Выдавка на листовом металле
Обновлено: 17.05.2024
Операции холодной объемной штамповки в настоящее издание справочника не включены. Все сведения и рекомендации по холодной объемной штамповке, содержащиеся в предыдущем издании справочника, остаются в силе.
В листовой штамповке холодное выдавливание является операцией по изготовлению полых тонкостенных деталей преимущественно из листовой заготовки в результате пластического истечения металла в зазор между пуансоном и матрицей.
Процесс холодного выдавливания заключается в следующем: заготовка, имеющая объем, равный объему детали с припуском на обрезку, помещается в гнездо матрицы; давлением пуансона металл приводится в весьма пластичное состояние и выдавливается в кольцевой зазор между пуансоном и матрицей. Применение холодного выдавливания в массовом производстве дает снижение трудоемкости в пять-десять раз и уменьшение стоимости инструмента в три раза.
В настоящее время холодным выдавливанием изготовляют детали из алюминия, меди, томпака, латуни и цинка (последний с нагревом до 200° С), а также из малоуглеродистой стали (меньшей высоты и большей толщины).
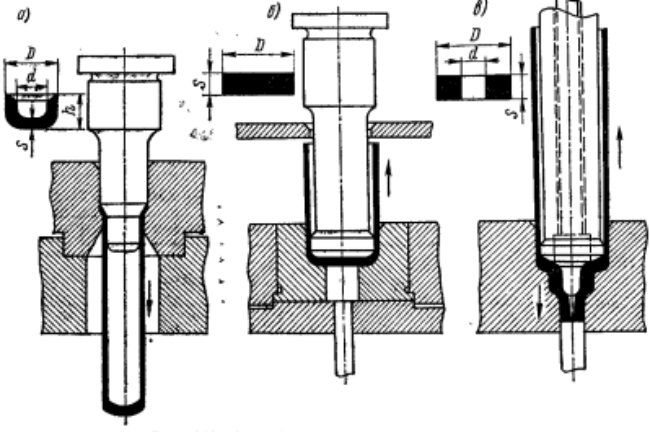
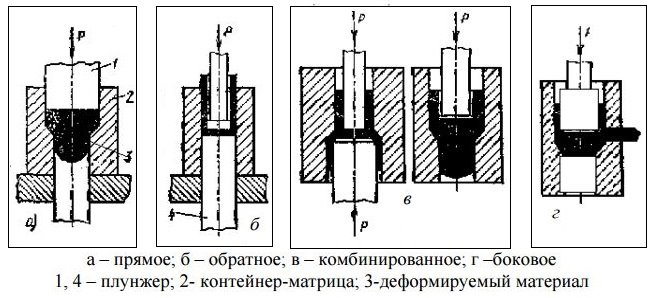
Рис. 202. Способы холодного выдавливания
- прямой способ (рис. 202, а), когда течение металла направлено в сторону рабочего движения пуансона;
- обратный способ (рис. 202, б), когда течение металла идет в направлении, обратном рабочему ходу пуансона;
- комбинированный способ (рис. 202, в), представляющий сочетание прямого и обратного способов.
Прямым способом обычно изготовляют гильзы и трубки небольшого диаметра.
Для изготовления гильз с донышком прямым способом заготовка должна быть в виде диска или лучше в виде толстостенного колпачка. Оставшийся фланец обрезается в том же штампе под другим обрезным пуансоном, для чего применяют поворотные или передвижные пуансоны.
Прямой способ холодного выдавливания требует меньшего усилия пресса, так как обычно осуществляется при меньшей степени деформации, что позволяет работать с большим числом ходов пресса (до 90-120 ход/мин).
Отношение толщины стенок готовой детали к толщине заготовки составляет от 1:4 до 1:25, что дает степень деформации от 75 до 96%.
В табл. 115 приведены размеры и точность деталей, изготовляемых прямым способом холодного выдавливания.
Таблица 115. Размеры деталей, изготовляемых прямым способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 3 до 100 | От 5 до 100 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 2 X 4 до 100 X 80 | От 3 x 5 до 70 X80 | От 0,03 до 0,05 |
| Толщина стенок | От 0,05 до 0,1 и больше | От 0,3 до 1,0 (медь) От 0,5 и больше (латунь) | От 0,03 до 0,075 |
| Отношение длины детали к диаметру | От 5d до 60d | От 3d до 40d | От 1 до 5 |
| Толщина фланца | От 0,2 - 0,3 до 0,5 и больше | Равна толщине стенки и больше | От 0,1 до 1,0 мм |
Обратный способ холодного выдавливания применяется для изготовления цилиндрических и призматических полых изделий диаметром до 120 мм, с толщиной стенок от 1,5 до 0,08 мм и высотой до 300 мм при отношении высоты к диаметру 8:1.
В табл. 116 даны размеры и точность деталей, изготовляемых обратным способом холодного выдавливания.
116. Размеры деталей, изготовляемых обратным способом холодного выдавливания
| Наименование | Размеры в зависимости от материала детали, мм | Точность изготовления, мм (±) | |
| Свинец, олово, цинк, алюминий | Дуралюмин, медь, латунь | ||
| Диаметр (цилиндрические детали) | От 8 до 100-150 | От 10 до 50-70 | От 0,03 до 0,05 |
| Сечение (прямо угольные детали) | От 5 x 7 до 70 x 80 | От 6 x 9 до 20 x 40 | От 0,03 до 0,05 |
| Толщина стенок | От 0,08 до 0,23 и больше | От 0,5 до 1,0 (медь) От 1,0 и больше (латунь) | От 0,03 до 0,075 |
| Толщина основания | От 0,25-0,3 до 0,5 и больше | Равна толщине стенок и больше | От 0,10 до 0,2 |
| Отношение длины детали к диаметру | От 3:1 до 10:1 (свинец), 8:1 (алюминий) | От 3: 1 до 5: 1 | От 1 до 3 |
Комбинированный способ холодного выдавливания применяется для изготовления деталей более сложной формы, с фигурным дном, имеющих отростки, выступы и шипы, а также с дном, расположенным внутри гильзы.
| Рис. 203. Штамп для холодного выдавливания алюминиевых деталей обратным способом. | Рис. 204. Штамп для холодного выдавливания с движущейся матрицей и гидравлическим мультипликатором. |
На рис. 203 изображен штамп для холодного выдавливания обратным методом. Штамп имеет следующие особенности: пуансон (быстросменный) закрепляется при помощи цангового зажима; матрица сделана составной, с горизонтальной плоскостью разъема; съемник сделан подвижным пружинным для удобства съема высоких деталей (без увеличения длины пуансона). Составная матрица более стойка, ее более просто изготовить и термически обработать.
На рис. 204 приведен штамп, осуществляющий новый способ 2 холодного выдавливания полых тонкостенных деталей с эффективными силами трения путем деформации сплошной заготовки между двумя пуансонами - неподвижным 1 и рабочим пуансоном 5 с истечением металла в кольцевой зазор между последним и стенками движущейся матрицы 2. В процессе выдавливания матрица перемещается в направлении течения металла со скоростью, превышающей скорость истечения в 1,2-1,3 раза. Таким образом, движущаяся матрица не только не оказывает сопротивления течению металла, но создает эффективные, положительно направленные силы трения, способствующие течению металла заготовки.
2 Авторы Ю. П. Можейко и Н. К. Ровенталь.
Штамп снабжен гидравлическим устройством, создающим рабочий ход поршня 6 и закрепленного в нем пуансона 5. Это устройство является своеобразным гидравлическим мультипликатором, увеличивающим рабочее усилие выдавливанием в 14 - 15 раз по сравнению с усилием пресса. Для этого усилие ползуна пресса передается двумя плунжерами 4 жидкости, находящейся в нижней части обоймы 3.
Давление жидкости действует на поверхность поршня 6 и создает рабочее усилие выдавливания во столько раз большее усилия, передаваемого ползуном пресса и плунжерами 4, во сколько раз площадь поршня больше торцовой поверхности плунжеров. В последнее время этот метод был развит и модифицирован рядом других исследователей.
Весьма эффективно применение холодного выдавливания для изготовления стальных деталей. Здесь также существуют три способа холодного выдавливания: обратный, прямой и комбинированный.
В табл. 117 приведена допустимая степень деформации при холодном выдавливании стальных деталей.
После каждой операции с большой степенью деформации производится отжиг в защитной атмосфере при 720° С, обкатка в барабане и фосфатирование заготовок с последующим их отмыливанием. Отжигу и фосфатированию подвергаются и исходные заготовки.
Таблица 117. Допустимая степень деформации при холодном выдавливании стальных деталей
| Допустимые деформации | Способы выдавливания | |||
| Обратный | Прямой | |||
| Значение показателя | Численная величина % | Значение показателя | Численная величина % | |
| Степень деформации поперечного сечения | E = (d2/D2)100* | 40 - 70 | E = (1 - d2/D2)100 | 50 - 90 |
| Относительное уменьшения толщины стенки полой заготовки | - | - | εS = (S0 - S)/S0 100 | 50 - 75 |
| Относительное уменьшение диаметра полой заготовки | - | - | εS = (d0 - d)/d0 100 | 10 - 28 |
*Диаметр заготовки равен наружному диаметру детали D. В соответствия с размерами деталей допустимы деформации ниже приведенных в таблице
Холодное выдавливание стальных деталей рассмотрено в справочнике по холодной объемной штамповке.
За последние годы освоены новые процессы холодного выдавливании стальных деталей. К ним относится способ холодного выдавливания стальных деталей с отверстиями из сварных кольцевых заготовок, изготовляемых на сварочном автомате.
На рис. 205, а показаны заготовки, на рис. 205, б - готовые детали.
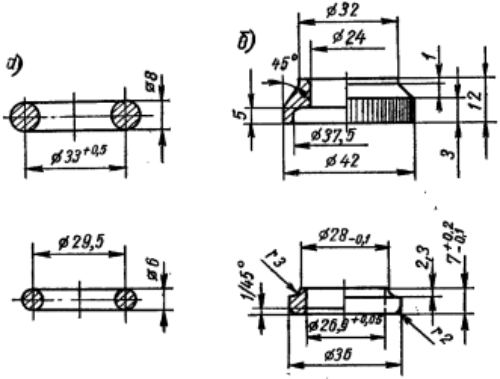
Рис. 205. Стальные детали, полученные холодным выдавливанием на сварных кольцевых заготовок
Кольцевые заготовки после гибки и сварки с удалением грата подвергаются нормализации или низкому отжигу, травлению, фосфатированию и смазке. Этот способ дает экономию металла на 80-90% и экономию по заработной плате в размере 30-40% по сравнению с обработкой резанием.
В СССР и ЧССР освоен весьма интересный способ безотходного изготовления состыкованных шайб из проволочной заготовки. Эти шайбы отличаются от обычных 4 см, что имеют стык в поперечном сечении. Установлена полная эксплуатационная пригодность шайб и на них были разработаны специальные стандарты. Преимущества шайб нового типа заключаются в громадной экономии материала - 96% использования металла вместо 38% при вырубке из полосы. Для массового производства шайб создан специальный автомат ТНР18 3 (рис. 206).

Рис. 206. Схема работы автомата для изготовления шайб из проволоки
Производительность автомата до 250 шт/мин. Материалом для изготовления является отожженная и калиброванная проволока прочностью σв 2 .
В настоящее время существуют различные формулы для определения усилий колодного выдавливания. Приводим приближенную формулу Говарда, пересчитанную на метрические меры:
, где р - давление выдавливания, кгс/мм 2 ;
F0 и F - площади поперечного сечения заготовки и изделии;
В и С -опытные коэффициенты (табл. 118).
Таблица 118. Значения опытных коэффициентов
| Марка стали | Содержание углерода, % | Коэффициенты, кгс/мм 2 | |
| В | С | ||
| 10 | 0,1 | 22 | 63 |
| 20 | 0,2 | 23 | 71 |
| 30 | 0,3 | 25 | 80 |
, где Fп - площадь поперечного сечения пуансона, мм 2 .
Усилие на установившейся стадии обратного выдавливания можно определить по другой приближенной формуле:
, где F - площадь поперечного сечения заготовки;
Fп - площадь поперечного сечения пуансона;
kс - коэффициент, имеющий следующие значения: для алюминий kc = 3,5/4, для меди, латуни и малоуглеродистой стали kc = 2,5/3,
Приведенные формулы не учитывают всех параметров процесса, влияющих на требуемое усилие вдавливании (геометрии инструментов, скорости деформирования, рода смазки и др.).
На практике требуемое давление пресса подсчитывают по упрощенной формуле:
, где q - приближенное значение давления (табл. 119).
Таблица 119. Приближенное значение давления (кгс/мм 2 ) для холодного выдавливания.
| Материал | Прямой способ | Обратный способ |
| Алюминий | 40 - 70 | 80 - 120 |
| Медь | 60 - 100 | 150 - 200 |
| Латунь Л68 | 80 - 150 | 180 - 250 |
| Стали 10,15 | 100 - 180 | 200 - 300 |
Сопротивление деформации или давление при холодном выдавливании в значительной мере зависит от степени деформации.
Кривошипные прессы пригодны для холодного выдавливания, если величина рабочего хода (глубина вдавливания пуансона), не превышает 5 мм. Рекомендуется выбивать эти прессы с номинальным усилием в 1,5-2 раза больше расчетного.
- требуется чистота химического состава и однородность структуры материала заготовки. Для алюминия рекомендуются марки А0, А1, твердостью до НВ 25;
- желательна гладкая поверхность среза вырезанной заготовки, заусенцы недопустимы.
Для обеспечения первого требования вырубленные заготовки обычно подвергают отжигу (с травлением, промывкой и сушкой). Для получения гладкой поверхности среза вырубка производится штампом со снятой фаской на режущих кромках матрицы, а также рекомендуется вырезка заготовок пуансоном, размеры которого больше размеров матрицы. В производстве зарекомендовал себя трехрядный вырезной штамп, у которого пуансоны на 0,4-0,6 мм больше отверстия матрицы, вследствие чего вырезка происходит без захода пуансонов в матрицу. Остающаяся соединительная перемычка настолько слаба, что отламывается при ручной подаче полосы. При этом способе поверхность среза соответствует 5-6-му классу по ГОСТ 2789-73.
Для удаления заусенцев и очистки поверхности заготовки обкатывают в барабане с древесными опилками, смоченными бензином. После просеивания опилок заготовки промываются в бензине или бензоле.
Холодное выдавливание алюминиевых парфюмерных тюбиков производится из шестигранных заготовок, вырубаемых шестирядным штампом при безотходном раскрое полосы. В данном случае после вырубки заготовки подвергаются отжигу при 520-560°С, травлению в кальцинированной соде, промывке, сушке и обкатке в барабане с кашалотовым жиром.
Фирма "Герлан" (ФРГ), выпускающая прессы для холодного выдавливания, применяет в качестве смазки алюминиевых заготовок цинковую пудру.
Толщина заготовки находится по формуле:
, где V - объем детали с припусками на обрезку; F0 - площадь заготовки.
Припуск на обрезку неровных кромок принимают равным:
, где h - высота детали по чертежу, причем наименьшее значение коэффициента берут для сравнительно низких, а наибольшее - для сравнительно высоких деталей.
Решающее значение для холодного выдавливания имеет выбор наилучшего типа смазки, выдерживающей высокие рабочие давления и не теряющей вязкости при нагреве.
- для алюминия - 20-процентный раствор животного жира в бензоле или смесь цилиндрового масла с воском в пропорции 1:1 (расход 300 г на 15-16 м2); кусковой кашалотовый жир;
- для меди и латуни - животные жиры или графитная смазка в составе: пять частей отмученного графита и две части машинного масла (при 200° С);
- для цинка - животные жиры, ланолин и тальк;
- для стали - фосфатирование поверхности погружением заготовок в кислые фосфатные растворы с последующим пропитыванием мыльной эмульсией.
Заготовки смазываются двумя способами: путем погружения в баки или во вращающиеся барабаны. Слой смазки должен быть равномерным. При наличии частичных несмазанных мест заготовки неизбежен брак в виде обрывов и перекосов стенок.
10. Процесс гибки листового металла
Гибка листового металла осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки. При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны (рис.49).
 Рис.49. Схема процесса гибки |
В результате утонения материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечения, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос.
В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя.
На рис.50 приведены схемы напряженно-деформированного состояния при изгибе. При изгибе узких заготовок (рис.50,а) деформированное состояние — объемное, так как поперечное сечение образца деформируется во всех трех направлениях.

Рис.50. Схемы напряженно-деформированного состояния при изгибе:
σ — напряжение; ε — деформации
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки (рис.50,б).
С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь и рассматривать деформацию всего сечения как деформацию сдвига.
Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации.
При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину заготовки между опорами. В результате этого заготовка получает изгиб по параболической кривой, с постепенно увеличивающейся кривизной и уменьшением плеча изгиба.
 Рис.51. Последовательность процесса гибки: а — одноугловая; б — двухугловая гибка |
Последовательность процесса угловой гибки приведена на рис.51. На всем протяжении процесса гибки заготовка имеет внутреннее закругление, которое больше радиуса пуансона, причем при гибке происходит постепенное уменьшение радиуса кривизны и плеча изгиба (l1, l2, lk). Заготовка постепенно уменьшающимся закруглением прилегает в двух точках к стенкам матрицы и с некоторого момента оказывается прижатой к пуансону в трех точках. Только в конце хода, при калибрующем глухом ударе, заготовка прилегает к пуансону.
Опытами автора установлено, что полного прилегания заготовки к пуансону и в конце хода не получается, а между ними по оси пуансона остается зазор.
На рис.51,б приведена последовательность процесса двухугловой гибки скобы. Этот случай гибки значительно отличается от рассмотренного не только тем, что он требует обязательного применения прижима, но и иной величиной изгибающего момента, так как в данном случае изгиб происходит с малым расстоянием между опорами. Большое значение имеет усилие прижима. В левой части верхних схем показана последовательность гибки при недостаточной силе прижима, в результате чего деталь получается некачественной — недоштампованной. В правой части схем показана последовательность гибки при достаточно большой силе прижима, обеспечивающей полный загиб полок при плоском дне.
На нижней схеме (рис.51,б) приведен более надежный способ гибки деталей средней толщины с глухим калибрующим ударом в нижнем положении. Однако он требует применения материала с небольшим отклонением по толщине и запаса мощности пресса, во избежание заклинивания в нижней мертвой точке.
На рис.52 приведены диаграммы зависимости усилий гибки от глубины продвижения пуансона h для рассмотренных случаев гибки: угловой (рис.52,а) и двухугловой (рис.52,б). По мере увеличения глубины h можно выделить три участка: I — упругого изгиба; II—пластического изгиба и III—участок калибровки, когда усилие резко возрастает.

Рис.52. Диаграммы усилия гибки:
Рг — усилие гибки, Рпр — усилие с прижимом в конце хода,
Ру — упругий изгиб, Рп — усилие пластического изгиба
Угловая гибка обычно производится с калибровкой материала, для чего требуется усилие Рк. Эта величина, равно как и положение точки К на кривой, не поддается теоретическому расчету и устанавливается экспериментально (см. ниже).
На рис.52,б приведены две кривые изменения усилия: 1 — для двухугловой гибки скобы с прижимом и калибровкой (Рк). Снижение усилия в конце пластического изгиба вызывается небольшим перемещением вниз загнутой скобы перед калибрующим ударом; 2 — для двухугловой гибки без прижима, но с калибровкой в конце хода (Р). Прямая 3 соответствует усилию прижима, возрастающему по мере сжатия буфера.
Гибка без прижима применяется лишь для деталей невысокой точности (7-й класс), так как допускает смещение заготовки при гибке. Гибка с прижимом применяется для деталей повышенной точности (5-й класс), так как не допускает смещения заготовки в процессе гибки.
Более высокая точность при гибке (3—4-й класс) достигается применением технологических баз и дополнительной фиксацией заготовки, а также за счет введения дополнительной калибровки.
Наряду с простыми гнутыми деталями типа угольника или скобы на производстве применяется большое количество сложно изогнутых деталей разнообразной формы, имеющих отверстия, пазы, отбортовки и т.п.
В мелкосерийном производстве их изготовляют за несколько отдельных операций на простых штампах. В крупносерийном и массовом производстве обычно применяют конструктивно сложные комбинированные гибочные штампы.
Гибка полиуретаном имеет свои технологические особенности. Они рассмотрены в пятом разделе.
Кроме способов гибки в штампах, на производстве применяется ряд других способов гибки листового металла, выполняемых на специальном оборудовании.
19. Процесс вытяжки листовых металлов
Вытяжка представляет собой процесс превращения плоской заготовки в полую деталь любой формы (или дальнейшее изменение ее размеров) и производится на вытяжных штампах.
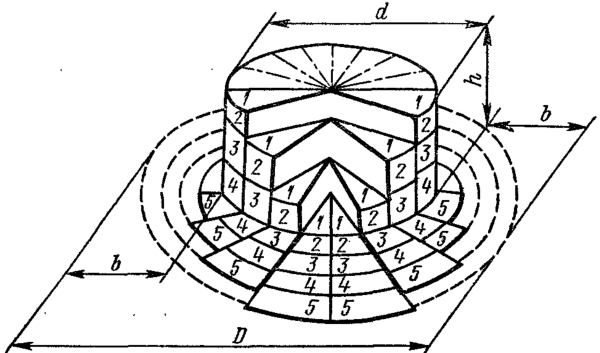
Рис. 79. Последовательность перемещения металла в процессе вытяжки
На рис. 79 приведена схема вытяжки цилиндрической детали из плоской заготовки и последовательность перемещения металла в процессе вытяжки. Последнее характеризуется уменьшением наружного диаметра фланца и перемещением элементов заготовки (1 - 5) по мере увеличения глубины вытяжки.
При вытяжке кольцевая часть заготовки (D - d) превращается в цилиндр диаметром d и высотой h. Так как объем металла при вытяжке не изменяется, то при полной вытяжке цилиндра высота детали h больше ширины кольцевой части b и составляет
где k = D/d - степень вытяжки. При k = 2, h = 1,5b.
Следовательно, вытяжка происходит за счет пластической деформации, сопровождаемой смещением значительного объема металла в высоту. При большой степени деформации, что соответствует глубокой вытяжке, и при небольшой толщине материала смещенный объем является причиной образования гофров (волн) на деформируемой заготовке. При малой степени деформации и при относительно большой толщине материала гофрообразования не происходит, так как в этом случае смещенный объем металла невелик, а заготовка устойчива.
Для предотвращения образования гофров и складок при вытяжке применяется прижим заготовки складкодержателем.
Вытяжкой изготовляется большое количество полых деталей самой разнообразной формы, отличающихся друг от друга как очертанием в плане, так и формой боковых стенок.
- осесимметричной формы (тела вращения);
- коробчатой формы;
- сложной несимметричной формы.
Каждая из групп подразделяется на несколько разновидностей. Например, тела вращения по форме образующей могут быть цилиндрическими, коническими, криволинейными, ступенчатыми, выпукло-вогнутыми. Построение технологического процесса и технологические расчеты для них различны.
Установлено, что процесс глубокой вытяжки с прижимом начинается не с пластической деформации фланца заготовки, а с предшествующей ей начальной стадии процесса, заключающейся в местной пластической деформации кольцевой не зажатой части заготовки [117].
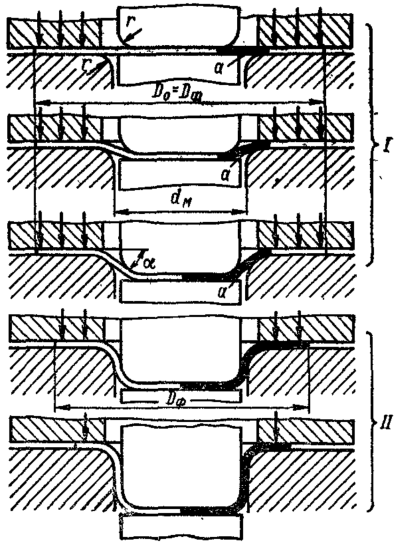 Рис. 80. Последовательность процесса глубокой вытяжки с прижимом заготовки |
На рис. 80 приведена последовательность процесса глубокой вытяжки с прижимом заготовки: на верхних схемах показана начальная стадия процесса вытяжки, состоящая из локальной пластической деформации свободного кольцевого участка а при зажатом фланце, сохраняющем свои начальные размеры DФ = D0. Эта стадия вытяжки осуществляется за счет растяжения и утонения кольцевого участка, причем наибольшее утонение возникает на границе этого участка с плоским дном.
По мере погружения пуансона тянущее усилие возрастает, а растяжение и утонение свободного участка заготовки увеличиваются. К концу этой стадии происходит пластическая деформация донной части заготовки. После достижения равновесия между тянущими усилием и сопротивлением фланца деформированию начинается вторая стадия процесса вытяжки, заключающаяся в пластической деформации фланца и втягивании его в матрицу (см. схемы II на рис. 80). Таким образом, процесс глубокой вытяжки с прижимом состоит из двух технологически различных стадий: начальной и завершающей. При вытяжке без прижима с малой степенью деформации начальная стадия практически отсутствует.
В начальной стадии процесса глубокой вытяжки возникает значительное утонение свободного участка, которое в процессе дальнейшей деформации превращается в опасное сечение.
Во второй стадии вытяжки имеет место сложная пластическая деформация, в процессе которой элемент плоской заготовки I (рис. 81, а) изменяет свои размеры (удлиняется в радиальном и укорачивается в тангенциальном направлении) и занимает положение //, а затем подвергается изгибу и превращается в элемент боковой поверхности полого изделия.
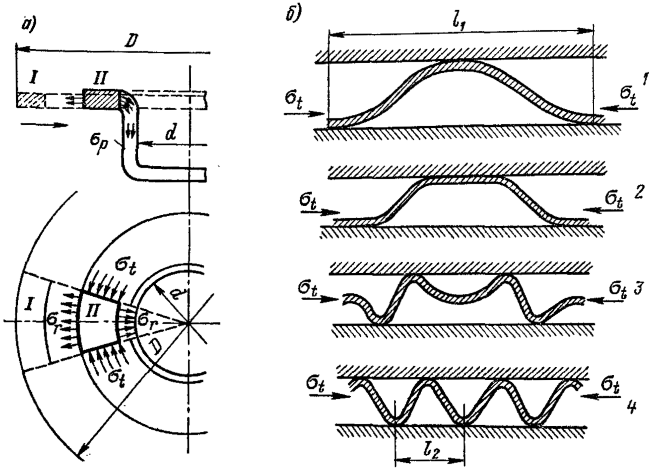
Рис. 81. Деформация элемента фланца (а) и схема образования гофров (б) при вытяжке
Условие пластичности деформируемого фланца, определяющее момент перехода его в пластичное состояние, выражается уравнением (с учетом знаков напряжений) σ r + σ t = 1,15σ\f2 t.
Вначале для элемента заготовки I, находящегося вблизи наружного края фланца (рис. 81, а), наибольшей является деформация тангенциального сжатия, средней - деформация удлинения в радиальном направлении, а наименьшей - утолщение металла.
В результате деформации тангенциального сжатия при вытяжке тонкого материала легко возникает потеря устойчивости фланца, благодаря чему на нем образуются гофры. В толстом материале, при тех же размерах заготовки и изделия, возникновение гофров затруднено благодаря большей устойчивости фланца заготовки.
При перемещении элемента к вытяжному ребру матрицы наибольшей становится деформация рациального удлинения, так как тангенциальное сжатие постепенно уменьшается. При переходе элемента через вытяжное ребро матрицы эта деформация элемента усложняется появлением дополнительной деформации пространственного изгиба. После этого элемент заготовки переходит в криволинейно-вертикальную стенку и претерпевает небольшое осевое удлинение вдоль образующей, при утонении материала.
Дно изделия подвергается небольшому плоскому удлинению (1-3%) и утонению (2-5%), которыми в большинстве случаев практически можно пренебречь.
Произведенные опыты показывают, что деформация цилиндрических стенок в зазоре и у донного закругления продолжается на протяжении всего рабочего хода и сопровождается непрерывным уменьшением толщины материала.
На рис. 81, бприведена схема образования гофров (волн) по краю вытягиваемого фланца.
Под действием напряжений тангенциального сжатия происходит потеря устойчивости фланца заготовки и образование волнообразного гофра (l1, этап 1). В результате ударного приложения нагрузки к заготовке возникший гофр упруго деформирует складкодержатель и его крепление и увеличивает зазор между ним и матрицей. Дальнейшее действие тангенциального сжатия усиливается вследствие непрерывного уменьшения наружного диаметра заготовки при вытяжке. Это приводит к сплющиванию гофрированной волны (этап 2), а затем к потере устойчивости плоской части гофра, которая прогибается в обратную сторону (этап 3). В результате образуется более мелкий гофр, в котором вместо одной возникли три волны длиной l2 (этап 4).
Процесс гофрообразования продолжается скачкообразно и дальше до тех пор, пока не образуется вполне устойчивый мелкий гофр. В зависимости от различной степени устойчивости фланца заготовки, харакгеризуемой отношением S/d, а также от различной степени деформации К = D/d первоначально возникает различное количество волн по окружности.
При достаточно большой относительной толщине заготовки гофрирования не происходит, так как фланец не теряет устойчивости в процессе вытяжки.
Наиболее опасным местом детали является зона перехода от дна к стенкам вследствие возникшего здесь в начальной стадии вытяжки значительного утонения материала и больших растягивающих напряжений.
При большой степени деформации или в случае образования складок на заготовке растягивающие напряжения в опасном сечении превышают его прочность и приводят к отрыву дна. Условие прочности опасного сечения определяет возможную степень деформации при вытяжке и выражается зависимостью:
Здесь σmах - максимальное напряжение в опасном сечении; σр - истинное сопротивление разрыву.
- уменьшении напряжений в начальной стадии вытяжки;
- уменьшении сопротивления плоского фланца деформированию;
- повышении прочности металла в опасном сечении;
- снижении тангенциальных напряжений сжатия в деформируемом фланце или повышении его устойчивости с целью предотвращения образования складок.
В результате выполнения указанных условий достигают увеличения глубины вытяжки за одну операцию, уменьшения количества операций, улучшения процесса вытяжки деталей сложной формы. Необходимо указать, что при разных способах вытяжки не все из указанных выше условий будут одинаково благоприятны.
В технологическом отношении способы вытяжки необходимо различать главным образом по виду напряженного состояния деформируемой части заготовки. Геометрическая форма детали является в этом отношении вторичным признаком.
Следует различать три основных способа вытяжки.
1. Вытяжка полых деталей путем превращения плоского фланца в цилиндрическую или коробчатую форму, при создании во фланце плоского напряженного состояния по схеме сжатие-растяжение (рис. 81). Сюда относится вытяжка цилиндрических, овальных, коробчатых и других деталей с вертикальными или слегка наклонными стенками.
2. Вытяжка сферических, криволинейных и сложной формы деталей в штампах с вытяжными (тормозными) ребрами. В этом случае под прижимом преобладают растягивающие напряжения и деформации, а в остальной деформируемой части заготовки возникает напряженное состояние двустороннего растяжения.
3. Вытяжка эластичной матрицей и фрикционная вытяжка, создающие заталкивание заготовки, в результате чего снижаются растягивающие напряжения в очаге деформации и облегчается процесс вытяжки.
В первом способе вытяжки наиболее благоприятные условия деформирования заключаются в максимально возможном уменьшении сопротивления плоского фланца деформированию. Это достигается путем применения металла пониженной прочности, отжигом заготовки, нагревом фланца, вытяжкой без прижима, эффективной смазкой. В результате снижаются растягивающие напряжения в опасном сечении, улучшается условие прочности этого сечения и становится возможной более глубокая вытяжка.
Во втором способе вытяжки в штампах с вытяжными ребрами значительная часть заготовки вначале находится вне контакта с рабочими частями штампа и легко образует гофры и морщины. Для их предотвращения приходится создавать повышенные радиальные растягивающие напряжения и искусственно увеличивать сопротивление деформируемого металла путем перетягивания его через вытяжные (тормозные) ребра. При этом значительно возрастают растягивающие напряжения в опасном сечении и ухудшается условие его прочности. Для того чтобы в данном случае создать благоприятные условия деформировании и избежать разрыва, надо обеспечить условие прочности опасного сечения. Это возможно лишь при применении металла повышенной прочности и упрочняемости при достаточно высокой пластичности (вязкости).
Автором исследован и предложен способ вытяжки из закаленных и отпущенных тонколистовых заготовок малоуглеродистой стали, давший положительные результаты [-109]. Отжиг или нагрев заготовок с целью увеличения пластичности в данном случае недопустим, так как приводит к понижению их прочности и преждевременному разрыву.
Третий способ вытяжки обладает наиболее благоприятными условиями деформирования, потому что в этом случае прочность опасного сечения позволяет получить значительную степень деформации.
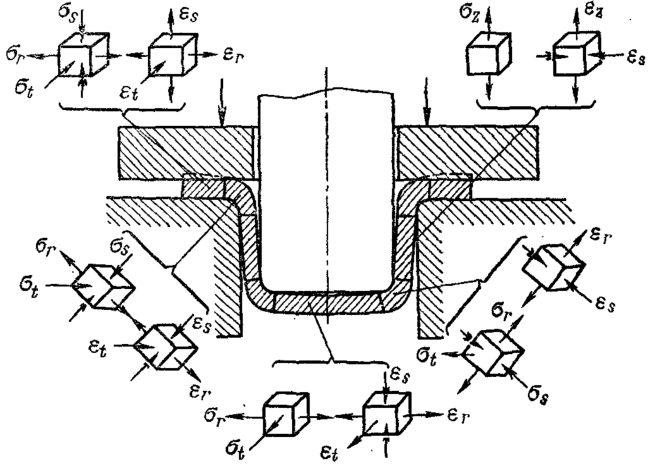
Рис. 82. Схемы напряжений и деформаций при вытяжке (σ - напряжения, ε - деформации; индексы у σ и ε означают: r - радиальные; t - тангенциальные: s - осевые)
На рис. 82 приведены схемы напряженно-деформированного состояния в разных участках изделия при обычной вытяжке с прижимом (складкодержателем).
Для наглядного представления о характере деформации и возможности определения ее величины на отдельных участках применяют метод нанесения на заготовку прямоугольной или радиально-кольцевой координатной сетки, а затем изучают ее искажение при вытяжке. Измерения искаженной сетки показывают, что в первой операции вытяжки деформация тангенциального сжатия превосходит деформацию радиального растяжения.
При вытяжке происходит изменение толщины стенок деталей. В случае вытяжки цилиндрических деталей без фланца наибольшее утонение составляет 10-18%, а утолщение у края 20-30% от толщины материала. Толщина материала в месте перехода от дна к стенкам уменьшается с увеличением степени деформации, относительной толщины заготовки S/D, пластичности металла, количества операций вытяжки и с уменьшением радиусов закругления пуансона и матрицы.
Приблизительная толщина края определяется из следующих зависимостей:
где S', S - толщина края детали и заготовки, мм;
D, d - диаметр заготовки и вытяжки, мм;
DФ - диаметр фланца, мм.
Более показательно исследование изменения координатной сетки в логарифмических деформациях 1 .
Удлинение в радиальном направлении:
, где r0 - начальный радиус сетки на заготовке;
r - конечный радиус той же сетки после вытяжки.
Сжатие (укорочение) в тангенциальном направлении:
, где d0 - начальный, a d - конечный диаметр сетки.
Изменение толщины материала:
При этом вследствие постоянства объема металла существуют зависимости (с учетом знаков деформаций):
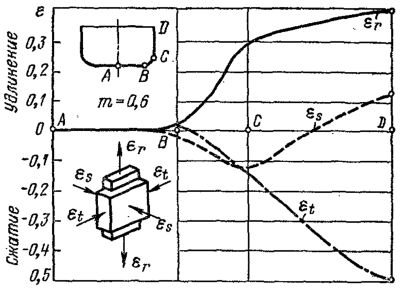
Рис. 83. Деформации при цилиндрической вытяжке
На рис. 83 приведены кривые изменения логарифмических деформаций (εr, εt и εS ) разных точках вытянутого цилиндрического изделия А, В, С, D. Эти кривые показывают, что на участке донного закругления и несколько выше, где происходит утонение материала.
Штамповка металла – технология, разновидности, оборудование, ГОСТ
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.
Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
Особенности технологии
Ознакомиться с требованиями ГОСТ к обработке металла штампованием можно, скачав документ в формате pdf по ссылке ниже.
Кроме разделения на горячую и холодную, штамповка изделий из металла подразделяется и на ряд других категорий в зависимости от ее назначения и технологических условий. Так, операции штамповки, в результате которых происходит отделение части металлической заготовки, называются разделительными. Сюда, в частности, относятся резка, рубка и пробивка деталей из металла.
Другой категорией таких операций, в результате которых штампуемый лист металла изменяет свою форму, являются формоизменяющие штамповочные операции, часто называемые формовкой. В результате их выполнения детали из металла могут подвергаться вытяжке, холодному выдавливанию, гибке и другим процедурам по обработке.
Схемы и разновидности выдавливания (прессования)
Как уже отмечалось выше, существуют такие виды штамповки, как холодная и горячая, которые, хотя и реализуются по одному принципу, предполагающему деформирование металла, имеют ряд значимых отличий. Штамповку деталей, предполагающую их предварительный нагрев до определенной температуры, применяют преимущественно на крупных производственных предприятиях.
Это связано прежде всего с достаточно высокой сложностью такой технологической операции, для качественного выполнения которой необходимо сделать предварительный расчет и точно соблюсти степень нагрева обрабатываемой заготовки. С помощью штамповки, выполняемой по горячей технологии, из листового металла различной толщины получают такие ответственные детали, как днища котлов и другие изделия в форме полусфер, корпусные и другие элементы, используемые в судостроении.

Характеристики и виды деталей, производимых на горячештамповочных прессах
Для нагрева деталей из металла перед их горячей штамповкой используется нагревательное оборудование, которое в состоянии обеспечить точный температурный режим. В этой функции, в частности, могут использоваться электрические, плазменные и другие нагревательные устройства. Перед началом выполнения горячей штамповки необходимо не только рассчитать нормы нагрева обрабатываемых деталей, но и разработать точный и подробный чертеж готового изделия, в котором будет учтена усадка остывающего металла.
При выполнении холодной штамповки металлических деталей процесс формирования готового изделия протекает только за счет давления, оказываемого рабочими элементами пресса на заготовку. За счет того, что заготовки при штамповке по холодной технологии предварительно не нагреваются, они не подвержены усадке. Это позволяет изготавливать изделия законченного вида, которые не требуют дальнейшей механической доработки. Именно поэтому данная технология считается не только более удобным, но и экономически выгодным вариантом обработки.

Методом холодной штамповки обрабатывают листовой металл толщиной до 10 мм
Если квалифицированно подойти к вопросам проектирования размеров и формы заготовок и к последующему раскрою материала, то можно значительно уменьшить его расход, что особенно актуально для предприятий, выпускающих свою продукцию крупными сериями. В качестве материала, заготовки из которого успешно подвергаются штамповке, может выступать не только углеродистые или легированные стали, но также алюминиевый и медный сплавы. Более того, оснащенный соответствующим образом штамповочный пресс успешно используется для обработки заготовок из таких материалов, как резина, кожа, картон, полимерные сплавы.
Разделительное штампование, целью которого является отделение от обрабатываемой заготовки части металла, – это очень распространенная технологическая операция, используемая практически на каждом производственном предприятии. К таким операциям, которые выполняются посредством специального инструмента, установленного на штамповочный пресс, относятся резка, вырубка и пробивка.

На этом прессе установлены специальные плунжеры для пробивки отверстий в заготовке
В процессе резки металлические детали разделяются на отдельные части, причем такое разделение может осуществляться по прямой или кривой линии реза. Для выполнения резки могут использоваться различные устройства: дисковые и вибрационные станки, гильотинные ножницы и др. Резку чаще всего используют для того, чтобы раскроить металлические заготовки для их дальнейшей обработки.
Вырубка – это технологическая операция, в процессе которой из металлического листа получают детали, имеющие замкнутый контур. При помощи пробивки в заготовках из листового металла делают отверстия различной конфигурации. Каждая из таких технологических операций должна быть тщательно спланирована и подготовлена, чтобы в результате ее выполнения получилось качественное готовое изделие. В частности, должны быть точно рассчитаны геометрические параметры используемого инструмента.
Перфорированный металлический лист получается в результате вырубки отверстий на координатно-пробивном прессе
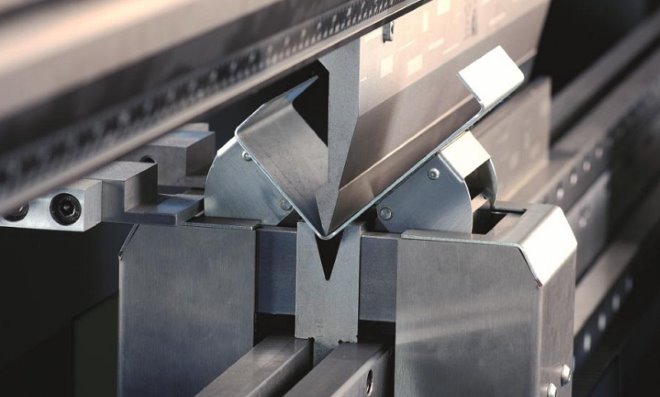
Технологическими операциями штамповки, в процессе которых осуществляется изменение начальной конфигурации металлических деталей, являются формовка, гибка, вытяжка, отбортовка и обжим. Гибка – это наиболее распространенная формоизменяющая операция, в процессе которой на поверхности металлической заготовки формируются участки с изгибом.
Вытяжка – это объемная штамповка, целью выполнения которой является получение из плоской металлической детали объемного изделия. Именно при помощи вытяжки металлический лист превращается в изделия цилиндрической, конической, полусферической или коробчатой конфигурации.
По контуру изделий из листового металла, а также вокруг отверстий, которые в них выполнены, часто необходимо сформировать бортик. С этой задачей успешно справляется отбортовка. Такой обработке, выполняемой посредством специального инструмента, подвергают и концы труб, на которые необходимо установить фланцы.

Отбортовка может выполнятся различными способами
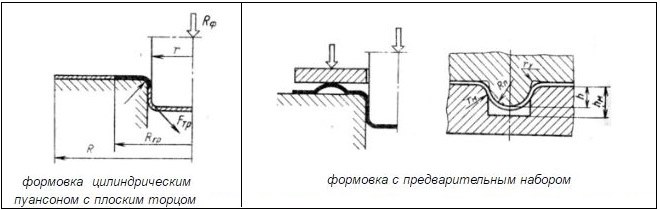
При помощи обжима, в отличие от отбортовки, концы труб или края полостей в заготовках из листового металла не расширяют, а сужают. При выполнении такой операции, осуществляемой при помощи специальной конической матрицы, происходит наружное обжатие листового металла. Формовка, которая также является одной из разновидностей штамповки, предполагает изменение формы отдельных элементов штампованной детали, при этом наружный контур детали остается неизменным.
Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
Инструменты и оборудование
Даже обработка мягких металлов, в частности штамповка алюминия, требует применения специального оборудования, в качестве которого могут выступать гильотинные ножницы, кривошипный или гидравлический пресс. Кроме того, необходимо умение производить расчеты расхода материала и разрабатывать технические чертежи. При этом следует учитывать требования, которые содержит соответствующий ГОСТ.
Штамповку, для выполнения которой не требуется предварительный нагрев обрабатываемой заготовки, выполняют преимущественно на гидравлических прессах, производство которых регулирует ГОСТ. Разнообразие серийных моделей этого оборудования позволяет подбирать станок для производства изделий различных конфигураций и габаритных размеров.
В мелком производстве часто используют эластичный метод штамповки, когда шаблон является металлическим элементом, а матрица – резиновым или пластиковым
Выбирая пресс для выполнения штамповки, в первую очередь следует ориентироваться задачи, для решения которых он необходим. Например, для выполнения таких технологических операций, как вырубка или пробивка, используют штамповочное оборудование простого действия, ползун и шайбы которого в процессе обработки совершают небольшой ход. Для того чтобы выполнить вытяжку, требуется оборудование двойного действия, ползун и шайбы которого в процессе обработки совершают значительно больший ход.

Кривошипный пресс КД-238 относится к категории простого оборудования. Предназначен для холодной штамповки: гибки, пробивки, вырубки и неглубокой вытяжки
По своей конструкции, как указывает ГОСТ, оборудование для выполнения штамповки делится на несколько типов, а именно:
- однокривошипное;
- двухкривошипное;
- четырехкривошипное.
- клиноременная передача;
- пусковая муфта;
- шайбы;
- кривошипный вал;
- шатун, при помощи которого можно регулировать величину рабочего хода ползуна.
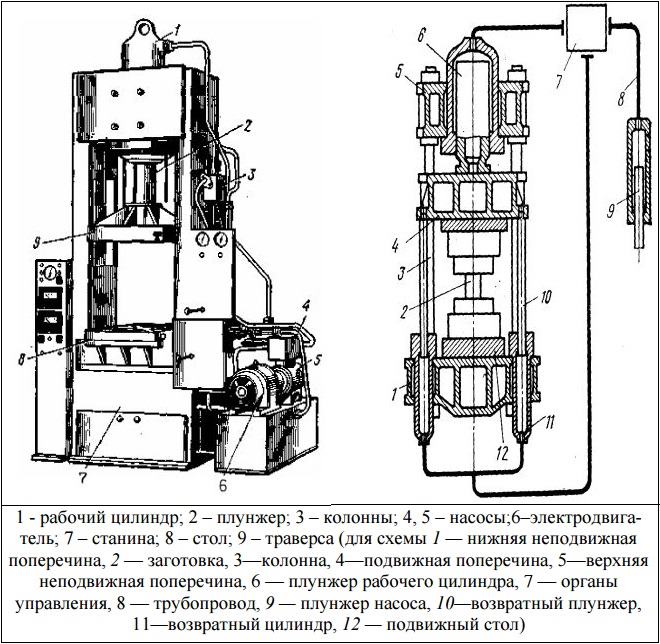
Схема гидравлического пресса
Для запуска ползуна, который совершает возвратно-поступательное движение по направлению к рабочему столу пресса, используется ножная пресс-педаль, напрямую связанная с пусковой муфтой.
Несколько другим принципом работы отличается четырехшатунный пресс, рабочие органы которого создают усилие с центром, приходящимся на середину четырехугольника, образуемого четырьмя шатунами. Благодаря тому, что усилие, создаваемое таким прессом, приходится не на центр ползуна, это устройство успешно используется для того, чтобы изготавливать изделия даже очень сложной конфигурации. Прессы данной категории, в частности, применяют для того, чтобы изготовить асимметричные изделия, отличающиеся значительными габаритами.

Промышленные четырехшатунные прессы могут развивать усилие в сотни тонн
Чтобы изготовить изделия более сложной конфигурации, используют прессовое оборудование пневматического типа, конструктивная особенность которого заключается в том, что оно может быть оснащено двумя или даже тремя ползунами. В прессе двойного действия применяются одновременно два ползуна, один из которых (внешний) обеспечивает фиксацию заготовки, а второй (внутренний) выполняет вытяжку поверхности обрабатываемого металлического листа. Первым в работе такого пресса, конструктивные параметры которого также регламентирует ГОСТ, участвует внешний ползун, фиксирующий заготовку при достижении самой нижней точки. После того как внутренний ползун выполнит свою работу по вытяжке листового металла, внешний рабочий орган поднимается и освобождает заготовку.
Для штамповки тонколистового металла используются преимущественно специальные фрикционные прессы, технические параметры которых также устанавливает ГОСТ. Чтобы обрабатывать более толстый листовой металл, лучше всего применять гидравлическое штамповочное оборудование, которое оснащено более надежными шайбами и другими конструктивными элементами.
Штамповка металла любой толщины должна производится с высокой точностью
Отдельную категорию составляет оборудование, при помощи которого выполняется штамповка взрывом. На таких устройствах, в которых энергия управляемого взрыва преобразуется в усилие, оказываемое на металл, обработке подвергают металлические заготовки значительной толщины. Работа такого оборудования, считающегося инновационным, даже на видео выглядит очень эффектно.
Чтобы получаемый сгиб и общая конфигурация готового изделия из металла отличались высоким качеством, в последнее время стали активно использовать прессы, оснащенные встроенными вибрационными ножницами. Использование такого оборудования с более короткими ножками позволяет изготавливать изделия практически любой конфигурации.
Таким образом, выполнение штамповки листового металла требует наличия не только специализированного оборудования, но и соответствующих навыков и знаний, поэтому реализовать такую технологию в домашних условиях достаточно сложно.
Штамповка листового металла (горячая и холодная): виды, оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
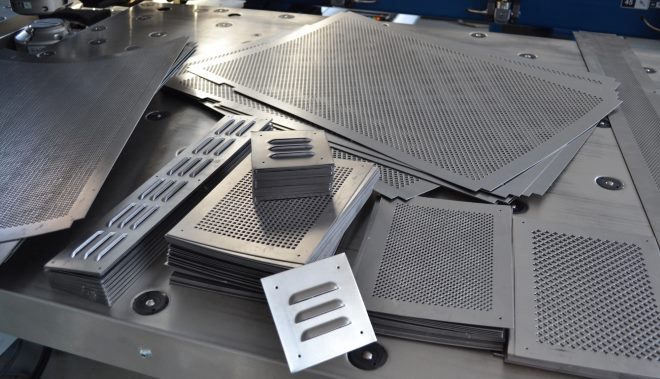
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
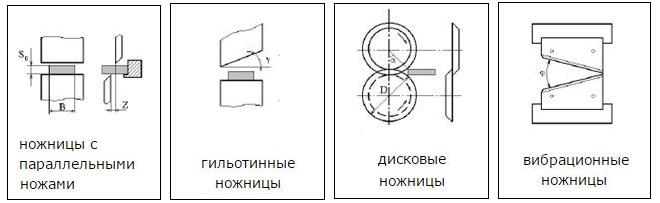
Схемы резки листового металла ножницами
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
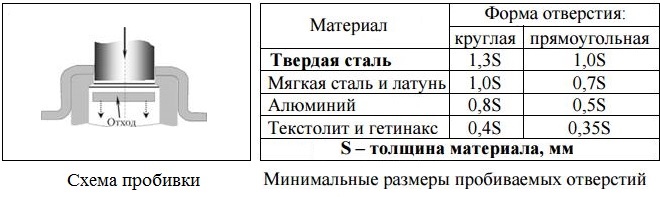
В процессе пробивки часть материала удаляется в отход
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
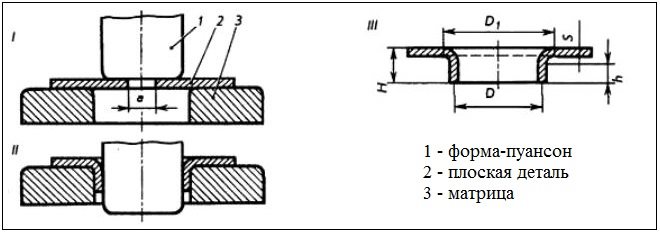
Схема отбортовки детали вокруг заранее пробитого отверстия
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
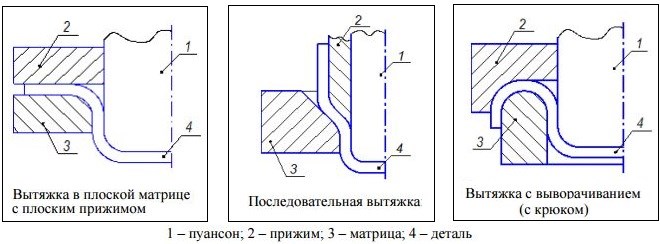
Инструментальные способы вытяжки
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
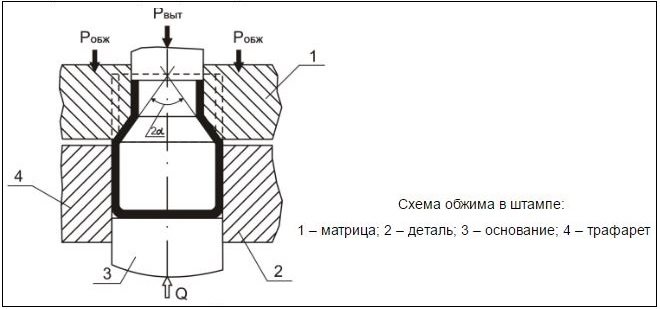
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
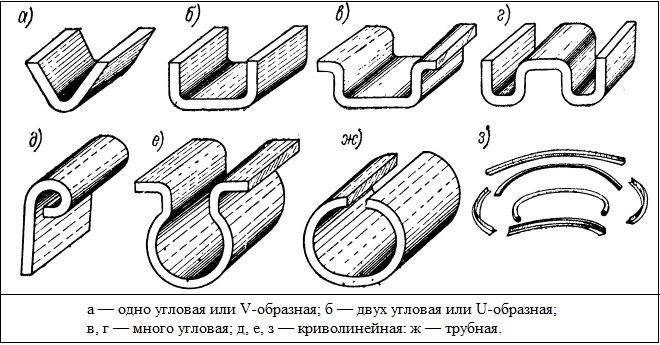
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
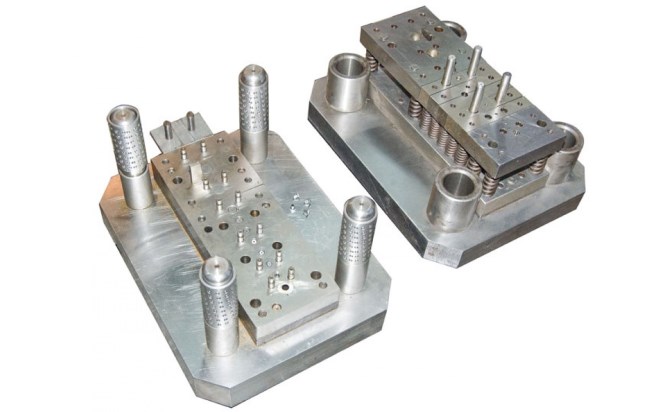
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
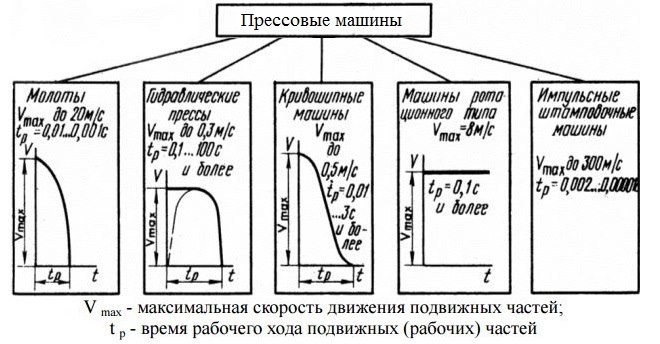
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Читайте также: