Водородный резак для металла
Обновлено: 19.05.2024
Резка металлов под водой имеет большое значение при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ.
Резка металлов под водой отличается многими специфическими особенностями. Разрезаемый металл находится в воде и интенсивно охлаждается, что затрудняет его достаточный прорев. Резчик, работающий под водой стеснен в своих движениях, так как он одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существуют три вида подводной резки металла:
- газопламенная;
- дуговая;
- кислородно-дуговая.
При любом способе резка выполняется в газовой среде, которая создается искусственно или возникает естественно в процессе резки. Нагрев металла при резке под водой обеспечивается созданием газового пузыря, который оттесняет воду как от пламени, так и от нагреваемого участка разрезаемого металла.
Для подводной газокислородной резки применяют специальные резаки, которые работают на газообразном водороде или на жидком горючем бензине. Под водой металл охлаждается интенсивнее, чем на воздухе, поэтому для его подогрева требуется пламя в 10-15 раз мощнее, чем для аналогичных работ на воздухе.
Подводные резаки имеют устройства для создания и поддержания газового пузыря, оттесняющего воду от пламени. Для образования защитного газового пузыря служит углекислый газ, оксид углерода и дополнительно вдуваемый воздух.
Головка водородно-кислородного резака состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород 4, а по кольцевому каналу между мундштуками 1 и 2 — водородно-кислородная смесь 5, образующая подогревающее пламя 7. Снаружи мундштука 2 имеется колпак 3, через который поступает сжатый воздух 6, служащий для образования пузыря 9 вокруг пламени. Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух 6 и резак опускают под воду 10 (8 — струя режущего кислорода). Если пламя под водой погасло, то поднимают резак, зажигают и регулируют подогревающее пламя и производят вторичное погружение. При работе на больших глубинах применяют подводное зажигание пламени резака. Для этой цели служит «зажигательная дощечка» и аккумуляторная батарея.
Рисунок 1 — Схема головки водородно-кислородного резака для подводной резки
Резак для водородно-кислородной подводной резки показан на рисунке 2. Водородно-кислородным резаком режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 1, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в — центральный канал мундштука 1. Водородно-кислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух — в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух, подается по отдельному шлангу из компрессора или баллонов. Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в пламени), что усложняет его регулировку. Поэтому более удобным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом. В зону подогревающего пламени подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Рисунок 2 — Резак для водородно-кислородной резки
Резак для бензинокислородной резки изображен на рисунке 3. Бензорез состоит из головки 1, соединительных трубок 2 и корпуса с рукояткой 3. На корпусе рукоятки резака имеются три вентиля — вентиль 4 для бензина, 5 и 6 для кислорода. Бензин подают из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Рисунок 3 — Резак для бензин-кислородной подводной резки
Сущность электрокислородной подводной резки заключается в том, что место реза подогревается дугой прямого действия, горящей между изделием и трубчатым стальным электродом, через который подается режущий кислород. Кислород к электроду подводят через электрододержатель, для пуска кислорода держатель снабжен вентилем. Для электрокислородной резки используют металлические, угольные или графитовые электроды, наибольшее применение нашли стальные электроды. Для изготовления электродов применяют стальные цельнотянутые трубки наружным диаметром 5-7 мм, внутренним — 2-3 мм, длиной — 450 мм со специальным водонепроницаемым покрытием. Для питания используют установки постоянного тока. При резке применяется прямая полярность, сила тока не превышает 400 А. Электрокислородную резку можно выполнять на значительных глубинах до 100 м. Расход кислорода составляет 6-10 м3/ч. Недостатком электрокислородной резки стальным электродом является большой расход электродов. Электрод длиной 450 мм расходуется в среднем в течение 1 мин.
а — стального трубчатого электрода; 1 — стальная толстостенная трубка, 2 — обмазка, 3 — канал для кислорода; б — угольного электрода; 1 — угольный электрод или графитовый стержень, 2 — металлическая оболочка, 3 — трубка для кислорода, 4 — покрытие; в — карборундового электрода; 1 — карборундовый стержень, 2 — металлическая оболочка, 3 — канал для кислорода, 4 — покрытие
Рисунок 4 — Поперечный разрез
Для резки применяют также угольные или графитовые электроды. В осевой канал электрода вставляется медная или кварцевая трубочка. Для увеличения электропроводности электрода: и повышения механической прочности стержни покрывают снаружи металлической оболочкой, на поверхность которой наносят водонепроницаемый слой покрытия. Угольный электрод длиной 250 мм горит 10-12 мин.
К недостаткам угольных электродов относится значительный наружный диаметр 15-18 мм, что не позволяет вводить электрод в полость реза. Для электрокислородной подводной резки нашли применение трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием. Срок службы карборундового электрода длиной 250 мм, диаметром 12-15 мм — 15-20 мин.

Подводная резка, а тем более сварка, если вдуматься – явление совершенно уникальное и для человеческого понимания весьма труд недоступное. Для каждого из нас данный процесс ассоциируется со сверхвысокими температурами и пламенем. Представить их на открытом воздухе нетрудно. Тем более, все мы – даже те, кто никак не связан со сварочными работами – не раз могли наблюдать их на улицах и во дворах. Но как обеспечить те же условия на глубине: там, где вода не только охлаждает, но и попросту перекрывает доступ кислорода?
Однако в действительности способ разрезания металла под водой был найден очень давно: еще в 19 веке. Делалось это при по мощи угольного электрода. Правда, не в промышленных, а в лабораторных условиях.
Для индустриального применения этого было недостаточно. Однако благодаря тем опытам была доказана сама возможность осуществления сварки в жидкой среде. Кстати, не только в воде: речь могла идти, на пример, о масле. Дело в том, что в процессе горения дуги вокруг нее – благодаря разложению и испарению окружающей жидкости – образуется газовый пузырь. Именно он, образно говоря, не дает дуге «захлебнуться». А она, в свою очередь, постоянно подпитывает пузырь выделяемым теплом. Основываясь на этом эффекте, русский ученый К. Хренов в начале 30х годов прошлого века смог воплотить идею на практике. Так что имеет смысл привести здесь цитату из его книги «Сварка, резка и пайка металлов», посвященную данному вопросу – в том числе и для того, чтобы отдать должное памяти изобретателя. «Дуговая электросварка под водой впервые в мире осуществлена и изучена в Советском Союзе автором настоящей книги в 1932 г. Первоначальные опыты велись в не большом бачке с проточной водой, куда сварщик погружал руки в длинных резиновых перчатках. Опыты показали, что можно получить устойчивое горение под водой металлической сварочной дуги, питаемой током от нормального сварочного агрегата при соблюдении некоторых условий. Самое важное из этих условий состоит в том, что на электродный стержень должен быть нанесен достаточно толстый, совершенно водонепроницаемый слой обмазки, который не должен отсыревать даже при продолжительном пребывании электрода в воде. Водонепроницаемость слоя обмазки достигается после тщательной просушки пропиткой его различными лаками и т п. составами. Хорошие результаты, например, дает раствор 80 г целлулоида на 1 л ацетона», – писал К. Хренов.

Благодаря своим опытам ученый смог сделать несколько принципиально важных для развития и внедрения данной технологии выводов.
Во-первых, выяснилось: дуга плавит металл под водой практически столь же интенсивно, как в стандартных условиях. Соответственно, такое активное расплавление металла подвод ной дугой дает возможность успешно выполнять под водой сварку.
Во-вторых, К. Хренов доказал: металл, на плавленный под водой и на воздухе, имеет сходный состав и механические свойства.
Наконец, в-третьих, практика показала: специалист способен выполнить под водой все основные формы сварных соединений – как в обычном, так и в вертикальном и в потолочном положении.
Таким образом, подводная сварка как технология состоялась.
Разумеется, на первых порах ситуации, в которых она использовалась, были достаточно редкими. Однако с развитием технологий ситуация радикально изменилась. Морская техника шагнула далеко вперед, начала решать принципиально новые задачи. Например, широкое распространение получили нефтедобывающие платформы, а также подводные трубопроводы.
Совершенно очевидно: работы на таких объектах требуют особого отношения. В том числе высочайшего качества и надежности сварки. В соответствии с современными требованиями, она (как и предсказывал К. Хренов) не должна уступать по своим ключевым характеристикам работе, выполненной на воздухе. Это единственный способ не только сохранить и окупить многомиллиардные инвестиции в создание подобных объектов, но и обеспечить безопасность для обслуживающего персонала и для окружающей среды.
Совершенствовались и технологии подвод ной сварки и резки. Помимо дуговой сварки, появилась сварка металлическими электродами, экзотермический метод и другие.

Стоит отметить, что отечественные ученые и сейчас активно работают в этой сфере. Благодаря им появляются новые методики подводной сварки, позволяющие повысить как ее качество, так и производительность труда. А на таких работах это особенно важно: ведь речь идет о людях, которым приходится выполнять работу под водой, часто в совершенно экстремальных, опасных условиях. Например, не так давно учеными Института электросварки имени Е.О.Патона был разработан метод резки и сварки метал лов порошковой проволокой. Он создает для специалистов-водолазов уникальную возможность работать без замены электродов, т.е. непрерывно.
Благодаря этому сварщик, работающий на глубине, может не заботиться об имеющемся у него запасе электродов. Проволоки, находящейся в погружном блоке, вполне хватает на 2,5 часа непрерывной работы. Даже скорость же ее подачи контролирует оператор, находящийся у пульта управления на поверхности. А главное, раньше сварщику приходи лось останавливаться для смены электрода. Соответственно, в шве образовывался «кратер», который затем приходилось дополнительно заваривать. То же происходило и при резке. При использовании порошковой про волоки остановок нет. Следовательно, шов получается непрерывным и ровным. А значит – качественным. Да и времени на него специалисту требуется гораздо меньше.
Разумеется, новый метод требует применения специального оборудования. Такое оборудование Институтом электросварки создано. И его применение открывает широкие возможности для автоматизации процесса подводной сварки и резки. Это позволяет, с одной стороны, минимизировать присутствие людей на площадках, где работа связана с экстремальными условиями и высоким рис ком. С другой стороны, подобное решение предоставляет возможность осуществлять сварочные операции там, где прежде они были просто невозможны: например, на не доступной сварщику глубине.
До сих пор речь шла лишь об электрической сварке и резке. Однако газовые технологии «на подводном фронте» также представлены. Более того, как и электро сварка, они совершенствуются.
В большей степени это касается резки. Как показывает практика, именно резка является одним из наиболее распространенных видов подводных работ.
На протяжении десятилетий соответствующие задачи решались преимущественно «электрическими» методами: например, используя дуговую сварку. Однако сейчас, с развитием технологий, все более широкое распространение получает упомянутый выше экзотермический способ.
В его основе лежит известный многим специалистам научный факт: в кислородной среде металл способен гореть. Достаточно лишь подать кислород и осуществить «под жиг» при помощи электрической дуги, и электрод в кислородной струе зажигается.
Разумеется, электроды для такой резки требуются особенные. Так, применяются специальные трубчатые электроды, состоя щие из внутреннего тепловыделяющего эле мента, который выполнен в виде стержней из низкоуглеродистой стали, установленных в медной трубке, покрытой изолирующим материалом.
После «поджига» электрод начинает не просто самостоятельно гореть, но и достигает температуры в 5500 градусов Цельсия. И пока подается кислород, процесс не прекращается.
Важнейшее преимущество метода состоит именно в высокой температуре. Она позволяет резать не только черные металлы, но и многие другие материалы. В том числе раз личные цветные металлы, бетон, камень и даже композитные материалы. Так что «газовые технологии» резки под водой своего значения не теряют.
Водородный генератор для резки металла
Альтернативой газовым горелкам, работающим на ацетилене, стала водородная сварка. Она применяется для соединения различных материалов, не только металлов. Компактные установки используются в стоматологии, ювелирном деле, мастерских по ремонту автотехники. При желании можно сделать установку, генерирующую газовую смесь, своими руками. Водородная сварка используется в быту и на производстве.
Сущность водородной сварки
Сварка водородом основана на способности Н2 сгорать с большим выделением тепла. Для пламени необходима газовая смесь с большим содержанием водорода. Кислород связывается воспламеняющимися органическими жидкостями, их требуется немного. Водородное пламя не видно в дневное время суток, в аппаратах используют специальные датчики, контролирующие подачу газа.
Для генерации водородной смеси используют электролизеры. Вода распадается на составные молекулы под действием электрического тока. Получается горючая газовая смесь с необходимым соотношением водорода и кислорода.
Среди промышленного оборудования внимания заслуживают отечественные сварочные аппараты серии «Лига». Они работают от стандартной сети 220 В, заправляются дистиллированной водой, она используется в качестве среды для электролиза. Под воздействием тока молекулы распадаются на кислород и водород. Смесь газов поступает в охладитель-обогатитель, где конденсируется избыточная влага. С газовой смеси добавляют горючие жидкости:
- бензол;
- спирт;
- бензин;
- толуол;
- другие углеводородные композиции.
Как и при других огневых работах, при сварке электролизером нужно соблюдать технику безопасности.
Преимущества и недостатки
Водородная технология в сравнении с другими видами термического соединения металлов выигрывает по многим позициям:
- эффективности;
- безопасности;
- экологичности.
Компактные аппараты удобны для соединения многих материалов:
- углеродистых, низколегированных и сталей;
- стекла;
- литейного чугуна;
- некоторых цветных сплавов;
- стекла;
- керамики;
- композитных материалов.
Сварочный процесс не связан с частой зарядкой оборудования, экономится много времени. На генерацию газа уходит не более 5 минут. При небольших габаритах у аппаратов большая рабочая мощность. В отличие от ацетиленовой сварки водородная не загрязняет атмосферу продуктами горения, парами азота. Оборудование отличается пожаробезопасностью, у конструкции риски возгорания, взрывов минимальные. В процессе работы швы не окисляются.
Несколько слов о недостатках водородных аппаратов:
- область применения ограничена размерами сопла, маленькой горелкой сваривают только тонкостенные детали;
- при работе с некоторыми цветными металлами не избежать пористости, прочность соединения снижается;
- пламя сложно регулировать «на глазок», факел невидим невооруженным глазом.
Применение водородного сварочного аппарата
Используя аппараты атомно-водородной сварки, производят:
- пайку металла;
- сварку стальных заготовок любого размера;
- порошковое защитное напыление;
- кислородную резку проката;
- наплавку деталей.
Водородная сварка применяется не только при строительных работах, благодаря компактности, аппараты используют:
- мастера по ремонту холодильного оборудования, радиаторов;
- стоматологи;
- ювелиры;
- радиолюбители;
- мастерские, занимающиеся кузовным ремонтом автотехники.
Диапазон использования аппаратов обширен. Используя возможности атомно-водородной сварки, ремонтируют чугунные изделия (металл характеризуется высокой текучестью). Единственное ограничение использования электролизеров – высокая экзотермия. Это фактор повышено риска, при сварке водородом используют охлаждающие системы.
Как сделать водородную сварку своими руками
Небольшой аппарат для водородной сварки своими руками сделать несложно. Чертеж можно найти на сайтах, все необходимое – в хозяйственном магазине.
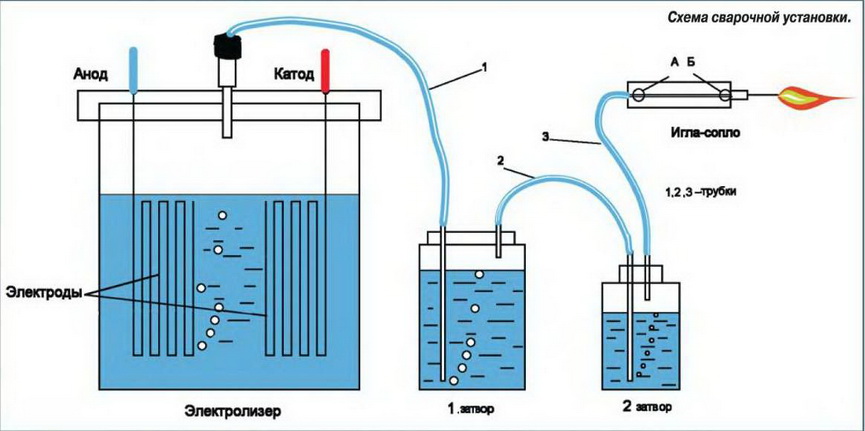
- Емкость для раствора щелочи, водород высвобождается при диссоциации. Используют стеклянную тару – банку объемом 0,5 л. В капроновой крышке делают два отверстия для проводов, идущих к электродам. Для герметизации конструкции используют клей «Момент», необходимо ограничить доступ кислорода к жидкости.
- Электроды делают из полосок нержавеющего проката, рекомендуемая высота – 4 см. Пластинки скрепляют диэлектрическими шпильками на большом удалении друг от друга, чтобы использовать весь объем жидкости. Клеммы фиксируют болтами так, чтобы по краям были минусы, в центре – плюс. К ним будет подводиться ток.
- Отводной штуцер для выхода газа делается из гибкой трубки, через нее с помощью шприца закачивается 10% раствор NaOH. Щелочь разводят в дистиллированной воде. В рабочем состоянии самодельный электролизер нагревается до +80°С.
- Гидрозатвором служит другая емкость, заполненная водой на 1/3 объема. В нее помещают конец отводного штуцера.
- Рабочее сопло, из которого выходит горючая смесь газов, должно быть металлическим. Умельцы используют медицинские иглы.
- Источник постоянного тока – аккумулятор напряжением до 12 В или выпрямитель. Выработка газов зависит от силы тока. Меняя показатели, регулируют мощность пламени. Для сварки тонкостенных заготовок достаточно напряжения 3 вольта.
Электролиз начинается при замыкании электроцепи, через 2–3 минуты струя, выходящая из сопла, загорается. Можно приступать к работе.
Техника безопасности при сварке водородом
Промышленные аппараты для водородной и атомно-водородной сварки оснащают системой автоматического отключения. При повышенном давлении газовой смеси подача тока прекращается автоматически, без участия сварщика. Как и при других огневых работах, при сварке электролизером нужно соблюдать технику безопасности.
- Газовая горелка располагается на удалении от воспламеняющихся и огнеопасных веществ. Во время работы сопло держат в противоположной стороне от источника питания. Пользуются ограждающими экранами.
- Закрытое помещение необходимо периодически проветривать.
- Пламя негативно влияет на сетчатку и глазное яблоко. При водородной сварке рекомендуется пользоваться затемненными очками.
- На газовые баллоны при перевозке надевают защитный колпак, устанавливают металлические резервуары в решетчатые подставки, чтобы во время движения транспорта баллоны не соприкасались друг с другом и не падали.
- На сварочном участке не хранят кислород, в минуты отдыха выключают сварочное оборудование.
При соблюдении правил эксплуатации работать безопасно. Качественные соединения получают без вреда для себя и окружающей природы.
Преимущества водородной сварки в сравнении с другими видами газопламенной обработки
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Несмотря на многочисленные достоинства атомно-водородной сварки, она не лишена недостатков. Главные из них – это трудности работы с медными изделиями, некоторыми легированными сталями, а также с массивными материалами.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.

Виды сварки

Технология сварки при помощи водорода.
Агрегат для водородной сварки.

Установка для сварки при помощи водорода.

Принципиальная схема аппарата водородной сварки.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Читайте также: