Заводы по гибке металла
Обновлено: 08.05.2024
Предоставляется рассрочка.
Кредитная линия постоянным клиентам.
Гибка листового металла — важная технологическая операция, придающая холодной плоской штамповке заданную форму различной сложности. Она позволяет обходиться без применения сварки, что положительно сказывается на прочности и долговечности конечной продукции. Для гибки подходит холоднокатаный тонколистовой прокат из низкоуглеродистой качественной стали классов ВГ, СВ, ОСВ, ВОСВ и ВОСВ-Т. Такой материал обладает определенной пластичностью, необходимой для достижения нужного результата. Компания «Металлоцентр» оказывает услуги по гибке металла на заказ по доступным ценам. Мы гарантируем высокое качество работ и соблюдение сроков изготовления. Наше предприятие использует современное оборудование, что обеспечивает высокую точность деталей.
Требования к оборудованию и заготовкам
Гибка металла является финишной технологической операцией производственного процесса холоднокатанной листовой штамповки. За ней следуют общемашиностроительные операции: сборки и нанесения покрытий.
Важнейшими критериями работы листогибов являются:
Функция бомбирования не позволяет центральной части стола листогиба пробиваться во время рабочего хода траверсы и образовывать сабельность (недогиб).
Геометрическое разнообразие изделий определяется ассортиментом гибочного инструмента: матриц и пуансонов, поскольку именно они оказывают непосредственное деформирующее воздействие на листовую заготовку, а станок только приводит их в движение. В большинстве случаев гибка — это холодная формоизменяющая операция. Нагрев заготовки требуется для изготовления специальных изделий из толстолистового непластичного металла.
Мы работаем с заготовками:
- из холодно- и горячекатаной стали,
- оцинкованного металла,
- стали с покрытием,
- алюминиевых сплавов,
- нержавеющей стали,
- меди и латуни,
- титана.
Максимальная толщина заготовок составляет до 10 мм, а длина до 6000 мм включительно. Для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- направление волокон материала, подлежащего обработке;
- допустимый уровень деформирования, в зависимости от толщины заготовки;
- показатели текучести металла;
- допустимые расхождения с формой заданного изделия.
При верном расчете всех параметров наличие брака сводится к минимуму.
Варианты гибки листового металла
В этом случае металл сгибают поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным или простым приводом.
Все они характеризуются:
- высокой скоростью изготовления металлоизделий любой геометрии;
- сохранением прочностных характеристик, поскольку по сравнению со сваркой или плазменной резкой происходит минимальное воздействие на механическую целостность изделия, а при нагреве деталей температура не настолько высока;
- отсутствием сварных швов, влияющих на эстетичный вид и требующих лишних затрат на устранение наплывов, заусенцев или изменение цвета;
- сохранением коррозионной стойкости металла с неизменной структурой;
- отсутствием отходов и экономией на материале, так как сжатие или растяжение не предусматривает удаление частей заготовки.
Этапы работы

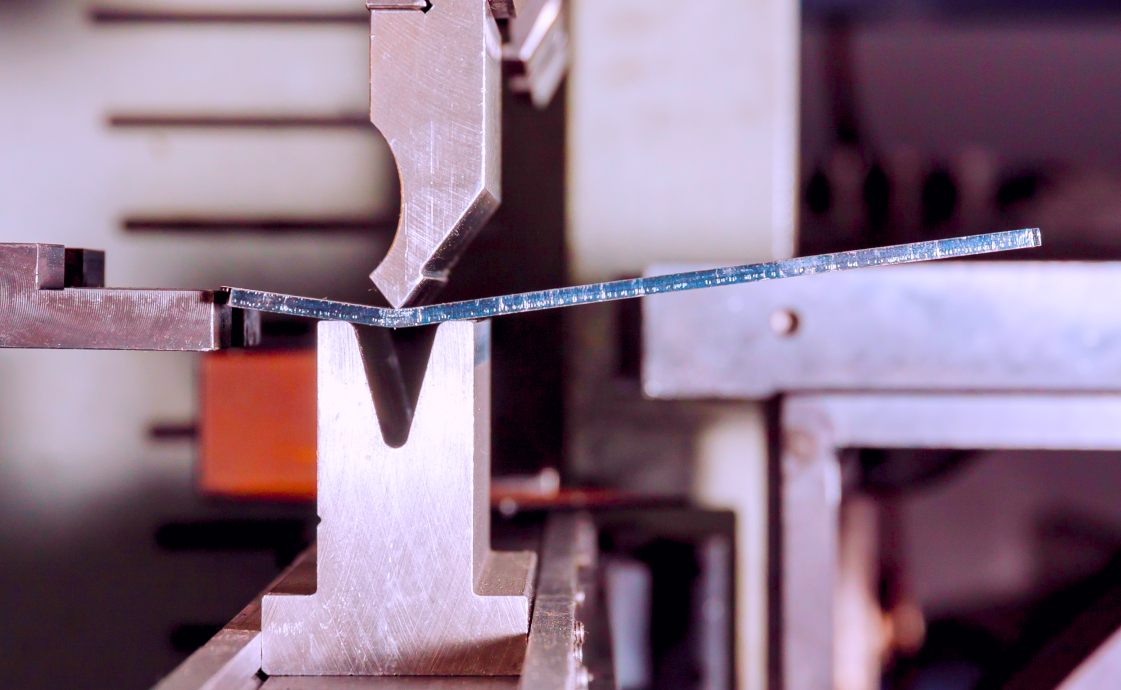
Технологический процесс основан на принципе 3 точек. Лист опирается на 2 точки матрицы, а пуансон давит на него сверху, образуя в центре третью. Материал сжимается в месте давления и существенно растягивается в нижней стороне. Гибка листового металла производится:
на гидравлическом прессе
В основном используют для деталей, изготавливаемых методом холодной гибки: уголков, швеллеров и др. Чтобы соблюсти размеры и достигнуть максимальной точности радиуса и угла в месте гиба, деталь устанавливают на матрицу и размещают против упоров горизонтально. В зависимости от назначения параметры листа могут отличаться. Требуемый угол гибки образуется при проникновении пуансона в матрицу, который вдавливает в нее заготовку. Все расчеты проводятся с ориентировкой на слои металла, которые находятся рядом с осью изгиба, поскольку именно они остаются неизменными.
Процесс гибки тонколистового металла проходит под давлением, в результате которого изделие приобретает цилиндрическую форму. Деформирование изделия происходит благодаря крутящему моменту, значение которого зависит от условий трения, диаметра рабочего валика и характеристик материала. Обработка исходного металлического листа, имеющего толщину до 6 мм, осуществляется в холодном состоянии, в ином случае потребуется предварительный подогрев.
Непосредственно процесс гибки листового металла проходит в три этапа:
- упругое натяжение;
- нейтральное состояние;
- пластичное натяжение.
В соответствии с поставленными задачами гибка металла может быть:
- одноугловой (V-образной),
- двухугловой (П-образной),
- многоугловой,
- радиусной.
Однако общий технологический алгоритм обработки для всех методов холодной деформации одинаков и включает следующие этапы:
- Анализ конструкции детали.
- Расчет усилия деформации.
- Подбор типоразмера производственного оборудования.
- Разработку чертежа исходной заготовки.
- Расчеты переходов деформирования.
- Проектирование технологической оснастки.
Виды продукции
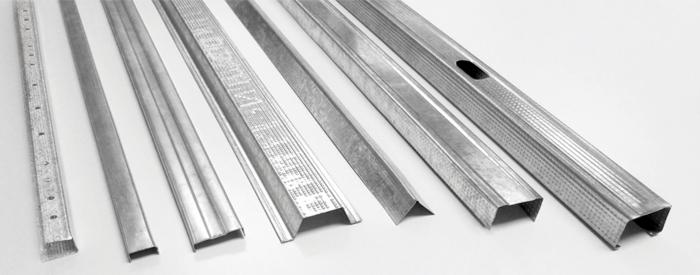
Мы изготавливаем широкий ассортимент деталей различных форм и размеров по чертежам и электронным моделям заказчиков: от коробчатых и крепежных элементов до профилей с различными формами поперечного сечения. Стандартными вариантами являются:
- уголки равнополочные и неравнополочные (Г-образные и Г-профили, L-образные и L-профили);
- швеллеры равнополочные и неравнополочные (П-образные профили, П-профили, U-образные профили, U-профили);
- С-образные профили равнополочные;
- Z-образные и Z-профили;
- корытные равнополочные профили (шляпные, Ω-образные и Ω-профили);
- профили с трапециевидным гофром (гнутые гофрированные листовые, для судостроения высокой и обычной точности профилирования).
Плюсы сотрудничества с компанией «Металлоцентр»
Большой опыт. Наша компания выполняет заказы для крупных корпораций, занимающихся нефтедобычей и машиностроением.
Выгодные условия. Чем больше вы заказываете, тем ниже стоимость отдельного изделия. Это позволяет вам экономить даже на крупных партиях.
Развитая логистика. Мы оперативно отправляем заказы с любого из наших складов в Москве и выделяем мощности для производства изделий по вашим чертежам.
Качественный сервис При необходимости вы сможете получить консультацию нашего специалиста, который поможет вам сформировать заказ и выбрать виды работ.
Высокая скорость.
Наша компания выполняет стандартные и срочные заказы. При этом все сроки мы закрепляем в договоре и несем за них ответственность.
Современные технологии Мы используем станки с ЧПУ, которые позволяют нам ускорить выполнение заказов и обеспечить контроль качества на каждом этапе работ.
Обращаясь к нам, вы можете значительно снизить стоимость изготовления деталей за счет исключения брака. Вы получите бесшовные изделия с высокой точностью линейных размеров, соответствующих проектной документации. Наш сотрудник поможет вам рассчитать цену изделий, в зависимости от сложности чертежа, параметров металлического листа и срочности заказа. Если вас заинтересовали наши услуги, оставьте заявку на сайте или позвоните по нашему телефону.


Гибка деталей из металла по чертежам заказчика

В эти регионы мы уже отправляли заказы. В другие — также можем.
Давайте обсудим конкретику
Оставьте свой контактный телефон — мы перезвоним и рассчитаем точные сроки и стоимость вашего заказа.
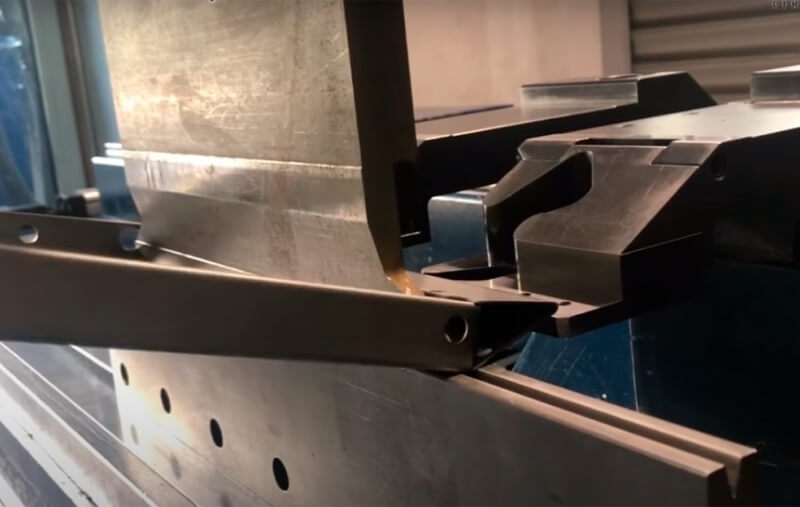
В «Металл‑Кейсе» мы берем на себя этапы производственного цикла корпусов и деталей из листового металла от лазерной резки до нанесения надписей шелкографией на готовое изделие. В том числе гибку листового металла — по чертежам заказчика или без них.
Видео гибки листового металла от «Металл‑Кейс»
Гибка листового металла — что дает и зачем нужна?
Гибка листового металла — этап, который используется при производстве большинства деталей и, пожалуй, всех корпусов из листового металла, кроме штампованных.
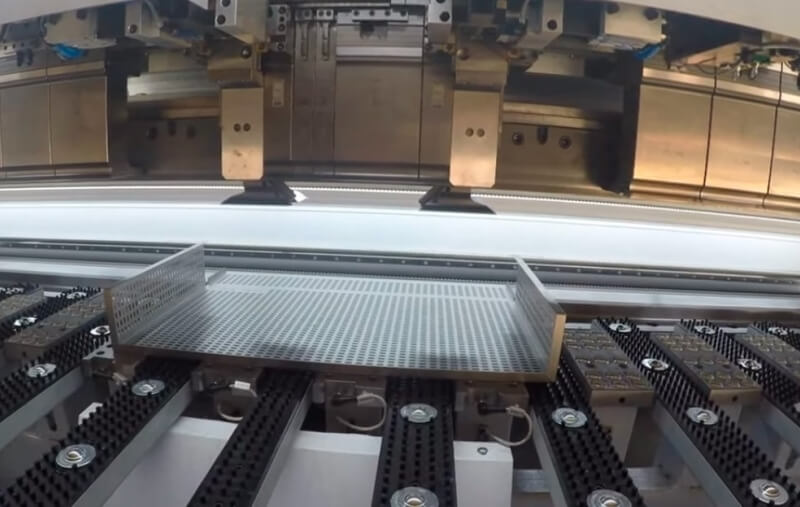
Этот шаг идет сразу за лазерной резкой. Когда металлический лист уже раскроен на заготовки‑развертки с прорезанными отверстиями — в дело вступает гибочный станок, превращающий эти плоские пока заготовки в объемные фигуры нужной формы.
Гибка задает ребра в объемной фигуре из листа. Альтернативный вариант для задавания ребер — сварка. И существуют случаи, когда без сварки не обойтись — например, если нужна замкнутая «коробочка», три ребра могут быть согнуты, а четвертое придется сваривать, или если нужно сделать Т‑образное соединение.
Однако ребро, полученное гибкой, превосходит ребро, полученное сваркой, и по прочности, и по прямоте, и по дешевизне и скорости производства — так что если есть возможность выбора, лучше, конечно, выбирать гибку.
Преимущества "Металл-Кейс" кратко
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Гибка листового металла по чертежам заказчика в «Металл‑Кейс»
Гибка листового металла по чертежам заказчика — это просто и быстро. Потому что не приходится тратить времени на разработку чертежа — и расчет, и производство идут быстро.
Однако если чертежей детали, гибка которой нужна, у вас нет — это также не является непроходимым препятствием. У нас есть свой конструкторский отдел, в него мы набрали сотрудников с высокой квалификацией — для них не будет проблемой самостоятельно создать чертежи нужной вам детали, подходящие для производства.
Вы можете поставить задачу, используя образец нужной детали или образец «начинки» корпуса. Нормально, если этот образец будет распечатан на 3D-принтере или изготовлен кустарно. Нормально, если этот образец будет произведен кем‑то другим — в том числе за границей. Мы за импортозамещение, и мы много делаем для того, чтобы у российских компаний не было недостатка в деталях, которые раньше производились только за рубежом.
Можно обойтись даже и без образца — достаточно будет эскиза, нарисованного от руки, с указанными размерами.
Гибка металла в Москве
Популярный вид работ с таким видом материала, как прокатный лист. Она выполняется через технологический процесс для которого требуется качественное оборудование. Здесь используются специальные гибочные станки. Они могут быть разных конструкций и конфигураций, но наиболее удобны и практичные виды, оборудованные гидравлическим приводом.
Гибка заготовок из металла не настолько простая работа как может показаться первоначально. Сейчас даже не все предприятия, оказывающие такую услугу могут полноценно обработать металл по параметрам и требованиям заказчика. Здесь недостаточно только наличие качественного оборудования. Многое зависит и от профессионализма мастера. В столице, можно назвать лишь несколько металл производств, которые способны за короткий срок выполнить листовая гибка металла, сохранив при этом высокое качество материала и полученного изделия. Одним из крупных таких производств является ЗАО «Варяг», занимающие лидирующие позиции в сфере обработки металла.
Высокую конкурентоспособность ему удалось сохранить благодаря нескольким факторам:
- Отслеживание технологических изменений и закупка для производства только современного оборудования с повышенной производительностью и многофункциональностью;
- Жесткий контроль качества продукции на всех стадиях обработки и видоизменения металла;
- Контроль за поддержанием высокого уровня профессионализма персонала, через регулярное прохождение подтверждения квалификации и курсов повышения уровня мастерства;
- Постоянная работа над снижением производственных издержек без ущерба для качества итоговой продукции. За счет этого удается сохранять среднюю стоимость на продукцию и предлагаемые услуги, без высоких переплат со стороны покупателей.
Забота о персонале и собственном производстве делает возможным, чтобы рубка и гибка листового металла происходила в комфортных для персонала условиях с обеспечением всеми необходимыми инструментами. Это положительно сказывается на качестве выполняемых работ.
Гибка металла в Москве в рамках рассматриваемого производства доступна как по типовым (штампованным) проектам, так и по индивидуальным чертежам. При том, что проекты могут предоставляться заказчиком в уже готовом виде или разрабатываться инженерами завода с утверждением клиента. Имеющееся на производстве оборудование может работать не только со стандартными металлическими сплавами, но и некоторыми особенными составами. Все эти вопросы обсуждаются между клиентом и представителем завода индивидуально, при формировании заказа. Технические возможности для обсуждения таких вопросов в рамках этого производства существуют.
Гибка листового металла
Создание различных изделий или элементов конструкции, через применение услуги по гибке листового металла сейчас распространенное решение проблем. Чаще к ним прибегают в области строительства. Она актуальна при возведении кровли, создания навесов, дополнительных укреплений или временных конструкций. Так можно создавать элементы из металлического профиля определенных геометрических форм:
- с радиусным изгибом (дуги), вне зависимости от размера и протяженности по требованию заказчика;
- изделия S-образной формы
- изогнутые элементы с прямым углом и не только.




ЗАО «Варяг» предоставляет возможность быстрого доступа к широкому перечню услуг по обработке металла разными способами и средствами. Компания работает как с крупными заказчиками (юридическими лицами), так и с частными, разовыми проектами (физическими лицами). Есть возможность заказа каких-либо изделий по серийному производству. Благодаря высокому техническому оснащению производства гибка металла на заказ здесь выполняется вне зависимости от сложности и индивидуальности требований заказчика.
Работа специалистов может быть оплачена любым из доступных способов: наличный и безналичный расчет. В работу принимаются любые чертежи от заказчика. Если такой возможности подготовки предварительного проекта нет, инженеры заводы с легкостью окажут и эту услугу.
Этапы выполнения работы
Гибка листового металла выполняется в несколько стадий. Руководство завода понимает, насколько важен контроль на каждой из них и поэтому строго требует соблюдения технологического процесса и технике по безопасности от работников. Для этого на предприятии созданы все необходимые условия и закуплено современное оборудование. Дополнительно ведется контроль за соблюдением всех разработанных стадий работы. Это обеспечивает ее высокое качество и длительный срок эксплуатации получаемого изделия или элемента.
На первой стадии проводится подготовительная работа, которая заключается в проработке необходимого продукта на бумаге. Речь идет о чертежах. На них должны отображаться конкретные параметры и четкая конфигурация элемента, со всеми необходимыми отверстиями, изгибами и выпуклостями. Без чертежа услуги по гибке металла не оказываются, так как присутствует риск неправильного объяснения со стороны клиента и неправильного понимания требований со стороны мастера. Все размеры углов и каждой линии детали должны четко прописываться, чтобы мастер принимающийся за работу не додумывал ничего, что не указано, а работал по четкому техническому заданию.
Далее гибка листа металла включает в себя раскрой. Это вторая стадия рабочего процесса. Выполняется она на станке ЧПУ, в который забиваются указанные на чертеже параметры изделия. Получив заготовочные элементы, мастер определяется как будет выполняться работа далее: с помощью стандартной гильотины или оборудования по плазменной резке. Второй вариант является более точным и безопасным. Он позволяет избежать дефектов и недоработок.
Последней стадией является зажим полученного элемента на специализированном станке. Это выполняется с помощью гидроусилителей, которые используются в работе гидравлического пресса. Здесь специалист обязательно должен учитывать в каком месте необходимо усилить количество давления. Такие сведения рассчитываются опять же по первоначальному чертежу исходя из особенностей создаваемой детали и применяемого металлического сплава.
На этом гибка листового металла в Москве не заканчивается. Одним из важных является проверка (тестирование) полученной детали. Она выполняется по указанным заказчиком параметрам с учетом функций, которые будет выполнять в будущем. При соответствии полученного на заводе элемента требованиям клиента, оно передается в его использование.
Гибка металла в Москве сейчас довольно популярная услуга которая помогает сэкономить на закупке готовых запчастей. Это актуально для многих сфер деятельности и производств на которых работают инженеры. Важным остается вопрос о том, кто и как будет оказывать услуги гибки листового металла. К выбору исполнителя всегда нужно подходить обоснованно и внимательно. Не стоит обращаться к тем, кто занимается такими работами в условиях гаражей и подвалов. Эта работа довольно сложная и ответственная. Она требует определённых познаний от мастера и солидного опыта работы. Помимо этого, он должен иметь доступ к качественному оборудованию, дополнительным инструментам и высокопрочным металлическим сплавам. Все это есть под рукой у мастеров ЗАО «Варяг», что позволяет им оказывать услуги по гибке металла на высоком уровне, за короткие сроки и продолжать зарабатывать хорошую репутацию.
Гибка металла
Современное оборудование позволяет выдавливать из листового металла сложные элементы. Изменение формы заготовки производится за счет растягивания и сжатия металла. Вы получаете изделие заводского качества — станки с функциями электромеханической и гидравлической компенсации равномерно распределяют нагрузку на изделие.
Предоставляем образец изделия перед заключением договора и беремся за небольшие партии от 5000 рублей. Производим изделия по чертежу или готовой детали.
Стоимость услуг:
| Наименование | Цена |
|---|---|
| Малая деталь | |
| один гиб | 3,38 руб. |
| гиба | 6,75 руб. |
| более трех гибов | от 10,13 руб. |
| Деталь средних размеров | |
| один гиб | 6,08 руб. |
| гиба | 11,48 руб. |
| более трех гибов | от 13,50 руб. |
| Большие детали | |
| один гиб | 8,10 руб. |
| гиба | 20,25 руб. |
| более трех гибов | от 27 руб. |
Гибка металла
Гибка металла – это один из самых экономичных способов его обработки, по сути, это самая дешевая технология придания металлическим заготовкам нужной формы. Для этого их не нужно ни нагревать, ни резать, ни что-либо еще. Достаточно просто надавить в нужном месте и готово. Впрочем, не смотря на фактическое отсутствие каких-либо расходных материалов, цена гибочного оборудования с лихвой «компенсирует» недостаток себестоимости. А кроме того, есть и другие факторы. Разберемся в вопросе подробнее.
Какой результат дает гибка металла
Результатом гибки стальных (впрочем, не обязательно стальных – хоть алюминиевых, хоть медных) листов и деталей является готовый профиль или готовая деталь без изменений (даже локальных) физических и/или химических свойств стали или другого металла. Последнее является весьма актуальным, потому что в случае применения альтернативного способа придания форме металлу, например, в случае нагрева, газоплазменного реза с последующим свариванием нагрев (комплексный или частичный) приводит к закалке стали или другого металла, что в свою очередь, меняет его качественные характеристики. Так вот, в результате гибки металла ничего подобного не происходит.
Предприятие «ЗАВОД ГЕФЕСТ» оказывает услуги по гибке металла, то есть, изделий заказчика. Наше инновационное оборудование обладает широкими возможностями для выдавливания требуемых особенностей из листового материала. Соответствующие усилия обеспечиваются с помощью гидравлического и электромеханического привода, при этом обеспечивается равномерность распределения усилия на заготовку. Как следствие, имеют место следующие особенности производства:
Ваш запрос успешно отправлен.
В ближайшее время наши менеджеры свяжутся с Вами.
Гибка металла – востребованная услуга. Она заключается в придании металлическому листу необходимой объемной формы посредством деформации, с применением пуансона и матрицы. По этой технологии производятся многие объемные изделия. В зависимости от условий гибки, она бывает горячей и холодной. Большее распространение получила холодная гибка, услуги которой и предоставляет наша компания.
На оборудовании ООО «ПРОМЭКС» ежемесячно:
- выполняется ≈ 2 млн. гибов;
- производится свыше 800 000 деталей;
- из них ≈ 10 000 – абсолютно уникальные.
Лучшая цена без колебаний – от 4 рублей за гиб
Мы более 7 лет удерживаем стабильно низкие цены на оказываемые услуги металлообработки. Для этого мы обновили свой парк оборудования высокоскоростными станками, внедрили в операции гибки новые технологии и оптимизировали производственный процесс. ООО «ПРОМЭКС» – крупнейший потребитель инструментов для листогибочных станков в годовом исчислении. Ежедневно мы совершенствуемся и создаем все более привлекательные условия сотрудничества.
Факторы, влияющие на сроки и стоимость гибки листового металла:
- Толщина листа. Для гибки толстых листов нужно больше усилий. При обработке толстолистового металла замедляется опускание балки станка и возрастает общее время операции.
- Длина гиба. От этого фактора зависит число применяемых гибочных инструментов. С увеличением длины гиба возрастает износ инструментов, что неизбежно влияет и на стоимость услуги.
- Масса детали - влияет на время металлообработки.
| Толщина от, мм | Толщина до, мм | Длина от 0 мм | Длина от 501 мм | Длина от 1001 мм | Длина от 2001 мм | Длина от 2701 мм | Длина от 3201 мм |
|---|---|---|---|---|---|---|---|
| 0 | 2,5 | 4,00 | 5,00 | 7,00 | 10,00 | 20,00 | 40,00 |
| 2,51 | 5 | 6,00 | 9,00 | 12,00 | 15,00 | 30,00 | 80,00 |
| 5,01 | 9 | 10,00 | 15,00 | 20,00 | 25,00 | 40,00 | 120,00 |
| 9,01 | 12 | 15,00 | 20,00 | 30,00 | 40,00 | 60,00 | 150,00 |
| 12,01 | 16 | 30,00 | 50,00 | 70,00 | 90,00 | 300,00 | |
| 16,01 | 20 | 50,00 | 100,00 | 300,00 | 500,00 | ||
| Наши цены НЕ зависят от марки материала. | |||||||
Добавочная стоимость на гибку - зависимость цены от массы детали.
| Масса от, кг | Масса до, кг | Цена, руб |
|---|---|---|
| 17 | 20 | 30,00 |
| 20 | 40 | 90,00 |
| 40 | 60 | 120,00 |
| 60 | 80 | 180,00 |
| 80 | 100 | 300,00 |
| 100 | 120 | 600,00 |
| 120 | 140 | 1200,00 |
| 140 | 160 | 1400,00 |
| 160 | 200 | 4000,00 |
Как сделать заказ
Мы выполняем холодную гибку металла. Она делится на 2 типа:
Свободная (V-образная) гибка
Этот вариант – самый популярный. Выполняется с помощью универсального инструмента: матрица обычно размещается в нижней части пресса, а пуансон фиксируется на балке. Именно пуансон оказывает давление на обрабатываемый лист металла и в тандеме с матрицей выполняет заданные гибы. При сгибании металла пуансон размещается во внутренней области угла гиба, а с внешней стороны находится матрица.
Метод свободной гибки мы применяем для металлических листов толщиной 0,5–16 мм, но точный диапазон толщин зависит от марки металла.
Доступные для этой технологии углы гиба – от 28–30 0 до 170–178 0 . Возможно получение и меньших углов, если дополнительно оснастить матрицу инструментом для плющения. Это позволяет дожать угол гиба до величин менее 28 0 . Плющению подлежит листовой металл толщиной 0,5–2,5 мм.
При мелкосерийном производстве выгодно применять свободную гибку, поэтому наши конструкторы отдают ей предпочтение при расчете заказов. Благодаря такому подходу мы устанавливаем на гибку листового металла привлекательные цены, одни из самых низких в стране.
Калибровка (штамп)
Способ калибровки менее востребован из-за более высокой стоимости услуги. Она обусловлена применением особого штампующего инструмента. Специально для выполнения конкретной операции гибки производятся отдельные матрица и пуансон. Изготовление специальной оснастки ощутимо отражается на цене изделий. Поэтому по технологии калибровки рационально производить средние и крупные серии продукции.
Преимущества этого метода:
- Возможность выполнения на 1 пресс совокупности гибов, в т. ч. получение Z-гиба с малым плечом (4–5 мм).
- Применимость на узкой области заготовки. К примеру, если нужно изготовить швеллер 30х10х30 мм, свободная гибка задачу не решит.
- Точность. Калибровка позволяет получать высокоточные детали из листового металла.
Гибка металла любой сложности
Тонкости технологии
Металлы для гибки
- Черные металлы. Повсеместно их широко используют для изготовления гибочных деталей. Причина такой популярности – в минимальной стоимости получаемой продукции. Преимущественно для гибки применяются стали низко- и среднеуглеродистых марок.
- Оцинковка. Отличается от черных металлов наличием цинкового покрытия. Нанесенный слой цинка выполняет защитно-декоративные свойства. Он оберегает материал от коррозии и придает ему привлекательный вид, позволяя обойтись без покраски.
- Нержавейка (стальные сплавы с содержанием никеля) Многие ее марки допускают гибку. Станки «ПРОМЭКС» позволяют обрабатывать листы этих марок в диапазоне толщин 0,5–12 мм. По сравнению с обработкой черных металлов, для сгибания никельсодержащих сплавов нужно прикладывать больше усилий. Поэтому есть ограничения по обработке длинных заготовок.
- Сплавы алюминия. Они сложны и требовательны в обработке, но огромный опыт наших специалистов позволяет успешно гнуть алюминиевые листы. При их обработке применяются матрицы с широкими ручьями, чтобы не допустить разрывов материала в области сгиба. Уделяется внимание и другим нюансам, включая возраст материала: чем он старше, тем сложнее гнется.
- Медь. Мы используем для гибки медь 6 видов, толщиной 0,4–10 мм.
- Латунь. Гнем листы некоторых марок, в диапазоне 0,5–10 мм.
- Титан. Преимущественно сгибаем тонкие листы, в пределах 0,5–3 мм.
«Правило 8» или формула идеальной гибки
Чтобы избежать дефектов в области сгиба, матрицу нужно брать в 8 раз толще, чем сама заготовка. Так, для листа толщиной 1 мм берем V8, для листа 1,5 мм нужна матрица V12 и т.д. При неправильном выборе матрицы, особенно при обработке цветмета, в области сгиба появляются микротрещины и разрывы.
Для некоторых материалов холодная гибка категорически не подходит. В их числе углеродистые стали 40 и 45, класс инструментальных сталей, латунь ЛС5-1, алюминиевые сплавы Д16, Д16БТ, АМг5 и АМг6.
Расположение волокон в цветных металлах
Этот фактор имеет значение при обработке медных, латунных, алюминиевых и титановых заготовок. Раскрой таких материалов нужно производить с учетом правильного направления волокон в листе. Линии будущих сгибов рекомендуется размещать перпендикулярно волокнам. Иначе возрастает риск порыва заготовок в процессе гибки.
Читайте также: