Части соединительные стальные для трубопроводов
Обновлено: 16.05.2024
* Ограничение срока действия снято постановлением Госстандарта СССР N 1682. (ИУС N 1, 1992 г.). — Примечание изготовителя базы данных.
ПЕРЕИЗДАНИЕ (январь 1988 г.) с Изменением N 1, утвержденным в апреле 1984 г. (ИУС 7−84).
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2008 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на стальные соединительные части с цинковым покрытием и без покрытия с цилиндрической резьбой, служащие для соединения водогазопроводных труб, с применением уплотнителя, в системах отопления, водопровода, газопровода и других системах, работающих в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др.) при температуре проводимой среды не выше 175 °C и давлении Р = 1,6 МПа.
1.1. Устанавливает следующий сортамент соединительных частей для трубопроводов.
Условный проход мкм по и быть перпендикулярны к оси нарезок. Отклонения не должны превышать 1°.
(Измененная редакция, Изм. N 1).
2.9. Торцовые поверхности сгонов и ниппелей должны быть перпендикулярны к осям проходов. Отклонение не должно превышать 1°.
2.10. Допускаются следующие предельные отклонения для строительных длин соединительных частей:
± 1,5 мм — для длины до 50 мм;
±2,0 мм — для длины св. 50 до 100 мм;
±2,5 мм — для длины св. 100 до 200 мм.
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Соединительные части предъявляются к приемке партиями. Партия должна состоять из соединительных частей одного размера, одной марки стали и сопровождаться одним документом о качестве по .
Масса партии — не более 1 т.
3.2. Отбор единиц продукции для проверки их качества проводится методом случайной выборки из разных мест партии.
3.3. Проверке внешнего вида должна подвергаться каждая соединительная часть партии.
Для проверки внешнего вида соединительных частей, изготовленных из труб, прошедших 100%-ный контроль качества физическими методами без разрушения или 100%-ное гидравлическое испытание, отбирают не менее 1% соединительных частей от партии.
3.4. Для контроля размеров резьбы отбирают не менее 40 соединительных частей от партии.
3.5. Для проверки перпендикулярности торцовой плоскости оси прохода, соосности осей нарезки резьбы, наружного диаметра и длины отбирают не менее 10 соединительных частей для каждого вида испытаний.
3.6. Для проверки качества цинкового покрытия (толщины и сплошности) отбирают не менее 5 соединительных частей от партии.
3.7. Для проверки прочности соединительных частей отбирают не менее 1% соединительных частей от партии.
3.8. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр поверхности (наружной и внутренней) проводится визуально.
4.2. Контроль размеров резьбы проходным калибром проводится по . При проверке резьбы непроходным калибром-пробкой ввинчиваемость должна быть не менее 3,5 оборота, а для контргаек — не более одного оборота.
4.3. Контроль соосности осей нарезки резьбы и перпендикулярности торцовой плоскости оси-прохода проводится по и .
4.4. Соединительные части (кроме контргаек) испытывают на прочность пробным гидравлическим давлением по в течение времени, необходимого для осмотра, но не менее 2 мин.
Примечание. Соединительные части, изготовленные из труб, прошедших 100%-ный контроль качества физическими методами без разрушения или 100%-ное гидравлическое испытание, после их изготовления испытательному гидравлическому давлению не подвергаются.
4.5. Качество покрытия оцинкованных соединительных частей проверяют по или по .302−79 в зависимости от способа нанесения покрытия.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение стальных соединительных частей — по .
5.2. Соединительные части без покрытия и резьбы оцинкованных соединительных частей во время транспортирования должны быть защищены от коррозии.
1. СОРТАМЕНТ
1. Соединительные части с D у , указанным в скобках, изготавливаются по требованию потребителя.
2. Масса оцинкованных соединительных частей больше черных на 4 %.
(Измененная редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Соединительные части изготавливаются из хорошо сваривающейся стали по ГОСТ 380-71 и ГОСТ 1050-73.
2.2. Поверхность (наружная и внутренняя) соединительных частей не должна иметь трещин, плен и свищей. На поверхности соединительных частей допускаются пороки (по граням контргайки - утяжины от штамповки па поверхности противоположной опорной, следы от валков, риски от зажимных призм и кулачков нарезного инструмента и др.), не выводящие толщину стенки за предельные отклонения. Для притупления острых кромок допускается обработка соединительных частей до нанесения резьбы в галтовочных барабанах.
2.3. Оцинкованная наружная и внутренняя поверхности соединительных частей должны иметь сплошное ровное цинковое покрытие (резьба и торцы не оцинковываются) без пятен, пузырчатости и включении окисных пленок. Допускается небольшая шероховатость и местные наплывы на наружной и внутренней поверхностях, при этом не допускается отслаивание покрытия от основного металла. На внутренней поверхности допускаются желтые или темные пятна общей площадью, не превышающей 5 % всей внутренней поверхности.
2.4. Резьба соединительных частей должна выполняться по ГОСТ 6357-81 (класс В), снятие фаски у внутренней резьбы - по ГОСТ 10549-80. Допускается уменьшение высоты профиля за счет ее вершины, но не более чем на 15 %.
Примечание. По согласованию потребителя с изготовителем при 100 %-ной галтовке перед нарезкой снятие фаски дополнительно не производится.
2.5. На наружной резьбе допускается уменьшение полезной длины резьбы (без сбега) до 10 %.
2.6. В пределах полезной длины резьбы допускаются нитки с неполной и сорванной резьбой, если в сумме они составляют не более 8 % требуемой длины резьбы.
2.7. Отклонение между осями у сгонов не должно превышать 1°.
2.8. В муфтах обе торцовые поверхности, а в контргайках - одна торцовая поверхность со стороны фаски должны иметь параметр шероховатости Rz £ 320 мкм по ГОСТ 2789-73 и быть перпендикулярны к оси нарезок. Отклонения не должны превышать 1 ° .
± 1,5 мм - для длины до 50 мм;
± 2,0 мм - для длины св. 50 до 100 мм;
± 2,5 мм - для длины св. 100 до 200 мм.
3.1. Соединительные части предъявляются к приемке партиями. Партия должна состоять из соединительных частей одного размера, одной марки стали и сопровождаться одним документом о качестве по ГОСТ 10692-80. Масса партии - не более 1 т.
Для проверки внешнего вида соединительных частей, изготовленных из труб, прошедших 100 %-ный контроль качества физическими методами без разрушения или 100 %-ное гидравлическое испытание, отбирают не менее 1 % соединительных частей от партии.
3.7. Для проверки прочности соединительных частей отбирают не менее 1 % соединительных частей от партии.
Результаты повторных испытаний распространяются на всю партию.
4.2. Контроль размеров резьбы проходным калибром проводится по ГОСТ 1623-61. При проверке резьбы непроходным калибром-пробкой ввинчиваемость должна быть не менее 3,5 оборота, а для контргаек - не более одного оборота.
4.3. Контроль соосности осей нарезки резьбы и перпендикулярности торцовой плоскости оси-прохода проводится по ГОСТ 24642-81 и ГОСТ 24643-81.
4.4. Соединительные части (кроме контргаек) испытывают на прочность пробным гидравлическим давлением по ГОСТ 356-80 в течение времени, необходимого для осмотра, но не менее 2 мин.
Примечание. Соединительные части, изготовленные из труб, прошедших 100 %-ный контроль качества физическими методами без разрушения или 100 %-ное гидравлическое испытание, после их изготовления испытательному гидравлическому давлению не подвергаются.
4.5. Качество покрытия оцинкованных соединительных частей проверяют по ГОСТ 3262-75 или по ГОСТ 9.302-79 в зависимости от способа нанесения покрытия.
5.1. Маркировка, упаковка, транспортирование и хранение стальных соединительных частей - по ГОСТ 10692-80.
(Измененная редакция, Изм. № 1).
ГОСТ 8965-75 Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа
Настоящий стандарт распространяется на стальные соединительные части с цинковым покрытием и без покрытия с цилиндрической резьбой, служащие для соединения водогазопроводных труб, с применением уплотнителя, в системах отопления, водопровода, газопровода и других системах, работающих в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др.) при температуре проводимой среды не выше 175 °С и давлении Р = 1,6 МПа.
1.1. Устанавливает следующий сортамент соединительных частей для трубопроводов
Наименование соединительных частей
Обозначение стандарта на основные размеры
Условный проход D у , мм
8, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, (150)
8, 10, 15, 20, 25, 32, 40, 50, (65), (80), (100)
15, 20, 25, 32, 40, 50, (65), (80)
1. Соединительные части с D у , указанным в скобках, изготавливаются по требованию потребителя.
(Измененная редакция, Изм. № 1).
( Поправка, ИУС 5 2008 г.).
Соединительные детали трубопроводов
Трубопроводные системы кроме ровных участков также имеют всевозможные места с заворотами, ответвлениями, переходами с одного диаметра на другой и т.п. Для их монтажа применяют особые соединительные детали, которые и называются - соединительные детали трубопроводов, фитинги.
Фитинги позволяют не только разветвить, завернуть трубопровод, сформировать переход или подсоединить любой вид трубопроводной арматуры, но и обеспечить герметичность системы.

Соединительные элементы трубопроводов, фитинги, применяются на трубопроводах, транспортирующих любую рабочую среду. Они широко используются в коммунальной сфере для создания водо-, газопроводов, канализационных систем.
В производственной сфере соединительные элементы трубопроводов применяются для трубопроводных систем, которые транспортируют агрессивные химические среды, воду, газ с разными примесями. Фитинги также устанавливают на трубопроводы, транспортирующие нефть, природный газ, продукты нефтепереработки.

Виды соединений элементы трубопроводов:
- Неразъемное соединение - совершается при помощи пайки, сварки, прессования, бетонирования либо склеивания.
- Разъемное соединение - резьбовое, фланцевое, раструбное, с использованием муфт и другое.
Тип присоединения фитингов выбирают исходя из следующих факторов: материала, физико-механических свойств транспортируемой рабочей среды, условий эксплуатации и места монтажа трубопровода. В ситуации, когда предполагается частая разборка, переборка, замена элементов трубопроводной системы, то следует использовать разъемные соединения. В обратном случае, при постоянном использовании всех элементов трубопроводной системы, а также для обеспечения максимальной герметичности системы, рекомендуется использовать приварное присоединение элементов трубоповода.

В зависимости от типа присоединения элементов трубопровода, подбираются и соединительные детали. Но, кроме типа присоединения, фитинги различаются по назначению.
Самые востребованные соединительные детали трубопровода:
- Отводы;
- Тройники;
- Переходы;
- Фланцы;
- Соединительные муфты.
Отводы
Этот тип фитингов используют в случае, когда необходимо изменить траекторию движения потока рабочей среды по трубопроводу. Отвод представляет собой изогнутый отрезок трубы под углом от 3 до 180 градусов и применяется при монтаже любых типов трубопроводных систем - водо- и газопроводов, магистралей, теплотрасс. Наиболее востребованы отводы с углом поворота в 90 градусов.

Отводы производятся в следующих конфигурациях:
- Гнутые отводы. Угол поворота отвода от 3 до 90 градусов. Такие соединительные элементы имеют небольшой диаметр и выполняются путем сгиба трубы под воздействием высокой температуры. Данные отводы изготовляют на специальном оборудовании.
- Штампованные отводы. Такие отводы производятся при помощи штамповки заготовки с последующей сваркой. Угол поворота данных фитингов составляет от 45 до 180 градусов.
- Цельнотянутые гнутые отводы. Изделия данного типа изготавливаются на протяжном станке и обладают небольшим радиусом кривизны.
- Сварные секционные отводы. Соединительные элементы данного вида, изготовлены методом сварки отдельных отрезков труб между собой. Такие отводы могут иметь значительный диаметр.

Наиболее востребованными являются крутоизогнутые отводы со следующими углами поворота:
- 45 градусов;
- 60 градусов;
- 90 градусов;
- 180 градусов.
В последнее время особенной популярностью при монтаже трубопроводов стали пользоваться нержавеющие отводы. Такие соединительные элементы изготавливаются из стали, содержащей в своем составе хром. Преимуществом таких отвод служит устойчивость к коррозии и разным агрессивным средам.

Тройники
Тройники довольно популярный вид фитингов, необходимых для соединения трубопроводов в местах разветвления трубопровдной системы. Данный вид соединительных элементов подвергаются динамическим нагрузкам, поэтому к ним предъявляют особые требования по прочности.
Тройники подразделяются на несколько типов. В зависимости от отношения размера горловины к размеру корпусу тройника, их различают на следующие виды:
- Переходные тройники. У данных соединительных элементов трубопровода различный диаметр горловины и проходных отверстий корпуса. Используются такие тройники на участках магистрали, где ответвленный трубопровод отличается диаметром от центрального трубопровода.
- Равнопроходные тройники. Такие тройники обладают одинаковым (равным) диаметром горловины и проходных отверстий корпуса.
По способу изготовления тройники можно разделить на следующие группы:
- литые;
- изготовленные с помощью газовой вырезки с последующей их сварки.
- штампованные с последующей механической обработкой.
- штампованные со сваркой.
По способу присоединения тройники бывают сварными и фланцевыми.
Переходы
Соединительные элементы трубопровода, в задачу которых входит плавно изменять диаметр трубопровода по которому транспортируется рабочая среда, получили название переходы.
Основными параметрами переходов являются входной и выходной диаметр, и длина перехода.
По виду изготовления переходы делятся на несколько видов.
Эксцентричные переходы
У эксцентрических переходов входной и выходное отверстие расположены не на единой оси, а немного смещены в сторону. Такие соединительные изделия используются в том случае, когда опоры трубопровода находятся не на одной высоте.

Концентрические переходы
Переходы концентрические - это соединительные элементы, у которых проходные отверстия находятся на одной оси.

Методы изготовления переходов бывают следующие:
- ковка или штамповка заготовок с последующей механической обработкой.
- вальцовка листов с последующим применением сварки.
- штамповка из листа со сваркой.
- штамповка трубной заготовки.
Методы монтажа на трубопровод бывают двух видов: сварка и с помощью фланцев.
Фланцевое соединение используется для трубопроводов с высоким давлением, а к системам с малым давлением, таким как, водопроводы и др. переходы монтируются с помощью сварки.
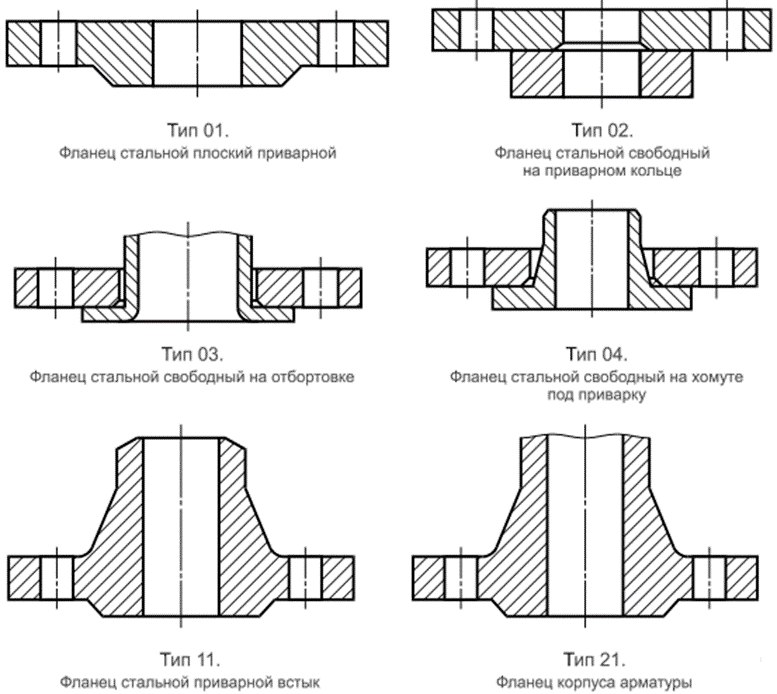
Фланцы
Очень популярный вид фитингов – это фланцы. Они применяются в трубопроводных системах для создания разъемного соединения. Изготавливаются фланцы в форме диска или квадратной рамки. После монтажа фланцы стягивают арматуру или трубы одного диаметра болтами или шпильками.
Обычно фланцы монтируются в местах присоединения трубопровода к арматуре, оборудованию с ответными фланцами, либо на участках труб, которые подлежат замене в процессе эксплуатации.

Фланцы изготавливаются по ГОСТ и ОСТ. Они имеют стандартные размеры и аналогичный с трубами условный диаметр (Ду). Для повышения герметичности соединения арматуры с трубопроводом при монтаже фланцев применяется прокладка из паронита или резины. Свойства и материал такой прокладки подбирается в зависимости от характеристик транспортируемой рабочей среды.
По методу соединения фланцы бывают резьбовыми и сварными.
По ГОСТ 12815 сварные фланцы подразделяются на:
- Плоские приварные. Привариваются двумя швами;
- Приварные встык;
- Свободные на приварном кольце.
Данные изделия изготавливаются при помощи ковки, штамповки, литья, методом вырезки из цельного металла с последующей металлообработкой. Материалы изготовления – различные стали: углеродистая (сталь 20, 25), легированная (09Г2С, 10Г2), нержавеющая (12Х18Н10Т, 15ХМ) и т.п. Материал из которого изготавливают фитинг подбирается учитывая условия эксплуатации и параметры рабочей среды.
В соответствии с ГОСТ 12815-80 в зависимости от вида уплотнительных плоскостей, фланцы делятся на 8 типов:
- С выступом;
- С соединительным выступом;
- С впадиной;
- С пазом;
- С шипом,
- Под прокладку овального сечения;
- Шип-паз под фторопластовые прокладки;
- Под линзовую прокладку.

Фланцы обладают высокой прочностью, химической устойчивостью, теплостойкостью, хорошими показателями упругости. Они используются на трубопроводах всех видов, в том числе на трубопроводных системах и трубах с повышенным давлением транспортируемой рабочей среды.
Муфты
Соединительная муфта - это тип соединительных элементов, у которых внутренний диаметр равен наружному диаметру соединяемых труб. Применяются соединительные муфты как для монтажа разборных, так и монолитных трубопроводов. При монтаже разборных трубопроводов используют резьбовые муфты, при монтаже монолитных применяют клеевые муфты либо муфты под сварное соединение.

Муфты монтируются на трубопровод сверху и стягивают его, обеспечивая герметичное соединение. Материал соединительной муфты должен быть полностью идентичен материалу соединяемых труб.
Ещё один вид соединительных муфт – это раструбные муфты. Сфера их применения - монтаж в безнапорные трубопроводы (например, в канализацию). Для герметичности таких соединения используют резиновые уплотнения.

По большому счету, муфта является альтернативой фланцевому соединению. Резьбовая муфта в стальном трубопроводе так же, как и фланцы дает возможность производить демонтаж и замену отдельных деталей и участков трубопровода.
При выборе соединительных деталей необходимо обращать внимание на тепловое расширение материала, из которого изготовлены трубы и фитинги. Материал труб и соединительных деталей должен быть одинаковым. Данное условие необходимо для обеспечения герметичности и надежности трубопроводной системы.
Так же очень важно чтобы все соединительные детали были изготовлены в соответствие с требованиями ГОСТ. Детали изготовленные по ГОСТу полностью соответствуют по своим габаритам ответным трубам, а также обладают всеми необходимыми физико-химическими свойствами. При приобретении соединительных деталей необходимо убедиться в наличии всех сертификатов соответствия на данные изделия.
Читайте также: