Виды сварки металлов сварочное оборудование
Обновлено: 17.05.2024
Сварка - высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности. Сказать однозначно какая бывает сварка затруднительно поскольку на сегодняшний день насчитывается более 50 разных способов, каждому из которых характерны определенные особенности и отличия.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.

Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита - специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса - кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.

Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность - механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.

Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.

Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом - какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.

- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
- возможность соединять детали в любых пространственных положениях;
- универсальность применения в местах с ограниченным доступом;
- рабочий процесс доступен на переменном и постоянном токе;
- невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
- швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
- весьма низкий КПД из-за высокого количества отходов;
- не подходит для состыковки тонких заготовок;
- низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Интересное видео
Виды сварки металлов
На сегодняшний день применяются различные виды стыковки металлов, основные различия и характеристики подразделяются на техническую, физическую, а также технологические разновидности. Технологический процесс соединения подразумевает взаимодействия материалов на межатомном уровне путем воздействия температур. Несъемные крепления используются для множества материалов, основные из них металлические детали, также свариваются стекло, пластмасса и керамика. Процесс происходит основными способами ручной, полуавтоматической или автоматической, в зависимости от характеристик механизмов.

Понятие процесса сварки
Энергия подводится к электроду, материалу для сварки, путем усиления через инвертор. Определение сварки начинается с того, что воздействие электрической дуги приводит к расплавлению металла электрода, что приводит к образованию сварочной ванны. При процессе образования ванны происходит смешивание с основным материалом, шлаки всплывают на поверхность и служат как защитная пленка. Затвердевание металла после процессов называется процессом сварки.

Для определения, что такое сварка, важно знать, что существует два вида электродов – неплавящиеся и плавящиеся. Неплавящийся электрод подразумевает использование присадочной проволоки, которая вводится в сварочную ванну отдельно. Второй вариант плавит непосредственно прут электрода. Защита от окисления в процессе стыковки производится газами, подводящийся при горении головки. Существуют переменные и постоянные агрегаты, при работах с агрегатами постоянного тока происходит более качественный, равномерный шов.
Физические признаки сварки
Взаимодействие металлов или других материалов происходит путем межатомного воздействия элементов. При обычных температурных показателях материалы не взаимодействуют друг с другом вне зависимости от условий, из-за твердой структуры металлов. Загрязнение поверхностей при соединении в виде образований жира или окисей оказывает значительное влияние при процессе связки металлов.
Под действием сдавливания возможно физическое соединение на поверхности или пластическая деформация. Атомно — металлические связи происходит путем взаимодействий электронных соединений при сварке металлов, а также стыковка ковалентных металлов. Определение типа и вида сварки происходит по нескольким параметрам взаимопроникновения, например сдавливание, распайка и термомеханическое воздействие.

Расплав металла сваркой
Расплавление материала происходит без воздействия внешних механических сил, обеспечивается необходимая температура сварочными дужками, газовым пламенем, другим источникам энергии. Виды сварочных работ под давлением подразумевают деформацию металла, что придает текучесть жидким соединениям. Процесс стыковки материалов происходит за счет наплыва свежих слоев материала друг на друга.
Технологичность главное свойство сварных работ
Существует множество разновидностей способов, видов сварочных работ. Классификация имеет прямую зависимость от типа материала и оборудования. Распространенные виды сварочных работ:
- электрошлаковые;
- дуговые;
- плазменное и электронно-лучевое;
- световые, газовые;
- ультразвуковые;
- холодные, печные, контактные виды.
Плазменная сварка Электрошлаковая сварка
Важность технологических свойств
Бесперебойность процесса и его механизацию обеспечивают технологические свойства. Металлический компонент в сварочном шве остается защищенным в случае соблюдения требований и технологий. Виды сварки подразделяются на:
- вакуумные;
- воздушные;
- защитно — газовые;
- по флюсные;
- пенные;
- под флюсные виды.
Степень расплавленной среды материала подразделяется на атмосферную и струйную разновидность. Расплавленное вещество на дужке сварного шва характеризует струйную технологию. Характер заменимости способствует возможной замене газа на более или менее активный. Существует совокупность активных или инертных соединений газов. Степень механизации подразделяется на ручную, механизированную и полностью автоматический процесс.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.

Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Термический класс сварки
Данный класс сварочных работ выполняется путем плавления кромок частей материалов. В начале процесса образуется сварочная ванна, после отвода которой производится шов. Классификация видов сварки термическим способом разделяется на основные подкатегории:
- газовая;
- электронно-лучевая;
- плазменная;
- лазерная;
- термитная;
- электрически дуговая стыковка.
Наиболее распространенным считается последний вариант т.к. не требует специализированного инструмента, приспособлений.
Электродуговая стыковка деталей пользуется наибольшей популярностью при проведении работ. Электрическая дуга между электродами производится мощным разрядом, одним из элементов производится процесс сварки.

Схема дуговой сварки
Работа производится после обработки, заготовки материала, состоит из основных этапов.
- Производится соприкосновение электрода с металлом, что вызывает короткое замыкание, после этого, инструмент отводится на расстояние не более 5 мм. Короткое замыкание служит для достижения электродом требуемой температуры, путем интенсивной эмиссии электронов в конструкции катода. После достижения стабильной, устойчивой дуги, производятся работы.
- Устойчивый дуговой заряд производится путем ускорения электронов в электрическом поле, происходит ионизация газового соединения анода с катодом. Температура электрической дуги, как источника тепла достигает до 6000⁰. Сварочный ток при напряжении дуги до 50 В, использования покрытого специальным составов, достигает до 3 кПа.
Предназначение данного вида сварки с использованием покрытых электродов состоит в легировании состава шва, защиты расплава от окружающих воздействий путем газового и шлакового способа.
Электродуговой способ, при котором осуществляется процесс в газовой защитной среде. Подразделяются газообразные вещества на инертные и активные виды.
Методики сварки существуют МИГ и МАГ разновидностей, основное предназначение состоит в использовании универсальных материалов, различаются механическими параметрами.
Перед использованием оборудования необходимо проверить все составляющие, зачистить обрабатываемый металл от окраски и ржавчины.

Устройство аппарата для газовой сварки
Комплект газосварочного оборудования состоит из:
- кислородный рукав номинальным давлением 0,64 МПа, используется для подачи ацетилена;
- подача кислорода производится через рукав третьей категории давлением до 2 МПА;
- два редуктора для регулировки давления;
- баллоны объемом от 40 л;
- горелка с регулировочным винтом.
Давление подачи ацетилена производится регулировкой редуктора на баллоне, специальный манометр указывает на точный параметр. Давление горючей смеси должно составлять около 0,2 МПа, кислород регулируется идентичным способом до уровня 0,5 МПа. Регулировка газовой горелки происходит путем открытия подачи ацетилена до тех пор, пока огонь не стабилизируется у основания, кислородом устанавливается мощность пламени.
Основные составляющие пламени это ядро, зона восстановления и факел. Горелка располагается под определенным градусом к основному металлу, расстояние между ядром и материалом составляет 1,5 мм. Поступательными движениями разогревается металл до температуры плавления, после изменяется градус подачи горелки, подается присадочная проволока.
Лучевая сварка
Высокое качества шва достигается путем работы в вакууме. Процесс представляет собой передачу мощного пучка энергии к заготовке. Электроны взаимодействуют со составляющими веществами материала, что приводит к быстрому разогреву, достижению необходимой температуры плавления. Используются данная категория сварочных работ при работе с микроэлементами, т.к. луч можно регулировать до размеров микрона в диаметре.
Установка для лучевой сварки Схема электролучевой сварки
Термитная сварка
Сварка происходит с использованием специального материала – термит, состоящего из соединений магния или алюминия, железной окалины. Порошкообразная смесь применятся к подготовленным в жаропрочном виде материала металлам, предварительно разжигая запалом либо электрической дугой. Результатом становится прочное соединение, основное предназначение данного вида работ состоит в стыковке труб, рельсов, наплавки массивных изделий.
Электрошлаковая сварка
Относительно новый способ произведения сварочных работ разработан в институте им. Патона. Подготовленные детали обволакиваются шлаком, который нагрет до температур, превышающих плавление проволоки и металла. Электрошлаковая сварка позволяет заполнять большие разрывы в один проход, процесс не отличается от дугового вида стыковки металлов. Высокое качества шва достигается за счет образования защитной ванны, которая выдвигает нестабильные соединения металлов на поверхность.

Схема процесса электрошлаковой сварки
Процесс электрошлакового вида сварки происходит следующим образом:
- кромки вертикально расположенных деталей наклоняются на 20-25⁰ по отношению к размеченной части;
- устанавливается необходимый зазор для помещения порошка;
- дуга, разжигаемая между нижней пластиной и электродом, расположенным сверху расплавляет флюс;
- шлаковая ванна возникает путем плавления флюса, медных ползунов, после чего шунтируемая дуга потухает;
- происходит переход из дугового вида в шлаковую, ванная которой нагревается до 1700⁰;
- кромки металла расплавляются шлаком в сварочной ванне, после удаления электрода происходит остывание и кристаллизация металла.
Данным способом возможно работать со сложными швами, крупногабаритными деталями. Повышенное качество, отсутствие трещинообразования, позволяют стыковать шлаковой сваркой ответственные детали.
Газовые примеси и пузыри удаляются без затруднений из зоны сварки, этому способствует вертикальное расположение конструкции.
Комбинированный способ предлагает воздействие не только повышенной температурой на металл, но и механические усилия. В большинстве случаев, используется при стыковке малогабаритных частей, которые обычным способом качественно связать не представляется возможности. Процесс происходит в электродах — губках, в которых закрепляется две части деталей. Основными видами сварки называются контактная, диффузионная и кузнечные способы.
Кузнечная сварка
Качественное соединение кузнечным способом работ достигается при условиях очищенных от налетов, окислов прилагаемых поверхностей. Работа ручным инструментом осуществляется по нагретому металлу, детали нахлестываются и производятся удары молотком по поверхности.
Способы кузнечной сварки Кузнечная сварка
Кузнечный вид сварки применяется далеко не ко всем материалам, имеет малую производительность, требует достаточного опыта от кузнеца.
Современные виды работ вытеснили кузнечное дело ввиду малой надежности стыкованных деталей.
Нагрев при сварке сопротивлением достигается прилеганием поверхности иглы к изделию. Электрический ток проходит через инструмент нужного диаметра, предварительно необходимо подготовить металл путем сдавливания или осадочного механического воздействия. Химическое воздействие атомов металла дает возможность сварить мелкие детали, легко поддается автоматизации и высокопроизводительна.

Различается на три основные способа, точечную, роликовую и стыковую разновидность. Широко применяется в промышленности и машиностроении, в труднодоступных местах и соединениях.
Диффузионная сварка
Основой способ является использования диффузии атомов при высоком уровне вакуума. Поверхностные слои металла нагреваются в силу высокой диффузионной способности атомов до температур, приближенной к плавлению. Контакт и надежная стыковка происходит механическим воздействием высокой силы, минимальная мощность сжатия составляет 20 МПа.
Применяется данный вид при плохо контактирующих материалах.
Процесс начинается с помещения деталей в специальную камеру, крепление и передачи усилия. Материалы выдерживаются определенной время, под воздействием электрического тока.
Механический класс сварки
Виды и способы механической сварки используют физическое воздействие на стыкуемые материалы. Основные способы имеют преимущества при отсутствии возможности до температуры плавления. Переход энергии из механической в кинетическую позволяют нагреть стыкуемые изделия до порога плавления.
Сварка трением
Основные детали, к которым применяется сварка трением, являются трубы небольшого диаметра, стержневые конструкции. Автоматизированный процесс позволяет производить различные виды сварочных работ в специальных машинах, в шпиндель которых крепятся заготовки. Машина работает посредством перемещения одной из деталей к неподвижной части. Частота вращения доводится до 1500 об/мин, в результате чего происходит нагрев деталей и оплавление.

После выключения муфты вращения, машина выполняет осадку изделий. Экономичность, быстрое выполнение поставленных задач, делают вид работ трением преимущественнее дуговой, а также имеется возможность варить металлы из разных сплавов.
Заготовки стыкуются путем холодной сварки путем деформирования пластических свойств материалов. Температура при операции может достигать минусовой, поверхности должны быть зачищены от окислов и ржавчины. Соединение происходит на межатомном уровне, поэтому элементы должны быть идеально ровными и обработанными.

Применяется холодный вид при стыковке шин, проволоки или труб. Давление варьируется от 1 до 3 ГПа, данный способ требует подготовленного к высоким нагрузкам оборудования.
Соединение деталей при сварке взрывом происходит путем синхронной пластической деформации деталей. Подвижная часть детали прикладывается параллельно к устойчиво закрепленной мишени, после чего производится контролируемый взрыв. Основное применение данный способ получил ввиду возможности стыковки разнородных металлов. Взрывные вещества применяются из состава гранулотола, аммонита, гексогена.

Ультразвуковая сварка
Стыковка деталей происходит с применением источников энергии, выдающим на выходе ультразвуковые колебания. Применяется при шовной, точечной, контурного вида сварки механическим воздействием. Сухое трение способствует разрушению оксидных пленок, после заменяется на чистое трение, при котором происходит процесс сварки. Основными преимуществами данного способа является отсутствие предварительной очистки поверхностей, что значительно экономит время. При сварке пластмассовых деталей не допускается перегрев прилагаемых зон, т.к. контролируется температурный диапазон определенного участка. Отсутствуют вредные пары, газы при процессе, нагрев происходит за доли секунды.

Недостатками при ультразвуковом виде можно выделить дорогостоящее оборудование, малый диапазон толщины материалов. Необходимо четко определить толщину свариваемых видов материалов, при размерах вне допуска, возможно применение акустической линзы, что дает возможность сфокусировать энергию на определенном участке детали.
Сварочные технологии

Сваркой называют способ создания неразъемных соединений. Для этого используют различные сварочные технологии, однако практически все они основаны на одном принципе. Под воздействием внешнего источника энергии – тепла, давления или их комбинации – между материалами образуются прочные связи на межатомном уровне.
Сварочные технологии различаются по способу воздействия на материалы, виду их защиты от кислорода, управлению процессами, материалам и пр. Каждый тип используется для решения определенных задач в промышленности, строительстве и быту. С помощью нашей статьи вы сможете разобраться в способах скрепления материалов и их нюансах.
Принципы сварочных технологий
В основе технологии сварки лежит использование критически высокой температуры. С помощью дуговой сварки удается создавать неразрывное соединение между металлическими элементами, причем шов не уступает по прочности основному материалу изделия.
Таким образом, благодаря сцеплению на молекулярном уровне формируется непрерывная структура.
Электросварка считается наиболее надежным методом соединения заготовок. Эта сварочная технология предполагает, что под воздействием высокой температуры детали образуют единое целое.
Принцип действия большей части современных сварочных аппаратов состоит в использовании электрической дуги, которая нагревает малую площадь металла до температуры плавления.
Чтобы получить электрическую дугу, необходимо обеспечить взаимодействие металла изделия и токопроводящего электрода с металлическим сердечником и защитным составом, причем они должны иметь разные заряды.
В том месте, куда направлена дуга, начинает плавиться металл заготовки. Параллельно происходит плавление электрода, его частицы попадают в зону, которую мастера называют сварной ванной.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В то же время разрушается защитное покрытие электрода, что приводит к выделению газов, защищающих сварную ванну от контакта с воздухом. Расплавленный шлак покрывает горячий металл, что позволяет сохранять необходимую температуру. Помните, что невозможно соблюсти технологию сварочных работ без шлака на поверхности ванны.
Образование шва происходит параллельно с движением ванны при перемещении сварщиком электрода. Однако необходимо, чтобы расходник двигался с правильной скоростью, находился под определенным углом относительно поверхности изделия. Эти параметры, как и характеристики тока, подбирают в соответствии с типом конкретного соединения.
Сварка может вестись с использованием постоянного или переменного тока. В первом случае выбирают инверторы, а во втором требуется задействовать трансформатор, что сложнее. Дело в том, что переменный ток вызывает скачки дуги, а само оборудование имеет большие размеры и вес.
Нужно учитывать, что дуга и трансформатор издают громкий шум, а сам агрегат перегружает сеть, вызывая перепады напряжения. Последнее может быть опасно для бытовой техники.
Большинство инверторов питается от сети 220 В, имеет значительно меньшие размеры, чем трансформаторы, а их вес находится в пределах 3–8 кг. Такие устройства работают тише и практически неспособны менять напряжение сети. Дуга, образованная постоянным током, не «прыгает», благодаря чему упрощается проведение сварочных работ. Учитывая все указанные достоинства, специалисты рекомендуют осваивать сварочные технологии именно на инверторном оборудовании.
Способы сварки
Существует немало способов сварки. Мастеру важно знать их и иметь представление о разных видах сварных соединений, чтобы не ошибиться при выборе оборудования, расходников, режимов. А значит, создавать качественные, красивые и надежные соединения. У каждого способа есть свои плюсы и минусы, а также тонкости применения.

Есть технологии сварочного производства, в основе которых лежит нагрев, давление либо сразу два подхода. Поэтому все известные виды сварки разделяют на две группы: плавлением и давлением.
Сварка предполагает формирование связей между атомами металлических изделий для создания прочных неразъемных соединений. Поэтому на первом этапе работы мастер должен расположить заготовки на минимальном расстоянии друг от друга.
Но для взаимного проникновения атомов этого недостаточно, так как будущее изделие находится при обычной температуре. Процессу скрепления деталей препятствует твердость металла, отсутствие полного контакта между поверхностями даже при лучшей обработке.
Кроме того, на материале остается грязь, окислы, жировые пленки, которые мешают образованию надежного соединения.
Обеспечить прочный физический контакт позволяет сильное давление либо расплавление кромок заготовок. Любой из подходов позволяет избавиться от зазора между деталями, в результате чего они образуют единое целое.
Во время работы могут использоваться плавящиеся и неплавящиеся электроды – при выборе конкретной разновидности отталкиваются от краткой характеристики основных видов сварки. Важно понимать, что любая сварочная технология требует применения особого оборудования.
Классификация сварочных технологий
Термическая сварка
Перечисленные далее сварочные технологии связаны с формированием сварочной ванны, которая состоит из жидкого металла деталей и электрода либо материала присадки.
Металл плавится под действием тепла, образуемого в процессе горения дуги между электродом и заготовками. Чтобы зажечь дугу, электродом касаются поверхности изделия, после чего отдаляют его на 2–5 мм.

При этом действует правило: чем меньше длина дуги, тем большую температуру она имеет.
При данной сварочной технологии на нагрев и остывание материала требуется больше времени, чем при первом способе. Поэтому газовый метод подходит для обработки тонкостенной стали, цветных металлов, проведения операции по наплавке. Кроме того, сварка может выполняться даже в тех местах, где нет подключения к электрической сети.
Металл плавится лучом лазера или потоком электронов, образуемым при помощи электронной пушки. Указанные способы наиболее распространены в сфере радиоэлектронного производства, так как прекрасно подходят для соединения и крепления мельчайших деталей. Лазер позволяет создавать соединения высокой точности.
При лучевой сварке исключен нагрев прилегающих к шву зон, поэтому можно не бояться деформировать даже материал малой толщины.
В основе метода лежит применение термита, то есть порошка, в состав которого входит алюминий, магний, окислы железа. Его горение приводит к выделению тепла – именно под его действием плавятся края соединяемых деталей.
Сам термит также плавится, смешивается с основным материалом, формируя надежный шов в процессе кристаллизации.
Эта сварочная технология позволяет соединять заготовки из стали, имеющие толщину от 5 см до 3 м. Детали ставят вертикально, а промежуток между ними закрывают с двух сторон подвижными медными ползунами с водяным охлаждением. На поддоне насыпают слой флюса, после чего зажигают под ним дугу.
Термомеханическая сварка
Приведенные далее подходы считаются комбинированными и позволяют скреплять небольшие детали, когда остальные методы не могут обеспечить надежное соединение.
Данный способ использовался человеком с давних времен, когда еще не существовало современных разновидностей сварочных технологий. Принцип работы такой: детали нагревают в горне, кладут друг на друга, после чего скрепляют, ударяя по ним молотом.

Сегодня существует механизированный вариант кузнечной сварки – прессовая сварка. Она отличается тем, что горячие заготовки сдавливаются прессом.
Подход имеет низкую производительность и надежность соединений, а также позволяет обрабатывать исключительно металлы с высокой пластичностью, поэтому используется нечасто.
Нагревание металла обеспечивается током, который проходит через область соприкосновения заготовок. После чего горячие детали сжимают либо осаживают.
Данный способ обычно встречается на предприятиях машиностроительной отрасли, так как без труда поддается автоматизации: оборудование включают в состав роботизированных комплексов.
Подобная сварочная технология требует взаимного проникновения, то есть диффузии атомов металлов в результате плотного сжатия заготовок. Благодаря нагреву удается повысить скорость обмена частицами. Работы ведутся в вакуумной камере либо под защитой инертного газа, при этом минимальное усилие на сжатие составляет 20 Мпа.
Внешние слои материала доводят до температуры, близкой к точке плавления, воздействуя на них электрическим током. Чтобы добиться наибольшей надежности швов, заготовки на некоторое время фиксируют в выбранном положении, сохраняя подачу электричества.
Механическая сварка
Подобные методы предполагают плавление металла теплом от энергии трения, взрыва, давления, ультразвука.
Данный метод считается одним из перспективных. В соответствии с ним фиксируют одну деталь, после чего вторую вращают, прижав к первой.
Детали сжимаются пуансонами с усилием в 1–3 Гпа, причем для точечной сварки используют стержни, тогда как шовная невозможна без роликов. Есть два варианта проведения работ: простым сжатием либо со сдвигом элементов после сдавливания.

На качество соединения, в первую очередь, влияет подготовка места стыка, а также степень сжатия, характер воздействия. Последнее может быть вибрационным или статичным. К холодной сварочной технологии прибегают при обработке металлов с низкой температурой плавления, например, алюминия, меди, цинка, серебра.
Активно используется в промышленности для соединения разнородных материалов, хотя подробная методика все еще не разработана. Технология необходима, чтобы создавать биметаллические соединения, крупные детали и заготовки, наносить плакирующие слои толщиной в пределах 45 мм.
Основным оборудованием в этом случае является преобразователь ультразвуковых волн в механические колебания в сочетании с небольшим давлением. С поверхности металла сухим трением удаляется оксидная пленка, после чего происходит плавление материала, что позволяет отказаться от этапа подготовки стыка.
Чтобы создать швы наибольшей прочности, заготовки заранее нагревают.
Данная сварочная технология позволяет соединять любые, даже тугоплавкие металлы, а также изготавливать изделия из пластмассы, кожи, тканей. Можно сваривать стекло и керамику с металлом, фольгой, имеющей толщину 0,001 мм, либо создавать между деталями прослойку из металла или пластика.
Особенности сварочных технологий для разных металлов
Обработка разных металлов имеет свои нюансы. Основной сложностью при сварке углеродистых сталей является закалка зоны шва, высокая вероятность растрескивания материала. Поэтому важно заранее доводить заготовки до +100…+300 °C, формировать многослойный шов, выбирать покрытые электроды.
После завершения работы нужно провести отпуск изделия до +300 °C.

Работа с ферритовыми сталями со значительной долей хрома опасна тем, что в процессе охлаждения могут выпадать зерна карбидов хрома. Это негативно отражается на стойкости металла к появлению ржавчины. Избежать подобной ситуации можно, выбрав малую силу тока, а значит, повысив скорость охлаждения.
Кроме того, отжиг после сварки позволяет выровнять количество хрома в зернах и на границах.
Изделия из чугуна варят при помощи электродов из аналогичного металла, проводя предварительный подогрев деталей. Диаметр расходников подбирается в пределах 8–25 мм.
Рекомендуем статьи
Обработка заготовок из алюминия осложняется из-за оксидной пленки – мастера растворяют ее с помощью флюсов.
Сегодня существует более сотни сварочных технологий, позволяющих обрабатывать металлы и неметаллы. Качество швов и всей работы определяется грамотным выбором конкретного метода и оборудования.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- (в отечественной классификации – ручная дуговая сварка, или РДС) (аргоно-дуговая) (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
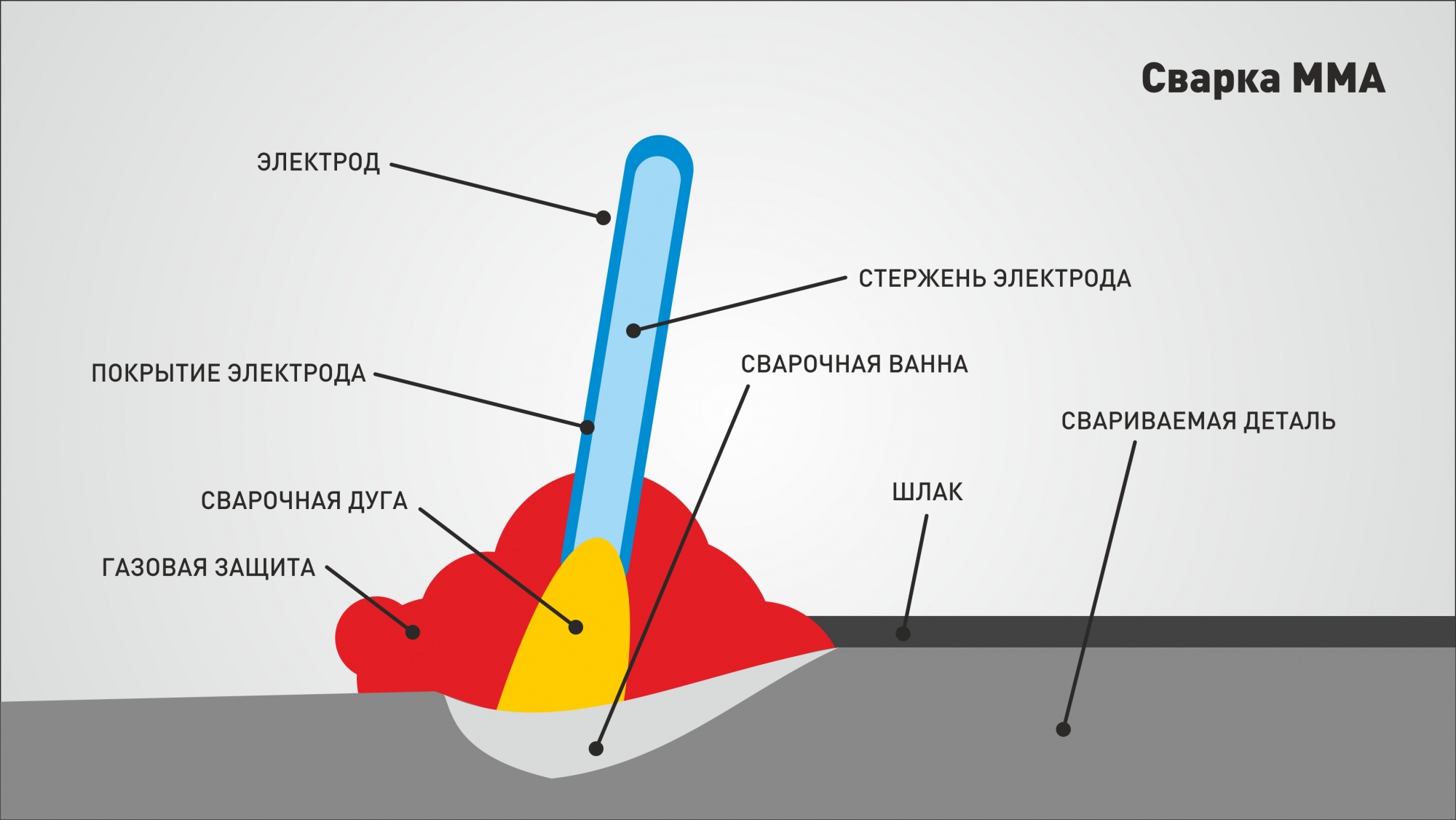
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
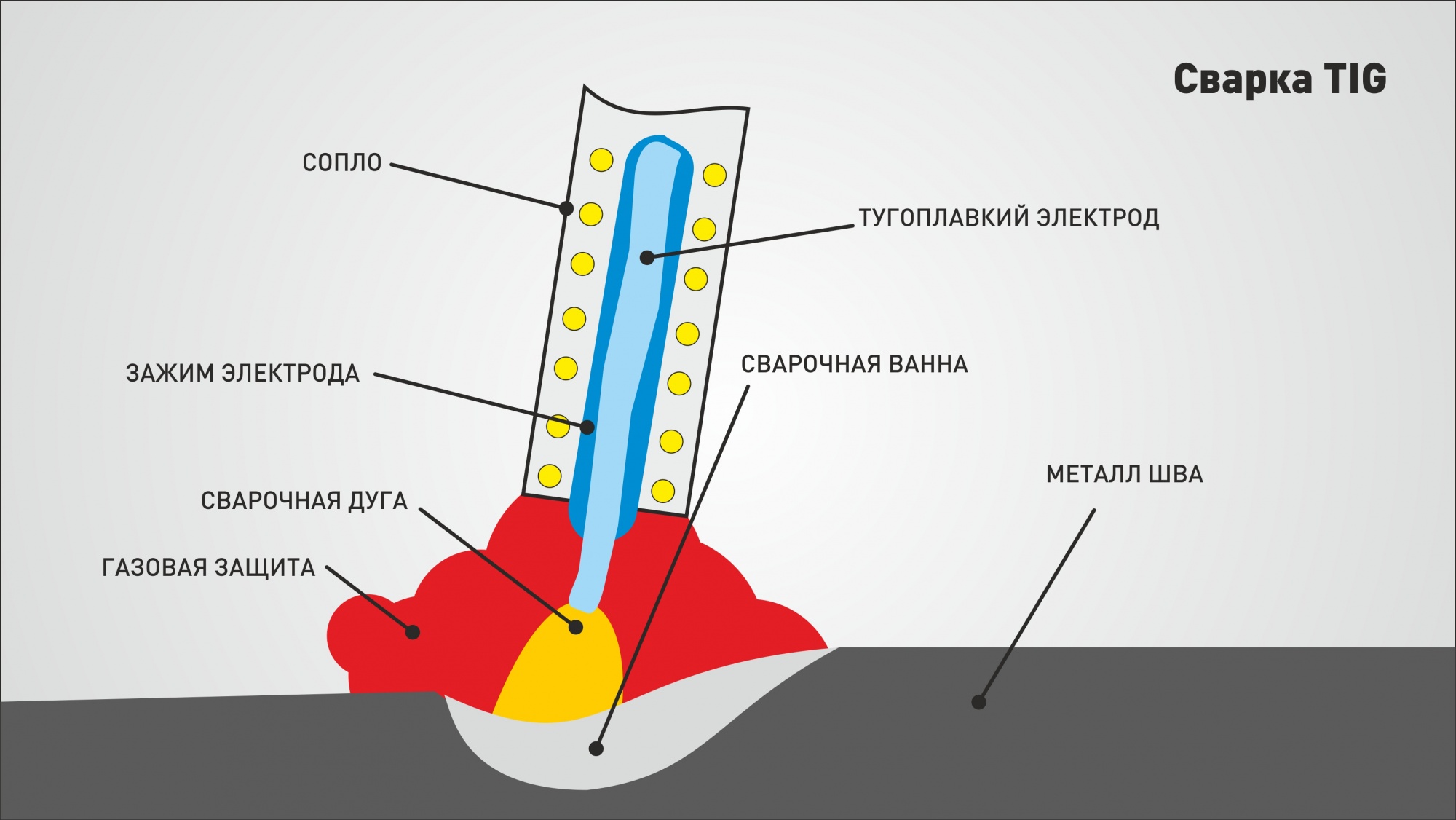
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
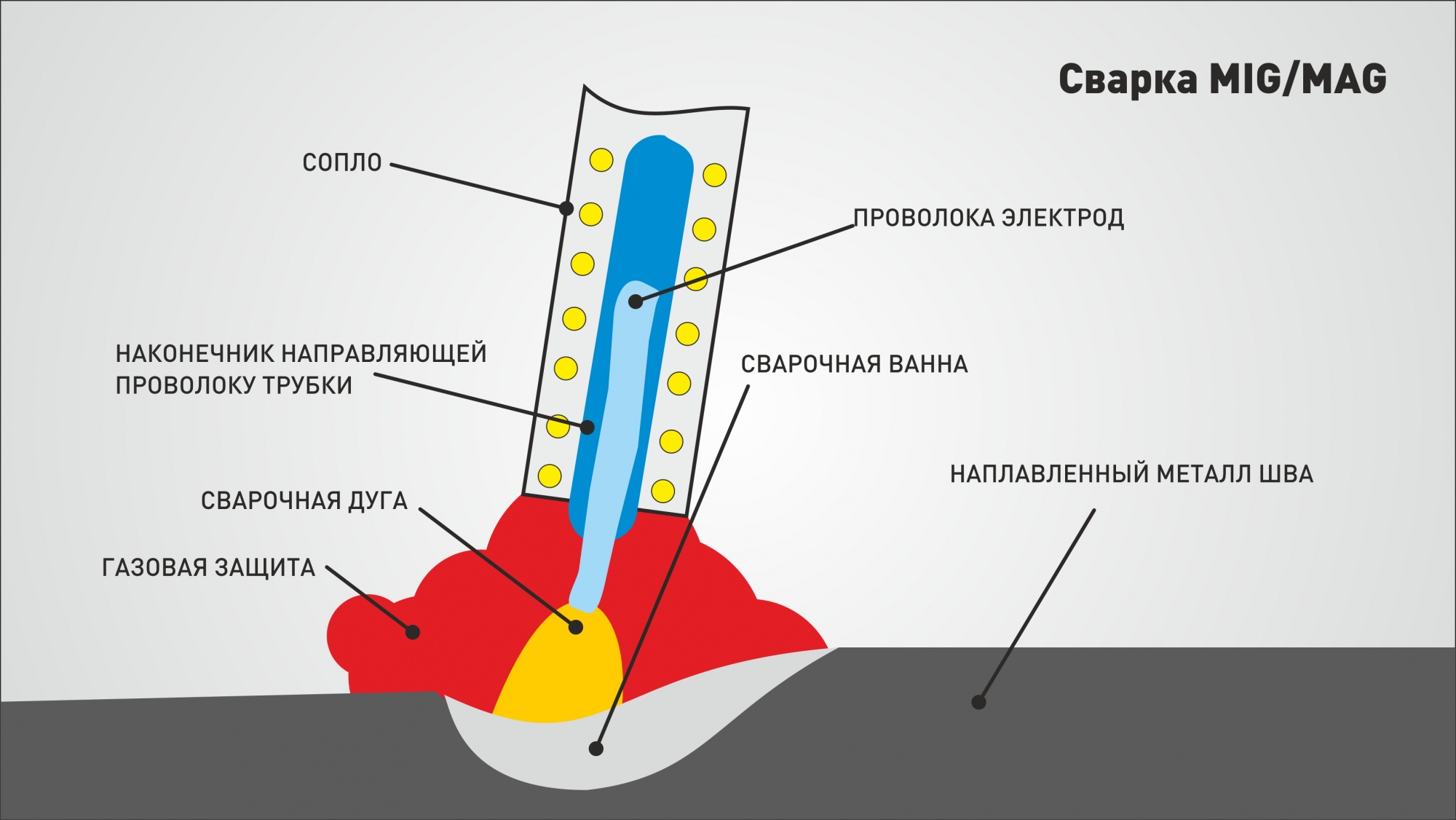
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Что такое электродуговая сварка. Принцип работы электросварки

Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Читайте также: