3d печать нержавеющая сталь
Обновлено: 18.05.2024
От качества металлического порошка для 3D печать зависят физические свойства будущей детали, ее качество и успешность всего процесса выращивания. Основные сплавы, применяемые для 3D печати металлом:
Реже для 3Д печати металлом применяются сплавы драгоценных металлов или высокопрочные и специальные сплавы на основе:
Особенности материалов для 3Д печати металлом
Порошки металлов для 3D печати должны обладать следующими характеристикам идля получения оптимальных результатов:
Иметь стабильный фракционный состав.
Иметь сферическую форму частиц
Обладать высокой чистотой сплава
Фракционный состав порошков для 3D печати металлом
Для обеспечения стабильного процесса спекания порошки для 3D печати должны иметь стабильный фракционный состав в заданном допуске. Размер частиц используемых порошков зависит от толщины слоя, используемого материала, мощности и размера фокуса лазера. Размер частиц влияет на внешний вид детали, максимальную детализацию и скорость выращивания.
25-45 мкм - это наиболее часто встречающийся размерный ряд порошков для 3D печати, он позволяет достичь оптимальной детализации и скорости печати
10-25 мкм - порошки металлов такой фракции применяются при использовании тугоплавких сплавов и ювелирных деталей для получения большей детализации.
30-70 мкм - применяется для достижения большей скорости печати на большой толщине слоя. Эти порошки, как правило, требуют большей мощности лазерного излучения.
Сферические порошки для 3D печати металлом
Форма частиц порошка оказывает большое влияние на качество получаемых изделий методом 3D печати металлом. От формы зависит поведение порошка при нанесении слоя, склонность к слеживанию и образованию комков и насыпная плотность порошка. Сферические порошки обладают высокой текучестью.
Только сферические порошки позволяют нанести идеально равномерный и ровный слой. При наличии изменений в форме частиц возможно появление полос и рытвин в слоях. В случае слеживания порошка возможно образование комочков, которые могут привести к выступам на спеченной детали. Такие выступы могут повредить ракель или образовать пору в детали значительного размера.
Сферичность порошков для 3D печати металлом влияет на насыпную плотность. Насыпная плотность сферического порошка для 3D печати нержавеющей сталью должна быть не меньше 4.5г/см³. Учитывая плотность готовой детали 7.9г/см³, получается что порошок уменьшается в объеме более чем в 1.5 раза. Таким образом для уменьшения остаточной пористости детали при 3D печати металлом важно использовать только сферические порошки металлов. Помимо образования пористости, при плохой насыпной плотности порошка для 3D печати металлом в промежутках между частицами порошка может сохраняться кислород, что приведет к нарушению инертности атмосферы при 3D печати. При превышении уровня остаточного кислорода более 0.5% процесс селективного сплавления может стать не стабильным с образованием окислов.
3D печать нержавеющей сталью
Нержавеющая сталь это один из наиболее используемых материалов для 3D печати металлом. Несмотря, что нержавеющая сталь известна плохой в обработке классическими методами материал это один из лучших материалов для 3D печати.
Нержавеющая сталь не окисляется, и значит не страдает от влажности. Для 3D печати металлом используют очень мелкие порошгки металлов, а это значит, что площадь поверхности сравнительно с объемом очень высока. Что в свою очередь, говорит о высокой скорости реакции между материалом и атмосферой. И незначительное содержание влаги в воздухе может привести к ржавению оычного стального порошка, но не порошков нержавеющей стали для 3D печати.

Если рассмотреть другие материалы для 3D печати, такие как алюминий или титан, то они в форме микро порошков становятся горючими или даже взрывоопасными. А нержавеющая сталь остается сравнительно безопасным материалом для 3D печати металлом.
Также качество поверхности детали при 3D печати нержавеющей сталью обычно получается лучше в сравнении с другими материалами.
Выбор порошков для 3D печати металлом
Выбор порошка нержавеющей стали для 3D печати надо начинать с требований по составу сплава указанными для конкретной детали. Второй шаг это найти производителя порошков из этого сплава. В продаже есть множество различных сплавов нержавеющей стали в порошках для 3D печати, но только немногие из них есть на складах производителей и чтобы получить порошок по доступной цене и в разумные сроки лучше выбрать сплав из тех, которые широко используются в 3D печати металлом.
Металлический порошок для 3D печати это не просто металлическая пыль. Для того, чтобы получать хоршие результаты в 3D печати металлом порошок должен иметь определенный гранулометрический состав и иметь частицы строго сферической формы.

Почему форма частиц так важна при 3D печати металлом? Сферические порошки имеют наилучшую текучесть, которая в свою очередь влияет на равномерность нанесения слоев. Учитывая типичную толщину слоя в 20-50мкм плоскость слоя может быть разрушена любой не сферической или внеразмерной частичкой.
Вторая причина это то, что сферические порошки имеют наибольшую насыпную плотность. Если расмотреть плотность порошка нержавеющей стали для 3D печати, то она будет в 1.5 раза меньше, чем у цельной детали (~4.5г/см³ для сферических порошков и ~7.7г/см³ для цельной детали из стали). Это означает, что порошок сжимается до 60% от своего начального объема в процессе 3D печати нержавеющей сталью. Таким образом если вы хотите получать плотные детали лишенные пористости вы должны выбирать только строго сферические порошки нержавеющей стали для 3D печати.
Примеры 3D печати нержавеющей сталью
Здесь вы можете увидеть некоторые из образцов выполненых методом 3D печати из нержавеющей стали, которые были произведены в нашем Центре Аддитивных Технологий (ЦАТ) в Санкт-Петербурге.
Обычно говоря о 3D печати металлом люди думают только о деталях для космической или авиационной отрасли. Но 3D печать нержавеющей сталью сегодня можно встретить в совершенно разных отраслях. Основываясь на нашем собственном опыте мы можем выделить следующие примеры:
3D печать корпуса для часов из нержавеющей стали 316L
Экранирующие заглушки для портов компьютера выполненные методом 3D печати из нержавеющей стали 316L
Заглушки на патрубки турбокомпрессора автомобиля напечатанные из нержавеющей стали 316L и 15-5PH
3D печать из нержавеющей стали специальных переходных втулок
3D печать клейм для штамповки кожаных изделий из нержавеющей стали
Корпус для электронных компонентов выполненный 3D 3D печатью из нержавеющей стали PH1
Каждый из наших 3D принтеров содержит как минимум 10 деталей напечатанных из нержавеющей стали.Even
Множество декоративных изделий выполненных методом 3D печати из нержавеющей стали 316L

Заказать 3D печать нержавеющая сталь
Вы можете заказать 3D печать нержавеющей сталью в нашем Центре Аддитивных Технологий (ЦАТ).
Мини-обзор Aurora Labs S-Titanium Pro, металлического 3D-принтера

Требования к месту установки:
— Пространство: 300х300х300 см
— Вес (прибл.): 200 кг
— Вес с упаковкой: 350 кг
— Хорошая вентилируемость: циркуляция воздуха со скоростью не менее 7 объемов помещения в час

О принтере
Принтер печатает по технологиям DMLM (Direct Metal Laser Melting) и DMLS (Direct Metal Laser Sintering), то есть, как прямого лазерного сплавления, так и прямого лазерного спекания металла.

Эта особенность позволяет одному устройству работать с такими разными материалами, как нержавеющие стали, кобальт-хромовые и алюминий-кремний-марганцевые сплавы, бронза, титан и его сплавы, Инконель, железо и никель-кремний-бор.
Материалы
Нержавеющие стали:
Stainless Steel 304, 309, 316L

Используются в производстве широкого ассортимента деталей, основное требование к которым — стойкость к коррозии. Применяются буквально везде, от строительства и систем кондиционирования, до посуды и бижутерии.
Кобальт-хром:
CoCr ALEXIUM 21PM
и CoCr ALEXIUM 21PM Low C (малоуглеродный)

Кобальт-хромовые сплавы механически прочны и устойчивы к воздействию кислых и щелочных сред, потому используются для изготовления стоматологических коронок.
Алюминий-кремний-марганцевые сплавы:
AlSi7Mg и AlSi10Mg

Прочные конструкционные сплавы. Используются, в частности, в производстве колесных дисков, что красноречиво говорит об их механических свойствах.
Бронза:
Bronze LSM Brz10

Бронза — древнейший известный человеку сплав: как минимум, 4000 лет до н.э. Используется повсеместно: от сантехники и ювелирки, до изготовления всевозможных статуэток и памятников, от гитарных струн и мебельной фурнитуры, до судостроительной и авиационной промышленности, от шайб и дверных ручек, до медалей спортсменов-олимпийцев.
Титан и его сплавы:

Чистый (CP — commercially pure) титан и его сплавы, благодаря высокой прочности и малому весу, относятся к самым востребованным конструкционным материалам. Титан приблизительно равен по прочности стали, при почти вдвое меньшем весе. Применяется везде, где это оправдано экономически, так как материал недешевый. Широко используется при строительстве судов, авиатехники и космических аппаратов. Из сплавов титана делают элементы альпинистского снаряжения, легкого и выдерживающего большие нагрузки.
Инконель:

Инконель — аустенитный никель-хромовый сплав, обладающий жаропрочностью и повышенной кислотостойкостью, по сочетанию которых превосходит инструментальные стали. При нагревании образует на поверхности тонкую и прочную окисную пленку, выполняющую защитные функции. Инконель 718 обладает хорошей свариваемостью, что свойственно не всему семейству инконелей. Обрабатывается медленным глубоким резанием твердосплавным инструментом, что затрудняет его обработку традиционными, не аддитивными методами.
Железо:

В относительно чистом виде (не более 0,8% примесей) железо используется в электротехнике, для изготовления компонентов аккумуляторов и трансформаторов. Широко используется как недорогой материал в случаях, когда нет необходимости в длительном противостоянии коррозии, так как дешево, но легко реагирует с кислородом и влагой. Может применяться для изготовления декоративных изделий, при условии обязательной покраски или анодирования.
Силицид никеля с добавлением бора

Силицид никеля входит в состав жаропрочных никелевых сплавов, сплавы с включением бора также обладают повышенной твердостью. Добавление этого порошка в смесь для 3D-печати увеличит твердость и жаропрочность конечного изделия.
Примеры принтов
Тестовые детали были напечатаны на принтере Aurora Labs.
Выводы
Так как принтер работает в двух режимах, DMLS и DMLM, и может печатать широким ассортиментов металлических порошков, он представляется наилучшим решением для технических образовательных учреждений и конструкторских бюро.

Цена и где купить
Aurora Labs S-Titanium Pro в США стоит от 55 000 долларов.
Это лучший 3D-принтер для печати металлами в своем ценовом сегменте.
Ищете 3D-принтеры и другое оборудование для КБ, производства, института или колледжа? Пишите нам, сотрудники Top 3D Shop помогут выбрать оборудование для решения любых профильных задач.
3D-принтеры по металлу, технологии и стоимость

В этом подробном гиде мы рассмотрим основные принципы технологий 3D-печати металлами, расскажем о разнице между ними и приведем примеры применения. Прочитав эту статью, вы узнаете об их преимуществах и ограничениях. Читайте статью и смотрите видео о 3D-печати металлами.
Содержание
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Тем, кто начинает работать с 3D-принтерами, печатающими металлами, нужно ознакомиться с кратким пособием, чтобы избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла. Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM.
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Как работает 3D-печать металлами
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
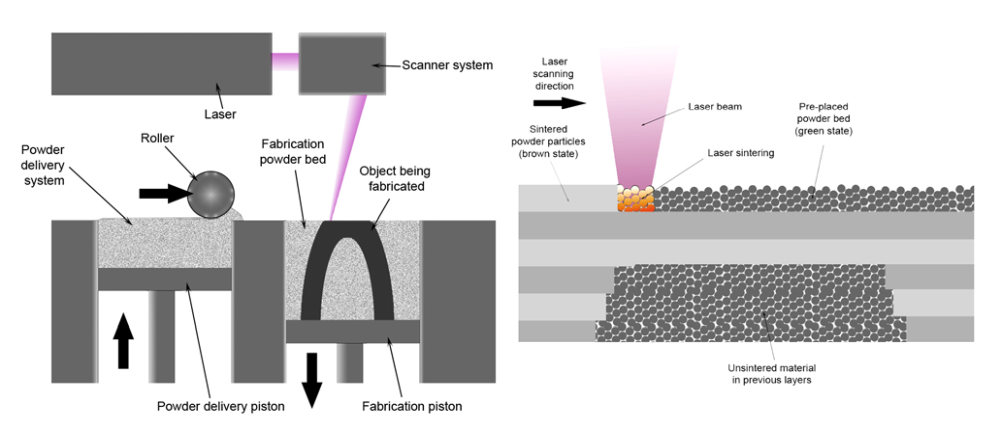
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
Схема принтера SLM / DMLS:
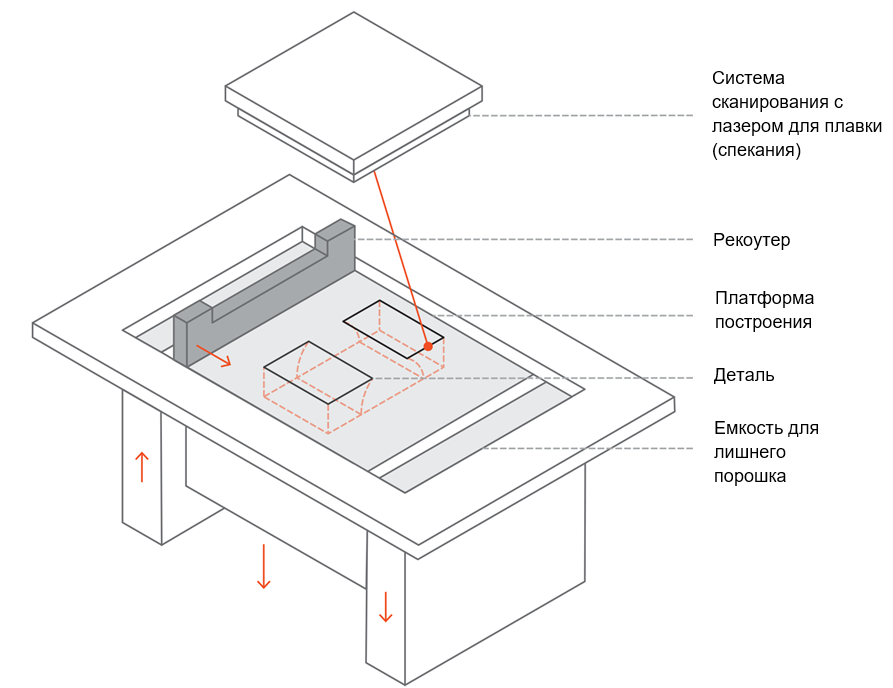
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати.
В отходы идут, в основном, поддержки.
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Адгезия между слоями
Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
Обзор 3D-печати металлами: технологии и 3D-принтеры

Всем привет! С вами Top 3D Shop и в этом обзоре мы рассказываем о 3D-печати металлами: основных технологиях и 3D-принтерах, возможностях и применении.
Содержание
Видео
«3D-принтер, который печатает металлом» — еще лет двадцать назад такое словосочетание сочли бы за выдумку писателя-фантаста. Сегодня аддитивное производство изделий из металлических порошков внедряют Audi и Porsche, SpaceX и NASA.
SLM и DMLS

Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) — два наиболее распространенных процесса аддитивного производства с использованием металлических порошков.

В число менее распространенных технологий 3D-печати металлами входят: наплавление лазером или мощным электронным лучом, а также послойное нанесение связующего материала.

Различия между SLM и DMLS сводятся к методу связывания частиц: в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.

SLM-принтер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье.

Важный момент: изготовленные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Процессы изготовления

Процессы изготовления деталей по технологиям SLM и DMLS очень схожи. Камеру построения сначала заполняют инертным газом, а затем нагревают.

Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы.

По окончании формирования слоя платформа построения опускается на толщину слоя. Наносится следующий слой порошка.

Процесс повторяется до завершения всей детали. Детали прикрепляются к платформе построения при печати с помощью поддержек, которые строятся с использованием того же материала, что и деталь. Их необходимо использовать, во избежание деформации и искажений, которые могут возникнуть из-за высоких температур.

По окончании печати камера построения остывает до комнатной температуры, неизрасходованный порошок удаляется, затем убирают поддержки. Деталь отделяется от платформы и готова к последующей обработке.
Постобработка

Для улучшения механических свойств, точности и внешнего вида готовых деталей используются различные методы. Обязательные этапы обработки включают удаление остатков порошка и поддержек. Для снятия остаточных напряжений и улучшения механических свойств детали обычно используется термический обжиг.

В зависимости от назначения той или иной детали, также применяются: обработка давлением, металлизация, механобработка и полировка на станках с ЧПУ или вручную.

Расходные материалы для SLM и DMLS

SLM и DMLS-принтеры работают с порошками самых разных металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальт-хром и никель-хром. Эти материалы охватывают потребности большинства отраслей промышленности, от аэрокосмической до медицинской.

Драгоценные металлы, такие как золото, платина, палладий и серебро также могут быть использованы, но их применение ограничено, в основном, изготовлением ювелирных изделий.
Читайте также: