Биметалл алюминий сталь алюминий
Обновлено: 18.05.2024
Применение такого металла имеет большое практическое значение для создания композитных сталеалюминиевых конструкций, в которых можно наиболее эффективно использовать основные качества обоих металлов: высокую прочность стали и малый вес алюминиевых сплавов, что чрезвычайно важно с точки зрения экономии металлов и снижения конструкционной металлоемкости изделий.
При наличии биметалла сталь — алюминий соответствующих размеров и толщины можно сваривать соединения различных типов из стали и алюминия: стыковые, тавровые и др. При этом стальная деталь приваривается к стальному слою биметаллической вставки обычными способами электродуговой сварки, а алюминиевая деталь приваривается к слою биметаллической вставки также обычными способами аргонодуговой сварки.
В настоящее время отечественной промышленностью освоен выпуск двух видов конструкционных биметаллов алюминий — сталь, пригодных для использования в сварных изделиях: биметалл сталь Х18Н10Т — сплав АМгб и биметалл армко-железо — АМгб.
Средняя статическая прочность на отрыв биметаллического соединения сталь Х18Н10Т — сплав АМгб, полученного прокаткой, в интервале температур от *—196° С до +300° С приведена ниже:
Температура Средняя прочность
испытаний, °С соединений на отрыв, 10—7Н/м2
TOC o "1-5" h z —196. 19,0
ИспытБюался также биметалл армко-железо — АМг5. При суммарной толщине биметалла 8 мм предел прочности на отрыв слоев составляет от 13,0 до 14,6 -10-7 Н/м2, для толщины биметалла 7,6 мм — от 7,1 до 11,1 • 10~7 Н/м2, Средний предел прочности на отрыв слоев биметалла Х18Н10Т— АМгб составляет от 10,4 до 15,2 • 10~7 Н/м2.
Рис. 36. Образец биметалла для изучения переходной зоны при вакуумном нагреве.
Эти данные свидетельствуют о том, что прочность схватывания слоев на отрыв у биметалла Х18Н10Т —АМгб значительно выше, чем у биметалла армко-железо ■— АМгб при высокой стабильности показаний.
Для металлографических исследований, изучения характера распространения тепла и термических циклов сталеалюминиевых соединений, характера разрушения была разработана технология и получен целый ряд сочетаний биметаллов сталь—алюминий с различными данными по составляющим.
Для опытов применяли образцы, вырезанные из биметаллических листов сталь — алюминиевый сплав различных сочетаний. Биметаллические образцы подвергались нагреву. Длительные выдержки осуществлялись в печи, кратковременные — в вакууме при повышенных температурах,
В последнем случае эксперименты проводились на биметаллических образцах, форма и размеры которых показаны на рис. 36. Толщина листов 6—10 мм. Для определения температуры возникновения интерметаллических фаз по линии перехода в биметалле были проведены две серии опытов.
В первой из них были изготовлены образцы размерами 10 X 10 мм и подвергнуты нагреву при температурах 100, 200, 300, 350, 400, 450, 500, 550, 600 и 650° С соответственно с различным временем выдержки от нескольких секунд до 8 ч.
В результате нагрева при температурах от 100 до 500° С в течение до 8 ч в структуре биметалла никаких изменений не наблюдается.
При нагреве образцов до температур 550, 600, 650° С на границе перехода сталь — алюминий происходит образование интерметаллической прослойки. Она возникает при температуре 520—550° С уже при двухчасовой выдержке. С увеличением времени выдержки новая фазовая составляющая увеличивается незначительно.
При просмотре в поляризованном свете наблюдается развитый слой серо-голубого цвета с микротвердостью порядка (750—780) • 10~7 Н/м2. Толщина слоя колеблется в пределах от 10 до 20 мкм. Слой весьма хрупок, при измерении микротвердости иногда в нем образуются трещины. Слой имеет довольно четкую границу со сплавом
С целью обеспечения надежного сцепления со сталью технология изготовления биметалла Х18Н10Т - J - АМгб предусматривает предварительное плакирование сплава АМгб чистым алюминием. Таким образом, в готовом виде биметалл фактически является трехслойным материалом Х18Н10Т — алюминий АДО — АМгб.
Изучалась микроструктура и фазовый состав диффузионного слоя на границе сталь — сплав алюминия в биметалле толщиной 10 мм с соотношением толщин компонентов
Рис. 37. Характер изменения микротвердости по сечению биметаллического шлифа:
/ — исходное состояние; 2 нагрев при 520° С> выдержка 30 мин; 3 — нагрев при 600° С, выдержка 30 мин.
0,05 0,10 0,15 0,20 0,25 0,30 0,350,40 0,45 0,50 0,55
1 : 1 полученном способом пакетного плакирования. Толщина слоя чистого алюминия составляла 0,5 мм.
Применялись образцы размером 20 X 20 X 10 мм. Изготовление шлифов биметаллических соединений сопряжено с трудностями в связи со значительной разницей твердости
стали Х18Н10Т и сплава АМгб и их электрохимических потенциалов. При обычных механических способах изготовления микрошлифов в зоне контакта получается «ступенька», которая может быть устранена путем тщательной полировки. Выявление микроструктуры стали производили электролитическим травлением в 1,0%-ном водном растворе хромовой или щавелевой кислоты.
Для выявления структуры алюминия и сплава АМгб в биметалле использовали электрополировку.
лического шлифа. При проведении
В исходном состоянии интерметалл иды по линии сплавления биметалла не были выявлены. На рис. 37 представлен график изменения микротвердости по сечению биметал
исследований на биметалле выявлено
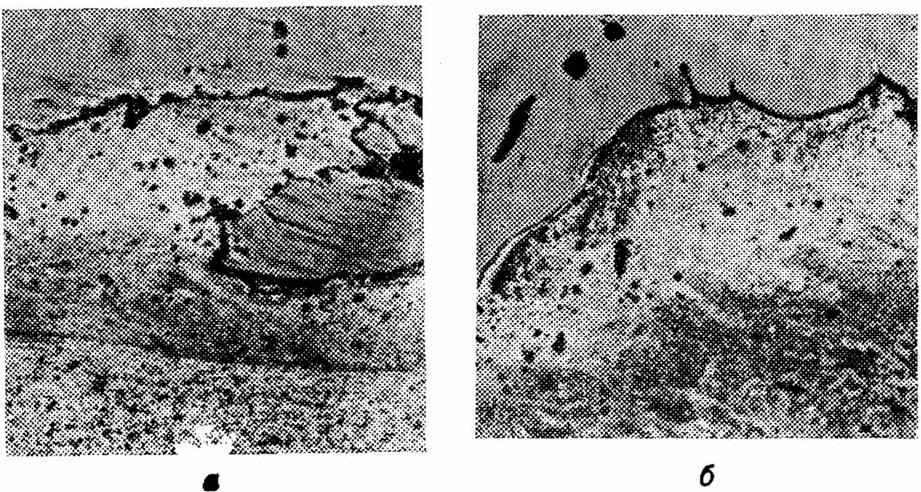
Рис. 38. Микроструктуры биметалла Х18Н10Т — АМгб после
_ - исходное состояние; б — нагрев 350° С, выдержка 6 ч; в — нагрев
520а С, выдержка 2 ч.
наличие по линии перехода участков (сколов), обладающих повышенной твердостью (700—850) • 10~7 Н/м2.
На рис, 38 приведен ряд микроструктур линии перехода биметалла после нагрева. Нагрев до температуры 450— 480° С и выдержка 12 ч (рис. 33, а) не вызывает видимых
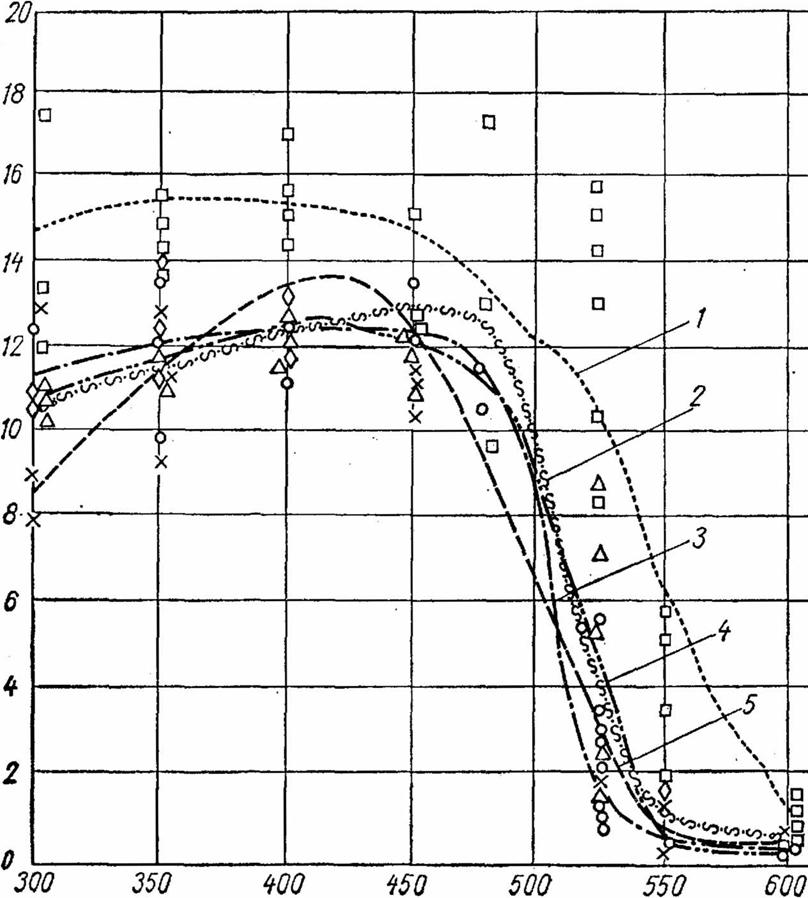
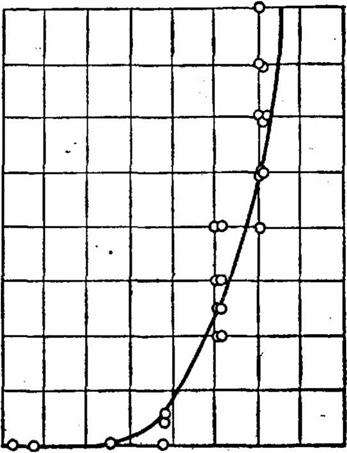
Рис. 39. Зависимость прочности биметалла 1Х18Н9Т — АМгб от температуры нагрева и времени выдержки;
/ — 1 ч; 2 — 2 ч; 5 - 4 ч; 4 — 6 ч; 5 — 8 ч.
изменений в структуре. Резких изменений микротвердости на данных шлифах не выявлено. При нагреве в течение 10 мин до температуры 520° С обнаруживается тонкая прослойка интерметаллидов толщиной 3—3,8 мкм.
При исследовании фазового состава на поверхности биметалла алюминий — сталь, обнаружены фазы состава FeAl3 и Fe2Al6. Одновременно проводился электронографический анализ образцов после кратковременных испытаний на разрыв. На поверхности излома обнаружены алюминий, окислы А1203, Fe203 и Al2Si205 (ОН)4. Из полученных электронографических данных видно, что незначительный нагрев до температуры 500° и приложение напряжений дает на поверхности излома интерметаллические фазы Fe3C, Fe2Al5 и FeAl3.
Результаты механических испытаний нескольких серий биметалла сталь Х18Н10Т + сплав АМгб после изотермического нагрева приведены на рис. 39.
Как следует из графиков, прочность сцепления слоев биметалла при нагреве до температур 450—480°С практически не изменяется. В случае нагрева биметалла до температуры 600°С прочность его практически падает до нуля, особенно при больших выдержках. Некоторое увеличение прочности сцепления слоев биметалла в районе температур 450—480° С объясняется возникновением очень тонкой интерметаллической прослойки по границе сцепления.
Влияние различных режимов нагрева в интервале температур 300—600° С при длительности нагрева до 8 ч на изменение прочности сцепления слоев биметалла показано на рис. 40. Обращает на себя внимание значительный разброс данных механических испытаний даже в пределах одного режима обработки. Это свидетельствует о неоднородности границы сцепления компонентов биметалла Х18Н10Т + + АМгб.
При исследовании распределения железа поперек зоны соединения установлено, что вблизи линии контакта железа с алюминием содержание железа несколько уменьшается, так как в результате предварительного отжига стальных листов перед прокаткой происходит окисление поверхности,
Микрорентгеноспектральным анализом биметалла в исходном состоянии не обнаружено образования интерметал-
лических фаз на границе соединения. На рис. 41 представлены результаты анализа после изотермической выдержки биметалла в течение 60 ч при температуре 480° С.
Рис. 40. Зависимость прочности биметалла 1Х18Н9Т — АМгб от времени выдержки при температуре нагрева:
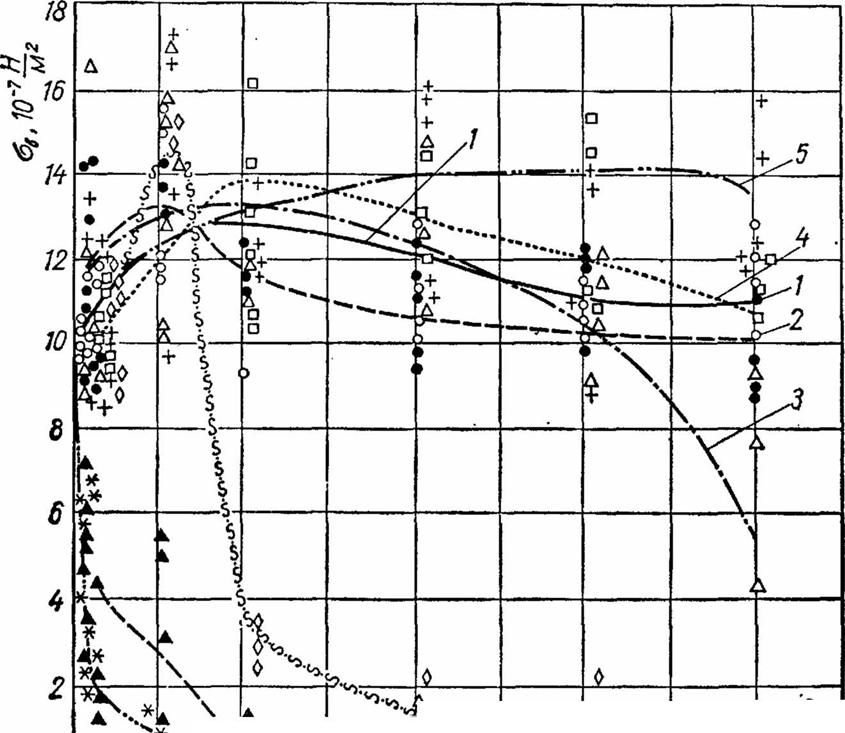
Время выдержки, ч
300°С; 2 — 350° С; 3 — 400° С; 4 — 450° С; 5 — 480°С; 6 — 520° С; 550° С; 8— 600° С,
Резкое падение прочности в интервале температур 515—* 530° С вызывается интенсивным ростом интерметаллической прослойки (при содержании железа 25—28% толщина прослойки достигает 15 мм). Аналогичная зависимость была получена и для биметалла сплав АМгб + СтЗ.
На основании сопоставления данных металлографических исследований и данных механических испытаний большого количества биметаллических образцов различных сочетаний были установлены температуры начала образова
СтЗ + АДО. СтЗ + АМгЗ. СтЗ АМгб. Х18Н10Т + АДО.
Х18Н10Т + АМгб. Армко-железо + АМц Армко-железо + ACM
и цинка на прочность биметалла 1Х18Н9Т + АМгб. Нанесение меди (5—25 мкм) положительных результатов не дало на обоих биметаллах, при использовании цинка сцепления на паре СтЗ + АМгб получить не удалось.
Для биметалла СтЗ + АМгб нанесение прослойки хрома от 5 до 20 мкм и никеля от 5 до 20 мкм при нормальных температурах несколько повысило прочность сцепления слоев в биметалле. При этом прочность на уровне (18 - f - 28) х
ния интерметаллических прослоек по линии их перехода, которые приводятся ниже:
Сочетание металлов Нижняя температурная граница возникновения прослойки
520—530° 520—525° 520° 530—535° 515—530° 520—525° 520—525°
Авторами изучалась возможность повышения прочности сцепления слоев биметалла путем предварительного (перед прокаткой) нанесения гальванопокрытий на поверхность стали марок СтЗ и Х18Н10Т. Было исследовано влияние подслоев никеля, хрома и меди на прочность биметалла СтЗ + АМгб и никеля, меди
Рис. 41. Распределение железа поперек зоны соединения после нагрева до 480°С
и выдержки 60 ч.
PC 10-7 Н/м2 сохранялась вплоть до температур порядка 300—350°С. Начиная с температуры 425—450°С при выдержках 15 и 30 мин прочность сцепления слоев понижается (рис. 42). Однако, в случае применения подслоя хрома в 5 мкм прочность сцепления сохраняется на высоком уровне
Рис. 42. Влияние нагрева на прочность биметалла СтЗ — АМгб, имеюще-
го различные покрытия:
а — выдержка 30 мин; б — выдержка 15 мин; покрытия; / — хром 5 мк;
2 — хром 10 мк; 3 хром 20 мк; 4 — никель 5 мк; 5 — никель 10 мк;
6 — никель 20 мк.
(22 -4- 24) • 10~7 Н/м2, Для остальных покрытий характе-
рен большой разброс данных испытаний.
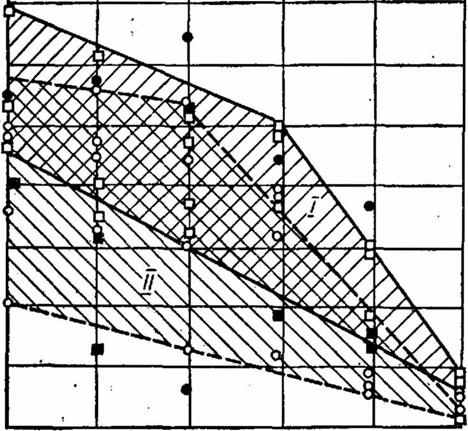
Для биметалла Х18Н9Т + АМгб, имевшего покрытия
цинка (5 мкм) и никеля (5 мкм), получены зависимости проч-
ности от температуры (рис. 43).
Размеры и конструкция биметалла выбираются по кон-
структивным соображениям с учетом требуемой прочности
подобных соединений. Было проведено исследование по свар-
ке алюминиевых и стальных деталей с использованием би-
металла сталь — сплав ACM [38]. В случае применения би-
металла в сварных конструкциях задача сводится к приме-
нению таких технологических приемов и режимов сварки,
при которых у биметалла на границе между железом и алюминием не образовывалась бы хрупкая промежуточная фаза или количество ее было бы минимальным. Режимы сварки устанавливали путем наплавок на пластины при различной погонной энергии. Считалось, что такая наплавка
300 350 Н00 450 500 550
Рис. 43. Влияние нагрева на прочность биметалла 1Х18Н9Т — АМгб, имеющего различные покрытия:
I — покрытия цинком; II — покрытия ни - келем; Q — никель 5 мкм выдержка 15 мин; 0— никель 5 мкм выдержка 30 мин; 0 — цинк 5 мкм выдержка 15 мин; □ —цинк
5 мкм выдержка 30 мин.
имитирует выполнение, например, швов таврового или стыкового соединений.
20 30 НО 50 60 70 80 90100
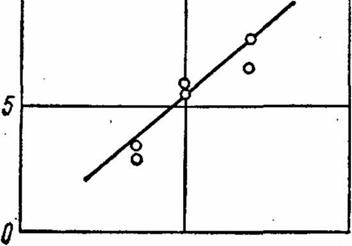
Рис. 44. Зависимость толщины интерметаллической прослойки в биметалле от величины сварочного тока.
В процессе исследования была установлена зависимость толщины интерметаллической прослойки, образующейся по линии перехода, от величины сварочного тока (рис. 44).
Влияние скорости сварки выражено менее резко и критическим значением является величина, равная 3,5 м/ч. Причем в этом случае величина хрупкой интерметаллической прослойки достигает 6—8 мкм.
Для определения механических свойств сварного соединения с использованием биметалла сталь — сплав ACM
были выполнены стыковые и тавровые соединения при максимальной скорости сварки 11 м/ч.
Площадь поперечного сечения простадщ!0'*мг
Рис. 45. Зависимость прочности стыковых сталеалюминиевых соединений от площади поперечного сечения промежуточной вставки биметалла сталь—сплав ACM.
На рис. 45 показана зависимость прочности стыковых сталеалюминиевых соединений от площади поперечного сечения промежуточной вставки биметалла сталь — сплав ACM. Прочность сталеалюминиевых соединений, выполненных через промежуточную вставку из биметалла, определяется как прочностью материалов использованного слоя биметалла, так и его толщиной.
В работе [36 J для сварки стальных и алюминиевых деталей были опробованы биметаллы армко-железо — алюминий АВ; армко-железо — сплав АМгЗ и армко-железо — сплав АМг5.
На основание из алюминия, а затем на алюминиевый подслой были нанесены сплавы АМгЗ и АМгб. Испытания биметалла же- лезо-армко — сплавы АМгЗ и АМгб показали, что прочность схватывания слоев биметалла приближается к прочности материала подслоя, в частности алюминия, при достаточно хорошем изготовлении биметалла.
Для установления влияния нагрева от сварочной дуги на образование и рост промежуточной хрупкой прослойки, на пластины биметалла опытной партии была произведена наплавка валиков с различной погонной энергией. Наплавку валиков на железный слой биметалла производили с помощью полуавтоматической сварки в среде углекислого газа сварочной проволокой марки Св. 08Г2СА. Наплавка валиков на слой алюминиево-магниевого сплава производилась при помощи ручной аргонодуговой сварки неплавящимся вольфрамовым электродом с присадочной проволокой марки АМгб.
Исследование структуры производили при рассмотрении микрошлифов, изготовленных из полос с наплавленными валиками.
В результате исследований были выбраны режимы для сварки различных соединений стальных и алюминиевых деталей с использованием промежуточной вставки из биметалла. Из сварных соединений были изготовлены образцы для механических испытаний. Результаты испытаний показали, что прочность схватывания у биметаллов с плакировкой только из алюминия невелика и составляет от 1,6 до 3,6 • 1СГ~7 Н/м2. Прочность схватывания у биметалла с плакировкой из сплава АМгЗ и АМгб выше и составляет от 6,3 до 9,8 • КГ7 Н/м2.
При выборе режима сварки следует начинать с определения влияния теплового воздействия источника нагрева на сам биметалл, в частности, на поверхность схватывания слоев биметалла.
Количество интерметаллических железоалюминиевых фаз, образующихся по границе раздела, определяется наибольшей температурой термического цикла, длительностью пребывания при этих температурах и почти не зависит от скорости охлаждения.
Такие комбинированные соединения, вследствие значительного различия в теплофизических свойствах компонентов, имеют характерные особенности в распространении тепла.
Определение и расчет максимальных температур на границе между алюминием и сталью было выполнено на биметаллических моделях. Экспериментальным путем получены основные исходные данные для расчета. Расчет производился на основе теории распространения тепла, разработанной акад. Н. Н. Рыкал иным. Определение коэффициента полезного действия процесса нагрева сталеалюминиевого соединения электрической дугой производилось с целью установления последовательности сварки биметалла с алюминием и сталью.
КОРРОЗИОННАЯ СТОЙКОСТЬ СОЕДИНЕНИЙ АЛЮМИНИЯ СО СТАЛЬЮ
Исследования электрических параметров не дают полной характеристики биметаллических сварных Соединений. И поэтому наряду с измерением токов, потенциалов и поляризаций большое значение для практических целей представляют и исследования коррозионной стойкости в условиях постоянного и переменного погружения в морскую воду, в условиях морской атмосферы и др.
Исследованиями было выявлено влияние меди, цинка и железа на коррозию алюминия, находящегося с ними в контакте. Испытания проводились в камерах с различными средами: во влажной атмосфере, в морской атмосфере, в атмосфере влажных промышленных газов (С02 й S02). При испытаниях алюминий соединяли с другими металлами с помощью алюминиевых болтов, выдерживая при закреплении одинаковые давления. Как показал автор, контакт алюминия с цинк — алюминием, углеродистой сталью» ’и фералюминием во всех средах дает уменьшение коррозии алюминия или только незначительное увеличение ее.
Бельчук Г. А. определил, что коррозионная стойкость сварных композитных соединений из алюминиевого сплава и оцинкованной стали в синтетической морской воде достаточно высокая.
В. П. Ситалов, Раздуй Ф. И. [35] исследовали стойкость сварных соединений АМгб — Ст4, сваренных через биметаллические вставки, и сделали вывод, что коррозионная стойкость соединений вполне удовлетворительна. Сварные швы как со стороны стали, так и со стороны алюминиевого сплава не уступают по коррозионной стойкости основному металлу; алюминий подвергается большей коррозии по сравнению со сталью. Механические испытания образцов показали неизменность прочностных свойств до и после коррозионных исследований. На основании исследований была предложена следующая схема лакокрасочных покрытий для защиты конструкций от коррозионных разрушений: грунт ВЛ —- 02— один слой, краска ЗП— 71 — четыре слоя, сварные швы и биметаллические вставки покрывались герметиком
В лабораторных условиях было проведено исследование коррозионной стойкости в синтетической морской воде сварных соединений алюминий — сталь с эмалевыми покрытиями. Перед сваркой на кромки пластин СтЗ наносили двойное гальваническое покрытие — слой меди толщиной 5— 6 мкм, затем слой цинка толщиной 30—40 мкм. Сварку между стальными пластинами и пластинами сплава АМгЗ производили аргонодуговым методом с применением присадочной проволоки АДО. На поверхность сварных образцов наносилось пять видов покрытий, основой которых были грунты BJI-02, АГ-10С и ФЛ-03, а также эмали ПХВ-бЭА, ЭП-51. Торцы образцов защищали бакелитовым лаком. Образцы испытывали в аппарате переменного погружения и влажной камере. Наилучшими из опробованных покрытий оказалось покрытие на основе грунта ВЛ-02 — первый слой, второй слой-— грунт АГ-10С, третий слой — грунт АГ ЮС + 2% алюминиевой пудры и затем два слоя эмали ПХВ - бЭА. Осмотр после испытаний показал, что более жесткими являются испытания при переменном погружении. Покрытия на образцах после выдержки во влажной камере сохранились лучше.
В г. Севастополе коррозионная стойкость сварных соединений сплавов АМц и АМгб со сталями марок СтЗ и ХЮН ЮТ исследовалась в течение года. Ряд соединений для повышения механических свойств был выполнен при помощи присадочных проволок, дополнительно легирующих сварной шов кремнием, цинком и бериллием. Электрохимическая гетерогенность поверхности сварных соединений в известной мере уравнивалась применением для сварки проволоки АДО и покрытием поверхности стали марки СтЗ цинком, сталь Х18Н10Т — алитировалась. Часть образцов перед испытанием была покрыта лако-красочными покрытиями. Коррозионные испытания проводились при полном и переменном погружении в море и в морской атмосфере.
Оценку степени коррозионного воздействия морской воды на соединения проводили по результатам механических исследований, проведенных до и после испытаний, визуальному осмотру и по глубине имеющихся коррозионных разрушений.
Соединения АМц + СтЗ после испытаний при постоянном и переменном погружении в море и в морской атмосфере показали хорошую коррозионную стойкость. Поверхность сплава АМц слегка потемнела, коррозионные разрушения отсутствовали, поверхность оцинкованной стали СтЗ в отдельных местах была покрыта продуктами коррозии.
Металлографические исследования показали, что меж - кристаллитная коррозия в отдельных местах после годичных испытаний наблюдается только на сплаве АМц; по линии сплавления, шву и по стали разрушений не обнаружено.
Испытания окрашенных (грунт ВЛ-02 — первый слой, краска ПФ-64 — второй слой) сварных образцов соединения АМц + СтЗ в морской атмосфере показало, что лакокрасочное покрытие имеет хорошую стойкость; покрытие сохранилось на всей поверхности. Однако в условиях полного и переменного погружения данный вид покрытия неприменим.
Соединения АМгб + СтЗ при испытаниях в условиях переменного погружения имели редкие точечные продукты коррозии, под которыми поверхность более светлая. На сплаве АМгб наблюдаются точечные разрушения (6—8 на 1 см2, глубина их не превышает 0,3 мм), на сварных швах имеются единичные точечные продукты коррозии.
При полном погружении образцы характеризуются недостаточной стойкостью. Металлографическими исследованиями сварных соединений после обеих видов испытаний не было обнаружено межкристаллитной коррозии.
Сварные соединения АМгб + СтЗ, сваренные проволоками, легированными кремнием, цинком, бериллием, показали
недостаточную коррозионную стойкость при полном погружении в море, интенсивное разрушение шва и наличие меж- кристаллитной коррозии по краю образцов и по линии сплавления,
Соединения АМгб + Х18Н10Т при испытании в условиях постоянного погружения в море склонны к щелевой коррозии, так как швы на сплаве АМгб располагаются у мест крепления образцов к кассете, под краской и резиной.
При переменном погружении описанное явление не наблюдали, отмечены редкие точечные продукты коррозии, под которыми поверхность более светлая.
При обоих методах испытания коррозионные разрушения наблюдали со стороны алюминия, по краям и по шву, Со стороны стали — отдельные места с общими коррозионными разрушениями.
Определение зависимости электродного потенциала от времени производили на образцах сталей, алюминиевых сплавов и их сварных соединений, находящихся в условиях полного погружения в морскую воду. После восьми месяцев испытаний наиболее положительным потенциалом обладает сварное соединение АМгб + X18Н10Т и АМгб + СтЗ, При введении в шов легирующих элементов потенциал резко сдвигается в отрицательную сторону. Сварное соединение АМц + СтЗ характеризуется более отрицательным потенциалом, чем соединение СтЗ + АМгб.
В табл. 36 приведены механические свойства сварных соединений после испытаний в морской воде, Сварные соединения АМц + СтЗ показали наибольшую коррозионную стойкость в атмосферных условиях, сварные соединения АМгб + Х18Н10Т ■— в условиях переменного погружения в море. Дополнительные легирования металла шва сварных соединений АМгб + СтЗ при испытании в морской воде показали значительное ухудшение механических и коррозионных свойств, что связано с ухудшением свойств образующейся на шве защитной пленки.
Предел прочности соединений на разрыв, 10 7 Н/м2, образцов после натурных испытаний
Выбираем радиаторы. Биметалл, алюминий, сталь или чугун?

Радиатор для системы отопления - пожалуй, тот элемент оснащения квартиры, с выбором которого приходится сталкиваться каждому. Везет только счастливым обладателям квадратных метров в новостройках, застройщики которых расщедрились на качественную систему отопления.
Конечно, далеко не каждый сможет с закрытыми глазами посчитать теплоотдачу радиаторов или с ходу выбрать лучший бренд в магазине, но выбор сделать все-таки придется. И куда идти за советом? На интернет-форумы за рекомендациями от самоучек или к профессионалам, делающим ремонт? И те, и другие источники не совсем объективны, особенно последние, которым явно безразличен ваш комфорт после ремонта. Так как же выбрать радиаторы для системы отопления, чтобы потом не было мучительно больно за бесцельно потраченные деньги? Рассказываем в этой статье. Здесь мы разберем основные типы радиаторов, их плюсы и минусы, дадим совет по выбору идеального радиатора. Обойдемся без сложных технических терминов, сосредоточимся на простых и понятных каждому критериях отбора.
Виды радиаторов
В зависимости от материала, из которого произведены радиаторы, они делятся на несколько типов:
- чугунные,
- алюминиевые,
- биметаллические (сталь и алюминий),
- стальные,
- медные.

Медные и стальные радиаторы уступают по техническим параметрам и универсальности первым трем типам, поэтому в нашей статье мы будем разбирать особенности только чугунных, алюминиевых и биметаллических радиаторов. Пройдем по пунктам - сравним все плюсы и минусы.
Учитываем систему отопления и давление в ней
Централизованное отопление в большинстве российских домов - не идеально. Далеко не каждый радиатор способен выдержать работу в этой системе - факторов риска здесь полно. Нелучшим образом на долговечность радиаторов влияют перепады температуры, качество теплоносителя - проще говоря, чистота и химический состав воды, гидроудары и скачки давления. Поэтому перед покупкой радиаторов стоит узнать рабочее давление вашей системы отопления - это базовый критерий выбора.
Один из самых прочных материалов - чугун. Он выдерживает давление до 16 бар. Алюминиевые радиаторы более чувствительны к гидроударам - их рабочее давление не больше 12 бар. Есть у алюминия и свои требования к чистоте воды - рН должен быть 5-6 единиц, а вот слишком жесткая вода сокращает срок их службы до 6-7 лет. Максимальная температура теплоносителя при этом должна быть не больше 80 градусов. Лучше всего подготовлены к гидроударам биметаллические радиаторы - их рабочее давление до 35 бар. Для квартиры во многоквартирном доме они подойдут лучше всего, а вот для загородного дома с собственной системой отопления можно присмотреться к алюминиевым радиаторам - у них хорошая теплоотдача и демократичная цена, а контроль за качеством теплоносителя и отсутствие гидроударов гарантирует несколько десятилетий безупречной службы.
Узнаем тип подключения
Батареи к системе отопления могут подключаться разными способами. Самые распространенные - нижнее (слева, справа или по центру) и боковое (одностороннее, диагональное, нижнее проходное). По теплоотдаче боковое диагональное наиболее эффективно, но редко встречается из-за особенностей расположения стояков в квартире. Обязательно обращайте внимание на тип подключения облюбованных в магазине радиаторов, иначе с монтажом не справится даже самый опытный мастер.
Межосевое расстояние - еще один параметр выбора радиаторов. Это расстояние между входным и выходным коллектором, проще говоря, это фактическая высота радиатора. Этот показатель колеблется в диапазоне от 200 до 2000 мм. Стандартными размерами считается 300, 350 и 500 мм. Особенно важно учитывать межосевое расстояние в загородных домах, где вода в радиаторах циркулирует естественным образом. Чем расстояние больше, тем меньше вода будет застаиваться, тем выше ее КПД.
Сравниваем теплоотдачу
Теперь о теплоотдаче - это объем тепла, который может отдать в окружающую среду батарея. У каждого радиатора этот показатель разный - это зависит от физических свойств металла, из которого он состоит. Кроме того, на теплоотдачу влияют площадь радиатора, его форма и конструкция, поэтому здесь мы ориентируемся на средние значения. Выше всего теплоотдача у биметаллических радиаторов - сочетание стали и алюминия помогает им быстро нагреваться и отдавать максимум тепла. Алюминиевые радиаторы близки по показателям теплоотдачи к биметаллическим, но остывают они быстрее.
Самая низкая теплоотдача у чугунных батарей - они долго нагреваются и продолжают отдавать тепло даже после отключения отопления. Именно из-за этого их качества чугун нельзя использовать для современным систем отопления с точной регулировкой климата.
По нашему опыту, биметаллические радиаторы обеспечивают и тепло в доме в самые суровые морозы, и возможность настройки параметров климата в отдельном помещении.
Считаем срок службы
Срок службы радиаторов отопления производитель честно указывает в инструкции. Вот только жизнь и несовершенные системы отопления вносят свои коррективы, поэтому срок службы может сокращаться. Алюминиевые радиаторы долго не проживут - жесткая вода в системах отопления МКД сделает свое дело, и через 6-7 лет их придется менять, хотя производители указывают срок службы до 25 лет. Биметаллические более стойкие и чаще всего выдерживают свои положенные 25 лет без следа коррозии. Кстати, монолитные биметаллические радиаторы в отличие от своих секционных собратьев служат и по 50 лет. И наконец долгожитель среди радиаторов - чугун со сроком службы до 50 лет. Чугунные радиаторы - не самое плохое наследие советских времен, которое до сих пор верой и правдой служит во многих хрущевках.
Подбираем дизайн
Прошли те времена, когда радиаторы красили белой эмалью и на этом их декоративные возможности заканчивались. Современные радиаторы отопления вполне могут стать украшением интерьера. Классические биметаллические или алюминиевые радиаторы представляют собой лаконичные конструкции из белых секций, количество которых можно варьировать в зависимости от параметров помещения. Их можно спрятать в нише под окном за декоративными экранами, а можно и оставить на виду. Правда, интерьер от этого не выиграет. А вот дизайнерские радиаторы вполне способны украсить собой квартиру. Особенно эффектно выглядят чугунные радиаторы: металлический орнамент по секции, необычные конструкции и формы, яркие расцветки - все это делает необычный акцент на элементах, которые раньше были незаметны. Лучше всего чугунные радиаторы, стилизованные под ретро, вписываются в интерьеры загородных домов с винтажной обстановкой.

Современные дизайнеры используют радиаторы как неосвоенное поле для экспериментов. Из-под их пера выходят необычные конструкции, которые на первый взгляд даже не похожи на батареи. Дизайнерские радиаторы принимают самую причудливую форму: переплетенные и изогнутые элементы на стене, вертикальные декоративные панели (идеально для высоких и узких помещений с панорамными окнами), панно, подставки под статуи или комнатные цветы.
Главное условие выбора дизайнерских радиаторов отопления - не заиграться с формой. Дизайн должен лишь дополнять функциональный прибор отопления, но главное все же - теплоотдача, адекватное количество секций и материал. Дизайн не должен быть ради дизайна - красота отступает на второй план, когда в квартире попросту холодно.

Смотрим на цены
Первый закон ремонта - качественные материалы не могут стоить слишком дешево. Поэтому при покупке радиаторов на цену вы должны смотреть в последнюю очередь - иначе после покупки дешевых китайских радиаторов рискуете нарваться на полномасштабный ремонт квартиры после потопа, вызванного лопнувшими батареями.
Цена радиатора зависит от материала изготовления, количества секций и популярности бренда. Для того, чтобы ориентировались в порядке цен, приведем пример: алюминиевый радиатор в 6 секций стоит 2000-3000 рублей, биметаллический с таким же количеством секций обойдется в 5000-6000 рублей, а чугунный - 7000-8000 рублей. Радиаторы известных фирм обойдутся дороже - в 1,5-2 раза.
Полезные советы
- обязательно консультируйтесь с профессионалами - помощь вам понадобится для просчета количества секций для комнаты. Посчитать можно и самостоятельно по формуле: площадь комнаты * высота потолков * коэффициент окон (35 - евроокна, 40 - обычные окна)/теплоотдачу секции (можно найти в документах на радиаторы). Возьмите количество секций с небольшим запасом, теплоотдачу производитель указывает номинальную,
- не устанавливайте огромные гармошки радиаторов - не всегда возможностей отопления достаточно, чтобы прогреть 15-16 секций подряд,
- проверяйте радиатор еще в магазине - проследите, ровно ли металл покрыт краской, нет ли режущих кромок,
- более дешевые алюминиевые радиаторы недобросовестные продавцы могут выдавать за более дорогие биметаллические - поэтому рекомендуем ходить по магазинам с магнитом: к биметаллическому магнит притянется.
Подводим итоги
Производители радиаторов не скупятся на предложения - в специализированных магазинах вы найдете сотни позиций на любой бюджет. Мы советуем остановить выбор на качественных биметаллических радиаторах - они наиболее универсальны и позволяют точно настроить микроклимат в помещении. Не экономьте на системе отопления - дешевые китайские радиаторы вполне способны не только лишить вас привычного тепла зимой, но и заставят потратиться на новый ремонт, но на этот раз уже после прорыва батарей.
Способ получения литых биметаллических штампов сталь - алюминий

Изобретение может быть использовано для изготовления тяжело нагруженных штампов горячего деформирования и пресс-форм литья под давлением. В подогретую форму заливают алюминиевый сплав, характеризующийся высокой теплопроводностью. Затем заливают расплав высоколегированной стали и одновременно осуществляют интенсивное охлаждение расплава для создания направленной снизу вверх кристаллизации. Алюминиевый сплав, проходя через заливаемый слой стали, рафинирует ее, очищая от вредных примесей. Направленную кристаллизацию расплавов осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого расплава. Полученная отливка имеет износостойкий слой из столбчатых дисперсных кристаллов стали, переходный слой с композитной структурой и основу из высокотеплопроводного пластичного металла. Обеспечивается повышение качества литых заготовок и снижение себестоимости. 2 ил.
Изобретение относится к литейному производству, а именно к получению и использованию материалов для тяжело нагруженных штампов горячего деформирования и пресс-форм литья под давлением.
Существует способ получения литых биметаллических штампов, включающий послойную заливку металла в литейную форму и направленное охлаждение со стороны нижнего торца заготовки [1], который является близким к изобретению по технической сущности и достигаемому результату.
Недостатком известного способа является то, что он не обеспечивает высокое качество штампов из-за сравнительно низкой теплопроводности опорного слоя стали, что отрицательно сказывается на стойкости штампов. Еще одним из главных существенных недостатков этого способа является невозможность утилизации раздельно поверхностно-легированной стали и опорного слоя.
Изобретение направлено на повышение качества литых заготовок и снижение себестоимости.
Использование предлагаемого способа позволяет повысить качество, а соответственно и работоспособность литых штампов за счет формирования на рабочих поверхностях малодисперсного высоколегированного слоя, характеризующегося высокой износостойкостью, мелкозернистого вязкого переходного слоя и основания из сплава более теплопроводного, экономить дефицитные высоколегированные стали, так как 60-80% объема штампа выполнено из теплопроводного сплава алюминия, что также снижает себестоимость штампа, и, кроме того, способ позволяет раздельно утилизировать поверхностно-легированные стали и опорный слой.
Достигается это тем, что основу штампа формируют из алюминиевого сплава, причем сначала в форму заливают алюминиевый сплав, а затем высоколегированную сталь, а направленную кристаллизацию расплавов осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого расплава.
В результате разной плотности сплавов слой алюминия всплывает на поверхность формы.
Затем ведут направленное охлаждение с помощью жидкого азота, прекращают процесс при температуре сплавав второго слоя, равной 400-500°С.
Применение сплава алюминия обеспечивает ускорение процесса окончательной кристаллизации и, как следствие, увеличивает производительность способа получения литых штампов, а также улучшает условия теплопередачи при самоотпуске. Кроме того, при эксплуатации высокая теплопроводность основания штампа позволяет улучшить теплоотвод от разогретой рабочей поверхности инструмента на массу или холодильник, устанавливаемый в держателе штампа, что существенно снижает градиент температуры и уровень термических напряжений в контактной зоне штампа и вследствие этого обусловливает повышение его работоспособности.
Сущность способа заключается в том, что алюминиевый сплав, проходя через слой стали, дополнительно рафинирует ее, очищая от вредных примесей.
Заливка расплава алюминия на первом этапе и последующая заливка стали на втором обусловлена тем, что сплав алюминия менее подвержен взаимодействию с газами атмосферы. Что в свою очередь улучшает свойства литых соединений. В случае при ограниченной взаимной растворимости металлов легче избежать образования стойких интерметаллических фаз, обладающих высокой твердостью и хрупкостью.
Применение интенсивного охлаждения со стороны нижнего торца, например с помощью жидкого азота, обеспечивает направленную, снизу вверх, кристаллизацию заготовки, что позволяет получить мелкодисперсную с благоприятной для износостойкости ориентировкой зерен структуру гравюры штампа. При этом для получения композитной структуры переходного слоя, состоящего из интерметаллидов сложного состава, а также с целью предотвращения образования на поверхности раздела неслитин и окисных пленок заливку второго сплава для первого слоя начинают сразу, после заливки первого и ведут охлаждение.
На фиг.1 изображено устройство для реализации предлагаемого способа. Показана стадия кристаллизации высоколегированной стали, оформляющей первый слой. На фиг.2 изображена схема строения слоев заготовки. Устройство для реализации способа (фиг.1) содержит кристаллизатор 1 с испарительной камерой 2 для жидкого азота, боковую полуформу 3, верхнюю полуформу 4 с выполненными в ней литником 5 и прибылью 6.
Способ реализуют следующим образом.
В предварительно разогретый до температуры 200-300°С кристаллизатор 1 (фиг.1) производят заливку сплава алюминия, характеризующегося высокой теплопроводностью и пониженной на 750-800°С, чем у сплава, залитого для оформления первого слоя, температурой плавления.
Затем жидкий расплав 8 высоколегированного сплава стали через канал 5 заливают в полость 7 формы и одновременно подают жидкий азот в испарительную камеру 2. Интенсивное охлаждение через испарительную камеру 2 обеспечивает в полости 7 формы направленную снизу вверх кристаллизацию расплава. Направленную кристаллизацию осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого биметаллического сплава. При этом образуется слой направленно закристаллизовавшегося расплава 8 (фиг.2), а часть (20-70%) расплава 9 остается незакристаллизовавшейся.
Структура отливки штампа, полученного предлагаемым способом, состоит из трех характерных зон (фиг.2). Зона 1 рабочей поверхности штампа представлена износостойким слоем из столбчатых дисперсных кристаллов высоколегированной стали, переходного слоя 2 с композитной структурой, основу которой формирует высокотеплопроводный пластичный металл, армированный кристаллами высоколегированной стали. Структура слоя имеет плавный переход, как по химическому составу, так и по размеру зерен от поверхностно-легированного слоя к основанию штампа.
Последняя зона 3, относящаяся к телу штампа, практически не отличается по химическому составу от заливаемого сплава для второго слоя.
1. Авторское свидетельство СССР №1138240, кл. В 22 D 27/04, 1984.
Способ получения литых биметаллических штампов сталь - алюминий, включающий заливку в форму высоколегированной стали для формирования рабочей поверхности штампа и сплава с высокой теплопроводностью для создания направленной кристаллизации снизу вверх, отличающийся тем, что основу штампа формируют из алюминиевого сплава, причем сначала в форму заливают алюминиевый сплав, а затем высоколегированную сталь, а направленную кристаллизацию расплавов осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого расплава.
Что лучше выбрать: алюминиевые или биметаллические радиаторы

Все больше хозяев домов отказываются от установки старых тяжелых чугунных батарей. Хоть и сейчас есть их приверженцы, утверждающие, что никакой материал не отдаст столько тепла помещению, как чугун, на рынке появляются легкие и не менее эффективные сплавы. Биметаллические и алюминиевые модели идентичны, на первый взгляд, но имеют различия в составе и эффективности. Сразу оговоримся, что у биметаллических радиаторов теплоотдача ниже за счет металлической сердцевины. Но это не делает их автоматически хуже алюминиевых: далее мы разберемся детально в особенностях каждого варианта и поможем вам сделать правильные выводы.
Отличительные особенности
Покупатель ни за что не отличит алюминиевый сплав и биметалический сам при выборе, потому что визуально - это просто одинаковые секции радиаторов, покрытые идентичным лакокрасочным материалом. Поэтому без продавца-консультанта и изучения документов на товар в торговом центре не обойтись. Что касается принципиальных отличий, то здесь покупатель столкнется с целым рядом физико-технических характеристик каждого материала.
Вариант изготовления
Алюминиевые изделия представляют собой собранные между собой секции, собранные специальными крепежами и прокладками. Нипели и уплотнители обеспечивают герметичность конструкции. Технология увеличивает теплоотдачу до 50 см2.
- Литье. Технология позволяет под давлением получить продукцию с отличной устойчивостью к любому внешнему или внутреннему (гидроудар) воздействию. Литые батареи очень точны в формах.
- Экструзия. Этот вариант дешевле предыдущего, но и характеристики материала при этом хуже.
Биметаллические радиаторы делают из двух видов сырья. Ребристый корпус создают из алюминия. Внутри конструкции устанавливают сердцевину из труб, по которой проходит теплоноситель из системы отопления. Чаще всего емкости бывают из стали, реже – из меди. Диаметр сооружения меньше, чем у моделей из одного вида металла.
По теплоотдаче
Перед тем, как отличить алюминиевый радиатор от биметаллического, нужно разобраться в особенностях показателя сравнения. Теплоотдача – это критерий, обозначающий количество тепловой энергии, которую батарея передает в воздух за час. Чем выше параметр, тем быстрее греется помещение.
Теплоотдача радиаторов из алюминия – от 200 Вт, 50% энергии поступает в виде излучения, остаток – при помощи конвекции. Ребристая внутренняя поверхность секций увеличивает показания. После включения отопления комната стандартного размера прогреется за 10-15 минут, что позволяет сэкономить время и топливо в загородном доме.
За счет особенностей конструкции у биметаллических радиаторов теплоотдача ниже. Стальная сердцевина уменьшает общий показатель на 1/5 от характеристик полностью алюминиевой модели. Носитель энергии в батареях из двух металлов не обеспечивает моментальный прогрев помещения.
По устойчивости к гидроударам
Гидравлический удар – физическое явление, при котором резко увеличивается давление на отдельном участке. При движении воды в отопительных трубах появляются препятствия, что приводит к резкой остановке. Под влиянием нагнетающей силы внутри системы увеличивается давление. Жидкость устремляется на участки с меньшим сопротивлением, а это приводит к повреждению (порывам) инженерных сетей.
Алюминиевые радиаторы устойчивы к гидроударам в пределах 6-16 атмосфер. При резких скачках в отопительной системе лопнут батареи, а кипяток начнет затапливать квартиру и соседей. В старых панельных домах мастера не рекомендуют использовать такие модели.
У биметаллических конструкций внутри стоит крепкая стальная сердцевина. Материал устойчив к большому напору, поэтому выдержит гидроудары в пределах 20-40 атмосфер. Радиаторы надежны и безопасны при эксплуатации в старых и новых многоэтажках.
По стойкость к коррозии
Вода в городской системе отопления состоит из множества химических добавок, улучшающих теплопроводность. Компоненты безопасны для устаревших чугунных моделей, но в современных возможны негативные последствия. Примеси осаживаются на стенках батарей, что приводит к появлению коррозии.
Алюминиевые радиаторы выдерживают уровень pH до 8 единиц. В старых многоэтажных постройках показатель в трубах бывает в пределах 10-12. При увеличении параметров в соединительных местах начинаются разрушительные реакции, которые приводят к разгерметизации.
Биметаллические радиаторы менее требовательны к уровню pH воды, чем алюминиевые виды. Из-за особенности конструкции с влагой соприкасается только сердцевина. У стали низкая активность по отношению к химической структуре жидкости в системе отопления. В качественных моделях производители дополнительно защищают внутреннюю поверхность антикоррозийным слоем.
По отношению к температуре
Чугунные радиаторы работали с температурой в пределах 150 С. Алюминиевые батареи выдерживают горячую воду до 110 С. Чтобы предупредить проблему, в конструкции часто устанавливают встроенный термостат для регуляции режимов. Максимальный показатель у биметаллических видов – 130 С.
По простоте монтажа
Из-за низкого веса у обеих разновидностей элементарная установка. При монтаже не используют массивные кронштейны, как для чугунных моделей. Оборудование можно закрепить на гипсокартонной перегородке без боязни разрушения или проседания.
Алюминиевые конструкции могут треснуть или деформироваться при нарушении правил установки. Варианты из сплавов более устойчивы к механическому влиянию. Чтобы устройства не вышли из строя, монтаж стоит доверить специалистам.
По срокам службы
Долговечность оборудования зависит от вида конструкции. Биметаллические радиаторы при соблюдении правил монтажа и регулярном обслуживании прослужат не менее 25 лет. Самые дорогие алюминиевые модели при том же режиме проживут в пределах 10-15 лет.
По цене
В состав биметаллических радиаторов входит сталь, поэтому готовая продукция на 20-30% дороже сооружениям из алюминия. Часто ценник брендовой однокомпонентной модели ниже, чем у «безымянной» конструкции из биметалла. Разница в цене появляется за счет высокой стоимости эксплуатации.

Плюсы и минусы радиаторов
Опыт профессионалов подсказывает, что не существует универсального отопительного оборудования. При выборе батарей пользователи обращают внимание на дизайн и цену, но исключают технические особенности. Перед тем, как отличить алюминиевый радиатор от биметаллического, нужно разобраться в плюсах и минусах обоих видов.
Алюминиевые
Батареи делают из сплава металла с кремнием. Силумин сохраняет положительные характеристики алюминия, при этом увеличивает устойчивость к неблагоприятным условиям. К плюсам оборудования относят:
- Высокий коэффициент теплоотдачи. После включения отопления алюминиевые батареи за несколько минут прогреют помещение. На ощупь устройства очень горячие, поэтому от случайных ожогов часто прячут под защитными экранами.
- Компактность. Размеры и вес батареи намного меньше, чем у чугунных. При правильной установке конструкция не выступает за пределы подоконника.
- Доступную цену. У оборудования низкая стоимость.
- Изменение количества секций. В литых моделях можно наращивать или удалять элементы.
- Регулирование температуры. Пользователь самостоятельно настраивает комфортные показатели для комнаты.
- Стильный дизайн. Изящная конструкция впишется в интерьер любого помещения.
Модели очень зависимы от качества воды. В алюминиевых радиаторах скапливается водород. Если периодически не удалять газ из системы отопления, то возможен взрыв. Специальные воздухоотводчики быстро ломаются, поэтому нужно регулярно следить за состоянием фильтраторов. Если уровень pH в жидкости станет в пределах 8 единиц, то возникает опасность появления коррозии. Ржавчина разъедает соединительные места, что проявляется в виде протечек.
Монтаж алюминиевых батарей должны проводить профессионалы. При малейшем нарушении правил установки радиаторы деформируются и выходят из строя. При подключении к трубам из другого металла возможна коррозийная реакция, поэтому используют подобные или пластиковые виды.
Биметаллические
При производстве отопительного оборудования используют сталь и алюминий. Верхний корпус обеспечивает теплопроводность, внутренние детали отвечают за сопротивление разрушительным реакциям и гидроударам. К положительным сторонам биметаллических радиаторов относят:
- Долгий срок службы. Из-за внутренней стальной трубы устройство не теряет первоначальных характеристик в течение 25 лет.
- Высокую максимальную температуру. Биметалл выдерживает 130 С (алюминий – 110).
- Устойчивость к скачкам давления. Не разрушается под гидроударами до 40 атмосфер, хотя в отопительной системе многоэтажки показатель не поднимается выше 20.
- Качественное покрытие. Окрашивание моделей осуществляют в 2 этапа (краска, полимерная эпоксидка), что увеличивает герметичность и декоративность конструкции. Надоевший цвет можно перекрасить.
- Использование во влажных помещениях. Внешнее листовое покрытие ограждает оборудование от коррозии.
- Простой монтаж. Секции можно нарастить на месте.
Надежная биметаллическая батарея не разрушается под воздействием химического состава воды в трубах. Слабая сторона радиатора – одновременный контакт с жидкостью и воздухом, который провоцирует появление коррозии на стальной поверхности. Опасность возникает при сливе влаги в конце отопительного сезона или при стоящей системе на даче.
У биметаллической модели сечение трубы меньше, чем у алюминиевой. За счет сложной конструкции внутренняя полезная площадь уменьшается. Мелкие частицы из отопительной магистрали под воздействием высокой температуры засоряют узкое отверстие.
У стали и алюминия разные коэффициенты расширения термического. Из-за несовпадения в системе возникают звонкие потрескивания. У биметаллических радиаторов хорошая теплоотдача. При включении тепла помещение быстро и равномерно греется. Из-за сложной технологии изготовления цена моделей намного выше, чем у алюминиевых видов такого же размера.

Какой выбрать
Несмотря на видимое сходство, оба типа батарей имеют разные характеристики. Одни подойдут для многоэтажек, другие – для загородных строений с индивидуальным отоплением. Выбирая алюминиевые или биметаллические радиаторы, надо понимать, что лучше для квартиры, а что – для частного дома.
В квартиру
Многоэтажные строения подключены к центральному отоплению. Давление в трубах может резко изменяться, варьируясь от минимального к максимальному показателю. Нестабильность приводит к гидроударам, которые выдерживают не все металлы.
Температура воды в системе разительно меняется в течение суток или всего отопительного сезона. Химическая структура теплоносителя в высотке не идеален. В жидкости присутствуют реагенты, абразивные вещества, а уровень pH выше предельной нормы (8 единиц). Компоненты накапливаются на внутренних стенках оборудования, что приводит к разгерметизации и порывам.
Выбирая алюминиевые или биметаллические радиаторы, надо знать, что лучше для квартиры модели из двух металлов. Конструкция со стальной сердцевиной выдержит высокое опрессовочное и рабочее давление, избежав аварии. Чтобы минимизировать агрессивность химического состава воды, надо выбирать приборы с нержавеющим покрытием внутренних деталей.
Биметаллические модели секционного типа рекомендуют устанавливать в квартирах новых многоэтажек. Нетребовательные к качеству теплоносителя устройства легко монтировать. Для старых строений отдают предпочтение монолитным вариантам. За счет усиленной конструкции батареи выдержат максимальную нагрузку, не лопнут от мощного гидроудара. От протечек отопительное оборудование защищено цельной стальной сердцевиной.
В загородный дом
Понимая, чем отличается алюминиевый радиатор от биметаллического радиатора, легко подобрать решение для коттеджа. В загородном строении индивидуальная отопительная система (котел), которая дает постоянное давление. Показатели в трубах не превышают 10 атмосфер, поэтому нет резких изменений и гидроударов.

Владельцы загородных домов контролируют свойства теплоносителей, поэтому химический состав воды можно периодически проверять. Температура горячей жидкости в течение сезона остается стабильной. В коттеджах рекомендуют использовать алюминиевые радиаторы. Отличная теплоотдача, низкая цена и привлекательный дизайн станут доступной альтернативой дорогому биметаллу.
Для загородного дома подойдут как монолитные, так и секционные модели. После включения отопительного котла оборудование быстро греется, распространяя жар по помещениям, что актуально при эксплуатации зимой на даче. Чтобы не было протечек, важно следить за состоянием мест соединения резьбы.
Как отличить
Внешне оба типа батарей очень похожи, поэтому возникают проблемы при выборе. Зная, как отличить алюминиевый радиатор от биметаллического визуально, можно самостоятельно подобрать подходящую модель для дома или квартиры. Существуют признаки, позволяющие быстро определить нужный тип оборудования.
Батареи из чистого алюминия по весу легче, чем конструкции из биметалла. Секции одного размера и формы будут различаться по массе. Стальная сердцевина на 0,5 кг тяжелее, чем однокомпонентные модели.
Чтобы не перепутать конструкции из разных материалов, профессионалы рекомендуют осмотреть резьбу. В биметаллическом радиаторе на участках прохода воды заметна нецелостность структуры. На серой поверхности стальной трубы виден серебристый слой алюминия. Между двумя металлами идет цветовая граница перехода.
Понимая, как отличить алюминиевый радиатор от биметаллического визуально, можно определить нужную модель на слух. Если постучать по стали, то звук будет звонким. Однокомпонентная конструкция воспроизводит глухой тон. Проверку осуществляют деревянным карандашом, гвоздем или пластиковой ручкой.
Узнать тип материала поможет магнит. Внутренняя стальная начинка притягивает прибор, а у алюминия нет притяжения. Устройство подносят ближе к центру конструкции, где находится металлическая труба.

Заключение
Современные радиаторы не только отдают, но и сохраняют тепло в помещении. Зная, как отличить алюминиевый радиатор от биметаллического, легко подобрать нужную модель для квартиры или дома. Каждый вид работает при определенных условиях, нарушение которых приводит к аварии.
Читайте также: