Жидкость для полировки металла
Обновлено: 28.04.2024
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.

Виды работ
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Недостатки традиционных способов
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.

Полировка нержавейки войлочным полировочным диском
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии. Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна. Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
Химическое полирование
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.

Электромеханический метод
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры. Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты. Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависит от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Электролитно-плазменный способ
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%. При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд. Подобные показатели определяют высокую производительность этого способа полировки металла.
Электрохимическая полировка стали
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока. Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий. В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.

Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм 2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения. Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки. Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей. В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.

Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
Если деталь имеет множество больших дефектов, то перед началом электрохимической полировки она подвергается механической обработке при помощи шлифовальной машины с вращающимися кругами.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия.
Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.
Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.


Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Область применения
Технологию электрохимического полирования активно применяют в промышленности: для обработки деталей арматуры, элементов карбюратора (клапанов для подачи топлива, выполненных из нержавейки), тонких лент, проволок и трубных механизмов. В результате полирования поверхность этих деталей приобретает устойчивость к коррозии и становится более гладкой.
Электрохимическое полирование алюминия и нержавеющей стали применяется в отраслях по производству строительных приспособлений, сверл и крепежных механизмов.
В нынешнее время эта технология активно используется для снятия дефектного слоя с режущих инструментов, использующихся для проделывания отверстий. Электрохимическое полирование вольфрама стало активно внедряться в производстве электронных ламп и электровакуумной техники.


Использование технологии электрохимической полировки практикуется при металлографических исследованиях для диагностики сталей. При помощи этой технологии выявляются трещины, флокены и иные несоответствия в структуре металлов. При обнаружении нарушений производится полировка, удаляющая самые тонкие деформации.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.

Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Небольшой гайд по полировке металлических изделий (в т.ч. дисков)

Всем привет! Давненько меня не слышно, но это и не удивительно — на 107ой я даже со двора не смогу выехать) А вот 206 собрат здорово выручает — показывает чудеса проходимости (ни разу не застрял, хотя опасения были).
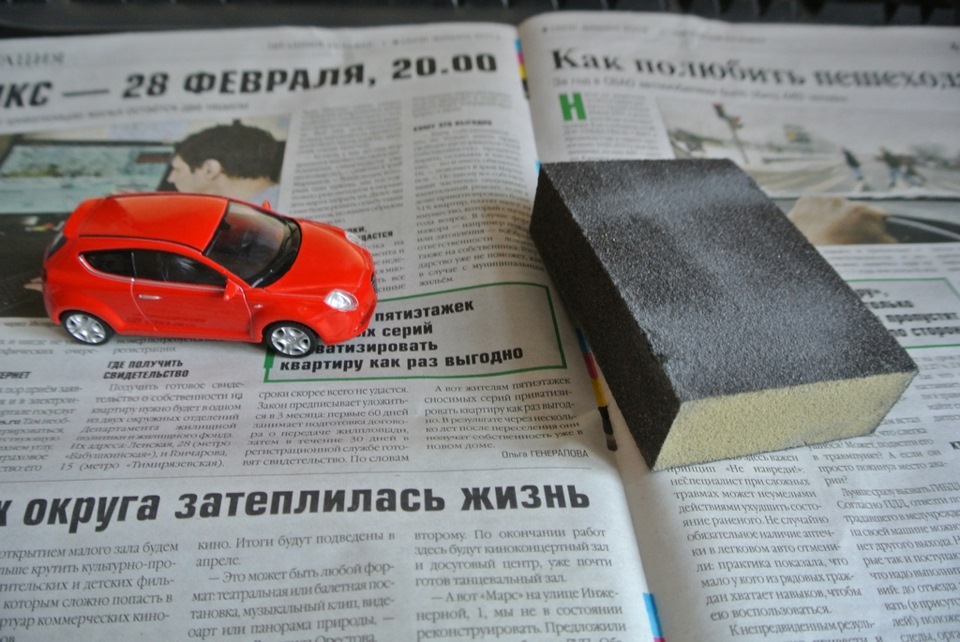
В этом эпизоде можно увидеть полировку крашенного металлического изделия, конкретно модели Alfa Romeo MiTo от Welly.
Что нам понадобится:
1) Предмет полировки (металлическое изделие)
2) Наждачка числом 180-250-320-400-500-800-1000-1500-2000 (тут список формируется по вашему желанию, если поверхность не крашенная, то можно взять с 400 сразу).
У меня не было 250 и 320. Было 120 в виде губки для грубой обработки, потом не менее грубая 180, дальше уже просто обработка поверхности от 400 и выше.
3) Полировальная салфетка
4) Полировальная паста для металлов Alu Magic ну или паста Гои (как в прошлый раз)
5) Малярный скотч, при необходимости
6) Газета, чтобы не мусорить)
7) Стакан воды
8) Влажные салфетки
Итак, берем газету, машину, наждачку:
Обклеиваем малярным скотчем по необходимости:

Начинаем ошкуривание 120-150 шкуркой (но это не обязательно, поверхность может быть изначально хорошей, например полка диска, которая помутнела). Не стесняемся, снимаем лишний материал поактивнее. Обрабатываем, пока полностью не устранятся серьезные косяки (не будет снята краска, не будут выравнены ямы).

2 фотографии обработки до 180 зерном.


Уже после 400 начинаем обработку металла до необходимой кондиции:

При ошкуривании не забывайте удалять металлическую стружку, а то потом могут появиться черные точки, которые будет сложно удалить на поздних этапах (придется возвращаться к началу). Можно иногда протирать влажными салфетками, дабы стереть и лишнюю пыль.
Ошкуривание 500 и 800 зерном:


На 1000 зерне берем стакан с водой и макаем в него наждачку:
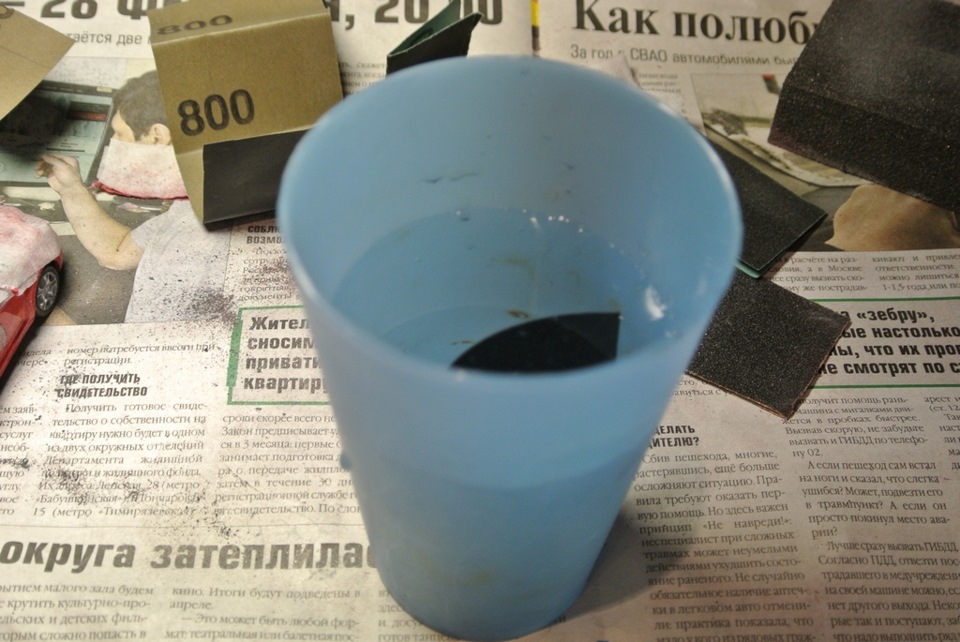
И начинаем влажное ошкуривание, которое дольше сохраняет абразивные свойства шкурки и не так сильно шкрябает по поверхности. Опять же, металлическая стружка не так сильно забивается.

После 1000 и 1500 (влажное):


Ну и после 2000 (пытался сфоткать некое отражение, которое есть, но не зеркальное):

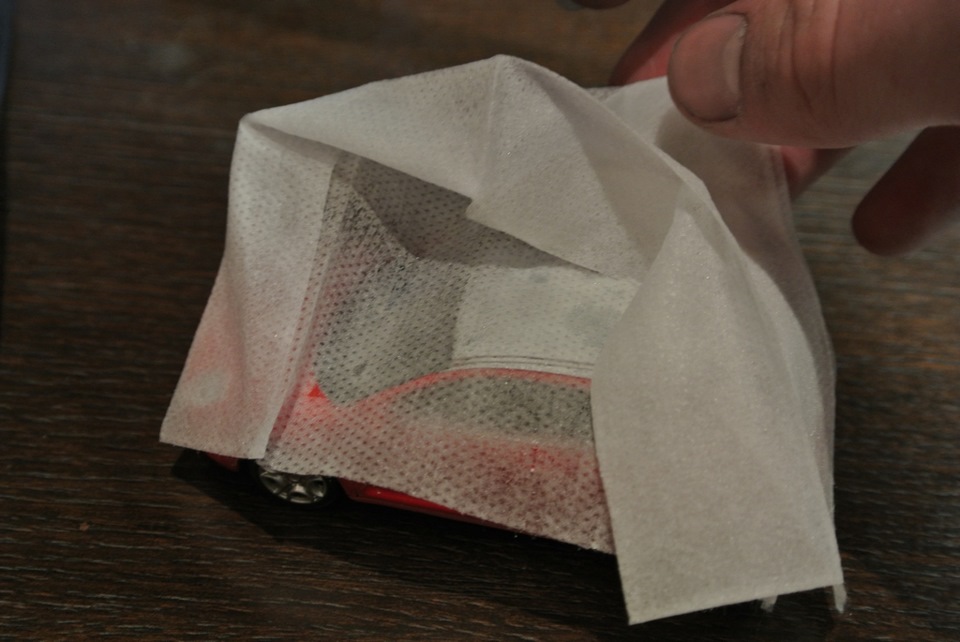
Процесс ошкуривания завершен, теперь необходимо убрать мусор, снять малярный скотч, вымыть и высушить предмет ошкуривания:

Берем полировальную салфетку и пасту Alu Magic. Достаточно 1-2 капель.


Втираем пасту в объект в течение 2-3 минут (плюс-минус):

Потом надо взять чистую тряпочку и растереть остатки пасты.
Для пущего эффекта я беру пасту ГОИ 2 и втираю. Как лучше втирать — можно прочитать по ссылке сверху.

При необходимости повторить работу с пастами.
После всех работ берем влажную салфетку и очищаем предмет. Может на нём и не видно пасты, но она там осталась. Так что будет нелишним.
Ну и на выходе получаем такие поделки:

Всем спасибо за внимание. Из ближайших новостей — в апреле будет установка кресел UNP, подвески Ksports (винтовой), установка BBS дисков на лето, а так же ремонт ангельских глаз (их у нас больше нет, качество подвело. Будем делать диодные!)
Полировка лакокрасочного покрытия автомобиля: все, о чем нужно знать и о том, чего делать не стоит! (в 3-х частях) Часть 2

Продолжим.
Рассмотрим два существующих способа полировки ЛКП:
— ручной (с помощью полировальной губки).


— механический (с помощью полировочной машинки). Тут выбор на любой вкус. Не рекомендуется начинающим любителям самостоятельной полировки. Первым делом стоит попробовать свои силы в ручной полировке.

Для механической полировки ЛКП требует:
1. Наличие ручной шлифовальной машинки (с регулируемыми оборотами от 700 до 3000).

2. Полировальный диск (под машинку).Выбор огромен.

3. Распылитель для воды (когда будет необходимость обрабатывать (удалять) царапины при помощи шкурки).

4. Абразивная шлифовальная шкурка (Р-2000, Р-2500).
Шкурку перед применением следует разрезать на небольшие куски, закруглить их края (острые углы не будут оставлять глубоких царапин). Ручную шлифовку начинайте с небольшого участка кузова, далее переходите от него в разные стороны.
Помните, что шкурка должна быть вымочена в воде (у меня она просто лежала в ведре с водой), а для неопытных «зашкуривателей» обязательно нужно использовать колодку.
Шкурку следует водить по ЛКП в одном или в двух перпендикулярных направлениях, добиваясь ровного матового цвета ЛКП.

Процесс движения шкурки обязательно сопровождается обильным поливом обрабатываемой поверхности водой с помощью распылителя. При отсутствии такового, воду можно лить прямо из бутылки или держать над местом работы сильно смоченную губку, постепенно выживая из нее воду, так, что бы место, где вы работаете шкуркой постоянно промывалось.
Процесс повторяют несколько раз, вытирая воду влажной и сухой тряпкой. После шкурки Р-2000 вторую шлифовку можно проводить шкуркой Р-2500. После этого на отшлифованный участок полируется при помощи пасты и шлифовальной машинки.
Вместо полировочной машинки можно применять электродрель со специальной насадкой, однако, помните, что для такой работы пригодны только дрели с регулируемыми оборотами (при больших оборотах Вы можете «спалить» ЛКП).
Ручную абразивную шлифовку (при помощи шкурки) можно заменить шлифовальной машинкой со специальным абразивным диском. Я такой вариант не рассматривал (руками лучше чувствуется, сколько еще нужно зачищать), без наличия опыта можно и переборщить.
5. Специальные салфетки или хлопковые тряпки (для промежуточных протираний).

6. Полировальные пасты и полироли. Выбор Ваш вкус.

Помните, что неправильный выбор зернистости пасты (размер зерен должен находиться в диапазоне 0,5 — 1 мкм.), оборотов вращения диска и прилагаемого Вами усилия (нажима) ЛКП можно стереть (пережечь) до металла.
7. Защитные очки и черновая одежда. Можно обойтись обычной старой одеждой.
ПОЛИРОВАЛЬНЫЕ ПАСТЫ И ПОЛИРОЛИ
Очевидно, что кроме технологии процесса полировки следует знать, чем же полировать авто. Освоив азы производственных процессов, нужно правильно выбрать полировочные пасты, защитные и восстановительные полироли.
Сегодняшнее многообразие товаров осложняет нам выбор достойного варианта по адекватной цене. Контрафактная продукция, некачественные материалы могут навредить ЛКП кузова, поэтому целесообразно ориентироваться на лидеров. В царстве полировки правят, конечно же, двое: 3М и Farecla (не на правах рекламы).
Помните, что для полировки стекол, пластиковых поверхностей и ЛКП кузова применяются разные средства.
Не буду вдаваться в подробности, а лишь скажу, что полировочные пасты для ЛКП принято разделять на:
— порошковые;
— гелевые.
Можно встретить классификацию на:
— безабразивные полироли – защищают ЛКП. Средства на основе воска или силикона легко наносятся, но они недолговечны. Лучше использовать полимерные полировальные пасты.
— мелкоабразивные пасты – придают отполированным поверхностям стильный зеркальный блеск, обладают незначительной абразивностью.
— крупноабразивные составы, которые скрывают границы, оставшиеся после, например, некачественной покраски авто переходом, эффективно убирают шагрени и разводки автоэмали, царапины и трещины лака.
Также встречается классификация паст на:
— восстановительные полировальные;
— защитные.
После обработки абразивами восстановительная полировальная паста заполняет микроцарапины и тем самым выравнивает поверхность автомобильной эмали. Ровная поверхность отражает световые лучи без преломлений, что и создает особый зеркальный блеск. Это, конечно же, красиво, но восстановительная полировка не защищает кузов от новых повреждений.
В этом случае нам приходят на помощь защитные полировки, которые предотвращают последующие мелкие повреждения эмали.
!Важно!
Перед тем как выбрать полировочную пасту для защитной полировки, внимательно читайте рекомендации к полировочной смеси (инструкцию), так как некоторые из них наносятся на автомобиль вручную, а другие требуют обязательного применения шлифовальной машинки.
В основе защитных полиролей лежат:
— силикон;
— искусственные и натуральные воски;
— древесные смолы;
— тефлон;
— керамика;
— «жидкое стекло».
Принцип действия защитных паст одинаков. Они создают на лакокрасочном покрытии тонкий слой, защищающий эмаль от ультрафиолета (краска меньше выгорает), отталкивающий воду, грязь, химические вещества.
К простым мягким защитным пастам относятся восковые составы, которые можно вручную нанести на кузов и растереть специальной салфеткой. Превентивную защиту автовладелец может нанести на кузов машины за час, но мягкая паста выдерживает только 2-3 контактные мойки.
Защитные пасты на основе тефлона более долговечны. Они выдерживают порядка 20-30 моек, но полировать машину нужно шлифмашинкой со сменными насадками. Технология полировки требует точной выдержки времени, зависящего от высыхания защитного состава.
У более дорогих нанокерамических защитных политур твердый наружный слой создают полимеризованные составы, содержащие мельчайшие кристаллы диоксида кремния, оксидов титана. Полимерный керамический слой заполняет неровности краски, затягивает микротрещины, предохраняет эмаль от шелушения. Защитные свойства нанокремики увеличиваются в зависимости от нанесенных слоев политуры (используют до десяти слоев). Профессиональные полировщики высоко оценивают политуры Ceramic Pro, NANO POLISH, CERAMIC PRO LIGHT, Restor FX (не на правах рекламы).
Составы под бытовым названием «жидкое стекло» содержат пластичные растворы диоксида кремния, силиката натрия, которые при затвердении заполняют микроповреждения и неровности эмали. Зеркальный слой кремниевых соединений, полученный из кварцевого песка, тверже автомобильных лакокрасочных покрытий, поэтому становится надежной и долговечной защитой краски. После окончания полировки машину нельзя мыть около двух недель, до полного затвердения защитного слоя.
Определить эффективность защитной полировки довольно просто. Если вылить на капот машины ковшик воды, жидкость соберется на поверхности крупными каплями.
Технологии и средства для полировки металла до блеска
Полировка металла: особенности подготовительного и основного процессов. Классы полировки металла по ГОСТ. Различные способы, средства и станки для полировки и шлифовки металла до зеркального блеска.

Полировка металла – это финишный этап изготовления изделий из металла и сплавов, который заключается в снятии максимально тонкого слоя материала с поверхности детали. Существует большое количество способов, с помощью которых можно отполировать до блеска изделие как дома, так и в условиях промышленного производства.
О них подробно рассказывается в данной статье.
Описание и свойства процесса полировки
ГОСТ 9.301-86 регламентирует требования к качеству обработки изделий из металла в результате полировочных работ. Нет особых указаний в отношении блеска поверхностей после шлифовки, однако после полировки должны исключаться различные дефекты, борозды, царапины, заусеницы, коррозии и прочее.
Одним словом, мероприятия по полировке призваны придать изделию привлекательный внешний вид и потребительские качества.
На производстве существует такое понятие, как «класс полировки». Происходит определение уровня шероховатости поверхности той или иной детали посредством специального оборудования (микроскопы и профилографы) вплоть до 1 микрометра (мкм, 1 мм = 1000 мкм). Если шлифовка металла осуществляется в домашних условиях, то глубина неровностей определяется на глаз.
Существуют 14 классов шероховатости, которые указываются в специальных чертежах в соответствии с ГОСТ 2789-59.
Классы полировки и требования к ним представлены в таблице ниже.
| Описание поверхности | Размер шероховатости (до мкм) | Класс полировки | Механический способ обработки |
|---|---|---|---|
| Следы обработки очень заметны | 320 | 1 | Строгание, заточка и фрезеровка |
| 160 | 2 | ||
| 80 | 3 | ||
| Следы обработки видны очень слабо | 40 | 4 | Обработка мягким абразивом, получистовая обработка |
| 20 | 5 | ||
| 10 | 6 | ||
| Следы обработки не видны вообще | 6,3 | 7 | Тонкое течение, шлифовка |
| 3,2 | 8 | ||
| 1,3 | 9 | ||
| Поверхность металлического изделия идеально гладкая и имеет характерный зеркальный блеск | 0,8 | 10 | Финишная полировка, мягкое полирование |
| 0,4 | 11 | ||
| 0,2 | 12 | ||
| 0,1 | 13 | ||
| 0,05 | 14 |
Подготовительные этапы

Промышленные предприятия, которые занимаются различными видами обработки металла, осуществляют проверку состояния поверхностей до начала шлифовки. До применения различных химических реагентов и полировальных станков деталь необходимо подготовить к дальнейшим этапам полировки, для этого воздействуют на изделие одним из механических способов:
- обработка детали сжатым воздухом совместно со специальными крупноабразивными элементами, которые удаляют с поверхности крупные наросты коррозии и ржавчины;
- зачистка поверхности изделия щетками с жесткой щетиной для удаления признаков окисления и шлама (пыль, образованная в результате чистки грубым абразивом);
- обезжиривание поверхностей от следов предыдущих средств полировки посредством обработки теплыми органическими растворителями;
- применение щелочных растворов для удаления остатков минеральных веществ с содержанием масла;
- электрохимическое обезжиривание (погружение изделия из металла в электролит).
Все эти способы чаще всего применяются в условиях промышленного производства. Дома для подготовки изделия из металла к полировке достаточно обработать поверхность наждачной бумагой различной жесткости.
Способы полировки металла
Для полировки металла до зеркального блеска в домашних условиях чаще всего применяют специальную пасту, например ГОИ или алмазную, популярную среди домашних мастеров, а также полировальный станок с абразивным кругом.
На предприятиях по обработке металла используются следующие виды полировки:
- механическая;
- химическая;
- электрохимическая;
- при помощи плазмы;
- лазерная;
- ультразвуковая.
Механический способ
Одним из самых эффективных способов самостоятельной полировки металла является обработка поверхности изделия полировочной машинкой.
Шлифовальный станок — незаменимый инструмент для качественной полировки металла до появления первоначального сияния. У машинки для полирования имеется так называемый абразивный круг, покрытие которого будет зависеть от характера работ и материала.
Сам процесс обработки металла с помощью шлифовальной машинки будет происходить следующим образом:
- Круги для полировки и участок металла, который необходимо обработать, смачиваются водой. Для обработки металла диск должен вращаться на скорости 1400 оборотов в минуту. Необходимо предусмотреть, что при такой скорости вращения брызги будут разлетаться на 1–1,5 метра, поэтому необходимо позаботиться о соответствующей защите лица и одежды.
- Обрабатываемая плоскость начнет нагреваться в результате трения, а вода будет испаряться. В результате такого взаимодействия будут удаляться неровности и шероховатости, образуя на основании абразивного круга засоры из металлических частиц и воды. Каждые несколько минут необходимо выключать станок и промывать диск под струей воды. Частички металла следует убирать не только с инструмента, но и с поверхности изделия.
- Для достижения зеркального блеска рекомендуется использовать войлочный материал. Такая насадка надевается на шлифовальный диск так, чтобы края выступали за границу круга на 1–1,5 см. Войлок и поверхность металлической детали необходимо смочить водой, после чего происходит финишная полировка металла.
Если в наличии нет специального станка, можно использовать такое средство для полировки, как наждачная бумага. Сперва необходимо обработать поверхность наждачкой крупного абразива, а затем более мягкого. После перехода с одной зернистости на другую можно приступать к финишному этапу обработки.
На завершающем этапе используют полироль. Для металлических изделий, как и для каменных поверхностей, отлично подходит алмазная паста, которая может вернуть поверхностям идеальную гладкость и зеркальный блеск. Тканью, на которую наносится полировочная паста, тщательно обрабатывается поверхность металлического изделия.
Химическое полирование металла
Химическое полирование является наиболее эффективным решением в отношении изделий из металла и сплавов, имеющих декоративную функцию.

Суть химического способа чистки металла заключается в том, что всю работу по восстановлению поверхности изделия выполняют специальные растворы из химических реагентов и кислот.
Раствор необходимо нагреть до определенной температуры, которая зависит от составляющих металлического сплава, после чего изделие из металла погружается в раствор на несколько минут. Между металлом и химическим раствором происходит реакция, в результате которой разрушается дефектный слой изделия.
Для того чтобы погрузить деталь в раствор, используются специальные держатели. Нет необходимости применять ручной труд, а обработка металла происходит равномерно по всей поверхности.
Однако у данного способа есть недостаток: после процедуры поверхность изделия скорее матовая, нежели блестящая. Кроме того, данный метод требует соблюдения ряда правил безопасности.
Электрохимическая полировка металла
Электрохимическая полировка металла на первый взгляд проходит так же, как и химическая. Деталь нужно опустить на дно резервуара с раствором, но при этом необходимо обеспечить прохождение электрического тока через изделие.
Ток ускоряет процесс разрушения оксидного слоя даже в еле заметных углублениях на поверхности металла.
В результате изделие приобретает идеальную гладкость. Данный способ отлично подойдет тем, кто ищет ответ на вопрос, как отполировать металл до зеркального блеска.
Недостатком данного метода являются большие затраты электроэнергии и необходимость регулярной замены химического раствора.
Полировка при помощи плазмы
Полировка металла при помощи плазмы схожа с электрохимическим способом чистки: изделие также погружается в химический раствор с последующим проведением через него электрического разряда.
Однако электролитно-плазменный способ подразумевает использование не смеси химических реагентов и кислот, а безвредного раствора, получаемого из солей аммония.
Результатом электроплазменной полировки будут не только зеркальный блеск и идеальная гладкость, но и дополнительная защита от образования коррозии.
Лазерная полировка металла
Процесс полировки металла посредством лазерной установки исключает необходимость применения различных полиролей, растворителей и абразивных частиц.
Лазерное устройство воздействует на поверхность металлических изделий путем подачи импульсов света. Энергия, соприкасаясь с металлом, преобразуется в плазму, ее частицы распадаются, что приводит к появлению ударной волны.
Импульс света не имеет достаточной длины, чтобы повредить изделие, однако расщепляет поврежденные частицы металла.
Ввиду этой особенности лазерного луча, если изделие требует глубокой чистки, на один и тот же участок поверхности металла придется воздействовать несколько раз.
Лазерная установка, выполненная из стали, имеет такую особенность, как самоограничение. Устройство само снижает интенсивность воздействия и мощность луча, как только лазер доберется до слоя металла который не нуждается в полировке.
Ультразвуковая полировка металла
Полировка металла ультразвуком является одним из видов обработки различных поверхностей путем дробления, то есть разрушение дефектного слоя поверхности осуществляется после оказания нагрузки на материал.
Колебания ультразвуковой волны образуют сколы и трещины, в результате чего верхний слой металла отходит сам собой, как яичная скорлупа.
Данный способ выручает в том случае, если материал не является проводником электрического тока и не может выступить в качестве анода при электрохимической чистке. Он также отлично подходит для шлифовки тонких и хрупких изделий, включая драгоценные камни и металлы.
Технология ультразвуковой обработки металла выглядит следующим образом:
- В специальный рабочий сектор устройства помещается состав из абразивных элементов.
- Аппарат располагается в непосредственной близости от обрабатываемой поверхности.
- Вибрирующее устройство заставляет абразивные элементы колебаться, затрагивая при этом верхний слой изделия.
- Дефектный слой под воздействием колебаний трескается и разрушается.
В качестве абразивных элементов могут выступать кремниевые или боровые частицы на карбидной основе, а вибрирующим фактором – подача пресной воды.
Если у вас есть опыт полировки металла с помощью промышленных и подручных способов, поделитесь им в комментариях.
Читайте также: