440 сталь как точить
Обновлено: 26.04.2024
подскажите поялуста режим закалки 440С . пробовал я лезвие закалить. вот хамон появился а лезвие оскалось мягким 😞 напильник его деретЯ так понимаю что как один кузнец подсказал .. греть до красна до стадии не магнитится не правильная била подсказка.. поктаынеы мере не для 440С
Это пятничный стеб?
какой "красна", практически желтый должен быть
Про "докрасна, пока не перестанет магнититься" кузнец подсказал правильно, но только про другую сталь 😊 😊 😊 Малолегированную углеродку, например, типа 1095.
производителя стали незнаю . узнать его данние немогу 😞
так кто подскажет ? как сильно нагревать? всеравно надо нож закончить пока не зделаю правельно нехочу собирать.
Желтое свечение(1800-1900F), выдержка 30-40 минут, закалка в подогретое масло или на воздухе. Отпуск 300-400F минимум несколько часов.
Я закаливал, нагревая в квадратной трубе, засыпаной муллитом(огнеупор)с графитом. Но после таких мучений просто стал посылать на профессиональную термичку.
Дмитрий .М
Я закаливал, нагревая в квадратной трубе, засыпаной муллитом(огнеупор)с графитом. Но после таких мучений просто стал посылать на профессиональную термичку.
понятно. надо наыти пермические сервисы у себя в городе.
ОООООО спасибо позвоню в понидельник
17 $ за закалку лезвия 😞 + пересилка в обе сторони
нашел в интернетах:
Отжиг - полный отжиг - 850-900С, охлаждать медленно в печи путем снижения температуры до 600С, затем охлажденным воздухом. Затухающий отжиг - 735-785С и медленное охлаждение в печи.
Закалка - нагрев до 1010-1065С с последующим гашением теплым маслом или воздухом.
Немедленный отпуск при 150-370С используется для получения широкого ряда разновидностей величин твердости и механических свойств.
Отпуск в пределах температур 425-565С следует избегать из-за снижения ударопрочности и коррозионной стойкости. Отпуск в пределах температур 590-675С приводит к снижению твердости (становится поддающейся механической обработке) и достижению высокой ударопрочности.
Forex
нашел в интернетах:Закалка - нагрев до 1010-1065С с последующим гашением теплым маслом или воздухом.
Ага. Всезнающий Интернет забыл написать, что сталь нужно ВЫДЕРЖАТЬ 30-40 минут при этих температурах.
yavredny - ну так потому и деньгу берут, что делают по уму на хорошем оборудовании. Поверь, результат того стоит. Есть еще Петерс, у него на пару баксов дешевле. Говорят неплохо. Но я не имел с ними дела, рекомендовать не могу.
Это большая выдержка, для крупных деталей. Для клинков, имхо, подойдет 1,5 минуты/мм сечения.
Проверял, 10 минут на клин мало как ни крути. Недобирает твердости.
Выдержку как считали? С момента загрузки заготовки в печь, с момента выхода печи на нужную температуру после загрузки?
Еще немаловажный момент - размер камеры, мощность печи, габариты заготовки. Если камера крупная и печь маломощная, то ей нужно больше времени выровнять температуру после загрузки, соответственно, заготовка будет греться дольше до той температуры, от кот. начинаем считать выдержку.
У меня камера 140х140х400, загружаю за раз 3 полосы, весь цикл выравнивания темп. и выдержки занимает 15,5 минут.
Анзар, спорить не буду. Делаете так - на здоровье.
Да мы не спорим, истину ищем. Выдержке нужно бы целую тему посвятить в Мастерской, потому, что от нее зависит не только твердость, но и величина обезугл. слоя. Интуитивно предполагаю, что для каждой группы выдержка должна быть своя.
При большой выдержке увеличивается толщина обезугл. слоя. У отожженной 95Х18 по старому ГОСТу он равен 0,3мм. Мы как-то отдавали на спектрограф образей полосы, соответствующий углерод нашли только сошлифовав 0,6-0,7мм на сторону. Для крупной детали ничего страшного, для клинка, сведенного в 1мм чревато. все имхо.
anzar
Да мы не спорим, истину ищем. Выдержке нужно бы целую тему посвятить в Мастерской, потому, что от нее зависит не только твердость, но и величина обезугл. слоя. Интуитивно предполагаю, что для каждой группы выдержка должна быть своя.При большой выдержке увеличивается толщина обезугл. слоя. У отожженной 95Х18 по старому ГОСТу он равен 0,3мм. Мы как-то отдавали на спектрограф образей полосы, соответствующий углерод нашли только сошлифовав 0,6-0,7мм на сторону. Для крупной детали ничего страшного, для клинка, сведенного в 1мм чревато. все имхо.
Другими словами говоря, при создании ножа нужно учитывать величину обезугливающего слоя, при закалке? Делать нож, по габаритам, прибавляя эту величину (x,y,z)? А потом, сошлифовывать этот обезугливающийся слой до нужных размеров ножа?
наелся я этих слоёв. теперь либо обмазка,либо в трубе с смесью угля и золы,и держать можно по 40 минут без последствий. 😊
Один я заметил, что клинок около метра в длинну без хвостовика. 😀Зачем же так глумиться над народом. боты выдают. 😛
Сань это фотография 😀 фокус на ботинки а клин в руке за хвостовик держит.
Меня другое убило - волна видиш ли получилась с использованием магнита 😀
подскажите поялуста режим закалки 440С . пробовал я лезвие закалить. вот хамон появился а лезвие оскалось мягким напильник его дерет
Я так понимаю что как один кузнец подсказал .. греть до красна до стадии не магнитится не правильная била подсказка.. поктаынеы мере не для 440С
в книгах по ТО сталей пишут по разному, среднюю для себя вывел в 1 мин/мм, но опять-же в книгах пишут что скорость нагрева зависит не только от размера заготовки но и от состава стали.
может разъяснять термисты на пальцах что к чему 😛
Давно пора создать тему по закалке буржуйских сталей.
И собрать вместе все советы.
С уважением.
Думаю, что обезугл. слой он образуется в электропечах без защитной атмосферы. С защитой его можно не учитывать, он или маленький,или отсутствует.
Как и чем затачивать ножи
К нам часто обращаются за советом: покупатели спрашивают, чем и как затачивать купленные у нас ножи. Попробуем вкратце ответить на самые частые вопросы.
Для начала стоит определиться с типом материала ножей. Если это сталь, то возможны варианты, а если керамика, то подойдет только алмазный инструмент. Поскольку керамические ножи начали терять свою популярность (мода прошла), рассмотрим заточку ножей, сделанных из стали. А таких ножей у всех большинство.
Ножевые стали бывают разными. Обычно это стали нержавеющие, т.к. в быту они намного практичней ножей из углеродистых ржавеющих сталей (исключение составляют только резцы по дереву и прочие ремесленные ножи). И тут для нас самой важной характеристикой становится твердость.
Твердость измеряется обычно по методу Роквелла и по шкале C (HRC – расшифровывается как Hardness Rockwell Coefficients). Обычная твердость металлов составляет от 20 до 67 HRC, где 20 единиц – примерная твердость консервной банки, а 67 единиц - это твердость слесарного напильника. У ножей твердость режущей кромки, как правило, колеблется в диапазоне от 50 до 62 HRC. «Золотой серединой» тут является, по нашему мнению, твердость около 58 единиц.
Наши с вами обычные кухонные и другие ножи условно можно разделить на три группы:
Ножи из очень дешевой и мягкой стали (40Х13, 65Х13. 420, 3Cr13MoV)
Как правило, это недорогие ножи китайского, испанского или отечественного производства. Твердость их режущей кромки - от 50 до 54 единиц, что довольно мало. Тупятся такие ножи очень быстро, даже на домашней кухне (в основном от удара по разделочной доске), затачивать такие ножи до бритвенного состояния трудно и бессмысленно. Слишком мягкие они, надолго заточки не хватит. Для таких ножей лучше подойдет заточка типа «микропила», то есть затачиваем такие ножи только средне-грубым бруском. Примерно 320-400 грит.
Гриты - старая английская единица измерения зернистости. Число грит говорит о том, сколько абразивных зерен помещаются в одном квадратном дюйме [квадрат размером примерно 25 мм на 25 мм]. Нужно понимать, что никакого общепринятого международного стандарта размера зернистости не существует. То есть 1000 грит в Японии могут отличатся от 1000 грит в США, а российские 1000 грит будут непохожи ни на японские, ни на американские.
Ножи из нержавеющей стали среднего качества (95Х18, 440B и 440С, AUS-8, VG-1)
Твердость режущей кромки у таких ножей - от 55 до 59 единиц, что вполне нормально для ножа бытового назначения. Ножи с такой твердостью РК выпускает большинство мировых и отечественных производителей. Если ножом из подобной стали пользоваться аккуратно и по прямому назначению, то он прослужит своему хозяину верой и правдой долгие годы. И заменить их нужно будет не оттого, что они придут в негодность, а просто надоедят, и их захочется заменить на новые. Такие ножи нужно сначала затачивать (если нож сильно затуплен), а затем доводить до бритвенной остроты. Для первоначальной заточки следует взять камень с зерном средней грубости (320-600 грит). А для доводки годится брусок зернистостью от 800 до 1500 грит.
Очень часто в Рунете начинающим советуют двусторонний камень зернистостью 1000 на 3000 грит.
Хотим заметить, что заточить нож таким бруском будет очень проблематично (очень долго и дорого, т.к. камень быстро израсходуется). Обе стороны у такого камня доводочные. Одна сторона в 1000 грит - основная доводка режущей кромки. Другая сторона 3000 грит - доводка дополнительная. Про средне-грубую заточку, почему-то, забывают. Да и доводка зернистостью свыше 1500-2000 грит для дома не нужна. Брить усы и бороду мы же кухонным ножом не собираемся? А волосы на запястье нож и после тысячного бруска будет брить на «5 с минусом». Этого вполне хватит, чтоб резать продукты на кухне. Мы, конечно, не против окончательной доводки на брусках с меньшей зернистостью (3000, 4000, 5000 и 8000 грит), но это необязательно для большинства пользователей.
Ножи средние и дорогие, с твердостью стали свыше 60 HRC (нержавеющие стали:VG-10, R-2, Elmax, M390, S30V, S35VN и пр.)
Как правило, такие ножи любят делать японцы.
Ножи получаются хрупкими, работать такими ножами нужно аккуратно (мы бы сказали «нежно и любя»). Недопустимо рубить кости и замороженные продукты, т.к. очень велика вероятность скола режущей кромки. Но японцы, да и не только японцы, готовы платить такую цену за то, что нож не придется затачивать часто.
Рубить стальные гвозди и царапать стекло такими ножами, конечно, можно (твердость позволяет), но их обязательно нужно переточить под угол 60° или даже больше, если толщина обуха позволяет такую переделку. Рубить металл (пусть и сырой) ножом, заточенным под 15-25° недопустимо. Нож просто сломается.
Тут возникает дилемма.
Водные, обычные абразивные и натуральные камни, плохо берут ножи, закаленные на высокую твердость. Процесс заточки одного ножа растягивается от 15 до 30 минут (а к такой жертве временем готовы не все). Да и сами бруски изнашиваются намного интенсивней (а они денег стоят). Но, вместе с тем, ножи, заточенные на водных или натуральных камнях, дольше сохраняют остроту режущей кромки. Получается, что нож мы долго затачиваем, но он нам долго и служит.
А если затачивать ножи с высоким значением HRC на алмазных брусках (а алмаз это - самый твердый «суперабразив» в природе), то мы получаем обратный эффект. Нож мы заточим быстро (2-5 минут), но и прослужит такая заточка недолго.
Здесь, мы не можем дать однозначной рекомендации. Выбор оставляем за читателем. Оба варианта допустимы.
Инструменты для заточки
Теперь поговорим непосредственно об инструментах для заточки. Какие они бывают и «с чем их едят».
Есть, грубо, две разновидности станков и приспособлений для заточки. Первые - ручные и механические, а вторые - электрические. Скажем сразу, что электрические станки, по нашему мнению, не справляются со своими обязанностями. На дешевеньких электрических точилках, оснащенных алмазными вращающимися дисками, удастся прилично заточить лишь керамические ножи. Более серьезные электрические станки довольно дороги и, зачастую, сложны в пользовании. Рассматривать мы их не будем.
Вы спросите: «А зачем их тогда продают?». Отвечаем - чтоб заработать денег, пока есть спрос на «волшебное» устройство - вставил ножичек, нажал кнопочку, «чик - и готово»!
Поговорим про ручные приспособления для заточки и про точилки с механическим (мускульным) «приводом».
Традиционный способ
Традиционный способ, популярный у профессионалов старой школы - ручная заточка на натуральных камнях или на камнях водных. Водные камни (водные потому, что перед применением их необходимо замачивать в воде до выхода из них всех пузырьков воздуха) выгодно отличаются от натуральных тем, что имеют различную зернистость от грубой (100-120 грит) до очень мелкой (10 000 грит).
Натуральные камни, по понятным причинам, в таком ассортименте представлены быть не могут. Они, как правило, все мелкие, доводочные.
Способ заточки и на натуральных камнях, и на водных, в общем-то, похож. Только работая на водных камнях, мы затачиваем режущую кромку ножа не об саму поверхность бруска, а об образовавшуюся на его поверхности суспензию (водный «раствор» абразивного порошка). Поэтому сильно давить на водные камни противопоказано. От излишнего давления будет происходить повышенный износ бруска.
Натуральные камни замачивать не нужно, но их следует время от времени смачивать водой или мыльной пеной (чтоб поверхность камня не забивалась металлической пылью, которая будет образовываться во время работы).
Угол для заточки выставляется интуитивно. Различные приспособления для выставления угла заточки работают только на широких ножах с тонким обухом (это, как правило, кухонные ножи типа «Шеф», «Сантоку» и пр.).
То есть нужно брать нож или брусок и учиться, учиться, учиться, а это не всем нравится. Многие, например, боятся испортить (поцарапать) свой нож во время обучения процессу заточки.
Механические приспособления
Для таких пользователей придумали различные механические приспособления, чтоб заточку упростить и сократить ее время.
Скребущие-тянущие ножеточки
Разного рода скребущие-тянущие ножеточки с твердосплавными (карбид вольфрама, «победит») пластинами лучше не использовать.
Заточка получается хоть и очень быстрой (несколько секунд), но очень несимметричной и недолговечной. Может подойти только в качестве аварийной заточки (ничего под рукой нет, а нож или топорик нужно срочно подточить). Кроме того, такая заточка на твердосплавных элементах портит режущую кромку и сильно снижает срок службы затачиваемого инструмента.
«V-образные точилки»
Так называемые «V-образные точилки», представляют собой основу из дерева или пластика, на которой под заданным углом закреплены длинные бруски или цилиндры, похожие по форме и принципу действия на мусаты, только на подставке и без ручки.
Бруски, как правило, можно выставить под углом 20° и 25°. Первый вариант подойдет для кухонных ножей, а второй для ножей туристических и охотничьих. Выдерживать интуитивно угол при работе с такими точилками не нужно. Достаточно просто протягивать лезвие сверху вниз от пятки клинка к его острию, держа нож строго перпендикулярно (под прямым углом 90°) к поверхности стола, пола, земли. Никаких трудностей такая заточка не представляет.
Бруски могут быть с алмазным напылением и могут быть из твердой керамики. На твердую керамику давить можно, а на алмаз не следует (кристаллики будут выкрашиваться из металлической связки). Те и другие можно смачивать перед работой обычной водой или мыльной пеной. Можно работать и без смазки, но потом придется отмывать грубой губкой с чистящим мыльным средством поверхность брусков от отработанного металла (налет серого цвета, который забивает поверхность бруска и снижает его рабочие свойства).
Желательно, чтоб в комплекте были бруски со средней зернистостью 400-600 грит (для заточки) и мелкие 1000-1500 грит (для доводки).
«V-образные точилки» - неплохой вариант для домашней мастерской. Можем его вам смело рекомендовать к использованию. Если же нам понадобится иной угол заточки, то можно выдернуть абразивные стержни из поставки и работать ими, как обычными мусатами. Вещь — два в одном!
Специальные наборы для заточки
Специальные наборы для заточки с держателем ножа. Нож в них закрепляется и удерживается в определенном положении. Здесь уже мы не ножом проводим по бруску, а работаем бруском, закрепленным на направляющей под заданным углом. Таких точилок довольно много, мы грубо разделим их на «Ланскиобразные» и «Апексообразные».
«Ланскиобразные» наборы для заточки
«Ланскиобразные» наборы для заточки - в них нож зажимается в специальный металлический (или пластиковый) держатель.
Удобно в таких точилках затачивать небольшие ножи с длиной клинка до 120 мм. Длинные клинки приходится затачивать за два-три приема (не хватает длины вылета направляющей), а это очень неудобно. И, желательно, с простым прямоугольным сечением лезвия. Клинки с клиновидным, ромбовидным или другим сложным сечением закрепить в держателе непросто. Приходится что-то дополнительно «колхозить». Зато бруски для таких точилок встречаются самые разнообразные, от алмазных до натуральных. Выбор очень велик!
«Апексообразные» наборы для заточки
По принципу работы похожи на «ланскиобразные», но в оригинальных американских станках подобного типа нож вообще не должен был жестко закрепляться. Автор планировал, что точильщик будет придерживать правой рукой свободно лежащий на точильном станке нож, а левой рукой будет водить по нему бруском с направляющей, установленной под заданным углом. Для удержания ножа в руке форма его сечения роли не играет. Если кому-то понадобится свободная рука, то всегда можно воспользоваться мощным магнитом, который подкладывается под основание станка.
Все стальные ножи (даже из «нержавейки») надежно примагничиваются. И в этих станках за счет увеличенного корпуса и длины направляющей был решен вопрос заточки длинных клинков (200-300 мм). Исходя из перечисленного видно, что «апексоподобные» точилки превосходят «ланскиподобные». Хотя вторые компактней, их можно взять с собой в полевой выход.
«Апексы», все же - это стационарные настольные станки. Выбор брусков для «Апекса» несколько беднее, чем для «Лански», но все же возможно подобрать брусок нужных нам свойств и нужной зернистости.
В данной статье мы не ставили задачу рассмотреть все возможные варианты заточки. Но мы произвели обзор, на наш взгляд, самых удобных и популярные способов и приспособлений.
Что нужно знать про ножевые стали. И нужно ли гнаться за высокой твердостью?
Одним из главных вопросов, которые ставит перед собой покупатель ножа: «Из какой стали этот нож должен быть?». Попробуем вкратце рассмотреть самые популярные варианты и доходчиво ответить на этот вопрос.
Для начала, совсем кратко, о том, какие стали используются для изготовления ножей.
- Нержавеющие стали.
- Инструментальные легированные стали.
- Углеродистые и пружинные (рессорные) стали.
Нержавеющие стали
Нержавеющие стали (самые популярные в настоящее время) являются самыми универсальными. Из них можно изготовить нож почти любого назначения. Основное их отличие от других сталей - способность успешно сопротивляться коррозии (ржавчине). Для этого, обычно, в состав стали вводится легирующая добавка - хром (Cr). Содержание хрома от тринадцати процентов и выше дает материалу невосприимчивость к ржавчине. Тут надо понимать, что при неблагоприятных условиях (в соленой воде, например) может подвергаться коррозии и нержавеющая сталь. Абсолютно нержавеющих ножевых сталей не бывает, но все же в обычных бытовых условиях эти стали коррозии практически не подвержены. Так какие же конкретно эти марки сталей?
Недорогие нержавеющие стали
- российские 40Х13, 65Х13, ЭП-107 и пр.;
- европейские 1.4116, 12C27 и пр.;
- японские SUS420J2, AUS-4, AUS-6 и пр.;
- американские 420, 425, 420HC и пр.;
- китайские 4Cr13MoV, 5Cr13MoV и пр.
Как правило, из этих сталей изготавливаются недорогие кухонные и универсальные ножи. Ножи из таких сталей хорошо сопротивляются коррозии, но заточку держат неважно. Термообработать (закалить) их получается до твердости 50-54 HRC, что крайне недостаточно. Приличный нож должен иметь твердость режущей кромки (РК) не менее 55 HRC. К приятному исключению можно отнести шведскую марку 12C27, японскую AUS-6 и американскую 420HC. У ножей из трех перечисленных сталей устойчивость режущей кромки хорошая. Закаливаются такие ножи до твердости примерно 55-58 HRC, это вполне достаточно для большинства работ на кухне и работ в турпоходе или на рыбалке.
Средние по стоимости нержавеющие стали
- российские 95Х18, 110Х18 и пр.;
- европейские 1.4125, 14C28N, N690 и пр.;
- японские AUS-8, AUS-10, VG-1 и пр.;
- американские 440A, 440B, 440С и пр.;
- китайские 7Cr13MoV, 8Cr13MoV, 9Cr13MoV и пр.
Из таких сталей получаются, как правило, ножи недорогие, но очень хорошие. Прекрасно закаливаются до твердости 57-59 HRC (иногда и выше). Особо хочется выделить современную австрийско-шведскую марку N690. Эта сталь очень стабильна. Хорошо термообрабатывается. Многие производители в мире переходят на нее. В том числе, и у нас в России, т.к. наши нержавеющие стали капризны и не всегда стабильны.
недорогой нож стоит до 100 долларов;
средний нож от 100 до 300 долларов;
дорогой нож от 300 долларов и выше.
Дорогие нержавеющие стали:
- российская ЭП-766;
- европейские Elmax, M390 и др.;
- японские VG-10, ATS-34, R-2, ZDP-189 и пр.;
- американские 154CM, CPM S30V, CPM S35VN и пр.
Такие стали используются для изготовления авторских ножей, ножей - предметов роскоши. Как правило, ножи из таких сталей совсем недешевые. Выделить из общего списка хочется:
- российскую сталь ЭП-766 (95Х13М3К3Б2Ф) - все же приятно, что у нас не разучились работать!
- американскую 154CM – изначально сталь разрабатывалась для лопастей газовых турбин.
- японскую VG-10 – просто и надежно, проверено временем!
- австрийско-шведскую Elmax – до недавнего времени эта сталь была «последним словом» в производстве ножей.
- австрийско-шведскую M390 – наверно самую современную, но немного переоцененную на пике моды.
Клинки из таких сталей обычно имеют твердость от 58 до 61 HRC.
Инструментальные стали
А теперь поговорим о ножах из инструментальных сталей. Что это такое и зачем нужны.
Инструментальными легированными сталями обычно называют стали с высоким содержанием углерода (от 0,8 до 1,6 %) и заметным процентом легирующих добавок (от 2,5 %). Такие стали гораздо лучше большинства нержавеющих сталей «держат» режущую кромку. Их, как правило, закаливают от 60 до 64 HRC. Но нужно помнить, что такие стали не являются нержавеющими, а значит требуют ухода.
Условно можно разделить инструментальные ножевые стали на две группы.
Стали - аналоги американской D2
- российская Х12МФ;
- европейские 1.2379, K110, Z160 и пр.;
- китайская Cr12MoV.
Как правило, эти стали используются для производства разделочных и шкуросъемных ножей, а также для ножей универсальных и рабочих. Иногда из таких сталей делают и клинки для складных карманных ножей. Данные стали содержат в своем составе высокое количество углерода (1,5-1,6%), а высоким называется содержание свыше 1,0%. Обладают такие ножи отличными режущими свойствами, прекрасно держат режущую кромку, но склонны немного ржаветь. Хотелось бы заметить, что сталь D2 выпускается только в США. Если «D2» написано на клинке ножа, произведенного в России или Китае, то там, конечно, никакая не D2, а ее местный аналог. Хорошей заменой D2 является австрийско-шведская K110, очень популярная сталь, ничем не уступает американской, но достать ее проще и стоит она дешевле.
Так называемые «восьмипроцентные» стали
- американская CPM S3V;
- австрийско-шведские K340 и Vanadis 10.
Называют их «восьмипроцентными», т.к. они имеют в своем составе примерно 8,0 % хрома. Ржавеют такие стали сильнее, чем D2, но намного превосходят D2 в прочности (но D2 превосходит их в износостойкости режущей кромки). Лучше всего из таких сталей делать длинноклинковое рубящее оружие. То есть для небольших «ловких» ножей хорош D2, а для ножей с длинным клинком (от 150-250 мм) лучше CPM S3V или K340.
Другие стали
Есть, конечно, и другие виды и марки сталей. Но, как правило, обычные ножи (для кухни, рыбалки и туризма) из таких марок не делают. А если и делают, то встречаются они нечасто.
Например, углеродистые стали типа отечественных У7, У8, У10, пружинная сталь 65Г, а также инструментальные типа 9ХС, ХВГ и пр. Как правило, эти стали используются для изготовления ремесленных ножей и резцов по дереву. Они очень хорошо «держат» режущую кромку, но и ржавеют слишком охотно. На природу их лучше не брать, с продуктами питания им лучше не контактировать. Не любят такие ножи воду и влажные от пота руки. Могут покрыться ржавчиной от влаги, которая содержится в воздухе (если погода сырая или помещение слишком влажное).
Заграничными аналогами таких сталей являются:
- японская SK5;
- шведская UHB 20C;
- американские 1055, 1075, 1095;
- китайские 65Mn, T-10.
А теперь хотелось бы написать несколько слов о значении твердости. Твердость обычно измеряют по методу Роквелла, по шкале C (HRC). Для этого вдавливают в поверхность клинка специальный твердый шарик и оценивают глубину вдавливания.
Как уже упоминалось, нормальный нож должен, по нашему мнению, иметь твердость режущей кромки не менее 55 единиц. Исключением тут могут быть традиционные среднеазиатские ножи (пчаки и корды), у них твердость не превышает 50 HRC. Порезал таким ножом, тут же на обратной стороне пиалы подточил лезвие. То есть, нож слишком легко тупится, но и быстро затачивается.
Для европейских ножей, а особенно японских, такой низкий уровень твердости неприемлем. Европейские ножи, как правило, имеют твердость от 55-58 HRC.
А японцы любят высокую твердость - «перекал» 60-62 HRC, но за такую твердость нужно будет расплачиваться потерей прочности (такие ножи хрупкие). И их сложнее затачивать.
Значение твердости - это не «мегапиксели». Больше - не значит лучше. Гнаться за высоким значением не следует. Нужно ориентироваться на «золотую середину»: 56-58 HRC. Этого вполне достаточно для решения большинства задач. Небольшим шкуросъемным ножам можно порекомендовать твердость 59-61 HRC. Для инструментов, требующих повышенной прочности, наоборот, желательна твердость 50-52 HRC (например, штык-ножи, кинжалы, шашки).
Как правило, ножей с твердостью свыше 64-65 HRC не существует (такая твердость у сверла по металлу). Если кто-то из производителей или продавцов заявляет более высокую твердость режущей кромки, то он, видимо, лукавит.
Видов и марок сталей, конечно намного больше, мы пытались лишь разобрать самые популярные.
Рекомендации по заточке ножей
К большому сожалению, 90% современных людей не имеют даже элементарных навыков в заточке инструмента – начиная от кухонных ножей и заканчивая топорами. Что довольно странно, ведь буквально 80 лет назад, наши деды и прадеды успешно справлялись с заточкой не только кухонного ножа, но и опасной бритвы. Если первый ещё прощает какие-то ошибки в искусстве заточного дела, то заточка бритвы не допускает ни малейшего отклонения. Поэтому одно из любимых народных выражений – «и так сойдёт», отразится хорошими царапинами и раздражением на коже вашего лица.
И наши деды прекрасно это понимали. Они знали, чем отличается правка ножа от заточки, что такое оселок, а что такое притир, какую сторону кожаной стропы натирать пастой, а какую использовать в чистом виде. Они даже знали великую тайну, что для открытия консервов есть гениальное изобретение человечества – консервный нож, а охотничьим ножом это делать не допустимо, так как там совсем другие углы заточки, абсолютно иная геометрия, предназначенная для реза мяса, а не жести.
И в этой статье я постараюсь донести хотя бы маленькую толику того, что обязан знать каждый мужчина.

Виды абразивных камней
Чем затачивают инструмент? Да, именно инструмент. Ведь правила заточки, например, топора или стамески, ни чем не отличаются от заточки ножа, да и сам нож является инструментом для выполнения определенных задач.
Существует огромное разнообразие заточных камней. Среднестатистическому пользователю все эти нюансы ни к чему, поэтому я остановлюсь только на самых распространённых и хорошо зарекомендовавших себя абразивах, на их плюсах и минусах.
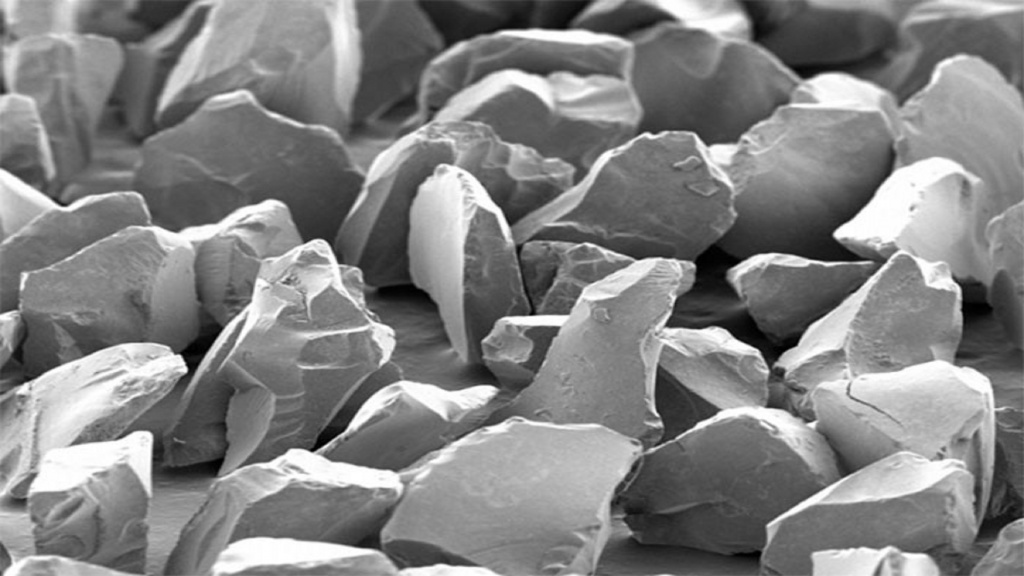
Карбид кремния

Зерно карбида кремния
Заточные камни на основе карбида кремния предназначены для заточки углеродистых и высоколегированных сталей. Если ваш нож ржавеет, но при этом долго остаётся острым, значит для его заточки должны хорошо подойти заточные камни из карбида кремния. Ржавление ножа означает высокое содержание углерода, а долгое удержание остроты – высокое содержание твёрдых легирующих элементов.
Такие камни имеют мягкую связку абразивных зёрен, и должны замачиваться в воде перед работой на 5-10 минут.
Само зерно карбида кремния, как это видно на фото, имеет острые грани, что положительно сказывается на скорости снятия стали. Мало того, зерно склонно к быстрому дроблению – раскалыванию, это способствует образованию новых острых граней. В совокупности с мягкой связкой, при которой старые сработанные зёрна вырываются, обнажая острые новые, это даёт хороший эффект обновления зерна, и положительно сказывается на скорости заточки высоколегированных твёрдых сталей.
Но, как известно, ничего идеального не бывает. Так и здесь, за скорость работы приходится платить довольно быстрой выработкой камня – потерю его плоскостности. После 2-3 ножей нужно будет выравнивать камень. В этом нет ничего страшного, но как факт, имеет место быть.
Эти камни не подходят для заточки нержавеющих сталей. Я не говорю, что на них не получится заточить нож из нержавейки – получится. Но это будет не удобно. Вязкая, мягкая нержавейка, будет активно вырывать зёрна из связки камня, значительно ускоряя процесс обновления. Камень начнёт очень быстро вырабатываться, давая много грязи в виде вырванных зёрен вперемежку со связкой. Из-за потери плоскостности камня будет тяжело удерживать постоянный угол заточки, да и скорость самой работы будет желать лучшего.
Стали, которые точат карбидом кремния:
Vanadis 10 - 4, PGK, 3V, M390, CPM® REX® 121, ДИ 90, D2, Р6М5, Р18, ХВ 5, и им подобные. Но многое зависит от конкретного камня, термообработки стали и ваших навыков.
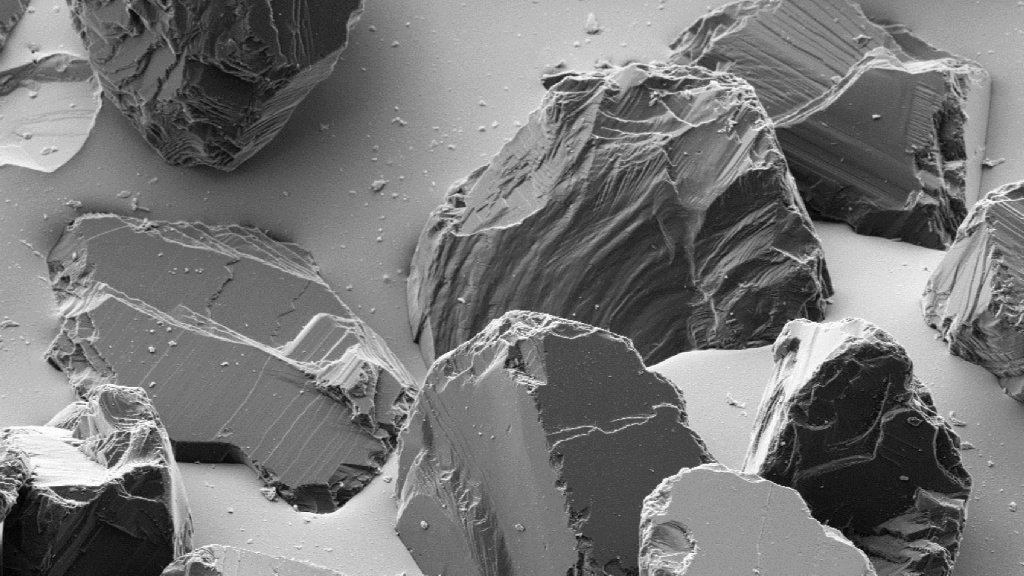
Оксид алюминия
Зерно оксида алюминия
Ближайший друг, но при этом полная противоположность выше описанного камня, это - оксид алюминия. На фото видно, что зёрна оксида алюминия, имеют не такие острые грани, да и сама структура зерна менее слоистая в сравнении с карбидом кремния.
Всё это в совокупности нам говорит о том, что зерно менее агрессивно снимает сталь, и оно не склонно к дроблению. Камни оксида алюминия предназначены для заточки нержавеющих сталей с твёрдостью до 58 единиц по шкале Роквелла.
У камней не только твёрдые зерна, но и сама связка довольно твёрдая. Конечно есть и исключения, особенно среди японских синтетических водных камней. Но сейчас мы говорим о самом распространённом варианте.
Такие камни замечательно работают на большинстве нержавеек, начиная от российских и, заканчивая зарубежными аналогами.
Как показывает мой опыт, большинство современных людей предпочитают именно нержавеющие стали, так как они не требуют особого ухода. И вот такие бруски как нельзя лучше подходят для их заточки. За исключением нержавеющих порошковых сталей, для их заточки нужен карбид кремния.
Но и здесь не обошлось без минусов. За твёрдую связку, благодаря которой брусок почти не вырабатывается, приходится платить выглаживанием абразивного зерна и, как следствие, ухудшением скорости заточки. Поэтому бруски из оксида алюминия на классической твёрдой связке нужно взбадривать, по мере необходимости, притирая их друг об друга.
Стали, которые точат оксидом алюминия:
65Х13, 95Х18, 440С, AUS8, H690, 440A, AUS6, 12C27 и им подобные.
Из выше сказанного можно резюмировать, что под определённую сталь нужно подбирать определённый брусок. Для кого-то это может показаться слишком сложным, но что поделать, таковы реалии, и человек пока ничего другого не придумал. Конечно я не беру в расчёт высокооборотистый наждак, потому что это не заточка, а уничтожение инструмента.
Но существует еще один вид заточных камней, которым в принципе без разницы, какие стали затачивать. Их абразивные зёрна с одинаковой эффективностью «кушают» что современные порошковые стали, что самые простые нержавейки.
Кристаллы алмаза
Как мы все с вами прекрасно помним со школьной скамьи, алмаз является самым твёрдым природным веществом, твёрдость которого достигает 10 баллов по шкале Мооса.
Заточные бруски в основе которых лежат алмазные кристаллы, очень износостойкие, прекрасно держат свою плоскость, не прихотливы в уходе, способны заточить все стали.
Идеальные камни, – можете подумать вы. Но не всё так просто. За все эти плюсы приходится платить не менее значительными минусами. В первую очередь, брусок быстро засаливается снятой сталью, что приводит к потери его абразивной способности и необходимости вычищать сталь из пор камня. Также из-за высокой твёрдости алмаза на режущей кромку ножа или иного инструмента часто образуются сколы или замятия, и это очень страшно. Только представьте – вы потратили два часа на заточку, перешли на завершающий камень, и вдруг слышите хруст – это алмаз выколол часть режущей кромки. И ещё особо твёрдые стали также не получится качественно заточить на алмазе, они просто будут выкрашиваться в процессе всей заточки.
Лично я не использую алмазные бруски. Но если вы не предъявляете высоких требований к качеству заточки, то эти камни будут хорошим выбором.

Натуральные абразивные камни
Так же мне бы хотелось сказать пару слов о натуральных абразивных камнях, которые являются творением природы, а не созданием рук человека. Эти камни являются элитой среди всего заточного инструмента. Они редки и дороги. Многие виды из них уже не производятся, так как запасы их месторождений исчерпаны. Структура, форма и плотность их зерна, в совокупности со связкой, дают изумительный результат на режущей кромке инструмента – высокую степень остроты в комплексе с хорошей стойкостью к нагрузкам. Лично я предпочитаю, начиная со стадии тонкой заточки, использовать именно натуральные абразивы.
Конечно же минусы так же присутствуют даже среди этой элиты. Во-первых, они тяжелы в освоении. Нужно обладать как теоретическими, так и практическими знаниями, чтобы эффективно работать на натуральных камнях. И во-вторых, довольно высокий процент разброса в характеристиках одних и тех же моделей. Нужно подбирать камень опытным путем, который устроит именно тебя.
Техника заточки
Довольно сложно в тексте рассказать, как же правильно затачивать инструмент, но я попробую это сделать.
Первое, с чем я сталкиваюсь, это укоренившиеся заблуждение, что ножи затачивают движением вдоль режущей кромки, а это категорически не верно. Могу предположить, что начало этого заблуждения в какой-то степени причастен кинематограф, где какой-нибудь новоявленный Рэмбо трёт камушком вдоль клинка.
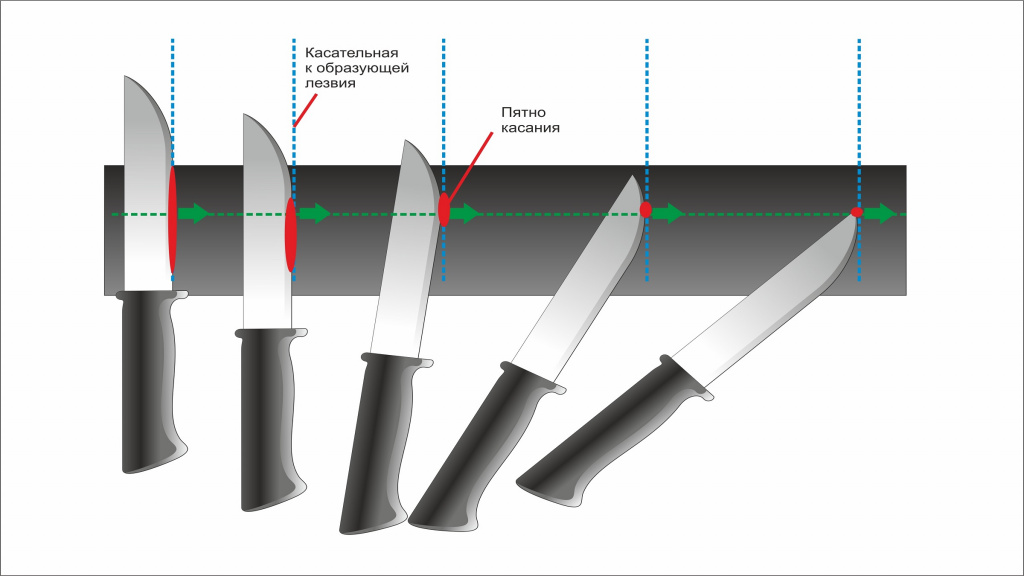
На самом деле движения камня должны быть перпендикулярны клинку, причём режущей кромкой вперёд. Начинающий заточник должен как бы пытаться срезать ножом тоненькую стружку с камня, при этом давление на нож должно быть совсем не большим!
Сильное давление при заточке никак не способствует увеличению скорости, а только усугубляет потерю плоскостности камня, или увеличивает скорость выглаживания зерна (зависит от модели камня) и саму режущую кромку от высокого давления. Она начинает прогибаться в обратную сторону, что впоследствии усложняет заточку на следующих камнях.
Второй крайне важный и самый сложный аспект – постоянный контроль угла заточки. Если с каждым новым проводом по камню у вас каждый раз будет новый угол, или же во время самого провода нож будет качаться, ничего путёвого от такой заточки не получится. Основная задача – выработать моторику на удержание нужного угла. Как же это сделать? Очень просто – затачивать и ещё раз затачивать, анализировать, контролировать – только так можно научиться ручной заточке.
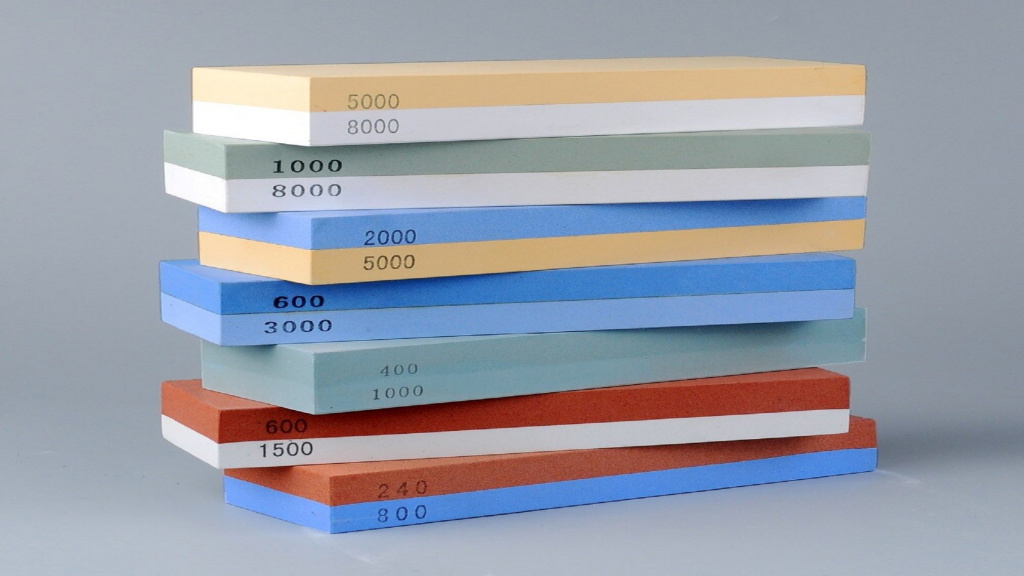
Для эффективного обслуживания режущего инструмента нужно иметь как минимум три камня разной абразивной зернистости:
F 230. Это грубый камень, с крупным зерном, предназначенный для большого съёма стали, если на ноже имеются видимые глазу замятия – сколы.
F 600. Основной заточный камень. Предназначен для выведения грубой риски после 230-го. Или если инструмент не имеет серьёзных повреждений, является первым камнем, с которого начинается заточка.
F 1000. Финишный камень. Его задача, как собственно и всех последующих, полностью убрать риски от предыдущего камня. А если F 1000 является последним камнем в сете, то и закончить заточку, придав режущей кромке необходимые характеристики.
Это минимальный набор заточных камней и совсем не окончательный. После F 1000 может идти 3000, 6000, 10000, 12000, 15000 и так далее, всё зависит от того, какой степени остроты вы хотите добиться, с учётом того, на сколько она оправданна для определенной стали.
Углы заточки
- Заточите мне на 30 градусов. - А мне на 35. - Ой, а мне на 28! - Довольно часто я слышу такие пожелания, человек прочитал какую-то статью в интернете от непонятного автора и «большого специалиста» и теперь, обладая «сакральными» знаниями, хочет получить на своём ноже именно 28 градусов полного угла заточки. В этом желании нет ничего предосудительного, но давайте всё же разберёмся, как оно на самом деле.
Сами по себе углы заточки не оказывают 100% влияния на конечный результат в эксплуатации инструмента. Угол заточки тесно связан с маркой стали и геометрией клинка. Мало того, одну и ту же сталь можно закалить по-разному. Поэтому, учитывая все эти факторы (конкретный нож с конкретной геометрией клинка и из определённой стали, которая термически обработана определённым образом, а также условия использования ножа) можно опытным путём подобрать идеальный угол заточки и финишный камень под конкретный экземпляр.

Если для простоты постараться усреднить, хоть я считаю это не верным, то мы получим примерно следующие углы заточки и финишные камни:
1. Кухонные ножи для шинковки (работа по костям не предполагается):
Нержавеющая сталь – 30-40 градусов. Финиш на F 600
Углеродистая сталь – 20-30 градусов. Финиш на F 1000 – F 3000
Порошковая сталь – 20-30 градусов. Финиш на F 3000 – 7000
2. Охотничьи и туристические ножи:
Нержавеющая сталь – 35-45 градусов. Финиш на F 1000
Углеродистая сталь – 25-35 градусов. Финиш на F 1000 – F 3000
Порошковая сталь – 25-45 градусов. Финиш на F 3000 – 7000
3. Лагерные ножи или топоры:
Углеродистые стали, или порошковые с хорошими механическими свойствами – 35 -50 градусов. Финиш F 1000 – F 3000.
В итоге получаем, что заточка кухонного ножа мало чем отличается от заточки охотничьего. На различие будут влиять:
- марка стали
- термообработка
- геометрия клинка
- какие нагрузки владелец планирует дать своему ножу
- финиш заточки режущей кромки.
Виды заточки
Существует несколько видов заточки, расскажу о самых популярных из них.

Прямая или клиновидная. Такую заточку имеют 80% ножей, которые вы покупаете. В ней нет ничего особенного, но и отрицательного в ней также нет. Всё зависит от качества заточки и доводки.
Линзовидная. Более сложна в изготовлении, требовательна к мастерству заточника. За счёт отсутствия граней, легче проникает в разрезаемый материал, способна выдерживать более малые углы и большие нагрузки.
Заточка с микроподводом. Призвана повысить стойкость при незначительном ухудшении реза.
Цыганская. Один из приёмов для повышения агрессивности реза ножа при сохранении неплохой стойкости.
Ступенчатая. Также, как и линзовидная, сложна в изготовлении, требует больших навыков.
Касуми. Японская полировка, но также используется и как заточка. Очень сложна в изготовлении, я бы даже сказал – не оправданно сложна.
Я перечислил самые популярные и широко известные (в определённых кругах) виды заточки. Но у хорошего мастера по заточке есть свои личные наработки, секреты и приёмы. А секреты – на то и секреты, чтобы их не раскрывать.
Как часто нужно затачивать ножи
На вопрос – как долго нож останется острым? Я стандартно отвечаю: - Смотря как «ездить будете». Ведь понятие остроты у всех разное. Мне часто приносят ножи (которые заточку не видели, наверное, с момента их изготовления), и говорят – ну он вроде нормально режет, подправьте маленько. И человека острота его ножа вполне устраивала по причине того, что он просто лучшего не видел. Но потом, вкусив всю прелесть по-настоящему острого инструмента, человек начинает понимать что к чему.

Лично для себя, на основе бытовых тестов, я пришёл к такому выводу. Нож тупой, если:
- под собственным весом с одного прохода не вгрызается в мягкий помидор,
- мнёт мягкий батон, не вгрызаясь в него,
- не срезает одним движением уголок у молочного пакета.
Бритьё предплечья и шинковка газетного листа уже являются целенаправленными тестами. Я же привёл в пример те действия, которые почти каждый из нас выполняет каждый день, и по которым можно определить – а не пора ли заточить свой нож.
Я надеюсь, что каждый, кто прочтёт эту статью, поймёт, что заточка – это не бездумное шорканье ножом по камню, а целая наука, можно сказать – искусство. И я с радостью буду продолжать делиться своими знаниями со всеми интересующимися.
С уважением ко всем,
мастер по заточке
Тарасов Алексей.

ООО «Трофей-2» 2022-06-20T04:36:17 2022-06-16T20:00:00
Заточка мягкой стали
. как лучше заточить нож из достаточно мягкой (440А, по-моему) стали с достаточно толстым клинком?
+++Что значит толстый клинок? Толщина у обуха может быть и 8мм, а в районе клинка 1мм и меньше.
Имеет ли смысл сделать длинные спуски с углом острее обычного?
++++Мягкую сталь лучше точить на бОльший угол. Можно и на маленький, но колбасу тогда лучче резать навесу )
И вообще, мягкая сталь сама по себе- это препятствие к формированию острой РК
++++Нет, не препятствие.
или только минус для ее стойкости?
++++Баааааальшой минус.
Фактически вопрос такой: можно ли заточить купленный на "Клинке" Wiking Norway до такой же остроты, какой удалось добиться на СМЕРШе?
++++Можно конечно. И причём тут Смерш? Ноточить одинакого можно что угодно, а вот как резать будут это другой вопрос. Кстати у Смерша вполне посредственная сталь.
. как лучше заточить нож из достаточно мягкой (440А, по-моему) стали с достаточно толстым клинком?
+++Что значит толстый клинок? Толщина у обуха может быть и 8мм, а в районе клинка 1мм и меньше.
Имеет ли смысл сделать длинные спуски с углом острее обычного?
++++Мягкую сталь лучше точить на бОльший угол. Можно и на маленький, но колбасу тогда лучче резать навесу )
И вообще, мягкая сталь сама по себе- это препятствие к формированию острой РК
++++Нет, не препятствие.
или только минус для ее стойкости?
++++Баааааальшой минус.
Фактически вопрос такой: можно ли заточить купленный на "Клинке" Wiking Norway до такой же остроты, какой удалось добиться на СМЕРШе?
++++Можно конечно. И причём тут Смерш?
Ноточить одинакого можно что угодно, а вот как резать будут это другой вопрос. Кстати у Смерша вполне посредственная сталь.
Вообще заточить можно все от аллюминевой вилки до Фламберга и с мягкой сталью это тоже не проблема. Я ба порекомендовал ромбовиднуу заточку, но это опять же дело вкуса, времени и умения.
Forsaken писал(а): Вообще заточить можно все от аллюминевой вилки до Фламберга и с мягкой сталью это тоже не проблема. Я ба порекомендовал ромбовиднуу заточку, но это опять же дело вкуса, времени и умения.
А у меня РК "валится", явно из-за того, что мягкая. Со Смершем (почему его привел в пример- там сталь ГОРАЗДО тверже) таких проблем нет.
у меня wiking norway куплен месяц назад постоянно использую его для бытовых нужд и ещё не затачивал т.к. заводской заточкой доволен на 100%.
Джентльмены, позволю себе заметить, что Смерш, Смершу - рознь. Москвичи делают, к примеру, 4-ку из сталей 95Х18 и 50Х14МФ, что есть две большие разницы. Имею оба варианта: 1-й = 6 мм в обухе, 2-й = 4 мм. Сохраняя родной угол заточки 50Х14МФ держит хуже.
Что же касается заточки "мягкой" стали, то угол, ессно, должен быть больше, ИМХО и сечение - клиновидно-выпуклым.Зоточка и ее разновидности!
С ув. Butch
Ну, господа, зачем же заставлять человека повторять армейские подвиги. Точить, ессно, проще всего на наждаке, он же точило, он же простейший станок 3 группы, 6 типа по ЭНИМС. Точим по вогнутой стороне, можно без затей на плоскость. Учитывая, что сталь далеко не б/р, режим резания мягкий (по-русски, особо не нажимать и водичкой почаще).
Продвинутым пацанам: пальцы спрячьте.
Читайте также: