Явления сопровождающие процесс резания металлов
Обновлено: 18.05.2024
Резанием обрабатываются заготовки, полученные из следующих конструкционных материалов – углеродистые стали качественные и обыкновенного качества, легированные стали, теплостойкие стали и труднообрабатываемые материалы.
Широкое распространение имеет углеродистая сталь, как соединение железа (Fe) с углеродом (C), содержание которого в стали не более 0,7%. Эталонной углеродистой сталью является сталь 45, обрабатываемость которой принята за единицу.
Режущие инструменты изготавливаются из инструментальных материалов следующих типов:
Ø инструментальные стали,
Ø твердые сплавы,
Ø металлокерамика,
Ø сверхтвердые материалы (эльбор),
Ø абразивные материалы.
Основные требования к инструментальным материалам – это высокие физико-технические характеристики по прочности, твердости и теплостойкости. Физико-технические характеристики инструментальных материалов должны быть в 2 раза выше таких же характеристик обрабатываемых заготовок.
Инструментальные стали получили широкое распространение для изготовления массовых типов режущего инструмента. Основными инструментальными сталями являются:
Ø Углеродистые стали марок – У7, У8…У13.
Ø Легированные стали марок – ШХ-15, 9ХС, ХВГ.
Ø Быстрорежущие стали марок – Р18, Р6М5, Р6М5К5.
Процесс резания
Процессом резания называется работа, выполняемая режущим инструментом по отделению припуска от заготовки в виде стружки и преодолению сил трения.
Главным элементом режущего инструмента является режущий клин.
Главным параметром режущего клина является угол заострения ( β )
Главными углами режущего клина являются:
· передний угол ( α )

Рис. 1. Параметры режущего клина
Рис.2. Схема режущего клина
На схеме режущего клина показаны главные поверхности и углы.
Линия 1,2 – это след плоскости, которая называется передней поверхностью.
Линия 3,4 – это след плоскости, которая называется задней поверхностью.
Эти две поверхности фактически никогда не сходятся в точку, так как между ними, при заточке режущего клина образуется радиусное сопряжение величиной до 500 мкм, определяемое кристаллической решеткой инструментального материала.
Такая форма режущего клина характерна для всех видов режущих инструментов, при работе которых происходит отделение припуска в виде стружки.
Стружкообразование
Слой металла, удаляемый с заготовки с целью придания ей формы и размеров готовой детали, называется припуском.
В процессе резания припуск превращается в стружку. Припуск может сниматься как за один, так и за несколько проходов режущего клина.
На обрабатываемой заготовке различают следующие поверхности:
ü обработанную – поверхность, с которой снята стружка;
ü обрабатываемую – поверхность, с которой снимается стружка;
ü поверхность резания, образованную непосредственно режущей кромкой режущего инструмента.
Изобразим графически (Рис.3.) отделение припуска от основной заготовки

Рис.3. Схема отделения припуска от основной заготовки
На схеме обозначены точками следующие элементы:
3,5 – обработанная поверхность
7,8 – обрабатываемая поверхность
3,8,9,2 – зона деформации
1,2,3,4 – режущий клин
1,2 – передняя поверхность режущего клина
3,4 – задняя поверхность режущего клина
r – радиус закругления режущей кромки
α – передний угол
β – угол заострения
В процессе резания на вершине режущего клина возникает сила резания R, преодолевающая силу сопротивления припуска отделению от заготовки и силы трения стружки о переднюю поверхность и трения задней поверхности режущего клина об обработанную поверхность. При этом в снимаемом припуске протекают сложные процессы упругого и пластического деформирования. Укажем на представленном выше рисунке 3. две зоны деформации припуска.
8,9 – зона пластической деформации
9,10 – зона сдвига частиц снимаемого припуска по плоскостям межкристаллических связей (12,13).

Рис. 4. Виды стружки.
В процессе резания заготовка и режущий инструмент находятся в относительном движении. Процесс резания выполняется при наличии основных и вспомогательных движений.
Основные движения, совершаемые заготовкой и режущим инструментом, делятся на главное движение и движение подачи.
Главное движение – это движение заготовки или инструмента, совершаемое с наибольшей скоростью.
Главное движение обозначается Dr. Главное движение — скорость наибольшая.
Движение подачи имеет меньшую скорость – скорость подачи S. Это движение обеспечивает врезание режущего клина инструмента в новые слои металла и обозначается DS. Движение подачи обеспечивает врезание в новые слои металла
По характеру и Dr, и DS могут быть вращательными или прямолинейно-поступательными.
При разных методах обработки главное движение и движение подачи осуществляются или обрабатываемой заготовкой, или режущим инструментом.
· при точении Dr совершается заготовкой, а DS – режущим инструментом (резцом) рис. 4.

Рис. 4 Схема точения.
· при цилиндрическом фрезеровании Dr совершается режущим инструментом (фрезой), а DS – заготовкой; Рис. 5.

Рис. 5 Схемы обработки резанием
· при сверлении, возможно, что оба движения совершает режущий инструмент (сверло), а заготовка неподвижна.
Совокупность движений Dr и DS обеспечивает получение поверхности требуемой формы. С учетом величины скорости и направлений движений Dr и DS можно рассматривать результирующее движение De.
De – суммарное движение режущего инструмента относительно движущейся заготовки. Движение De характеризуется скоростью результирующего движения Ue.
Эффективность и производительность процесса резания зависит от:
Ø физико-технических свойств металла (материала заготовки и инструмента) HRC, HB, T °C;
Ø геометрических параметров режущей части инструмента;
Ø параметров режима резания (v, s, t);
Ø условий обработки.
Физические явления, сопровождающие процесс резания
В процессе резания выполняется работа, затрачивается энергия. Эта энергия распределяется между двумя видами работ.
N = Aпол + Aвсп, где:
Апол – полезная работа по отделению припуска от заготовки в виде стружки
Авсп – вспомогательная работа по преодолению сил трения, сил сопротивления упругой и пластичной деформации.
Совершаемая работа сопровождается целым комплексом физических явлений.
Основными физические явлениями, сопровождающими процесс резания, являются:
Явления, сопровождающие процесс резания
Как указывалось выше, процесс резания металлов при фрезеровании не имеет принципиальных отличий от процесса резания при точении. Остановимся на некоторых явлениях, сопровождающих процесс резания.
Срезанный слой металла в виде стружки, как известно, может иметь различный вид в зависимости от условий обработки. По классификации проф. И. И. Тиме, стружка может быть следующих типов: сливная, скалывания и надлома.
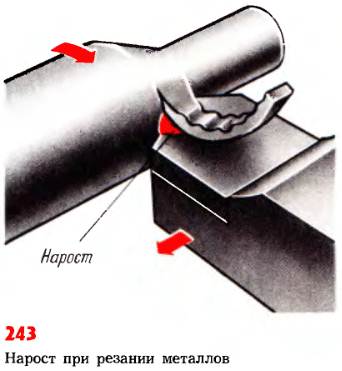
Нарост при резании металлов. При резании вязких металлов в некоторых случаях на передней поверхности инструмента образуется так называемый нарост. Это прикрепившийся (приварившийся) к передней поверхности резца сильно деформированный кусочек обрабатываемого материала в виде клина большой твердости (рис. 243). Этот кусочек металла непрерывно сходит со стружкой и снова образуется. Он по существу является режущей частью инструмента и предохраняет режущую кромку от износа. Однако если на передней поверхности инструмента образовался нарост, то ухудшается качество обработанной поверхности. Поэтому при чистовой обработке металлов, а также при нарезании резьбы нарост является вредным явлением. Для его ликвидации следует тщательно доводить переднюю поверхность инструмента или изменять скорость резания (чаще в сторону ее увеличения до 30 м/мин и выше), а также применять соответствующие условиям обработки смазывающеохлаждающие жидкости.
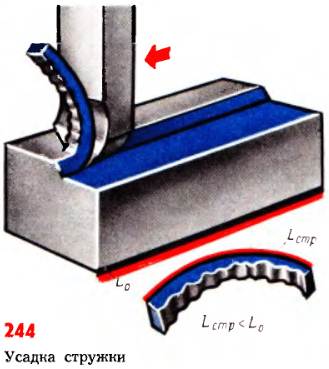
Усадка стружки. При резании металлов стружка деформируется и оказывается короче того участка, с которого она срезана (рис. 244).
Это явление укорочения стружки по длине называется продольной усадкой стружки.
Объем металла при деформировании практически не меняется. Следовательно, укорачивание стружки по длине должно сопровождаться увеличением площади поперечного сечения стружки. Увеличение площади поперечного сечения называется поперечной усадкой стружки.
Деформирование стружки приводит к ее завиванию. Канавки режущих инструментов (сверл, протяжек, фрез и др. ) должны обеспечивать возможность свободного размещения завивающейся стружки.
Тепловые явления при резании металлов. В процессе резания металлов обрабатываемая деталь, режущий инструмент и стружка нагреваются. При увеличении скорости резания, особенно во время снятия тонких стружек, температура в зоне резания увеличивается до 60°. При дальнейшем повышении скорости резания в ряде случаев можно наблюдать сходящую стружку, нагретую до ярко-красного каления (900°С).
На обработанной поверхности стальной детали при этом могут быть заметны оттенки всех цветов побежалости, свидетельствующие о высокой температуре тончайшего поверхностного слоя детали в момент соприкосновения ее с задней поверхностью инструмента. Повышение температуры в зоне резания происходит в результате превращения затрачиваемой на процесс резания механической энергии в тепловую. Еще Я. Г. Усачев установил, что в стружку уходит от 60 до 86% общего количества теплоты, образующейся при резании, в режущий инструмент - от 10 до 40% общего количества теплоты, а в обрабатываемую заготовку - от 3 до 10%. Необходимо отметить, что как в стружке, так и в инструменте теплота распределяется неравномерно. В режущем инструменте при непрерывной его работе устанавливается постоянный тепловой режим за несколько минут работы. Практически выравнивание температуры в обрабатываемой детали заканчивается уже после ее обработки. Образующееся в зоне резания тепло оказывает большое влияние на весь процесс резания и связанные с ним явления (наростообразование, износ инструмента и др.) Поэтому в теории резания металлов тепловым явлениям при резании металлов уделяется большое внимание.
Шероховатость обработанной поверхности. Проблема улучшения качества выпускаемой продукции наряду с непрерывным повышением производительности труда является важнейшей в машиностроении.
При оценке качества готовой детали учитывают следующие основные показатели: точность размера, точность геометрической формы и шероховатость поверхности.
Шероховатость обработанной поверхности зависит от следующих факторов: правильного выбора геометрических параметров (углов заточки) инструмента и прежде всего переднего угла. углов в плане, правильного выбора подачи, скорости резания, а также применения соответствующих смазывающеохлаждающих жидкостей.
Для получения высокого класса чистоты поверхности необходимо также, чтобы передняя и задние поверхности инструмента были тщательно доведены (обработка алмазными кругами или пастой карбида бора).
Вибрации при резании металлов. В процессе резания металлов при определенных условиях возникают вибрации (колебания). Появление вибраций во многих случаях является основной причиной, ограничивающей возможность повышения режимов резания и производительности труда. Вибрации при резании металлов вредно отражаются на стойкости инструмента. Даже слабые вибрации препятствуют достижению высокого класса чистоты обработанных поверхностей. При прочих равных условиях возможность возникновения вибраций при обработке чугуна значительно меньше, чем при обработке стали.
Вибрации можно устранить или уменьшить путем применения инструмента с малыми задними и большими передними углами, а также выбором соответствующих скоростей резания и условий охлаждения, при которых снижается интенсивность колебаний. Для устранения или уменьшения вибраций применяют специальные устройства виброгасители.
Пластические явления, сопровождающие процесс резания
Проделаем мысленный эксперимент на рисунке, иллюстрирующем процесс строгания пластичного материала.

Остановим процесс строгания в момент, изображённый на рисунке. Мысленно уберём режущий клин (резец). Мысленно разогнём стружку, прикладывая её к тому месту заготовки, с которого её срезал резец. Окажется, что стружка короче, чем слой припуска, пошедший на её образование; стружка толще и шире срезанного слоя припуска. Это пластическое явление получило название “усадка стружки”. Количественно усадку стружки характеризуют коэффициентом усадки Kу.
где lобр – длина обработки,
lстр – длина стружки.
В зависимости от свойств обрабатываемого материала и условий резания коэффициент усадки стружки меняется в широких пределах: Kу=1,1…13. Как видно, пластическое деформирование металла при резании может быть и маленьким (Kу=1,1), и очень большим (Kу=13).
Посмотрим, что происходит на кончике режущего клина, когда по нему скользит стружка.
Стружка сильно прижимается к поверхности режущего клина (сила P большая) и интенсивно проскальзывает по ней. Плотно прижатые и интенсивно трущиеся поверхности сильно разогреваются. В этой ситуации тонкий слой стружки может привариться (прилипнуть) к поверхности режущего клина.
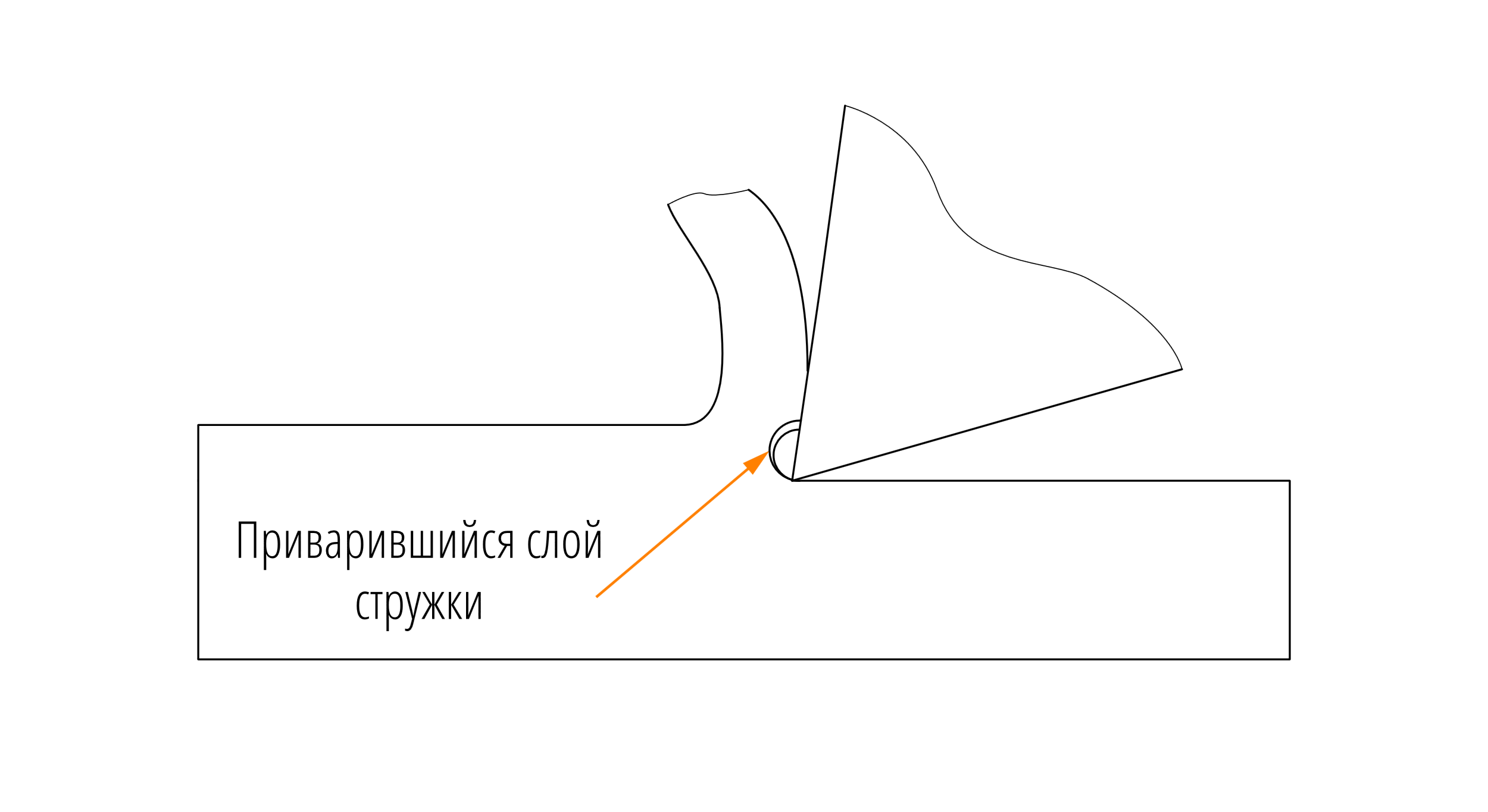
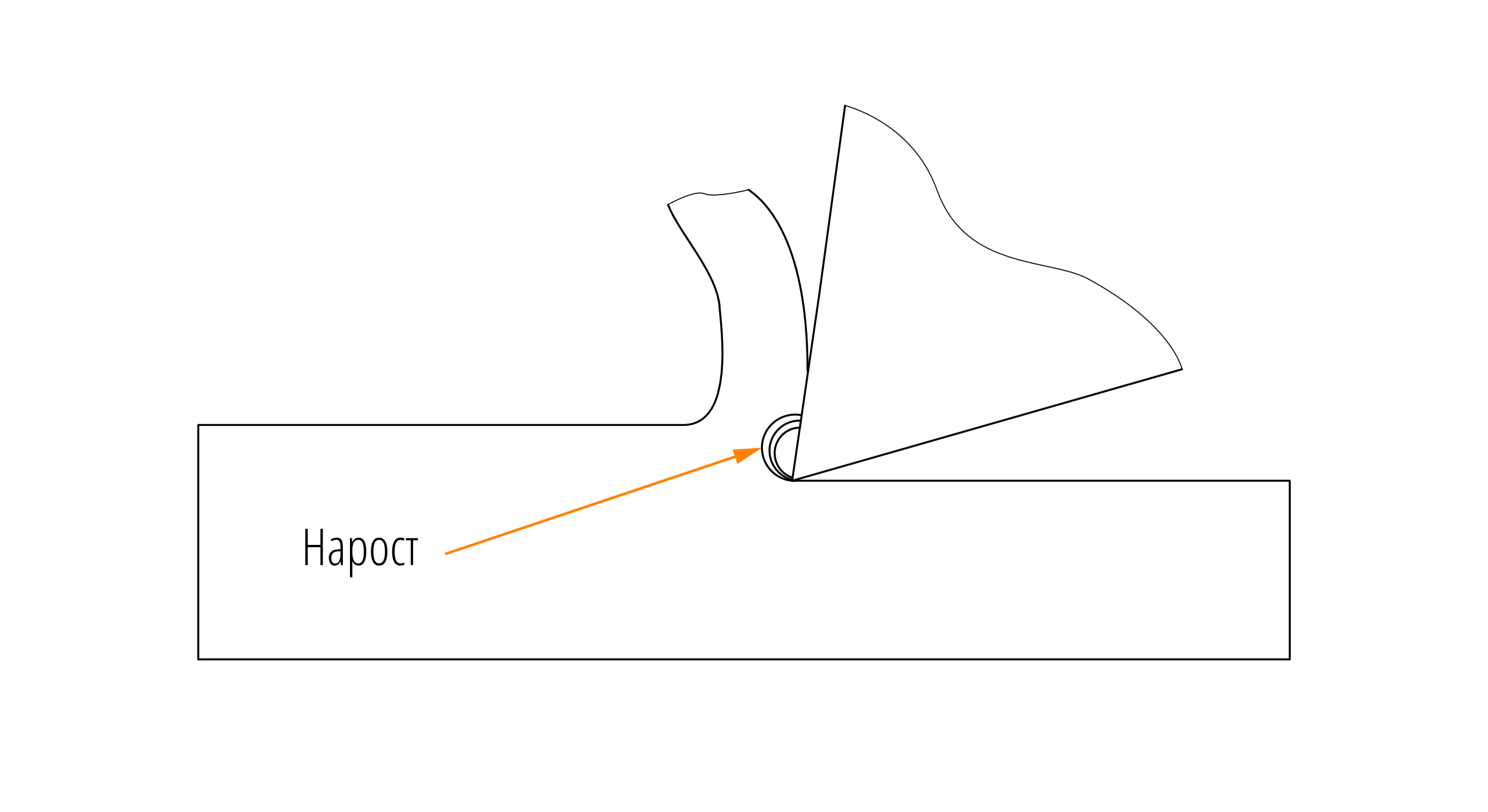
Теперь стружка будет скользить по приварившемуся слою и тереться об него. В результате на этот слой приварится следующий, поверх него – третий слой и т. д. На кончике режущего клина сформировался и закрепился комочек обрабатываемого материала. Это и есть нарост
Стружка скользит по наросту. Нарост становится всё выше. По достижении им некоторой высоты, стружка отламывает нарост и уносит с собой. На кончике резца образуется новый нарост, который так же отламывается и уносится стружкой. Срыв нароста происходит от нескольких раз до нескольких десятков раз в секунду. Процесс резания становится не устойчивым: ясно, что резание с наростом и без нароста происходит по-разному. В результате снижается точность обработки резанием и качество поверхности, полученной в процессе резания.
При черновой обработке это не имеет значения, нарост при черновой обработке вполне допустим. При чистовой обработке нарост абсолютно не допустим. Нарост не образуется при малых скоростях резания. Трущиеся поверхности стружки и режущего клина почти не разогреваются, условий для прилипания обрабатываемого материала к кончику режущего клина нет. Нарост не образуется и при высоких скоростях резания. Конечно, стружка очень быстро скользит по режущему клину и трущиеся поверхности сильно разогреваются. Но именно потому, что стружка быстро движется по режущему клину, её материал не успевает к режущему клину привариться. Рекомендация: при чистовой обработке надо резать материал с большой скоростью. Если чистовая обработка происходит на скорости, при которой возможно образование нароста, то приходится принимать специальные технологические меры, исключающие его появление.
3. Наклёп обработанной поверхности.
До сих пор полагали, что режущий клин абсолютно острый и всё его воздействие на заготовку сосредоточено в плоскости сдвига. Ближе к действительности схема стружкообразования, учитывающая, что вершина режущего клина скруглена и его воздействие на заготовку рассредоточено в зоне опережающей деформации BOA.

При движении режущего клина справа налево под действием силы P, в обрабатываемом материале по линии BO возникают минимальные упругие напряжения. Примерно в середине зоны опережающей деформации (BOA) напряжения достигают предела текучести. В верхней части зоны опережающей деформации обрабатываемый материал интенсивно пластически деформируется. По линии (AO) происходит окончательное отделение стружки от заготовки.
Как видно из рисунка, не весь материал, захваченный зоной опережающей деформации, отделяется от заготовки, уходит в стружку. Часть деформированного материала формирует поверхностный слой обработанной детали. Это и есть наклёп обработанной поверхности. Наклёпанный поверхностный слой детали сильно отличается по свойствам от остального материала детали. Он более прочный и твёрдый, менее пластичный, в нём сформировались значительные остаточные (оставшиеся от обработки резанием) внутренние напряжения.
§ 56. Явления, сопровождающие процесс резания
Процесс резания при фрезеровании сложнее, чем при точении. При точении резец непрерывно находится в контакте с заготовкой и срезает стружку постоянного сечения. При всех видах фрезерования с заготовки срезается прерывистая стружка переменной толщины.
Таким образом, условия работы фрезы значительно тяжелее условий работы резца при точении. Поэтому важно знать основные закономерности процессов фрезерования, чтобы в каждом конкретном случае производить обработку при наивыгоднейших условиях с наибольшей производительностью.
Как указывалось выше, процесс резания металлов при фрезеровании не имеет принципиальных отличий от процесса резания при точении. Остановимся на некоторых явлениях, сопровождающих процесс резания.
Срезанный слой металла в виде стружки, как известно, может иметь различный вид в зависимости от условий обработки. По классификации проф. И. А. Тиме стружка может быть следующих типов: сливная, скалывания и надлома.
Нарост при резании металлов. При резании вязких металлов в некоторых случаях на передней поверхности инструмента образуется так называемый нарост. Это прикрепившийся (приварившийся) к передней поверхности резца сильно деформированный кусочек обрабатываемого материала в виде клина большой твердости (рис. 182). Этот кусочек металла непрерывно сходит со стружкой и снова образуется. Он по существу является режущей частью инструмента и предохраняет режущую кромку от износа. Однако если на передней поверхности инструмента образовался нарост, то ухудшается качество обработанной поверхности. Поэтому при чистовой обработке металлов, а также при нарезании резьбы нарост является вредным явлением. Для его ликвидации следует тщательно доводить переднюю поверхность инструмента или изменять скорость резания (чаще в сторону ее увеличения до 30 м/мин и выше), а также применять соответствующие условиям обработки смазывающе-охлаждающие жидкости.
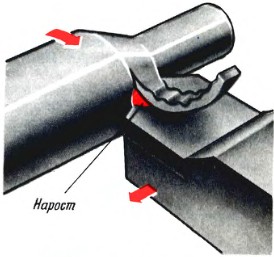
Рис. 182. Нарост при резании металлов
Усадка стружки. При резании металлов стружка деформируется и оказывается короче того участка, с которого она срезана (рис. 183).
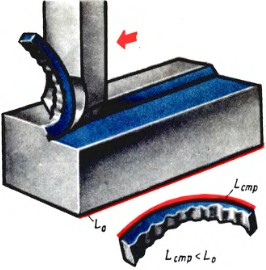
Рис. 183. Усадка стружки
Это явление укорочения стружки по длине называется продольной усадкой стружки.
Объем металла при деформировании практически не меняется. Следовательно, укорачивание стружки по длине должно сопровождаться увеличением площади поперечного сечения стружки. Увеличение площади поперечного сечения называется поперечной усадкой стружки.
Деформирование стружки приводит к ее завиванию. Канавки режущих инструментов (сверл, протяжек, фрез и др.) должны обеспечивать возможность свободного размещения завивающейся стружки.
Тепловые явления при резании металлов. В процессе резания металлов обрабатываемая деталь, режущий инструмент и стружка нагреваются. При увеличении скорости резания, особенно во время снятия тонких стружек, температура в зоне резания увеличивается до 60°.
При дальнейшем повышении скорости резания в ряде случаев можно наблюдать сходящую стружку, нагретую до ярко-красного каления (900°С).
На обработанной поверхности стальной детали при этом могут быть заметны оттенки всех цветов побежалости, свидетельствующие о высокой температуре тончайшего поверхностного слоя детали в момент соприкосновения ее с задней поверхностью инструмента. Повышение температуры в зоне резания происходит в результате превращения затрачиваемой на процесс резания механической энергии в тепловую. Еще Я. Г. Усачев установил, что в стружку входит от 60 до 86% общего количества теплоты, образующейся при резании, в режущий инструмент — от 10 до 40% общего количества теплоты, а в обрабатываемую заготовку — от 3 до 10%. Необходимо отметить, что как в стружке, так и в инструменте теплота распределяется неравномерно. В режущем инструменте при непрерывной его работе устанавливается постоянный тепловой режим за несколько минут работы. Практически выравнивание температуры в обрабатываемой детали заканчивается уже после ее обработки. Образующееся в зоне резания тепло оказывает большое влияние на весь процесс резания и связанные с ним явления (наростообразование, износ инструмента и др.). Поэтому в теории резания металлов тепловым явлениям при резании металлов уделяется большое внимание.
Шероховатость обработанной поверхности. Проблема улучшения качества выпускаемой продукции наряду с непрерывным повышением производительности труда является важнейшей в машиностроении.
При оценке качества готовой детали учитывают следующие основные показатели: точность размера, точность геометрической формы и шероховатость поверхности.
Шероховатость обработанной поверхности зависит от следующих факторов: правильного выбора геометрических параметров (углов заточки) инструмента и прежде всего переднего угла, углов в плане, правильного выбора подачи, скорости резания, а также применения соответствующих смазывающе-охлаждающих жидкостей.
Для получения высокого класса шероховатости поверхности необходимо также, чтобы передняя и задние поверхности инструмента были тщательно доведены (обработка алмазными или абразивными мелкозернистыми кругами из зеленого карбида кремния).
Вибрации при резании металлов. В процессе резания металлов при определенных условиях возникают вибрации (колебания). Появление вибраций во многих случаях является основной причиной, ограничивающей возможность повышения режимов резания и производительности труда. Вибрации при резании металлов вредно отражаются на стойкости инструмента. Даже слабые вибрации препятствуют достижению высокого класса шероховатости обработанных поверхностей. При прочих равных условиях возможность возникновения вибраций при обработке чугуна значительно меньше, чем при обрабогке стали.
Вибрации можно устранить или уменьшить путем применения инструмента с малыми задними и большими передними углами, а также выбором соответствующих скоростей резания и условий охлаждения, при которых снижается интенсивность колебаний. Для устранения или уменьшения вибраций применяют специальные устройства — виброгасители.
§ 1. Понятие о процессе резания металлов
Процесс резания металлов заключается в срезании с заготовки лишнего слоя в виде стружки с целью получения детали требуемой формы, размеров и классов шероховатости обработанных поверхностей.
Основными видами механической обработки являются: точение, строгание, сверление, фрезерование, шлифование и др. Все эти виды обработки осуществляют на металлорежущих станках с помощью различных режущих инструментов — резцов, сверл, фрез и др. Основой всех разновидностей процесса резания является точение, а основой всех видов режущего инструмента — токарный резец.
Для осуществления процесса резания необходимо иметь два движения — главное (рабочее) и движение подачи. Главное движение при точении — это вращательное движение обрабатываемой заготовки (рис. 1, а). При фрезеровании главным движением является вращение фрезы (рис. 1, б). Скорость главного движения определяет скорость резания.

Поступательное перемещение резца в продольном или поперечном направлении является движением подачи при точении. При фрезеровании движением подачи является поступательное перемещение обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях. Скорость главного движения всегда больше скорости движения подачи. В процессе резания образуется стружка.
На рис. 2 показана схема образования стружки при резании материалов. Заготовка и резец закреплены на станке. Резец, установленный на некоторую глубину резания, перемещается под действием силы, передаваемой станком.

Рис. 2. Схема образования стружки
При резании пластичных материалов различают следующие фазы образования элемента стружки (по И. А. Тиме). В начале резания происходит соприкосновение резца с обрабатываемой заготовкой (рис. 2, а). Затем резец своей вершиной вдавливается в материал (рис. 2, б), который претерпевает деформацию сдвига. Дальнейшее внедрение резца преодолевает силы сцепления между отделяемым слоем и основным материалом и приводит к скалыванию (или сдвигу) первого элемента стружки (рис. 2, в). Затем резец, продолжая движение, отделяет от основной массы материала последующие элементы стружки (второй, третий и т. д.).
Цифрами 7, 2, 5. 10 (рис. 2, в, г,) показаны последовательно образуемые элементы стружки.
Срезанный в виде стружки слой металла может иметь различный вид в зависимости от условий обработки, обрабатываемого материала и других факторов.

Рис. 3. Виды стружек
Различают следующие виды стружек (рис. 3). Стружка надлома (рис. 3, а) получается при обработке хрупких материалов (чугуна, бронзы и др.). Частицы стружки не связаны между собой. Даже при обработке стали с большими подачами и очень малыми скоростями резания образуется стружка надлома. Стружка скалывания (рис. 3, б) образуется при обработке стали со средними скоростями резания. Сторона стружки, которая касалась передней поверхности инструмента (при-резцовая сторона), гладкая, блестящая, а внешняя сторона — с зазубринами. Сливная стружка (рис. 3, в) получается при резании пластичных материалов (медь, алюминий, сталь и др.) с большими скоростями резания. Стружка имеет вид ленты, завивающейся в плоскостную или винтовую спираль (при точении), или отдельных стружек (при фрезеровании) без зазубрин, свойственных стружке скалывания.
Читайте также: