Алюминий сталь чугун и кокс минаев
Обновлено: 28.04.2024
После окончания школы в 1979 я провалился при поступлении сразу во все театральные ВУЗы.
Не то чтобы совсем бездарем был — скорее не соответствовал какому-либо сценическому образу фактурно: с копной волос, больше, чем сама голова, аля-Анжела Дэвис, шустрый, но закомплексованный, без особых преимуществ, но с гитарой, короче, смесь маменькиного сынка с колючей проволокой под током.

И тут моя однакашница посоветовала мне подать документы в цирковое училище на эстрадное отделение. Ох, если б не она играть мне всю жизнь в каком-нибудь театре им.Задрипы роль 17ого солдата.
По окончании училища требовалось получить распределение — это когда какой-нибудь Мос или ХерКонцерт ( Херсон, а вы что подумали ?) гарантировал вам трудоустройство. Родное ГУЦЭИ — Гос.училище циркового и эстрадного ис-ства — спало и видело меня в качестве шпрехшталмейстера ( объявляющего номера в цирке). Для меня, куплетиста-чечёточника, исполнителя жанровых песенок и пародий, в конце концов солиста рок-группы «Город», к тому же москвича, таскаться по стране в составе какого-нибудь цирка-шапито было абсолютно бесперспективно. Я отказался и это было ошибкой — дирекция училища мне этого не простила. Даже диплом я получал не со всеми в торжественной обстановке , на арене, а в деканате под обстрелом осуждающих глаз.
Дело в том, что я сам сделал себе распределение, но не на арену Крыжопольского цирка, не на сцену Урюпинской филармонии, а в дискотеку. Дискобар гостиницы «Молодёжная», где останавливались не только юные чабаны, шахтёры и др. ударники производства необъятной Родины, но и молодая поросль из стран соц.лагеря. Иногда, страшно сказать, в гостинице проживала «вражеская» молодёжь из Англии, Франции и т.п. И тогда в гостинице становилось жарко: сбивались с ног комитетчики, обеспечивая безопасность страны, проститутки, в поисках клиента, фарца и пр., в предвкушении наживы.

Дискжокей с артистическими замашками «отдувался» за честь гостиницы на всевозможных шефских концертах, фестивалях, конкурсах. «Тематическая дископрограмма в честь праздника 9 мая». «Дискотанцы — как оружие пролетариата». «Музыка угнетённых американских негров как средство протеста против империализма в свете решений 27 ого съезда КПСС», — может утрирую, но это примерные темы, спускаемые «сверху». Вот с этих показов для начальства всё у меня и началось.
До этого, правда, была дискотека в МАИ. Начиная с 80ого года я выступал перед студентами, но большого успеха это не имело. Была ещё рок-группа «Город» — это было посерьёзней. Существовала концертная программа и даже demo запись нескольких песен. Однако, по ряду причин и эту деятельность счастливой, по крайней мере, для меня не назовёшь.
Но когда на банкете, посвящённом закрытию конкурса, я спел «Как ни грустно, но приходит расставание…», народ (включая жюри) дрогнул и попросил повторить. Потом ещё десять раз. Незатейливый текст и нетрадиционное исполнение, фирменный звук и мои отвязные телодвижения, наконец, портвейн, который добавлял в «Шампань-коблер» под видом коньяка бармен, произвели на публику впечатление.
Кокс в металлургии и для чего нужен литейный кокс
Что такое кокс? Процесс переработки жидкого или твердого топлива путем его нагрева до высоких температур называют коксованием. Результатом становится твердый осадок, впоследствии используемый, как топливный материал – это и есть кокс.
Если говорить проще, то кокс – это твердый (каменный) уголь, запеченный при высоких температурах в специальных печах, температура запекания составляет 950-1200 °C.

Остывание запеченного кокса – одна из конечных стадий производства кокса
Для чего нужен кокс в металлургии? Основная область применения – плавка чугуна для получения железа. До начала 18 века этот процесс происходил с участием древесного угля.
Немного истории
В 1735 году были впервые применены коксовые печи. Они имели камеры сгорания закрытого типа. Тогда же впервые для плавки чугуна не использовали древесный уголь.
Но справедливости ради необходимо отметить, что первое упоминание о коксование угля пришли еще из Китая, в первом веке до н.э. В провинции Юньнань использовали процесс нагревания угля идентичный тому, что все еще используется сегодняшними металлургами. Сырье поддавалось термической обработке в камерах без доступа воздуха.
Производство кокса в дореволюционной России сильно тормозилось. 1913 год промышленность выдала только 4,5 млн. т кокса. Это лишь на 20% покрывало внутренние потребности страны. Более того, не совершенство технологий того времени не позволяло эффективно использовать газовый кокс, он просто выбрасывался в атмосферу. Поэтому у многих до сих пор, есть устойчивые ассоциации о коксовой промышленности: вечно висящие черные тучи, специфический запах по утрам.
Вплоть до 1929 года производство кокса в России, что называется буксовало на одном месте. Уровень выработки неукоснительно сокращался и только с установлением мирных процессов в обществе, КП начала новый виток развития. Причиной тому стало открытие сразу нескольких новых месторождений, дающих сырье, чтобы производить кокс – уголь, подходящий для переработки коксованием. Это на весь мир известные: Кузнецкий, Карагандинский, Печорский угольные бассейны. Тогда же по всей стране началось строительство коксохимических заводов.

Стакер на угольном разрезе
Основные производители на территории страны
Сегодня на территории России создан крупный промышленный холдинг (ПМХ) в состав, которого входят предприятия, производящие кокс.

Параллельно с этим работает, входящий в группу НЛМК – ОАО «Алтай-кокс», . Хотя именно это предприятия стартовало только в 1981 году, Алтайский край один из первых принял участие в развитии коксовой промышленности в целом. Начало было положено еще в середине 17 века. Сегодня город Заринск фактически существует за счет того, что было открыто предприятие «Алтай-кокс», только в 2006 оно вошло в состав «Новолипецкого металлургического комбината». Поставки идут для многих зарубежных партнеров.
Также известен далеко за пределами России Московский коксогазовый завод, сокращенно «Москокс». Одной из отраслей предприятия является производство кокса для нужд промышленности. “Московский коксогазовый завод” входит в группу “Мечел”.

Часть территории “Московского газового завода” – на фото коксовые батареи, где запекается уголь
Еще одно крупное предприятие, которое невозможно не упомянуть – “Череповецкий металлургический комбинат” – это второй по величине сталелитейный комбинат в России, входит в состав группы компаний “Северсталь”. Имеет в своем составе коксохимическое производство.

Коксовый цех Череповецкого металлургического комбината
Некоторые энциклопедические данные
Как уже было отмечено, к основным направления применения кокса относятся такие:
- производство чугуна;
- обеспечение работы кузниц;
- выполнение функции науглероживателя при использовании новой технологии пылеугогольного вдувания топлива;
- восстановление железной руды;
- топливо.
По способу изготовления или используемого сырья для производства кокса различают следующие виды продукта:
- литейный, доменный или кузнечный;
- нефтяной;
- пековый электродный;
- кокс орех (орешек), иногда называемый мелочью (из-за фракции).

Так выглядит кокс
Применительно к промышленности, в том числе металлургии, под коксом подразумевают топливо, полученной искусственным способом. Температура нагревание сырья достигает следующих значений: 950-1050 °С, с ограничением доступа воздуха или продуктов переработки природного топлива (древесины, например).
Основные отличия сырья для металлургической отрасли
На внешний вид каменноугольный кокс представляет россыпи различных фракций темно-серого (или даже черного) цвета. Это твердый пористый продукт. Плотность кокса разделяется на истинную и кажущуюся. Первая составляет 1.80-1.95 г/см 3 , вторая – приблизительно единица.
Однако эта величина может меняться в зависимости от условий получения, сырья (шихты), других технологических тонкостей. Так, при высоком содержании газовых углей прочность конечного продукта уменьшается. Но при этом наблюдается более легкая воспламеняемость материала.
Если понимать, как делают кокс из угля, то совсем нетрудно увеличить прочность, иногда заменяемую понятием истирание. Это достигается созданием условий для более длительного процесса коксования, что выполняется в основном за счет снижения температуры. Если в первом случае коксование идет при Т 1050 градусов, то во втором – около 950.
Видео: Как делается кокс на ОАО «Кокс» (Кемеровский коксохимический завод)
Уже было отмечено, где используется кокс, но есть потребность немного повторится:
- Плавка чугуна, где требуется высококачественное (с низкой долей серы) бездымное сырье.
- Материал для восстановления железной руды.
- Обогащение шихты.
- Литейное производство, как ваграночное топливо, используемое для эксплуатации специальных печей.
Все виды представляют кокс металлургический, но между первым и четвертым пунктами огромная пропасть по типу сырьевой базы. Суть отличий понятна в большей степени специалистам.
Для выплавки чугуна используют кокс доменный. К которому предъявляется ряд специфических требований. Часть из них регламентируется ГОСТ 5.1261-72 (с внесенными изменениями в 1974 году).

Туда входят такие параметры:
- зольность и серность (средние и предельные значения);
- выход летучих веществ;
- два вида показателя прочности М25 и М10;
- допустимый процент присутствия кусков менее 25 мм (максимум 3%);
- средний размер фракции 25-40 мм, но не более 80.
В свою очередь кокс литейный считается более пригодным продуктом для металлургии. Размер фракций варьируется в диапазоне 60-80 мм. Желающий кокс литейный купить могут согласовывать потребности предприятия с ГОСТ 3340-88, по которому регламентируется изготовление этого вида сырья. В нем описываются все те же параметры, что и для доменной разновидности. При этом есть только один показатель прочности М40, который на самом деле имеет промежуточное значение между М10 и М25.
Кокс литейный и цена на него интересует предприятия, занимающиеся производством:
- стали; ;
- машиностроением;
- в других отраслях тяжелой промышленности.
Если сравнивать показатели перечисленных параметров, нетрудно убедиться в том, что литейный кокс в металлургии ценится за следующее:
- меньшее содержание серы (не более 1%);
- слабое выделение легкоиспаряющихся веществ;
- низкая электрическая проводимость;
- высокая реакционная способность;
- повышенная калорийность.
Но следует отметить, что для производства ферросплавов используют мелкие фракции, размером от 10 до 25 мм. Это не подходит под описание чисто литейного продукта, однако качественное содержимое – да. Поэтому в этой отрасли используют так называемые отходы (побочный продукт).

Схема загрузки кокса и шихты в доменную печь при производстве чугуна
Важная характеристика, влияющая на свойства – пористость
Угольный кокс, как и другие, имеет слабые места трех видов, это следующие:
- трещины;
- пор;
- спекшиеся включения.
Наличие этих дефектов сильно влияет на твердость выходного материала. Производство кокса, технология получения качественного продукта уже могут учитывать некоторые факторы, которые позволяют регулировать получение данных дефектов.
Наличие последних, как и размер пор металлургического кокса сильно влияют на его горючесть, реакционную способность. Это как раз важные характеристики, за которые один вид сырья предпочитают другому (как, например, в случае с производством ферросплавов).
Температура горения кокса в технологическом процессе крайне важна, как и ее постоянство. Если доменная печь будет «разогреваться» не стабильным пламенем, которое могут вызывать наличествующие дефекты, качество литейного продукта значительно ухудшится и будет непредсказуемым.
Таблица: Требования к литейному коксу по ГОСТ 3340-88
Норма для марки и класса
При этом наличие самих пор не всегда становится проблемой для фактической твердости материала. Гораздо важнее, как много из отверстий ослаблены трещинами, именно этот дефект считается наиболее опасным для металлургического кокса.
Образование пор, как и твердость материала регламентируют следующим:
- тщательным отбором сырья под производство (фракции, состав, прочее);
- выбором температурного режима;
- длительностью процесса коксования.
Для литейного кокса подбираются параметры, позволяющие получать материал с мельчайшими порами, чем для доменного аналога.
Производство кокса и нефтепродуктов
Эта отрасль промышленности сравнительно недавно стала осваиваться российскими предприятиями. Сырьевая база для не прокаленного или прокаленного нефтяного кокса – это в основном остатки термической переработки основного продукта:
- мазуты;
- смолы и асфальтены (коксообразующие вещества);
- крекинг отходы и нефтяные пеки.
Кокс из нефти отличают по процентной доле содержания серы в общей массе:
- малосернистые;
- сернистые;
- высокосернистые.
Если для первой группы содержание серы не превышает одного процента, то в последней этого элемента может быть более 2.

Так выглядит нефтяной кокс
Кокс металлургический и ГОСТы, которым следует его производство мало, чем отличается для тех классификационных параметров, что должны быть присущи и нефтяному переработанному сырью. Поэтому здесь правомерно говорить о разной зольности, размерности, кажущейся и действительной плотности. Химический состав нефтяного кокса (цена за тонну зависит именно от состава) принципиального не отличается от каменноугольного и в целом металлургического. В него входят такие элементы: углерод в районе 90-95%, сера до 3%, водород не более 1%, соединение азота и кислорода около 1.5%. Остаток занимают металлы.
Отличительной чертой нефтяного кокса можно считать наличие классической маркировки, от которой зависит область применения этих материалов. Названия отличные от предлагаемых расшифровок чаще являются простонародными или используемыми частными лицами (учеными) для описания продукта.
Марка КНПС-КМ применяется для изготовления коррозионноустойчивой аппаратуры, с первоначальным получением конструкционных материалов. Как и марку КНПС-СМ его получают коксованием смолы.
Нефтяной кокс и применение не ограничивается перечисленным. Это прекрасный материал для получения карбидов кремния и кальция, на сегодня высоко востребованные материалы в машиностроении, образующих защитных пленках, строительстве.
А вот производство игольчатого кокса в России пока только получает импульсы к развитию. Так, например, в сентябре 2017 года на Омский завод прибыло оборудование, которое позволит в ближайшие несколько лет начать самостоятельный выпуск именно нефтяного игольчатого кокса. До этого момента предприятие закупало сырьевую базу за рубежом.

Структура игольчатого кокса
Игольчатый кокс востребован в атомной, космической, химической и металлургической промышленностях. Его иногда называют кокс нефтяной электродный, поскольку используют для изготовления соответствующих изделий, обладающих низким электрическим сопротивлением и таким же по значимости, коэффициентом термического расширения.
Нефтяной кокс и цена за тонну на экспорт, вопрос еще обсуждаемый. Так как его производство не имеет таких масштабов, в которых заинтересован даже российский потребитель. А производство игольчатого нефтяного кокса и вовсе только налаживается (это направление отрасли едва ли отпраздновало десятилетие).
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
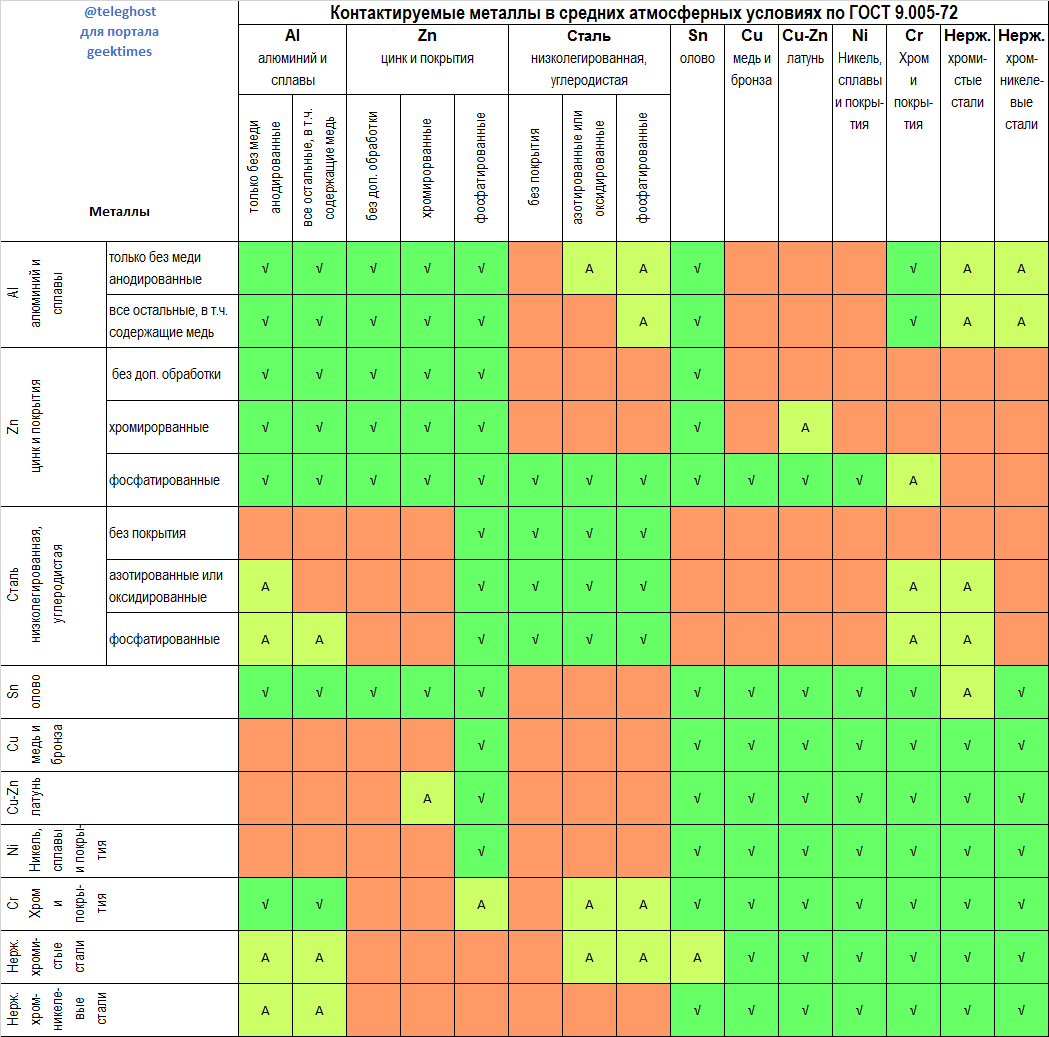
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Европейская металлургия от костра до мартена

На протяжении всей истории человечества образ хозяйствования нашей цивилизации определяли металлы. Вообще говоря, все первые металлы, открытые человечеством, стоят правее водорода в электрохимическом ряду напряжений металлов. Это так просто потому, что все остальные по закону неумолимой термодинамики будут окислены во влажных и окислительных условиях атмосферы и литосферы. Точнее говоря, те, что правее водорода, тоже будут окислены – но сильно позже. А пока что встречайте: медь, серебро, золото, сурьма!

Справа все интересующие нас металлы, а заодно ртуть и платина. Не влезли палладий и висмут, но они встречаются реже метеоритов
Все эти элементы при определенной доле удачи могут быть встречены в самородном виде – неслыханное счастье для тех, кому до того предстояло пользоваться каменными орудиями труда. Металлу можно придавать почти любую форму, он не раскалывается, а деформируется при ударах, а еще его можно затачивать и делать качественно лучшие орудия труда. Золото, серебро и медь уже к позднему неолиту вовсю использовались для изготовления украшений, а в 6 тысячелетию человечество открыло для себя медные инструменты. Однако самым лучшим доступным металлом было, конечно, железо. Для того, чтобы найти его в чистом виде, нужно поистине дьявольское везение – оно встречается только в упавших метеоритах и является настоящей царской прерогативой (так, кинжал из гробницы Тутанхамона сделан именно из такого железа).
Новую веху в истории обработки металлов ознаменовала восстановительная металлургия. Люди открыли, что, если спекать некоторые минералы с углем, в камешках получившегося шлака заблестят кусочки меди. Это позволило человечеству перейти на небывало высокий по сравнению с неолитом уровень технологий. Новые медные инструменты и так были на порядок лучше каменных, но теперь они стали по-настоящему доступны. Вскоре появились первые печи для плавки меди, которые, например, можно найти в древних городах Анатолии. Так, первое найденное литое изделие датируется 5000 г. до н. э.

диаграмма Эллингема
Теперь сделаем небольшое отступление обратно к современности и обратим свои взоры на диаграмму Эллингема. Эта диаграмма показывает нам, насколько при разных температурах стабильны различные оксиды. Также она позволяет легко определить, восстановит ли углерод или угарный газ нужный оксид до металла при данной температуре – для этого всего лишь нужно посмотреть, в какой точке линия С и СО становится ниже линии соответствующего металла. Из нее можно понять, например, что даже при небольшом нагревании и углеродом, и угарным газом медь восстановится со свистом, а вот чтобы восстановить железо, придется хорошенько постараться (но все же меньше, чем для многих других металлов).
Проблема состоит не только в этом. Мало просто восстановить металл, необходимо его еще и расплавить, иначе вместо слитка, которому можно придать любую форму, получится просто серый (в случае железа) или красный (в случае меди) порошок. Поэтому для эффективного изготовления железных изделий нужна такая печь, которая сможет расплавить железо. Однако построить ее не так-то просто, первые железоделательные печи появились на территории той же Анатолии у хеттов примерно к 1200 г. до н. э. До этого человечество обходилось медью или бронзой – сплавом меди с мышьяком или оловом (бронза была попрочнее меди, дольше изнашивалась и плавилась при меньшей температуре).

Сыродутная печь
Такие требования сформировали облик европейской железной металлургии на многие века. Схема печи оставалась общей: высокая глиняная/земляная труба, в которой вперемежку уложены слои железной руды (как правило, болотной бурой слизи или каменной руды) и древесный уголь. Все это мероприятие было крайне малопрофитным в смысле целевого продукта, в железо превращалось около 30% руды в лучшем случае. Несмотря на это, железные орудия были на порядок выгоднее орудия из любого другого металла, доступного европейцам, из-за не в пример большего качества.
Описанный выше способ выплавки железа назывался сыродутным. Получившийся кусок железа содержал крайне большое количество шлаков, поэтому его проковывали большое количество раз. При этом получившееся железо обладало существенным недостатком. При получении оно было крайне твердым и незатачиваемым (так как содержало большое количество углерода), а при дальнейшем выгорании – очень мягким. Поэтому единственным способом получить нормальное, функциональное изделие было сваривание нескольких пакетов железа методом проковки сложенных слоев железа, просыпанных между собой бурой. Усовершенствовав технологи многократной проковки заготовки до предела и чередуя мягкие и твердые слои железа, человечество научилось изготавливать булатную сталь – один из лучших видов металлургической продукции своего времени.
Одним из основных шлаков в металлургическом производстве Средневековья был чугун. Он выплавлялся из руды раньше всех, потому что в нем больше углерода, а, чем больше в каком-либо твердом веществе примеси, тем ниже его температура плавления. Также чугун крайне хрупок и тяжел, что затрудняло его применение в металлургии. Довольно большая часть железа всегда уходила в шлаки в виде чугуна, откуда его было уже не выдернуть. В больших по размеру печах (штукофенах и блауофенах) с четырех-пятиметровыми «резервуарами» для руды и угля в чугун и шлак уходило просто огромное количество железа. Обычно из чугуна потом изготавливали низкотехнологические изделия типа кувалд, ядер и прочего. Забавный факт – и по сей день шлаки металлургического производства используются в дорожном строительстве как материал для брусчатки.

Схема современной доменной печи
Следующей вехой развития железного производства стали доменные печи. Человечество догадалось, что, если печь сделать достаточно большой, можно будет подбрасывать в нее уголь и руду прямо в процессе плавки, а железо, сталь, чугун и шлаки сливать из нее через отдельные летки. Этот процесс в 15-16 вв. стал очередным технологическим бумом для Европы – несмотря на то, что доменную печь нельзя было останавливать, а угля и руды она жрала абсолютно непомерное количество, она позволила европейцам превзойти весь мир по выплавке металла на душу населения, а, следовательно, по артиллерийской мощи.
С учетом роста населения и постоянно растущего спроса на железо его производство на душу населения в 11-13 вв. достигало порядка килограмма на человека в год. Для сравнения – современный небольшой ножик весит порядка 200 граммов, лезвие небольшого топора – около 700 граммов, а ведь еще нужно на чем-то готовить, чем-то строить, опять же всяческие метизы типа гвоздей, скоб, крюков и прочего. В итоге мы понимаем, что уровень сыродутной металлургии даже с учетом перекрытия некоторых потребностей другими металлами давал ужасающе мало.
Ситуация менялась, как ни парадоксально, с увеличением количества металлических изделий – можно было срубать больше деревьев, прокапывать более глубокие шахты, возводить более сложные конструкции. Производство росло в геометрической прогрессии – размер печей для выплавки железа все увеличивался, увеличивался от простой сыродутной печи к штукофену и блауофену и наконец-то вырос до настоящей домны с непрерывным циклом выплавки. И тут понеслась – положительная обратная связь сделала свое дело.
Всеевропейское внедрение в 15-16 веках доменной печи сразу, буквально за несколько десятилетий, увеличило количество производимого на душу населения железа втрое, а то и вчетверо. Нашей цивилизации впервые стали по-настоящему доступны каменные железные руды. Забегая вперед, скажу, что в Швеции, стране, которая на тот момент поставляла больше половины всего европейского железа, к 18 веку производство достигло невероятных 20 кг железа на человека. Впрочем, до обогащения и прочих технологических процессов мы пока еще не дошли – пока что это просто загрузка печи камнями руды, углем и флюсом – специальным веществом, чтобы снизить количество примесей в плаве и уменьшить температуру плавления.
Проблемой доменного производства была необходимость в огромном количестве качественного древесного угля – каменный уголь содержал много вредных для железа примесей, поэтому деревья приходилось вырубать в огромных масштабах. Об экологии тогда никто не заботился, но бескрайние леса были, очевидно, не во всех странах. Также откровенным минусом все еще был уход огромного количества железа в чугун, хрупкий и потому не годный для создания инструментов и метизов. Единственной масштабной отраслью применения чугуна было артиллерийское дело – на отливку пушек и ядер шли многие тонны чугуна. И вот тут человечество сделало пока чисто эмпирическое, но очень важное открытие – из чугуна при высокой температуре может выгорать углерод. Естественно, ни о каком углероде речь тогда не шла, но этот факт позволил железоделательному производству перейти еще на один технологический уровень выше.
Все помнят, как в морозилке замерзает соленая вода? Образуется большая ледышка, самого рассола становится меньше, концентрация соли в нем растет. Похожий процесс происходит и при плавлении чугуна на воздухе. Углерод из него частично выгорает, частично переходит в жидкую фазу, а на дне печи начинают образовываться кристаллы железа. Это явление заметил английский металлург Генри Корт, и вскоре практика пудлингования – перемешивания расплава чугуна вошла в Британии в крайне широкое распространение.

Печь для пудлингования. 1) Под 2) Труба с клапаном для регулирования силы тяги 3) Порог, отделяющий металл в рабочем объёме от топлива 4) Колосниковая решётка, на которой находится горящее топливо (уголь) 5) Боковое окно для пудлинговщика 6) Окно для заброса топлива
Как происходило пудлингование? Сначала в печи, обложенной огнеупорной футеровкой (отделка печи, позволяющая оградить тело печи от разрушительного влияния расплавов) без доступа открытого пламени расплавлялся чугун. По прошествии некоторого времени рабочие засовывали в расплав огромные железные штанги (около 40 килограммов весом) и начинали интенсивно перемешивать его. Вскоре на штангах выкристаллизовывалось чистое железо, температура плавления которого намного выше, чем у чугуна. Далее получившуюся крицу вынимали из расплава, проковывали и разделяли на слитки.
Естественно, процесс этот был далеко не из самых легких, однако он позволил высвободить для промышленности огромное количество чистого железа и разом решить проблему переизбытка чугуна. Процесс пудлингования доминировал в металлургии на протяжении практически ста лет, после чего был вытеснен сразу тремя способами – бессемеровским (открытым Генри Бессемером в 1856 году), томасовским (открытым в 1878 году Сидни Гилкристом Томасом) и мартеновским.

Принцип работы любого конвертера
Бессемеровский и томасовский процессы довольно схожи. В качестве основного реактора используется веретенообразная печь с огнеупорной футеровкой (в случае бессемеровского процесса – кислой, содержащей SiO2, в случае томасовского – основной, содержащей доломит CaCO3xMgCO3). В процессе плавки печь нагревается, опять же, без доступа открытого пламени, после чего продувается сжатым воздухом через сопла, расположенные в дне печи. Расплав поддерживается в горячем состоянии из-за процесса окисления примесей руды, проходящего с выделением температуры. Далее полученное железо подвергается дополнительному науглероживанию с образованием стали. Основное отличие двух способов состоит в химическом составе плава.
В томасовском процессе могут быть использованы загрязненные серой и фосфором руды – продукты окисления фосфора и серы связываются материалом футеровки, давая окисляющий железо углекислый газ. У этого способа есть недостаток – фосфор и сера удаляются из плава не в полном объеме, поэтому железо получается более ломким. В бессемеровском же процесса футеровка печи не позволяет использовать основные флюсы, что делает его более требовательным к качеству руды. Однако этот способ дает более качественное железо, что и определило его производственное преимущество в долгосрочной перспективе.

Настало время сказать несколько слов и про мартеновский процесс. Он был открыт в 1864 году французским инженером Пьером Мартеном. Основное его отличие от бессемеровского и томасовского способов состоит в том, что газообразное топливо (обычно природный газ или коксовый газ) подаются прямо в зону плавки, где расплавляют чугун и одновременно окисляют его. Мартеновский процесс получил особенно широкое распространение в качестве способа передельной металлургии, которая использует для выплавки новой стали железный лом.
Сейчас практически все процессы старины глубокой (кроме доменной выплавки, конечно) уже ушли в прошлое. Их заместили новые гиганты – конвертерно-кислородный (переиначенный бессемеровский) и электродуговой способы выплавки стали. Однако история их, как мне кажется, довольно увлекательна, чтобы помнить ее и интересоваться ей.

Божественно прекрасный томасовский конвертер
Автор: Павел Ильчук
VPS серверы от Маклауд быстрые и безопасные.
Зарегистрируйтесь по ссылке выше или кликнув на баннер и получите 10% скидку на первый месяц аренды сервера любой конфигурации!
Как всё начиналось
Читайте также: