Виды соединений металлических конструкций
Обновлено: 04.10.2024
Соединения стальных конструкций выполняют на сварке, на болтах или заклепках. Выбор вида соединения зависит от назначения конструкции, т.е. ответственности; вида нагружения (величины и характера), формы соединяемых элементов и их условий работы в конструкции.
Наиболее распространенными соединениями являются сварные, так как требует меньше времени и материала. Кроме того, сварка обеспечивает достаточно высокую прочность, высокое качество сварного шва, автоматизацию работ в заводских и полевых условиях.
Болтовые соединения применяются в монтажных и рабочих соединениях; они отличаются простотой и надежностью соединения. Используя высокопрочные болты, можно существенно повысить их деформативность, но при этом повышается трудоемкость работ.
Заклепочные соединения — наиболее редко применяемые соединения по сравнению со сваркой и болтами. Они трудоемки, дорогостоящи, однако при вибрационных и динамических нагрузках они бывают выгодны и незаменимы (железнодорожные мосты, промышленные предприятия и др.).
3.1 Сварные соединения
При изготовлении сварных конструкций наибольшее применение нашла электродуговая сварка: ручная, автоматическая, полуавтоматическая и электрошлаковая. Применение контактной и газовой сварки ограничено.
Ручная сварка выполняется при помощи электродов, тип и марка которых зависит от марки стали свариваемых элементов, рода сварочного тока и пространственного положения шва (ГОСТ 9467-75*).
Преимущество ручной электродуговой сварки заключается в ее универсальности. Она может выполняться в нижнем, вертикальном, горизонтальном и потолочном положениях (рис. 3.1), а также в труднодоступных местах. Это обусловило ее широкое распространение на монтаже, где затруднено применение механизированных способов сварки. Однако ручная сварка обладает рядом недостатков — малой глубиной проплавления основного металла, малой производительностью по сравнению с автоматической сваркой под флюсом. Для компенсации этих недостатков применяют тугоплавкие обмазки, которые повышают производительность сварки и увеличивают глубину проплавления шва (сварка с глубоким проплавлением).
Основные типы электродов для сваривания стальных конструкций:
— с пределом текучести до 500 МПа: Э-42, Э-42А, Э-46, Э-46А, Э-50, Э-50А (А — металл шва имеет повышенные пластические свойства);
— с пределом текучести более 500 МПа: Э-60, Э-70, Э-85.
Автоматическая сварка выполняется под слоем флюса, который, расплавляясь в процессе нагревания, надежно защищает расплавленный металл от соприкосновения с воздухом; сам металл остывает несколько медленнее, освобождается от пузырьков газа, шлака и различных примесей. Большая сила тока, допустимая при автоматической сварке, и лучшая теплозащита шва обеспечивают глубокое проплавление свариваемых элементов и большую скорость сварки. Этот вид сварки затруднителен для вертикальных и потолочных швов.
Рис. 3.1. Положение швов в пространстве:
1 — потолочный угловой шов; 2 — нижний угловой шов;
3 — горизонтальный стыковой шов; 4 — вертикальный угловой шов.
Электрошлаковая сварка (разновидность автоматической сварки) удобна для вертикальных стыковых швов металла толщиной от 20 мм и более. Она осуществляется под слоем расплавленного шлака; сварочная ванна защищена с боков медными ползунами, охлаждаемыми проточной водой. Сварка в среде углекислого газа не требует приспособлений для удержания флюса, может выполняться в любом пространственном положении, обеспечивает получение высококачественных сварных соединений, хотя при этой сварке поверхность шва получается менее гладкой, чем при сварке под флюсом; к недостаткам относятся также необходимость защищать рабочих от излучения дуги и от скопления газа.
Сварка порошковой проволокой, выполняемая автоматическим способом, марок ПП-АН8 и ПП-АН3 (ГОСТ 26271-84) устраняет недостатки ручной сварки. Порошковая проволока состоит из металлической оболочки толщиной 0,2…0,5 мм, которая заполнена шихтой специального состава.
Кроме указанных видов сварки, применяется контактная сварка, осуществляемая путем нагрева и пластического деформирования элементов. Она может быть точечной, шовной и стыковой.
Сварные швы. По своей форме сварные швы подразделяются на стыковые и угловые (валиковые). Стыковые швы служат для стыкования элементов, лежащих в одной плоскости. Они весьма эффективны, так как дают наименьшую концентрацию напряжений, хотя и требуют дополнительной разделки кромок. По форме разделки кромок стыковые швы бывают U-образными. Для U- и V-, V- и K-образных швов, завариваемых с одной стороны, обязательна подварка корня шва с другой стороны — для устранения возможных непроваров (рис. 3.2, а, поз. 1), являющихся источником концентрации напряжений. Различные варианты стыковых швов показаны на рис. 3.2, б. Валиковые (угловые) швы навариваются в угол, образованный элементами, расположенными в разных плоскостях. Создаваемый при этом шов имеет форму валика (рис. 3.2, в).
Сварные швы по положению в пространстве при их выполнении могут быть вертикальными, горизонтальными и потолочными (см. рис 3.1). Наиболее легко поддается механизации и дает лучшее качество шва сварка нижних швов. Вертикальные, горизонтальные и потолочные швы трудно механизировать, а при выполнении их вручную качество шва относительно невысоко, поэтому применения этих швов следует по возможности избегать.
Рис. 3.2. Типы сварных швов и соединений:
1 — непровар; 2 — лобовой шов;
3 — фланговый шов; 4 — подкладки (выводные планки);
tmin — минимальная толщина соединяемых элементов
Сварные соединения. Существуют следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые (впритык). (Табл 3.1) В стыковых соединениях элементы соединяются торцами или кромками, т.е. один элемент как бы является продолжением другого (рис.3.2, г). Стыковые соединения дают наименьшую концентрацию напряжений при передаче усилий; они экономичны, могут быть наиболее надежно проконтролированы. Толщина свариваемых элементов в соединениях такого вида практически не ограничена. Стыковые соединения применяются в основном для листового металла и могут быть выполнены прямым или косым швом (соответственно слева и справа на рис. 3.2, г) и табл 3.1.
В соединениях внахлестку поверхности свариваемых листов частично находят друг друга (рис. 3.2, д). Их широко применяют при сварке листовых конструкций из стали небольшой толщины (3…6 мм), в решетчатых и некоторых других видах конструкций. К соединениям внахлестку относятся также соединения с накладками (рис. 3.2, г, е), применяемые для соединения элементов из профильного металла и для усиления стыков. Соединения внахлестку и с накладками отличаются простотой, хотя вызывают резкую концентрацию напряжений, что ограничивает их применение при действии динамических нагрузок или низких температур; кроме того, они более металлоемки, чем стыковые.
В сварных соединениях расчетную длину сварного шва lw принимают равной его полной длине l, уменьшенной с учетом возможного непровара по концам: lw = l — 2t, где t — наименьшая толщина соединяемых элементов; в случае вывода концов шва за пределы стыка на временные подкладки 4 (рис. 3.2, ж), которые затем отрезаются, расчетная длина шва lw принимается равной его полной длине. Прочность сварных швов характеризуется их расчетными сопротивлениями (табл. 3.2).
Типы монтажных соединений
Монтажными соединениями называют места примыкания отправных элементов металлоконструкций. Выполнение этих соединений производится на монтажной площадке на земле (при укрупнительной сборке) или в проектном положении (при монтаже).
Монтажные соединения можно разделить на две группы: монтажные стыки — соединения частей конструктивных элементов, размеры которых превышают предельные габариты отправочных марок (стыки колонн, ферм, подкрановых балок, отдельных элементов листовых конструкций) и монтажные узлы — соединения различных конструктивных элементов между собой (колонны с фундаментом, фермы с колонной, подкрановой балки с колонной и т.д.).
Конструктивные решения монтажных соединений должны обеспечивать надежную и долговременную работу конструкций по принятой в расчетах схеме и отвечать требованиям технологичности изготовления и монтажа конструкций.
Монтажные соединения делятся на несколько типов: сварные, болтовые, заклепочные и специальные (на дюбелях, самонарезающих винтах, специальных заклепках с закаткой тонколистовых элементов). Иногда применяются также шаровые, скользящие или катучие опорные соединения. В дальнейшем возможно развитие и других типов соединений, например, на осях большого диаметра или с другими решениями, предусматривающими механическую обработку деталей соединений на заводах-изготовителях.
Типы монтажных соединений назначаются в зависимости от параметров сооружения и его конструктивных элементов, характера нагрузок и усилий, возникающих в соединениях при эксплуатации, а также с учетом трудоемкости выполнения соединений при изготовлении и монтаже,
В некоторых случаях на выбор типа монтажных стыков и узлов могут влиять объем монтажных работ на данной монтажной площадке, а также традиции и возможности монтажных организаций, выполняющих монтаж сооружения.
Каждый тип монтажных соединений имеет свою вполне определенную область рационального применения. С течением времени совершенствуются и развиваются одни типы соединений и утрачивают свою популярность другие. Например, до недавнего времени клепка была наиболее распространенным типом монтажных соединений. Клепка широко использовалась также при изготовлении конструкций. Однако в результате успешного развития и широкого внедрения сварки и появления высокопрочных болтов клепка применялась все реже, так как технологический процесс ее выполнения достаточно сложен и трудоемок, а качество выполнения работ и производительность в большой мере зависят от квалификации и умения взаимодействовать между собой клепальщика, его помощника и нагревальщика. В 1960-е годы в Москве были смонтированы клепаные несущие балки перекрытия пролетом 56 м над зрительным залом здания Дворца Съездов в Кремле, большепролетного павильона на ВВЦ; заклепки использовались в стыках листов мембранного покрытия над большим спортивным сооружением в С.-Петербурге. Применение заклепок в этих ответственных сооружениях объясняется проверенной временем высокой надежностью заклепочных соединений. В настоящее время заклепочные соединения в нашей стране практически не применяются.
Различные виды болтовых соединений широко распространены в конструкциях одноэтажных производственных зданий.
Высокопрочные болты применяются в стыках подкрановых балок больших пролетов и большой высоты, в стыках сильно нагруженных балок, а также во фланцевых стыках ферм, колонн, рамных узлов примыкания балок к колоннам и в других узлах одно- и многоэтажных зданий.

Сварка применяется для соединения листовых конструкций (кожухи доменных печей, кожухи воздухонагревателей, мембранные покрытия и т.п.), в которых помимо прочности требуется обеспечение плотности. Кроме того, сварка часто используется в стыках и монтажных узлах, где требуется повышенная жесткость — в рамных узлах и в узлах примыкания элементов связей.
Специальные типы соединений (на дюбелях, самонарезающих болтах, комбинированных заклепках, на контактной точечной сварке) применяются для крепления листов стального оцинкованного профилированного настила.
В болтовых соединениях используются болты и гайки нескольких классов точности в зависимости от чистоты обработки поверхности и классов прочности в соответствии с прочностными характеристиками материалов и термообработки (рис. 7.1; табл. 7.1).
Болты класса точности С (грубой точности) по ГОСТ 15 589—70, гайки по ГОСТ 15 526—70* и шайбы по ГОСТ 11 371—78 наиболее распространены на монтаже металлоконструкций. СНИП 3.03.01—87 «Несущие и ограждающие конструкции» определено применение болтов диаметром 12, 16, 20, 24, 30 и 36 мм, а для конструкций опор электропередач применяются также болты диаметром 14 и 27 мм. Болты класса точности С и В (грубой и нормальной точности) используют в узлах с непосредственным опиранием одного элемента на другой, в узлах с передачей вертикального усилия через опорный столик (нож), во фланцевых соединениях, т.е. там, где болты работают на растяжение, а не на срез и смятие. Шайбы должны обязательно устанавливаться под головки болтов и гайки постоянных болтов — не более двух под гайку и не более одной под головку болта. В местах примыкания головки и гайки к наклонным поверхностям устанавливают выравнивающие косые шайбы (по ГОСТ 10 906—78). Для исключения самопроизвольного раскручивания и ослабления гаек при постановке постоянных болтов применяются контргайки (вторые гайки) или пружинные шайбы (по ГОСТ 6402—70). He допускается применение болтов класса точности С и В в соединениях со знакопеременными усилиями из-за повышенной деформативности соединений с такими болтами при изменениях направления усилий.

Болты класса точности А (повышенной точности) по ГОСТ 7805—70 с гайками по ГОСТ 5927—70 и шайбами по ГОСТ 113171—78 применяются в узлах и стыках, где болты работают на срез (смятие). Болты класса точности А (повышенной точности) отличаются от болтов класса точности В и С (нормальной и грубой точности) более высокой чистотой обработки гладкой части стержня, непосредственно воспринимающей усилия, действующие на болт. Диаметры отверстий для этих болтов назначаются равными номинальному диаметру болтов. Перед установкой болтов повышенной точности требуется рассверловка (или прочистка) отверстий нa номинальный диаметр. После этого стержни (при изготовлении которых допускаются только минусовые отклонения) достаточно плотно заполняют отверстия и все болты в узле включаются в работу практически одновременно.
В металлоконструкциях башенных и козловых строительных кранов, где производится многократная сборка и разборка монтажных стыков и в других аналогичных конструкциях используются болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки по ГОСТ 7838—80. Диаметр гладкого стержня этих болтов на 1—2 мм больше номинального диаметра резьбы. Это позволяет многократно использовать болт (и даже забивать и выбивать его) не повреждая резьбу. Длина гладкой части стержня таких болтов должна строго соответствовать толщине пакета в узлах, где эти болты применяются. Соединения на высокопрочных болтах сочетают в себе положительные качества заклепочных соединений — большую несущую способность с простотой установки. Эти болты практически во всех случаях могут заменить болты повышенной точности и заклепки. Диаметр отверстий под высокопрочные болты на 3—9 мм превышает их номинальный диаметр, так как эти болты сами работают только на растяжение, а не на срез. При установке высокопрочных болтов производится их обязательное натяжение на вполне определенное усилие, которое обжимает поверхности элементов пакета, и силы трения препятствуют взаимному смещению элементов в монтажных стыках и узлах. Такие соединения называют фрикционными или сдвигоустойчивыми.
Высокопрочные болты эффективно применяются и во фланцевых соединениях, где работают, как обычные растянутые болты с большой несущей способностью.
Наиболее часто употребляются высокопрочные болты диаметром 24 мм с усилием предварительного натяжения 250 кН.
Болты, гайки и шайбы изготовляют из различных марок стали. По прочностным свойствам болты подразделяются на несколько классов прочности, которые обозначают двумя цифрами или числами (например 3.6; 4.6; 6.8; 8.8; 12.9). Первое число, умноженное на 100, обозначает минимальное временное сопротивление в МПа; второе число, умноженное на 10, определяет отношение предела текучести к временному сопротивлению в процентах. Например, болты класса прочности 4.6 должны иметь временное сопротивление не менее σв = 400 МПа, предел текучести не менее σт = 240 МПа (60% от σв).
Допускается заменять болты более низких классов прочности болтами более высоких классов прочности.
В настоящее время в соединениях с болтами без контролируемого напряжения наиболее распространены болты класса прочности 4.6; 5.8.
Марки сталей, из которых изготовляют болты различных классов прочности, и механические свойства сталей указаны в ГОСТ 1759.4—87.
Класс прочности гаек обозначается одной цифрой или числом, которое при умножении на 100 показывает напряжение от испытательной нагрузки в МПа. Марки сталей для гаек указаны в ГОСТ 1759.5—87.
Основные типы соединений металлоконструкций
При заводском изготовлении элементов и блоков пролетных строений используют, как правило, листовую и широкополосную сталь с толщиной листа от 6 до 60 мм, шириной 200—2400 мм и длиной 5—12 м. Кроме того, обычно для связей применяют фасонный прокат, т.е. уголки и швеллеры в широком диапазоне размеров. Для соединения деталей из указанного проката применяют все известные типы скреплений: заклепочные, болтовые, сварные, а также комбинированные.
Заклепочные соединения. В 70-х гг. на мостовых заводах прекратили производство пролетных строений с клепаными элементами. Ho потребность применения некоторых клепаных узлов осталась. Поэтому на предприятиях сохранили технологический процесс клепки (на скобе). В основном, это касается узлов и соединений конструкций, работающих в особо тяжелых (преимущественно северных) условиях, испытывающих ударные, знакопеременные нагрузки, обладающих низкой выносливостью. Кроме того, заклепочные соединения в несколько раз дешевле соединений на высокопрочных болтах (ВПБ), что немаловажно при определении стоимости строительства.
В мостах применяют заклепки диаметром 17, 20, 23, 26 и 29 мм (наиболее распространен диаметр 23 мм). Нагретый стержень заклепки полностью заполняет отверстие. За счет этого при сдвиге листов склепанного пакета относительно друг друга усилиями N, стержень заклепки работает на местное смятие напряжениями σсм по боковой поверхности и срез по плоскостям а—а и б—б (рис. 2.5).

Обычные болты (грубой, нормальной и повышенной точности) работают аналогично заклепкам. Ho в стальных пролетных строениях капитальных мостов их почти не применяют, а используют, в основном, во вспомогательных сооружениях.
В настоящее время основными типами соединений в данных конструкциях являются сварные и на высокопрочных (фрикционных) болтах. При изготовлении элементов мостовых конструкций в заводских условиях используют, в основном, электросварку. На строительной площадке при монтаже могут применять сварку или BПБ, а также комбинированные соединения, сочетающие в одном соединении и то и другое.
Соединения на высокопрочных болтах. Принципиальная схема соединения на ВПБ приведена на рис. 2.6. Такие соединения называют еще фрикционными, так как усилия с элемента на элемент при их относительном сдвиге силами Q передаются только за счет трения, возникающего по контактным поверхностям соединяемых деталей вследствие натяжения болтов силами Р.

Преимущества ВПБ по сравнению с клепаными соединениями связаны как с увеличением несущей способности одного скрепления (что приводит к сокращению их числа), так и с улучшением условий труда (меньше загрязнение воздуха при нагреве заклепок, шум и вибрация), с сокращением производственного цикла и числа технологических операций.
В металлоконструкциях применяют ВПБ типов 110, 110XЛ и 135. Цифровой индекс означает минимальное сопротивление болта разрыву в кН/см2, буквами XЛ обозначены изделия в северном исполнении.
Болты типов 110 и 110XЛ изготавливают из стали марки 40Х «селект», а типа 135 — из стали марок 30ХЗМФ и 30Х2НМФА. Гайки для ВПБ изготавливают из стали марок 35, 40, 35Х и 40Х, а шайбы — из стали марок ВСт5сп2, ВСт5пс2, 35 и 40. Механические характеристики ВПБ указаны в табл. 2.8.

В мостостроении используют болты диаметром 18, 22, 24 и 27 мм. Их длину выбирают в зависимости от толщины стягиваемого ими пакета. Номинальный диаметр отверстий под ВПБ в стыках и прикреплениях основных несущих элементов, определяющих проектное положение конструкции, принимается на 3 или 4 мм больше диаметра болтов размерами соответственно 18. 22 и 24. 27 мм. В прикреплениях элементов, не определяющих проектные положения конструкций, допускается рассверливать отверстия диаметром на 5. 6 мм больше диаметра болтов. Здесь не допускается контакт стержня болта с внутренней поверхностью отверстия, так как болт должен работать только на растяжение, без смятия, среза и изгиба.
Рабочие контактные поверхности соединяемых элементов и деталей перед постановкой ВПБ должны быть очищены от ржавчины, отстающей окалины, масляных пятен, грязи и грунтовки. Для этого нужно воспользоваться одним из перечисленных способов: пескоструйной или дробеструйной обработкой, газоплазменной обработкой (огневой очисткой), очисткой металлическими щетками, дробеметной обработкой, которая может быть дополнена газоплазменным нагревом поверхности металла в зоне отверстия до 250. 300°С.
После подготовки контактных поверхностей часто применяют клеефрикционое покрытие. Его несущая способность обеспечивается введением между соприкасающимися поверхностями промежуточного слоя из абразивного материала — карбида кремния (карборунда). Для образования клеефрикционного покрытия на поверхность наносят эпоксидный клей и внедряют в него порошковый абразивный материал. Клей защищает контактную поверхность от коррозии и удерживает выступающие над ним зерна абразивного материала, которые обеспечивают высокий и стабильный коэффициент трения в зоне контакта.
Такие покрытия можно наносить на обе соприкасающиеся поверхности, хотя обычно подобной предварительной обработке подвергается поверхность только одного из соединяемых элементов (фасонки или накладки). Поверхность другого элемента обычно очищают металлическими щетками или газоплазменным способом на строительной площадке перед монтажом.
Натяжение ВПБ на нормативное усилие производится динамометрическими ключами, ручными, гидравлическими или пневматическими гайковертами. Применяют два способа: закручивание гайки с обеспечением требуемого крутящего момента (натяжение но крутящему моменту) или поворот гайки на заданный угол от фиксированного начального положения (натяжение по углу поворота).
Технология сборки соединений на ВПБ, натяжения болтов, контроль технологических операций и другие вопросы более подробно изучают в дисциплине «Строительство мостов».
Сварные соединения. В последние десятилетия электросварка как вид соединения завоевала господствующее положение при изготовлении мостовых конструкций на заводах. На строительной площадке сварку используют при монтаже балочных сплошностенчатых пролетных строений автодорожных и городских мостов. За рубежом применяют также сварные стыки пролетных строений железнодорожных мостов.
Сваркой называется процесс образования неразъемного соединения отдельных частей из твердых материалов, происходящий в результате действия сил сцепления между атомами. Сущность процесса заключается в том, что кромки свариваемых деталей и присадочный металл расплавляются электрической дугой и образуют сварочную ванну, которая некоторое время находится в расплавленном состоянии, затем затвердевает и кристаллизуется. Отличительные особенности технологического процесса изготовления таких конструкций — изменение свойств металла в зоне термического влияния сварки, возникновение остаточных напряжений и образование деформаций.
Повсеместное использование сварки в мостах связано с уменьшением трудозатрат, снижением расхода стали из-за устранения ослабления сечений элементов отверстиями для болтов, отсутствием различных щелей, характерных для клепаных и болтовых соединений элементов и становящихся очагами их коррозии. В то же время сварные соединения требуют более тщательного исполнения, чем соединения на ВПБ. Для них характерны дефекты, являющиеся концентраторами напряжений, которые необходимо выявлять при изготовлении и учитывать в расчетах конструкций на выносливость.
Из известных способов сварки в мостостроении применяют электрическую дуговую и электрошлаковую. С точки зрения механизации процесса, используют ручную и механизированную (автоматическую и полуавтоматическую) дуговую электросварку. Она выполняется плавящимся и неплавящимся электродом. Сварка металлическим плавящимся электродом — наиболее распространенный способ. При этом материал электрода одновременно проводник электрического тока и присадочный металл. При сварке неплавящимся электродом дуга горит между ним и изделием, а присадочный металл (сварочная проволока) подается отдельно в расплавленную ванну. Чтобы изолировать зону сварки от вредных примесей из воздуха (кислорода и азота) и легирования расплавленного металла, автоматическая и полуавтоматическая сварка проводится под слоем флюса. Он представляет собой зернистое вещество, которое при расплавлении образует шлак, покрывающий расплавленный металл шва, защищая его от атмосферных воздействий. Для сварки углеродистых и низколегированных сталей наибольшее применение получили высококремнистые марганцевые флюсы марок АН-348А и ОСЦ-45. При такой сварке получают однородный плотный шов с глубоким проваром, т.е. с проникновением наплавленного металла в основной металл соединяемых элементов на глубину не менее 2 мм.
Ручную электросварку используют при необходимости устройства швов в потолочном положении или в стесненных условиях. При этом используют электроды, покрытые толстой обмазкой, глубина проплавления основного металла — 1. 2 мм.

Для соединения вертикальных стенок балок применяют электрошлаковую сварку. В пространстве, образованном кромками свариваемых деталей и формирующими ползунами, создается ванна расплавленного шлака, в которую погружается сварочная проволока. Процесс происходит при отсутствии электрической дуги (рис. 2.7). Ток, проходя между основным металлом и электродом, нагревает расплав и поддерживает в нем высокую температуру и электропроводность.

Применяют следующие основные виды сварных соединений: стыковые, тавровые соединения и соединения внахлестку (рис. 2.8). Кроме того, часто используют (например, для коробчатых эле ментов) угловые сварные швы (рис. 2.9, а). Правда, в соединениях металлоконструкций мостов нахлесточные швы не применяют из-за их пониженной выносливости, так как в них велика концентрация напряжений под нагрузкой.

В зависимости от толщины свариваемого металла швы могут отличаться формой подготовки кромок: без скоса, со скосом одной или двух кромок; способом выполнения — односторонними или двухсторонними. Подготовка кромок и выполненный шов для некоторых видов тавровых и угловых соединений, применяемых для автоматической и полуавтоматической сварки под флюсом, показаны на рис. 2.9, стыковых соединений — на рис. 2.10. Форма подготовки кромок характеризуется углом скоса α, притуплением р и зазором а и зависит от толщины проката.
В процессе сварки металлы шва и основного изделия около шва нагреваются до высокой температуры и расширяются. Свободному расширению препятствует холодный металл, окружающий зону сварки. Благодаря пластичности нагретый металл приобретает новую форму. Охлаждаясь, он вновь становится упругим и стремится укоротиться. Однако окружающий холодный металл препятствует сжатию. Вследствие этого в металле шва и околошовной зоне основного металла при остывании возникают остаточные сварочные напряжения.

Помимо них на несущую способность сварных соединений влияют различные дефекты, образующиеся в процессе сварки. К ним относятся наплывы, подрезы, газовые поры, шлаковые включения, трещины, непровары и др. Дефекты выявляют контролем каждого шва и ликвидируют до выпуска продукции с завода или сдачи моста заказчику.
В комбинированных соединениях применяют сварку и ВПБ, стремясь использовать каждый вид соединения с наиболее выгодной стороны.
Способы соединения металлических конструкций
При изготовлении и монтаже технологических конструкций применяют в основном сварные и болтовые соединения. Соединения на заклепках в последнее время применяют очень редко.
При изготовлении конструкций элементы соединяют на сварке. Это наиболее экономичный способ с точки зрения трудоемкости и расхода металла. Монтажные соединения обычно выполняют на болтах. Сборка металлоконструкций при монтаже на болтах намного снижает трудоемкость работ, так как сварка элементов, особенно на высоте, очень трудоемка. Соединение на болтах в данном случае себя вполне оправдывает.
В болтовых соединениях, не требующих передачи больших усилий, применяют болты грубой точности. Для ответственных узлов применяют болты нормальной и повышенной точности. Такие болты усложняют монтаж, так как требуют большой точности в работе. Часто используют болты грубой точности (раньше эти болты называли черными). В последнее время широко применяют соединения на высокопрочных болтах.
При изготовлении технологических металлоконструкций применяют сварку: электрическую, ручную, полуавтоматическую и автоматическую под флюсом, а также электросварку в защитном газе (рис. 19). Применяют газовую сварку, а также точечную или контактную электросварку.
Наиболее широко распространена ручная электродуговая сварка, так как она не требует сложной аппаратуры, ее можно проводить в любых условиях.

В последнее время значительно увеличилось применение механизированных способов сварки. Автоматическая электросварка под слоем флюса применяется в тех случаях, когда необходимо накладывать сварные швы большой протяженности в нижнем положении. Данный вид сварки обеспечивает высокое качество сварного шва, производительность труда по сравнению с ручной электросваркой увеличивается в 5—8 раз.
Сваркой в среде углекислого газа пользуются при изготовлении конструкций из углеродистых и легированных сталей. В монтажных условиях применяют полуавтоматическую сварку порошковой проволокой.
Существует четыре вида сварных соединений: стыковые, угловые, тавровые, внахлестку (табл. 2). Стыковые соединения разделяют на прямые, расположенные под углом 90° к оси соединяемого элемента, и косые, расположенные под углом менее 90°. При сварке встык, в зависимости от толщины свариваемых деталей, кромки соединяемых элементов обрабатывают согласно ГОСТ 8713—70 для автоматической и полуавтоматической сварки и согласно ГОСТ 5264—69 для ручной сварки.





Для обеспечения хорошего провара кромки под сварку подготавливают на кромкострогальных и торцестрогальных станках, а также с помощью кислородной резки. Обрабатываемую кромку притупляют для предотвращения прожога металла. Лучший провар кромок обеспечивается зазором между соединяемыми листами.
Угловые швы разделяют на фланговые, расположенные параллельно действующему усилию, и лобовые, расположенные перпендикулярно действующему усилию. Кроме того, различают угловые швы сплошные и прерывистые (шпоночные).
В зависимости от положения швов в момент сварки различают швы нижние, потолочные, горизонтальные и вертикальные (рис. 20). Наиболее хорошее качество сварных швов достигается при сварке в нижнем положении. Сварка в потолочном положении наиболее трудоемка, поэтому ее применение нежелательно.

При соединении металлических конструкций большое значение имеет правильный выбор типа электродов. Для защиты свариваемого металла от вредного воздействия воздуха электроды покрывают обмазками. Обмазки бывают тонкие (стабилизирующие) и толстые (качественные). Электроды хранят в сухом проветриваемом помещении. Отсыревшие электроды перед сваркой прокаливают в сушильных шкафах.
Технологические металлоконструкции кроме сварки соединяют на заклепках или болтах, особенно в конструкциях, воспринимающих динамические нагрузки. Существуют различные виды заклепок, болтов и заклепочных соединений (рис. 21). Вместо заклепок могут применяться болты. Стык внахлестку работает с эксцентриситетом. Соединение прокатных профилей может производиться как уголковыми, так и листовыми накладками. При стыках с листовыми накладками последние на внутренних сторонах полок выполняются из обрезков полок аналогичных профилей, при этом обе плоскости становятся параллельными.
Номинальные диаметры заклепок и болтов грубой и нормальной точности, а также высокопрочных и соответствующие им номинальные диаметры отверстий приведены в табл. 3.

Наиболее экономичные соединения — стыки на высокопрочных болтах. В отличие от заклепок и болтов высокопрочные болты передают усилия не на срез и смятие, а за счет сил трения, создаваемых между стягиваемыми плоскостями.
Высокопрочные болты и гайки, изготовляемые из высокопрочных легированных сталей, после изготовления подвергают термической Обработке, которая повышает предел прочности стали. Для увеличения площади давления на соединяемые элементы и для предохранения соединяемых элементов от задира под головку и гайку болта подкладывают шайбы. Шайбы, так же как и высокопрочные болты, изготовляют из высокопрочной стали с термообработкой.

В соединениях на высокопрочных болтах поверхности соединяемых элементов в пределах узлов и соединений перед сборкой подвергают огневой очистке (кислородно-ацетиленовой, кислородно-пропанбутановой) или пневматической (песком, металлическим порошком с зерном размером не более 1 мм). Обработка поверхности при помощи кислородно-ацетиленового пламени производится с 30%-ным избытком кислорода. Огневая обработка допускается при толщине металла не менее 5 мм. Перегрев металла при огневой обработке не допускается.
После огневой очистки удаляют окалину и продукты загрязнения мягкими проволочными щетками с последующей протиркой поверхности чистой сухой ветошью. Соединяемые поверхности элементов очищают от пыли, ржавчины и жировых загрязнений.
Высокопрочные болты натягивают динамометрическим ключом или гайковертом, развивающими крутящий момент Мкр, обеспечивающий в болте проектное усилие
где К — коэффициент закручивания, устанавливаемый стандартами или техническими условиями на болты; Р — заданное усилие натяжения болта; d — номинальный диаметр болта.
Отклонение фактического натяжения болта от проектного не должно превышать +20%.
Для заворачивания высокопрочных болтов применяют простейший ручной ключ (рис. 22) с индикатором часового типа, который показывает отсчеты, вызванные деформацией рукоятки. В середине ключа сделан вырез, в котором находится упор (язык). Этот упор при работе ключа не деформируется. Деформации подвергается рукоятка ключа, которая при приложении к ней определенной силы в месте опоры языка изгибается. Стержень индикатора часового типа жестко закреплен на рукоятке и касается перемещающимся стержнем упора. Длина рукоятки ключа 1200 мм.

Расчетное усилие Nб, которое может быть воспринято каждой поверхностью трения соединяемых элементов, стянутых одним высокопрочным болтом, определяется по формуле
где Р — осевое усилие натяжения болта; f — коэффициент трения (табл. 4); m — коэффициент условий работы болтового соединения, равный 0,9.
Осевое усилие натяжения высокопрочных болтов Р, принимаемое в зависимости от механических свойств болтов после их термической обработки равным 0,65% разрушающей нагрузки при разрыве болта, определяется по формуле
где 0в — временное сопротивление разрыву стала высокопрочных болтов после термической обработки в готовом изделии; Fнт — площадь сечения болта, определяемая аналогично площади сечения болтовых и заклепочных соединений.
Соединения металлических конструкций
В процессе возведения сооружений элементы металлических конструкций необходимо соединять между собой. Эти соединения осуществляются с помощью электросварки, болтовых и заклепочных соединений.
Сварные соединения.
Это самый распространенный вид соединений на строительных площадках. Он обеспечивает надежность, прочность и долговечность соединений, обеспечивает плотность соединений (водо- и газонепроницаемость), при применении высокопроизводительного оборудования способствует сокращению сроков и стоимости строительства. Основным видом сварных соединений является электродуговая сварка, основанная на возникновении электрической дуги между свариваемыми элементами и электродом. Дуга обеспечивает высокую температуру, порядка тысяч градусов по Цельсию и благодаря этому происходит расплавление электрода и проплавление металла свариваемых деталей. Получается общая сварочная ванна жидкого металла, который при охлаждении превращается в сварной шов.
Около 70% всех сварочных работ выполняется с помощью ручной дуговой сварки (РДС). Этот вид сварки требует минимум оборудования: сварочные трансформаторы, электрические кабели, электроды с соответствующей обмазкой и организацию сварочного поста. Обмазка электрода во время сварки расплавляется и частично испаряется образуя жидкий шлак и газовое облако вокруг места сварки. Это обеспечивает устойчивое горение дуги, защиту зоны сварки от атмосферного воздуха и очистки металла шва от вредных примесей (фосфора и серы). Недостаток этого вида сварки – сравнительно низкая производительность. Для получения более качественных швов и повышения производительности труда применяется автоматическая (АДС) и полуавтоматическая сварка под слоем флюса и в среде углекислого газа.
При этих видах сварки сварной электрод в виде проволоки автоматически подается в зону сварки, туда же подается флюс или углекислый газ. Эти вещества выполняют ту же функцию, что и обмазка электрода. При полуавтоматической сварке, движение электрода вдоль шва осуществляется вручную. Для сварки тонких листов (до 3 мм) применяется либо контактная точечная сварка либо валиковая. В зависимости от расположения стыкуемых элементов различают соединения встык, внахлестку, в угол и комбинированные стыки. В стыковых соединениях стыкуемые элементы находятся в одной плоскости, а в нахлесточных перекрывают друг друга. Основные типы сварных соединений представлены на рис.5.1. В зависимости от того какие кромки сопрягаемых элементов свариваются а) б) в) г)

Рис.5.1 Виды сварных соединений:
а – встык, прямой и косой швы; б - внахлестку с фланговыми швами; в – внахлестку с лобовыми швами; г – стык с накладками с фланговыми швами

д – стык с накладкой с лобовыми швами; е – с накладкой комбинированный; з – стык угловой в тавр; ж – стык в угол различают лобовые и фланговые швы, а в зависимости от положения в пространстве во время выполнения сварочных работ - швы нижние, горизонтальные, потолочные, и вертикальные, рис. 5.2.

Рис. 5.2. Положение: а – стыковых и б – угловых сварных швов в пространстве;
1 – нижний шов, 2 – горизонтальный, 3 – вертикальный, 4 - потолочный
Элементы металлических конструкций из алюминия свариваются с помощью аргоно-дуговой сварки.
Расчет сварных соединений зависит от типа стыка и от ориентации шва по отношению к действующим усилиям. Расчет стыковых швов на действие осевой силы выполняется по формуле:
где N – расчетное значение усилия; t - наименьшая толщина свариваемых листов;
lw - расчетная длина шва, Rwy - расчетное сопротивление стыковых сварных соединений и ?c - коэффициент условий работы. Расчетная длина шва равна его физической длине за вычетом начального участка шва – кратера и конечного участка – непровара. В этих зонах процесс сварки нестабилен и качество шва не удовлетворяет требованиям. В данном случае lw = l - 2t. Разрушение лобовых и фланговых швов происходит от усилий среза, см. рис. 5.3. Срез может происходить по двум плоскостям – по металлу шва и по металлу на границе сплавления, сечения 1 и 2 рис. 5.4.

Рис. 5.3. Схема среза сварных швов:
а – разрушение фланговых швов, в – лобовых
Прочность по металлу шва проверяется по формуле:
а по границе сплавления по соотношению:
где lw - расчетная длина шва; kf – катет шва; ?w и ?wz – коэффициенты условий работы шва; ?c - коэффициент условий работы; Rwf - расчетное сопротивление сварного шва сдвигу; Rwz - расчетное сопротивление по границе сплавления; βf и βz - коэффициенты зависящие от вида сварки, диаметра сварочной проволоки, высоты катета шва и предела текучести стали.

Рис. 5.4. К расчету сварного соединения с угловым швом:
1 – сечение по металлу шва; 2 – сечение по границе сплавления
При конструировании сварных швов в стальных конструкциях необходимо соблюдать ряд конструктивных требований. Толщина свариваемых элементов не должна быть менее 4 мм и не превышать 25 мм. Минимальная расчетная длина углового шва не должна быть менее 40 мм, а максимальная не более 85 βf kf . Толщина сварного шва ограничена максимальным значением его катета kf ≤ 1,2 t, где t - наименьшая толщина соединяемых элементов.
Болтовые соединения. Это такие соединения в которых элементы конструкций сопрягаются между собой с помощью болтов. По сравнению со сварными соединениями болтовые соединения выигрывают простотой сопряжения элементов и большой заводской готовностью и проигрывают большим расходом металла и большей деформативностью. Повышенный расход металла обусловлен ослаблением стыкуемых элементов отверстиями под болты и расходом металла на накладки, болты, гайки и шайбы, а повышенная деформативность обусловлена тем, что под воздействием нагрузки происходит выбирание неплотностей примыкания болтов и стенок соединяемых элементов.
Болты бывают обыкновенные и высокопрочные. Обыкновенные болты изготавливают из углеродистой стали холодной или горячей высадкой. Высокопрочные болты изготавливаются из легированной стали. Болты, кроме самонарезающих, изготавливают диаметром от 12 до 48 мм с длиной стержня от 25 до 300 мм. Болты различаются по классам точности. Класс С - грубой точности, нормальной точности - класс В и класс А - высокоточные болты. Разница в классах заключается в отклонениях диаметра болтов и отверстий для них от проектного диаметра. Для болтов классов С и В отклонения по их диаметру могут достигать 1 и 0,52 мм соответственно. Отверстия в стыкуемых элементах для болтов классов С и В делаются на 2 - 3 мм больше диаметра болта, а для класса А диаметр отверстий не должен быть больше 0,3 мм чем диаметр болта.
Плюсовой допуск для диаметра болта и минусовой допуск для отверстия в этом случае не допускается. Разница в диаметрах болта и отверстия облегчает сборку соединений, однако эта разница и обуславливает повышенную деформативность болтовых соединений, так как под воздействием нагрузки происходит выбирание неплотностей примыкания стенок отверстий и болтов. Эта же разница в размерах приводит к неравномерности работы отдельных болтов в соединении. Поэтому болты классов В и С не рекомендуется использовать в ответственных соединениях, работающих на сдвиг. В ответственных сооружениях применяют обыкновенные болты класса А или высокопрочные болты.
Высокопрочные болты являются болтами нормальной точности, их ставят в отверстия большего диаметра. Затягивают эти болты с помощью тарировочного ключа, позволяющего контролировать усилие затяжки и силу натяжения болта. Высокопрочные болты применяют для увеличения несущей способности соединений. Достигается это тем, что при контролируемом натяжении гаек стыкуемые листы стягиваются настолько плотно, что обеспечивают восприятие сдвиговых усилий в стыке за счет трения. При таких стыках необходимо чтобы толщина стыкуемых элементов была строго одинаковой, иначе невозможно достаточно плотно прижать стыковую накладку к обоим элементам.
Кроме этого необходима специальная обработка стыкуемых поверхностей (очистка от масла, грязи, ржавчины и окалины) для увеличения их способности к сцеплению. Помимо фрикционных соединений на высокопрочных болтах существуют соединения воспринимающие усилия совместной работой сил трения, смятия и среза болтов. Еще одним типом болтовых соединений являются клееные соединения. В этом случае элементы металлических конструкций сначала склеиваются, а затем стягиваются с помощью болтов. Наконец для соединения тонких и листовых соединений применяются самонарезающие болты, которые обычно изготавливаются диаметром 6 мм.
Обыкновенные болты при приложении нагрузки на узел работают на изгиб и отрыв головки, срез болта, смятие поверхностей болта и отверстия, на растяжение, рис. 5.5, а стыкуемые листы на вырывание кромки. По мере увеличения нагрузки, работу болтового соединения на сдвиг можно разбить на четыре этапа. На первом этапе, когда силы трения между соединяемыми листами не преодолены, болт испытывает только


Рис. 5.5. Виды напряженного состояния болтового соединения:
а – изгиб стержня болта; б – срез стержня болта; в – смятие стенок отверстий сопрягаемых листов; г – центральное растяжение болта растягивающие напряжения от затяжки гайки, а все соединение работает упруго.
При увеличении нагрузки силы внутреннего трения оказываются преодоленными и наступает сдвиг всего соединения на величину зазора между болтом и отверстием. На следующем третьем этапе стержень болта и края отверстия постепенно обминаются, болт изгибается и растягивается, чему препятствуют головка и гайка болта. При дальнейшем увеличении нагрузки болт переходит в упругопластическую стадию работы и разрушается от среза, смятия, выкола одного из соединяемых элементов или отрыва головки болта.
Расчет болтового соединения производится следующим образом. Определяется несущая способность одного болта, а затем необходимое количество болтов в соединении.
Несущая способность болта из условия работы на срез определяется по соотношению:
где Nb – расчетное усилие воспринимаемое одним болтом на срез; Rbs – расчетное сопротивление материала болта на срез; ?b – коэффициент условий работы соединения; A – площадь сечения стержня болта ( по ненарезанной части ); ns – число расчетных срезов одного болта; ?c – коэффициент условий работы конструкции.
Несущая способность соединения по смятию обычно определяется исходя из смятия стенок стыкуемых элементов (материал болта обычно прочнее)
где Rbp – расчетное сопротивления болтового соединения на смятие; db - диаметр болта;
∑ t - наименьшая суммарная толщина сминаемых в одном направлении элементов.
Расчетное усилие, воспринимаемое болтом на растяжение, определяется по формуле Nb = Rbt Abn ?c , ( 5.6 )
где - Rbt расчетное сопротивление материала болта на растяжение, Abn – площадь сечения болта нетто с учетом нарезки.
Число болтов в соединении n при действии сдвигающей силы N, приложенной в центре тяжести соединения, определяют исходя из условия равнопрочности всех болтов по формуле
где Nmin - наименьшее значение из определенных по соотношениям ( 5.5 ) и ( 5.6);
а при работе болтов на растяжение значение из соотношения ( 5.6 ).
При работе стыка на сдвиг кроме проверки прочности болтов в соединении необходимо проверить прочность стыкуемых элементов на растяжение с учетом ослабления их сечений отверстиями и прочность на выкол (на срез) краев стыкуемых элементов. Последняя проверка обычно не производится, так как расстояние первого ряда болтов от края листа выбирается таким образом, чтобы прочность на выкол была гарантирована.
Заклепочные соединения по характеру работы аналогичны болтовым соединениям и расчет заклепочных соединений аналогичен расчету болтовых.
В настоящее время они почти не применяются из-за большой трудоемкости и малой производительности. Интересны тем, что во-первых, обеспечивают плотное соединение, так как при остывании заклепка сокращается и стягивает стыкуемые элементы и, во-вторых, тело заклепки полностью заполняет отверстие в стыкуемых элементах благодаря пластическим деформациям разогретого металла в процессе клепки. В настоящее время заклепочные соединения применяются в стальных конструкциях, подверженных вибрационным и знакопеременным нагрузкам и в алюминиевых конструкциях, так как применение высокопрочных алюминиевых сплавов исключает применение электросварки.

Рис.5.6. Стыки листовых элементов:
а – с двухсторонней накладкой; в – с односторонней накладкой
По конструктивным признакам различают два типа болтовых и заклепочных соединений – стыки и прикрепление элементов друг к другу. Стыки листового металла осуществляются с помощью накладок: односторонних или двухсторонних, рис. 5.6. Предпочтительнее двухсторонние накладки, так как они обеспечивают симметричное напряженное состояние стыка. Стыки с односторонней накладкой дают эксцентричное соединение, в нем возникают изгибающие моменты и поэтому необходимое по расчету число болтов увеличивают на 10%. Стыки профильного металла, рис.5.7 выполняют с помощью накладок - уголковых или листовых. Прикрепление элементов друг к другу

Рис. 5.7. Болтовые и заклепочные стыки прокатных профилей:
а – уголковых профилей; в – швеллеров; 1 – уголковая накладка; 2 – фаска; 3 – прокладка;
4 – листовые накладки также осуществляется с помощью листовых накладок, косынок или уголковых элементов.
Болты или заклепки в соединениях размещают в рядовом или в шахматном порядке на минимальном расстоянии друг от друга, которое обеспечивает прочность на выкол и удобство постанови болтов. Схема стыковых соединений листовых и уголковых элементов работающих на сдвиг приведена на рис. 5.8.

Рис. 5.8. Схема размещения болтов и заклепок в соединениях, работающих на сдвиг
Сварные, болтовые и заклепочные соединения имеют стандартизированные обозначения на строительных чертежах, рис.5.9.
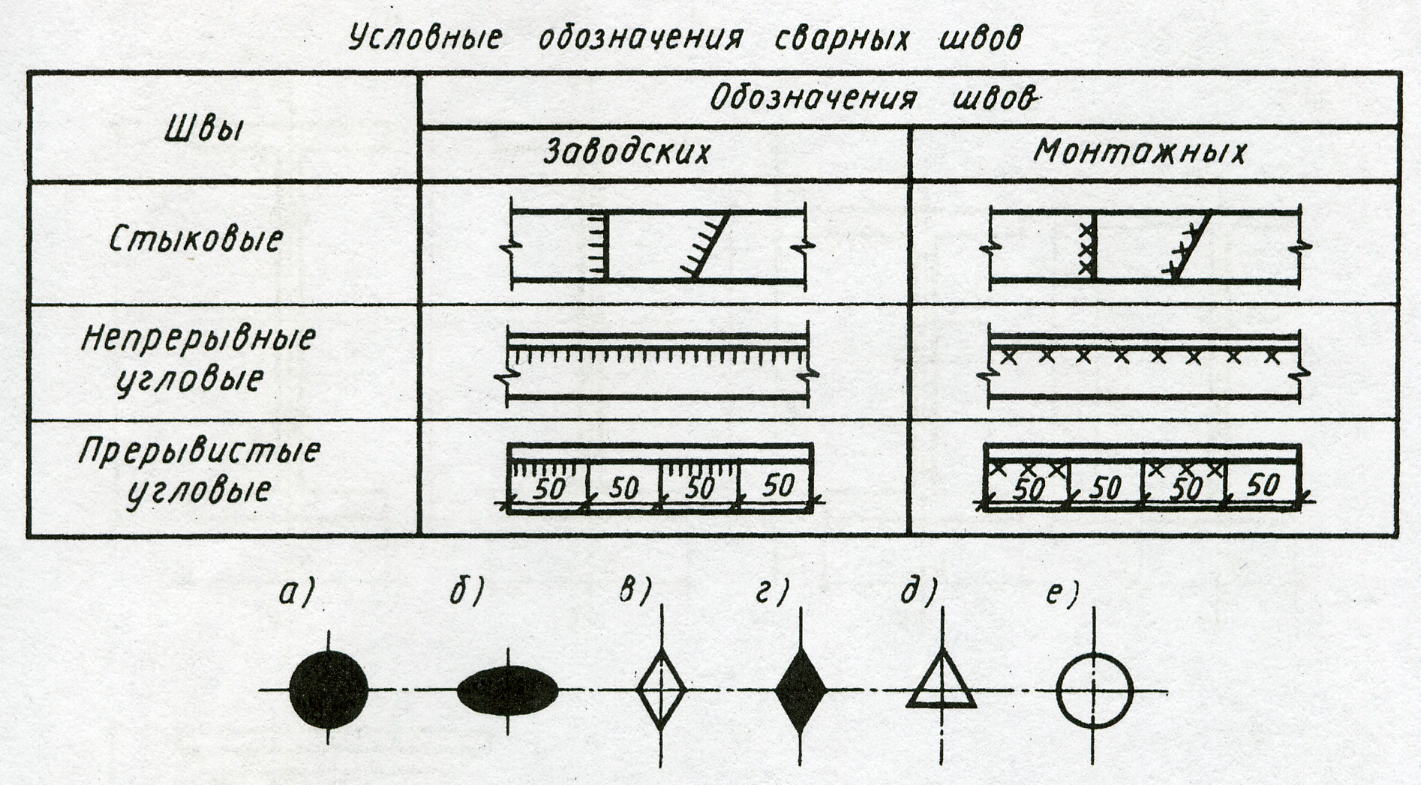
Рис. 5.9. Условные обозначения сварных швов, болтов и заклепок в соединениях:
а – круглое отверстие; б – овальное отверстие; в – постоянный болт; г – временный болт;
д – высокопрочный болт; е - заклепка
Промежуточное положение между болтовыми и заклепочными соединениями занимают соединения на лок-болтах (болтах с обжимными кольцами). Их применяют в основном для соединений в алюминиевых конструкциях и диаметр этих болтов находится в пределах 6 - 14 мм.
Читайте также: