 — станки производства Чаренцаванского станкостроительного завода.
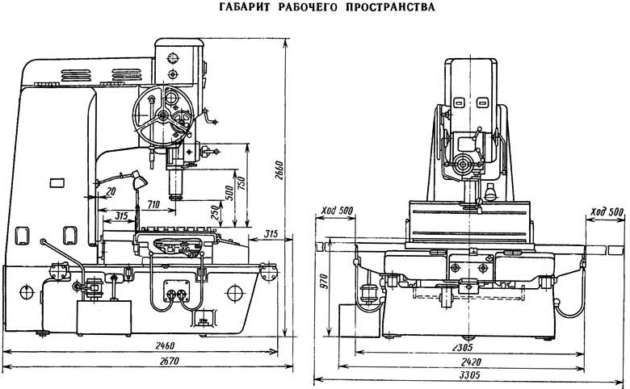
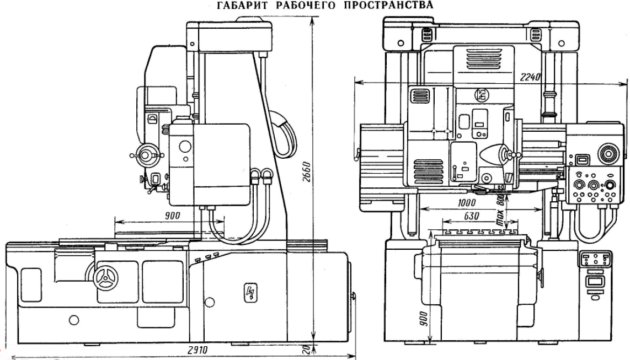
Габарит рабочего пространства горизонтально-расточного станка 2622В
Габарит рабочего пространства станка 2622В
Посадочные и присоединительные базы горизонтально-расточного станка 2622В. Поворотный стол
Поворотный стол горизонтально-расточного станка 2622В
Посадочные и присоединительные базы горизонтально-расточного станка 2622В. Конец шпинделя
Конец шпинделя горизонтально-расточного станка 2622В
Фото горизонтально-расточного станка 2622В
Фото горизонтально-расточного станка 2620В
Фото горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе
Расположение составных частей горизонтально-расточного станка 2622В
Расположение составных частей расточного станка 2622В
Перечень составных частей горизонтально-расточного станка 2622В
- задняя стойка
- люнет
- станина
- продольные салазки стола
- поперечные салазки стола
- поворотный стол
- планшайба (Модель 2620в)
- радиальный суппорт (только для станка 2620в)
- шпиндельная бабка
- передняя стойка
- шкаф электрооборудования
- электромашинный агрегат
Кинематическая схема горизонтально-расточного станка 2622В
Кинематическая схема расточного станка 2622В
Кинематическая схема горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе
Электрооборудования горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе
Установочный чертеж горизонтально-расточного станка 2622В
Установочный чертеж расточного станка 2622В
2622В горизонтально расточной станок. Видеоролик.
Технические характеристики горизонтально-расточных станков 2622В
Список литературы:
Паспорта горизонтально-расточных станков
Каталог горизонтально-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Типы оборудования
Как правило, на производствах используется три главных типа:
Наиболее распространены первые два вида.
Станки горизонтально-расточного типа
Главная особенность такого оборудования — горизонтальное расположение шпинделя, что дает ему возможность выдвигаться. Таким образом, можно сделать отверстие даже в не самых доступных местах габаритных деталей (стрел, рам, металлоконструкций).
Основное движение агрегата — вращательно-поступательное, совершается посредством шпинделя. Перемещаются не только инструменты, но и сами заготовки. Если возникает необходимость, то в процессе работы можно изменить подачу и скорость. Иногда при подаче задействуется специальная подложка.
В зависимости от комплектации могут быть и дополнительные движения вспомогательного характера:
- Шпиндельная бабка передвигается по вертикальной оси;
- Стол перемещается по ранее заданным координатам.
В некоторых моделях конструкцией предусмотрено, что может перемещаться люнет и задняя стойка. Они могут применяться для обработки изделий из чугуна либо литейной стали.
Расточные станки применяют в работе со сложными деталями, которые содержат многочисленные отверстия, пазы, уступы. По компоновке их разделяют на:
- Модели со шпинделем не более 125 мм. Предназначаются для обработки небольших заготовок. Стол подвижный по двум осям, расточные бабки перемещаются в вертикальном направлении.
- Модели со шпинделем 100−200 мм. Дают возможность работать со средними и большими деталями. Стол перемещается только по одной оси.
- Модели со шпинделем 125−320 мм. С их помощью можно обработать очень крупные детали. Стол неподвижный.
Координатно-расточные станки
Такие станки предназначены для сверления отверстий согласно определенным параметрам. Выполняют операции на различных заготовках. Высокоточная обработка получается за счет наличия специальных устройств: электронных, механических и оптических. Кроме того, поворотные столы также помогают получить нужные результаты: отверстие можно сделать, не смещая деталь. Модели не слишком габаритные, занимают немного полезного пространства.
Модели алмазно-расточного типа
Они позволяют проводить тонкое растачивание цилиндрических поверхностей. Если есть дополнительные комплектующие, то можно подвергать обработке конические поверхности и торцы с канавками вращения. Допустимо выполнять сверление пары отверстий, имеющих параллельные оси. Станки такого типа могут быть:
- Вертикальными;
- Наклонными;
- Комбинированными;
- Горизонтальными, стол — подвижный.

На что обратить внимание
Перед совершением покупки обращают внимание на ряд параметров, в частности:
- Размеры шпинделя;
- Максимально допустимый вес и размеры заготовок;
- Диаметр рабочего стола;
- Максимально возможный уровень перемещения по осям;
- Диапазон скоростей;
- Интервал подач;
- Мощность двигателя.
Мощность двигателя — один из важных показателей, от которого будет зависеть скорость обработки деталей.
Расточные станки принадлежат к специальному и востребованному оборудованию, незаменимы во многих случаях, особенно когда нужно добиться ювелирной точности и максимальной производительности. Если предприятие остро нуждается в механизмах такого типа, то сможет найти подходящие варианты на отечественном рынке без особых усилий.
Разновидности координатно-расточных станков
Для изготовления сложных деталей в масштабах тяжелого машиностроения на производственных, инструментальных цехах, где нужно проводить множество операций обработки без смены оборудования, применяют расточные станки. Они бывают специализированными и универсальными, в зависимости от характера выполняемых действий. Универсальные машины делятся на горизонтально-, алмазно-, токарно- и координатно-расточные станки.
Что такое расточный станок, устройство и принцип действия
Координатно-расточные машины относятся к категории широкоуниверсального оборудования. Все сложные обработки отверстий при точном соблюдении координат выполняют на этих агрегатах. Особенность, присущая всем расточным станкам – наличие у них шпинделя вертикального или горизонтального направления. Последний представляет собой вал, снабженный приспособлением для удержания инструмента режущей группы (сверла, резцы, фрезы, зенкер, метчик), и имеющий возможность перемещаться в линейном направлении по оси.
Координатный расточный станок для работы с отверстиями конструктивно состоит из:
- Станины.
- Стойки.
- Головки расточной.
- Стола на салазках.
- Траверсы.
Работая с деталью на станке, ее закрепляют на рабочем столе, инструмент для обработки зажимают в головке расточной шпинделя. Ориентируясь на высоту детали, выставляют, затем фиксируют головку. Выполняя перемещение стола в любом из двух взаимно перпендикулярных направлений, добиваются установки шпинделя в точку необходимых координат. При помощи вращения шпинделя закрепленный инструмент обрабатывает заготовку.
Предназначение оборудования
Координатно-расточные станки призваны выполнять обработку отверстий со строгим соблюдением межцентровых расстояний между ними и ориентации относительно базовых поверхностей. Отсчет при этом происходит в прямоугольной системе координат без применения дополнительных средств направления инструмента. Применяются такие машины как в единичном, так и массовом производстве.
Основные работы на таких станках включают:

- сверление растачивание отверстий (черновое, чистовое);
- обточку цилиндрических поверхностей с наружной стороны;
- обработку торцов отверстий, а также их развертывание, зенкерование;
- фрезерование плоских поверхностей;
- формирование резьбы;
- замер деталей.
Кроме этого оборудование позволяет высверливать отверстия в кондукторах и корпусных элементах, где важна предельная точность их взаимного расположения. Алмазно-расточные станки предназначены для расточки цилиндров, втулок, шатунов и других деталей двигателя.
Кроме расточных работ, на станках можно выполнить разметку, контроль размеров, проверить межцентровые расстояния. Используя столы поворотной конструкции (идут комплектом к оборудованию), обрабатывают отверстия, расположение которых определяется полярной системой координат, а также отверстия наклонные и взаимно перпендикулярные.
Станки расточные оснащены устройствами отсчета на базе оптики. Это дает возможность производить отсчет в пределах целых и дробных частей координатного размера. Точность при этом, касаемо межцентровых расстояний, достигает порядка четырех тысячных миллиметра. Более точные устройства оборудованы системой цифрового отображения расстояния и позволяют оператору задавать координаты с точностью до 0,001 мм.
Типы координатно-расточных станков
Координатный расточный станок представлен двумя основными типами конструкций: одностоечной и двухстоечной. Одностоечные модели снабжены крестовым столом, на котором закрепленная заготовка имеет возможность перемещаться по взаимно перпендикулярным линиям в горизонтальной плоскости. Подача обрабатывающего инструмента осуществляется за счет движения шпинделя по вертикали.
Двухстоечные станки также имеют стол для крепления заготовок. В этой модели стол перемещается на салазках по продольной линии между стойками, а расточная головка на шпинделе – по траверсе в продольном направлении. Шпиндель в этом случае тоже имеет возможность двигаться вдоль вертикали.
В зависимости от уровня автоматизации, координатно-расточные станки бывают:
- с наличием индикации и системы набора координат;
- со встроенным ЧПУ;
- с функцией автоматической смены инструментария и заготовок;
- с функцией подключения к ЧПУ дополнительного оборудования, к примеру, поворотного стола.
Самый базовый параметр любых координатно-расточных станков – это диаметр шпинделя расточного. Чем он больше, тем крупнее станок по габаритным размерам.
Спецприспособления и расточные головки

Резцы расточные с цилиндрическим хвостовиком для координатно-расточных станков с пластинами из твердого сплава
Координатный расточный станок выполняет обработку деталей при помощи всевозможных съемных режущих насадок. Сам резец представляет собой изделие, рабочая часть которого изготовлена из инструментальной стали. Элемент крепится в головке при помощи державки хвостовика.
Конструктивно держатель резца выполнен так, чтобы последний мог свободно перемещаться на специальном ползуне. С аппаратной частью координатно-расточного станка ползун связан через распределительную планку. При необходимости перемещения резца под воздействием управляющего сигнала срабатывает автоматический элемент в планке, после происходит сдвиг в ту или иную сторону шпиндельной бабки.
Еще одна операция, где применяют спецприспособление – изготовление матрицы для пресс-формы (растачивание). В качестве универсального инструмента выступает регулируемая головка. Этот элемент снабжен пазом для перемещения ползуна и регулятором-кольцом с нанесенной на него шкалой. Настройку (предварительную и точную) осуществляют механически при помощи двух винтов.
Модели одностоечных станков
Во всех современных моделях расточных агрегатов присутствует стол прямоугольной формы с возможностью перемещения в горизонтальной плоскости по двум направлениям – продольно и поперечно. Управление движением стола осуществляется электрическими моторами с точным регулированием хода в широком диапазоне режимов.
Координатный расточный станок 2Е450А (аналог устаревшей модели – 2Д450)
Это оборудование призвано обрабатывать отверстия с расположением осей в предельной точности. Установку размеров проводят в прямоугольной координатной системе. Комплектуется станок поворотным столом для работы с деталями в полярной системе координат. Устройства отсчета собраны на оптике, позволяющей производить отсчет целых и дробных частей координатной величины.
Станок позволяет делать:
- Сверловку отверстий;
- Фрезерование чистовое;
- Контроль линейных размеров, расстояний межцентровых и разметку;
- Нарезку резьбы;
- Операции с наклонными отверстиями и расположенными взаимно перпендикулярно;
- Проточку плоскостей торцевых.
Координатный расточный прецизионный станок 2431
Сверхточный универсальный станок для работы в системе координат при помощи оптической оснастки. Способен обрабатывать детали весом до четверти тонны, производить с ними чистовые операции, обеспечивая предельную точность расстояний между отверстиями и поверхностями, которые обрабатываются. Станки задействованы в радиотехнической, приборостроительной, часовой сферах, в инструментальных цехах.
На оборудовании можно отверстия:
- Сверлить;
- Рассверливать;
- Растачивать;
- Развертывать.

А также подрезать торцы, точно размечать шаблоны, осуществлять контроль над линейными размерами и межцентровыми расстояниями.
Станок координатный расточный с УЧПУ – 2440СФ4
Одностоечный вертикальный многоцелевой агрегат для обработки деталей средней величины. Он рассчитан для выполнения работ в единичном и серийном производстве. На станке можно изготавливать инструменты контрольно-измерительные, образцы эталонные, а также выполнять точные замеры.
К базовой модели можно установить дополнительное оборудование, управляемое ЧПУ:
- Магазин инструментария с системой замены инструмента автоматическим режимом;
- Поворотный стол, кантуемый накладной;
- Головку шлифовальную универсального образца.

Двухстоечный координатный расточный станок (модель 2455АФ10)
Агрегат представляет собой координатно-расточную и измерительную машину, широко используемую в промышленности. Возможности при работе с матрицами, кондукторами и прессформами:
- Сверловка отверстий;
- Зенкерование;
- Развертывание;
- Растачивание.

Помимо этого, можно выполнять чистовое, получистовое фрезерование фигурных контуров и плоских поверхностей. При модификации оборудования поворотным столом плоской либо универсальной конструкции доступно измерение угловых координат. За счет мощной опоры станок обладает повышенной прочностью, жесткостью и малым температурным коэффициентом расширения, что обеспечивает более точную обработку изделий.
Заключение
Координатно-расточные станки благодаря своей функциональности занимают особую нишу среди универсального оборудования, позволяющего существенно оптимизировать технологический процесс. Поэтому за счет них можно реально снизить трудозатраты на производство и, следовательно, себестоимость выпускаемой продукции.
Видео по теме: Электронная линейка NEWALL на координатно-расточном станке
Читайте также: