Чем обработать инструментальную сталь
Обновлено: 04.05.2024
Эффективность лазерного термоупрочнения зависит от способности материала превратить энергию лазерного излучения в тепловую. Количество поглощенной энергии зависит от отражательных свойств материала, наличия оксидных пленок, температуры и длины волны лазерного излучения. Чем меньше длина волны, тем лучше поглощается энергия. С уменьшением электрической проводимости и увеличением параметров шероховатости поглощение энергии лазерного излучения увеличивается; поглощающая способность материала повышается до 70 %.
Фосфатирование поверхности - наиболее эффективный способ увеличения поглощательной способности поверхности при лазерном облучении (табл. 9.7). При лазерной закалке центр закаленной зоны имеет черно-синий цвет, а края - серый.
| Метод обработки поверхности | Толщина пленки, мкм | Состояние закаленной зоны металла | |
| глубина, мм | микротвердость, МПа | ||
| Фосфатирование марганцевое | 8 . 10 | 0,43 . 0,5 | 5000 - 8000 |
| Воронение | 5 . 10 | 0,35 . 0,44 | |
| Цинковый фосфат | 3 . 5 | 0,28 . 0,35 | |
| Аморфный фосфат | 1 . 2 | 0,2. 0,3 | |
| Алюмохромофосфатные покрытия | 50 . 80 | 0,4 . 0,45 | |
| Черное хромирование | 5. 10 1 | 0,35 . 0,45 |
Количество таких легируемых элементов, как хром, марганец или молибден, влияет на закаливаемость; повышение микротвердости в зоне лазерного влияния наблюдается у сталей при малой дозе легирования.
Обработку непрерывным лазерным излучением ведут при определенной скорости сканирования луча по поверхности. С ростом плотности мощности и уменьшением относительных скоростей перемещения луча скорости охлаждения падают. В результате закаленная структура отпускается и твердость уменьшается. Максимальная твердость поверхностного слоя будет при достаточно высокой скорости охлаждения. Однако при низких скоростях перемещения луча увеличивается глубина закаленного слоя. Следовательно, режимы лазерной обработки оптимизируют в зависимости от требуемых функциональных свойств. Оптимизация режимов лазерного облучения приведена на рис. 9.19 и 9.20 для заготовок из стали 40 ХН.
Упрочнение режущего инструмента локализовано в режущих кромках, Малообъем- ность кромки затрудняет теплоотвод в материал заготовки. Оптимальный режим импульсной обработки достигается при облучении энергией излучения на 2 . 3 Дж ниже Eyv. При непрерывном излучении подбирается энергия для каждой марки стали, при которой обеспечивается небольшое оплавление поверхности заготовки. Предварительная обработка поверхности лазером, энергией на 5 . 7 Дж меньше оптимальной, улучшает равномерность поглощения энергии при повторном облучении. Аустенитные и ферритные стали, не обнаруживающие -фазовые переходы, не подвергаются закалке лазером.
Рис. 9.19. Зависимость микротвердости Нц зоны нагрева от скорости v при интенсивности излучения 3530 (кривая 7); 5080 (кривая 2); 6272 (кривая 3) и 7938 Вт/
Рис. 9.20. Зависимость глубины z упрочненного слоя от скорости обработки v при интенсивности излучения 3530 (кривая 1); 5080 (кривая 2);6272 (кривая 3) и 7938 Вт/см 2 (кривая 4)
Лазерную закалку рекомендуется проводить в различных газовых средах (аргона, азота, углекислого газа). В одних случаях это предохраняет поверхность от обезуглероживания, в других, наоборот, насыщает углеродом, азотом и другими легирующими элементами.
Оптимальные режимы обработки заготовок из инструментальных стадей для лазерных установок серии «Квант» даны в твбл. 9.8.
При обработке фрез (из 8Х6ВФ, РФ1, Р6М5 и др.) лучом лазера их стойкость возрастает в 1,5-2 раза; заготовки из стали Р18Ф2К8М обрабатывают при плотности энергии 4 Дж/мм 2 и4 = 2мм (табл. 9.9).
Основные требования, предъявленные к стали для изготовления штампов, - высокая износостойкость, теплостойкость, ударная вязкость. Создание оптимальных свойств поверхности зависит от исходной микрогеометрии, твердости и т.д. (табл. 9.10).
Качество обработки штамповых сталей импульсным излучением можно повысить повторным облучением (табл. 9.11).
9.8.Режимы лазерной обработки на установках серии «Квант»
| Материал заготовки, сталь | «Квант-16» | «Квант-18» | |||
| , Дж/ | , Дж/ | , Дж/ | , Дж/ | ||
| У8 | |||||
| У10 | - | - | - | - | - |
| 9ХС | - | - | - | - | |
| ХВГ | |||||
| ШХ15 | |||||
| Х12 | - | - | - | - | - |
| Х12М | |||||
| - | - | - | - | - |
9.9.Режимы облучении инструментальных сталей при коэффициенте перекрытия 0,5 и диаметре пятна лучаD= 2,2 мм
Чем обработать инструментальную сталь
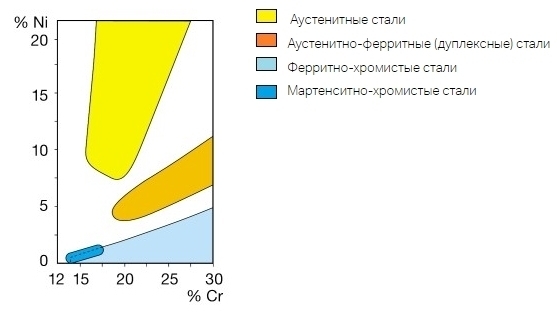
- мартенситные стали, которые имеют в качестве основной структурной составляющей мартенсит. Они содержат от 12 до 17 % Cr (хромистые стали) и имеют достаточно высокое содержание углерода (C), что позволяет подвергать такие сплавы закалке.
- мартенситно-ферритные сплавы имеют структуру, в которой, кроме мартенсита, содержится более 10 % феррита. Они включают от 13 до 18 % Cr (хромистые стали).
- ферритные стали отличаются структурой, основанной на феррите. В их составе есть от 13 до 30 % Cr (хромистые стали). Такие сплавы отличаются магнитными свойствами. Они имеют доступную себестоимость, что обусловлено низким содержанием никеля.
- аустенито-мартенситные стали имеют структуру, состоящую из аустенита и мартенсита в определенных пропорциях. Они включают от 12 до 18 % Cr и от 4 до 9 % Ni (хромоникелевые и хромомарганцевоникелевые стали).
- аустенито-ферритные сплавы имеют структуру, включающую аустенит и минимум 10 % феррита (хромоникелевые и хромомарганцевоникелевые стали).
- аустенитные стали имеют структуру, основанную на аустените (хромоникелевые стали, хромомарганцевоникелевые стали).
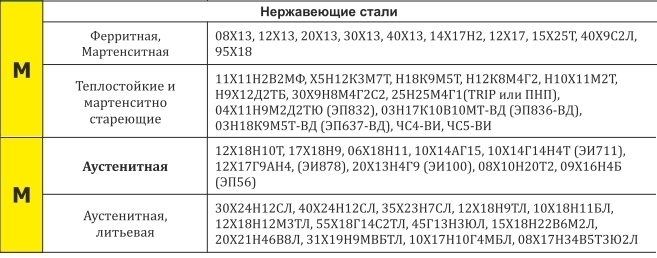
В сравнении с обычными сталями, высоколегированные коррозионно-стойкие и жаростойкие стали обладают худшей обрабатываемостью, так как содержат в больших количествах легирующие элементы: хром (15. 18 %), никель (8. 11 %), марганец (1.. .2 %). Иногда в них входят в небольших количествах титан, вольфрам, молибден, ниобий при некотором снижении содержания хрома и никеля.
Снижение обрабатываемости этих сталей связано с изменением их механических и теплофизических свойств. Например, жаростойкие (окалино-стойкие) и жаропрочные стали аустенитного класса отличаются высокой упрочняемостью при резании. Некоторые марки сталей в процессе пластического деформирования склонны к структурным превращениям, заключающимся в переходе аустенита в мартенсит. Эти стали, как правило, имеют низкую теплопроводность, что затрудняет отвод теплоты из зоны резания в стружку и заготовку. При этом повышаются температура резания и интенсивность износа инструментов, возможно образование термических трещин на кромках инструмента (пластин).
Стоит заметить, в определенных случаях предварительная термическая обработка на структуру - способствует улучшению обрабатываемости многих типов нержавеющих сталей.
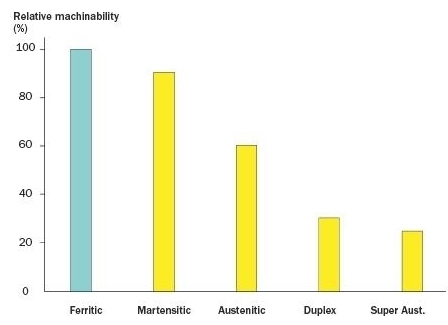
При обработке нержавеющих сталей затруднен контроль над стружкообразованием, наиболее плохой контроль над стружкодробленим происходит при обработке аустенитных и дуплексных нержавеек, относительно хороший при обработке ферритной и мартенситной нержавеющих сталей. Обработка нержавеющих сталей сопровождается высокими силами резания и высокой температурой в зоне резания, липкие сорта склонны к налипанию на режущую кромку (образование наростов при невысоких скоростях обработки), склонны к упрочнению. Для снижения вероятности образования наростов рекомендуется обработка на скоростях более 100-120 м/мин. При черновой обработке, в случае, когда подача СОЖ строго в зону резания затруднена даже с применением высокого давления СОЖ через инструмент (державку) – рекомендуется работа без применения СОЖ для снижения вероятности возникновения термотрещин. При чистовой обработке применение СОЖ обязательно (при этом стоит заметить, что качество обработанных поверхностей, стойкость инструмента во многом зависит от качества СОЖ и схемы его подачи). Подача СОЖ под высоким давлением четко в зону резания может снизить износ инструмента до 2-5 раз. Нужно упомянуть и положительный опыт при охлаждения зоны резания углекислотой до температуры минус 50-70 градусов по Цельсию.
При работе на универсальных станках в качестве смазки (СОЖ) при обработке нержавеющих сталей часто применяют олеиновую кислоту, сало, иногда специализированные смазки (см .приложение 1 ).
Перлит , в свою очередь, осложняет процесс резания следующими факторами: сильный абразивный износ; повышенные силы резания.
Обрабатываемость резанием сталей с содержанием C < 0,25 % в значительной мере обусловлена вышеназванными свойствами феррита. При низких скоростях резания на режущей кромке образуются наросты. С повышением скорости резания износ инструмента постепенно увеличивается, при этом возрастает и температура резания. Учитывая эти факторы, следует выбирать инструмент по возможности с положительным передним углом. Поверхности низкого качества и с множеством заусенцев образуются прежде всего при низких скоростях резания, обусловленных технологией обработки.
Для углеродистых сталей с содержанием C от 0,25 до 0,4 % свойства перлита влияют на обрабатываемость резанием следующим образом: снижаются склонность к налипанию и образование наростов на режущей кромке; вследствие повышенной нагрузки на зону контакта возрастает температура резания и увеличивается износ инструмента; структура материала положительно влияет на чистоту обработки поверхности, на количество и форму стружки.
При дальнейшем повышении содержания углерода (0,4 % < C < 0,8 %) доля перлита увеличивается, а при 0,8 % C перлит остается единственной структурной составляющей. В целом стали считаются материалом, хорошо поддающимся резанию, только с точки зрения образования стружки и чистоты обработки поверхности. Вследствие повышенной твёрдости и прочности надлежит считаться с интенсивным износом. Для уменьшения износа следует работать с пониженной скоростью или с использованием СОЖ.
В заэвтектических углеродистых сталях (C > 0,8 %) при медленном охлаждении на воздухе также образуются феррит и цементит . В отличие от доэвтектических углеродистых сталей ферритовая решетка не образуется, феррит присутствует только в качестве раствора в перлите. Образование перлита начинается непосредственно от границ зерна аустенита. При содержании углерода значительно выше 0,8 % на границах зерна происходит осаждение цементита, т.е. даже свободный цементит образует оболочку вокруг зерен аустенита или перлита. Подобные стали при обработке резанием вызывают очень сильный износ. Наряду с интенсивным абразивным воздействием твёрдых и хрупких структурных составляющих, возникающие высокие давления и температуры даже при
сравнительно низких скоростях резания вызывают сильный износ по передней и задней поверхностям. В связи с этим надлежит работать с низкими скоростями резания и большими поперечными сечениями стружки, а также с прочными режущими кромками.
В инструментальных, легированных и быстрорежущих сталях увеличение легирующих элементов всегда приводит к ухудшению обрабатываемости (до Коб = 0,6) и росту шероховатости обработанной поверхности вследствие образования твердых карбидов. При этом, как правило, повышаются предел прочности σв при растяжении и твердость сталей, возрастает сопротивление сталей обработке резанием. Наихудшую обрабатываемость имеют структуры: сорбитообразный перлит, сорбит и тростит после закалки и отпуска. Наилучшей по обрабатываемости структурой инструментальных сталей является зернистый перлит с равномерно распределенными мелкими карбидами после тщательной проковки и сфероидизирующего отжига. В целом же в зависимости от химического состава у высоколегированных сталей коэффициент обрабатываемости снижается от Коб = 0,65 (хромистые, коррозионностойкие стали) до Коб = 0,3 (хромоникелевые жаростойкие стали).
Низкоуглеродистая сталь … такая как Ст. 3, Сталь 20… (содержание углерода <0,25%) требует особого внимания из-за сложностей со стружкодроблением и тенденции к налипанию (наростообразование на режущей кромке). Для дробления и отвода стружки необходимо обеспечить как можно большую подачу. Необходимо использовать высокую скорость резания для предотвращения наростообразования на режущей кромке пластины, которое может отрицательно сказываться на качестве обработанной поверхности. Применение пластин с острыми кромками и геометриями для ненагруженного резания уменьшают тенденции к налипанию материалов и предотвращают разрушение кромки.

При чистовой обработке таких сталей рекомендуется применение острых полированных геометрий пластин из кермета, при этом скорость резания должна быть в пределах от 150 до 450 м/мин (в зависимости от условий обработки и производителя пластин значение скорости резания может доходить до 500-700 м/мин). Кермет обеспечивает не только превосходную остроту режущей кромки, но способствует минимальному взаимодействию материала инструмента и обрабатываемого материала, что в свою очередь способствует получению высокого качества обрабатываемых поверхностей. Кермет как правило плохо работает на скоростях ниже 100 м/мин, качество обработки и стойкость пластин заметно снижаются.
Применение высококачественных СОЖ для чистовой обработки так же способствует улучшению обрабатываемости низкоуглеродистых сталей.
При фрезеровании низкоуглеродистых сталей основной проблемой так же является образование наростов и заусенцев. Одним из вариантов решения проблемы является применение скоростной обработки, применение инструментов с острой геометрией, применение качественных СОЖ.
Обрабатываемость низколегированной стали зависит от содержания легирующих элементов и термообработки (твёрдости). Для всех материалов в этой группе наиболее распространёнными механизмами износа являются лункообразование и износ по задней поверхности. Поскольку упрочнённые материалы выделяют в зоне резания больше тепла, распространённым механизмом износа также является пластическая деформация. Для низколегированной стали в неупрочнённом состоянии первым выбором будет серия сплавов и геометрий для стали. Для точения упрочнённых материалов предпочтительно использовать более твёрдые сплавы, пластины с многослойными износостойкими покрытиями (в определенных случаях керамику и CBN).
Высоколегированные стали с общим содержанием легирующих элементов более 5%. В эту группу входят и мягкие, и упрочнённые материалы. Обрабатываемость снижается с ростом содержания легирующих элементов и твёрдости. Что касается низколегированных сталей, то первым выбором будут сплавы и геометрии для стали. Сталь с содержанием легирующих элементов более 5% и твёрдостью более 450 HB предъявляет дополнительные требования в плане стойкости к пластической деформации и прочности кромки. Часто для сталей, в состав легирующих элементов которой входят хром, титан, марганец - рекомендуется применение прочных сплавов пластин с многослойными износостойкими покрытиями подобными для обработки чугунов, поскольку преобладающим становится износ по задней поверхности, выкрашивания.
При фрезеровании сталей высокой твёрдости важное значение приобретает взаимное расположение заготовки и фрезы для предотвращения выкрашивания режущей кромки (во избежание излишнего увеличения толщины стружки на выходе, а также по возможности проводить черновую обработку без применения СОЖ).
Нужно заметить, что в каталогах различных производителей инструмента мартенситные нержавеющие стали (типа 20Х13, 40Х13, 65Х13, 14Х17Н2, 95Х18 и др.) часто вносят в таблицы раздела группы Р. При обработке подобных материалов назначаются инструменты (марки сплавов) соответствующие для обработки сталей из раздела ISO группы Р. Мартенситная структура твердая, и вызывает в основном износ по задней поверхности. Применение твердых сплавов с многослойными износостойкими покрытиями, которые в сочетании обеспечивают и хорошую термостойкость, и высокую износостойкость позволяют вести обработку таких сталей без особых сложностей. Коэффициент обрабатываемости таких сталей в отожженном состоянии, или в закаленном и отпущенном состоянии при твердости 270-340HB для твердого сплава составляет Кʋтв.спл.=0,6-0,8.
Обрабатываемость многих сталей улучшается в результате отжига и отпуска , которые приводят к снижению действительного предела прочности при максимальном выделении из твердого раствора и максимальной коагуляции карбидов. Плохо обрабатываются стали и как с очень низкой твердостью, так и с высокой.
1. Воробьева Г.А., Иванов Д.А., Сизов А.М. Упрочнение легированных сталей термоимпульсной обработкой // Технология металлов. – 1998. – № 2. – С. 6-8.
2. Иванов Д.А. Влияние дозвукового пульсирующего водовоздушного потока на напряженное состояние сталей при термообработке // Технико-технологические проблемы сервиса. – 2007. – № 1. – С. 97-100.
3. Иванов Д.А. Закалка сталей, алюминиевых и титановых сплавов в пульсирующем дозвуковом водовоздушном потоке // Технико-технологические проблемы сервиса. – 2008. – № 2. – С. 57-61.
4. Иванов Д.А., Засухин О.Н. Обработка пульсирующим газовым потоком высокопрочных и пружинных сталей // Двигателестроение. – 2014. – № 3. – С. 34-36.
5. Иванов Д.А., Засухин О.Н. Использование пульсирующего дозвукового газового потока для повышения эксплуатационных свойств металлических изделий // Технология металлов. – 2015. – № 1. – С. 34-38.
Углеродистые инструментальные стали, содержащие более 0,8 % углерода (заэвтектоидные) широко используют для изготовления различных инструментов, таких, как вытяжные штампы для холодной штамповки при диаметре пуансона до 25 мм и режущий инструмент, не испытывающий в процессе работы нагрева выше 190-200 °C. Стандартная упрочняющая термическая обработка подобных изделий из данных сталей заключается в неполной закалке с температуры 760-780 °C, соответствующей аустенитно-цементитной структуре с получением структуры, состоящей из мартенсита закалки и вторичного цементита и последующего отпуска при температуре, не превышающей 150-170 °C, что обеспечивает сохранение твёрдости на уровне 62-63 HRC и выдержки при данной температуре продолжительностью 1-2,5 ч. в зависимости от сечения изделия.
Актуальной является задача снижения продолжительности отпуска инструмента из заэвтектоидной углеродистой стали У10-У13 при обеспечении достаточной вязкости его материала. Перед изобретением поставлена задача сокращения продолжительности технологического процесса упрочняющей термической обработки заэвтектоидных углеродистых инструментальных сталей и обеспечения более высоких значений показателей твёрдости притом, что инструмент не становится более хрупким. Решение поставленной задачи достигается тем, что углеродистые инструментальные стали У10-У13 подвергают закалке с температуры 760-780 °C на структуру, состоящую из мартенсита закалки и вторичного цементита, после чего при комнатной температуре подвергают в течение 10-15 минут воздействию пульсирующего дозвукового воздушного потока 3, имеющего частоту 1130-2100 Гц и звуковое давление 120-140 дБ, оказывающего комплексное влияние на метастабильную структуру мартенсита и способствующего протеканию в ней процессов, аналогичных превращениям при низком отпуске, вызывая при этом более значительное, чем при низком отпуске снижение остаточных напряжений.
Испытания, проведённые на образцах из углеродистой инструментальной стали У12 показали, что после описанной обработки их твёрдость до 2 единиц HRC превышает твёрдость после стандартного отпуска. При этом ударная вязкость после данной обработки не уступает ударной вязкости образцов после аналогичной закалки и стандартного отпуска, что может быть объяснено, прежде всего, более интенсивной, чем при отпускном нагреве релаксацией остаточных закалочных напряжений в результате распространения в стали механических волн, генерируемых пульсациями газового потока. Данный способ позволяет применять обработку пульсирующим газовым потоком к режущему, штамповому и другому инструменту из заэвтектоидных углеродистых инструментальных сталей, подвергаемых закалке на мартенситно-цементитную структуру. Таким образом изобретение позволило получить технический результат, а именно: сократить в 2-4 раза продолжительность технологического процесса упрочняющей термической обработки углеродистых инструментальных сталей и обеспечить более высокие значения показателей твёрдости притом, что инструмент не становится более хрупким.
Требования к инструментальным сталям
К инструментальным сталям предъявляются более высокие требования, чем к конструкционным. Это объясняется тем, что рабочие поверхности инструментов, изготовленных из инструментальных сталей, работают при высоких контактных напряжениях, больших удельных давлениях и подвергаются износу и нагреву. Инструментальные стали обладают высокой твердостью, прочностью, износостойкостью и рядом других свойств, необходимых для обработки материалов резанием и давлением.
Применение тех или иных материалов определяется требованиями, предъявляемыми к различным инструментам.
Материалы, из которых изготовляют режущие инструменты, должны обладать следующими свойствами:
— высокой прочностью, так как в процессе резания инструменты испытывают большие усилия;
— высокой твердостью, потому что процесс резания можно осуществить только в том случае, если твердость материала инструмента значительно больше твердости обрабатываемого материала;
— высокой износостойкостью, потому что стойкость инструмента зависит от степени истирания режущих кромок;
— высокой теплостойкостью, так как в процессе резания выделяется большое количество тепла, часть которого идет на нагрев режущих кромок инструмента, а последний, нагреваясь, теряет первоначальную твердость и быстро выходит из строя.
Инструментальные материалы не одинаково устойчивы против действия тепла: одни теряют свои режущие свойства при нагреве до температуры 200—250 °С, а другие способны резать даже при температуре до 1000 °С и более.
Стали для измерительных инструментов и деталей высокой точности должны обладать высокой износостойкостью, необходимой для сохранения инструментами размеров и формы в процессе эксплуатации, а также хорошей обрабатываемостью для получения высокого класса чистоты поверхности измерительных инструментов.
Требуемая износостойкость обеспечивается закалкой и отпуском сталей определенных марок, после чего они приобретают высокую твердость и сохраняют мартен-ситную структуру.
Постоянство размеров и формы достигается специальной термической обработкой измерительных инструментов, во многом отличающейся от обработки режущих инструментов и штампов.
Хорошая обрабатываемость необходима для получения при доводке поверхностей 13—14-го классов чистоты. При изготовлении, например, концевых мер длины высокий класс чистоты поверхности обеспечивает сцепляемость (притираемость) плиток.
При изготовлении штампов для холодного деформирования к сталям предъявляются два основных требования: высокая прочность и износостойкость. По сравнению с режущими инструментами твердость деталей штампов в зависимости от условий эксплуатации выбирают в более широких пределах (HRC 54—66).
Стали, из которых выполняют штампы для горячего деформирования, должны иметь:
— высокую прочность, необходимую для сохранения формы штампа при высоких удельных давлениях при деформировании;
— определенную теплостойкость — для сохранения повышенных прочностных свойств при нагреве;
— вязкость — для предупреждения поломок и выкрашивания и получения высокой разгаростойкости;
— разгаростойкость— для предупреждения трещин, возникающих при многократном чередовании нагрева и охлаждения;
— износостойкость;
— окалиностойкость (если поверхностный слой деталей штампа нагревается до температуры выше 600°С);
— теплопроводность — для лучшего отвода тепла, передаваемого заготовкой;
- прокаливаемость, так как многие детали штампов имеют большие размеры и высокие прочностные свойства должны быть получены по всему сечению.
Углеродистые тли
Углеродистые инструментальные стали делятся на качественные и высококачественные. Каждая из этих групп имеет восемь марок стали.
Буквы и цифры в обозначении марок стали означают: У — углеродистая; следующие за ней цифры — среднее содержание углерода (в десятых долях процента);
буква Г —сталь с повышенным содержанием марганца. Буквой А обозначаются высококачественные стали — более чистые, чем качественные, т. е. с меньшим содержанием серы, фосфора и остальных примесей, а также неметаллических включений и с более узкими пределами содержания марганца и кремния.
Увеличение в стали содержания углерода повышает ее твердость, но одновременно увеличивает и хрупкость. Поэтому для ударных инструментов применяют стали с меньшим содержанием углерода (У7 и У8), а для режущих и измерительных инструментов, требующих высокой твердости и износоустойчивости, — с большим содержанием углерода (У10 и У12).
Углеродистые стали обладают высокой твердостью после термической обработки и имеют низкую твердость в отожженном состоянии, что обеспечивает хорошую обрабатываемость резанием и давлением.
Недостаток углеродистых сталей — низкая теплостойкость – 200-250 °С.
Стали марок У7, У7А, У8, У8ГА, У9 и У9А служат для изготовления зубил, ножниц и пил для резки металлов и дерева, резцов для обработки меди и ее сплавов.
Стали марок У8А и У10А применяют для пуансонов, матриц, ножей и других деталей штампов.
Из сталей марок У10А, У11, У11А, У12 и У12А выполняют сверла малого диаметра, метчики, развертки, плашки, фрезы малого диаметра, пилы по металлу, ножовочные полотна, измерительные инструменты, зубила для насечки напильников.
Стали марок У13 и У13А служат для изготовления инструментов особо высокой твердости: резцов, зубил для насечки напильников, шаберов, напильников и т. п.
Углеродистые стали поставляются в отожженном состоянии в виде горячекатаных, кованых или калиброванных прутков различного сечения или в виде полос.
Легированные стали
В зависимости от назначения и свойств инструментальные легированные стали (ГОСТ 5950-63) подразделяют на две группы:
1) стали для режущего и измерительного инструмента и 2) стали для штампового инструмента. Стали 1-й группы делятся на стали неглубокой прокаливаемости и стали глубокой прокаливаемое. Стали 2-й группы делятся на стали для деформирования в холодном состоянии, для деформирования в горячем состоянии и для ударного инструмента.
В обозначениях марок сталей первые цифры указывают среднее содержание углерода в десятых долях процента. Они могут и не указываться, если содержание углерода близко к единице или больше единицы. Буквы за цифрами обозначают: Г — марганец, С — кремний, X — хром, В — вольфрам, Ф — ванадий, Н — никель, М — молибден. Цифры, стоящие после букв, указывают среднее содержание соответствующего элемента в целых процентах. Отсутствие цифр означает, что содержание этого легирующего элемента равно примерно 1%. В отдельных случаях содержание легирующих элементов не указывается, если оно не превышает 1,8%.
Содержание серы и фосфора в стали не должно превышать 0,030% (каждого элемента). Содержание остаточного никеля в стали, не легированной никелем, допускается не свыше 0,35%. Содержание остаточной меди в стали допускается не свыше 0,30%.
Легированные стали обладают по сравнению с углеродистыми повышенной вязкостью в закаленном состоянии, меньшей склонностью к деформациям и трещинам при закалке.
Режущие свойства легированных сталей примерно такие же, как и углеродистых инструментальных, потому что они имеют низкую теплостойкость (200—250 °С).
Легированные инструментальные стали находят широкое применение при изготовлении инструментов и технологической оснастки.
Из сталей марок 7ХФ, 8ХФ и 9ХФ изготовляют круглые и ленточные пилы, ножи для холодной резки металлов, зубила, пуансоны, керны и другие инструменты, работающие с ударными нагрузками.
Из сталей марок ХВ5, 9ХС, ХВГ, В1 и ХВСГ изготовляют резцы и фрезы для обработки с небольшой скоростью резания твердых материалов, спиральные сверла, метчики, развертки, плашки, гребенки, протяжки. Особенно большое распространение получили стали марок ХВГ и 9ХС. Сталь ХВГпрокаливается и мало деформируется, но вместе с тем она чувствительна к образованию карбидной сетки. По этой причине нередко возникают трещины и выкрашивание режущей кромки инструмента. Сталь требует строгого структурного контроля в состоянии поставки каждой плавки и после закалки — каждой партии инструмента. Кроме того, инструменты из стали ХВГ, работающие с повышенными удельными давлениями (сверла, протяжки, ножи), быстро теряют форму рабочей кромки (тупятся). Сталь ХВГ не может обеспечить высокой стойкости сложных фасонных инструментов.
Сталь 9ХС наряду с хорошей прокаливаемостью отличается большой устойчивостью при нагреве. Она сохраняет высокую твердость и износоустойчивость при нагреве до 250 °С. Благодаря равномерному распределению карбидов сталь 9ХС применяют при изготовлении инструментов с тонкой режущей кромкой. Однако сталь 9ХС трудно обрабатывается из-за высокой твердости в отожженном состоянии (НВ 228—241). Кроме того, она обладает повышенной чувствительностью к обезуглероживанию, в том числе и при нагреве в расплаве солей, что требует тщательного раскисления расплава.
Из стали марки 9ХВГ изготовляют концевые режущие инструменты, резьбовые калибры, лекала сложной формы, сложные и точные штампы для холодного деформирования, которые при термической обработке не должны подвергаться значительным объемным изменениям (короблению).
Из стали марки ХбВФ изготовляют резьбонакатные инструменты, ручные ножовочные полотна, матрицы, пу-апсоны и другие инструменты, предназначенные для холодного деформирования.
Стали марок Х12М и Х12Ф1 меньше других инструментальных сталей деформируются в процессе термической обработки. Из них изготовляют штампы сложной формы и высокой износостойкости, эталонные шестерни, накатные плашки, волочильные матрицы.
Из сталей марок ЗХ2В8Ф и 4Х8В2 изготовляют пресс-литьевые формы для изготовления деталей из пластмасс, формы для литья под давлением деталей из алюминиевых сплавов.
Из сталей марок 7X3 и 8X3 изготовляют матрицы для горячей высадки болтов на прессах и горизонтально-ковочных машинах со сменными рабочими вставками, формовочные и прошивные пуансоны при горячей гибке и обрезке.
Из сталей марок 5ХНМ, 5ХНВ, 5ХНСВ и 5ХГМ выпускают молотовые штампы средних и больших размеров.
Из сталей марок 4Х5В2ФС, 4Х5В4ФСМ, 4Х2В5ФМ и 4ХЗВ2Ф2М2 изготовляют инструменты для горячего деформирования нержавеющих, жаропрочных и других трудно деформируемых сплавов, а также формы для литья под давлением.
Из сталей марок 4ХС, 6ХС, 4ХВ2С изготовляют пневматические зубила, обжимки, ножницы для горячей и холодной резки металлов, детали штампов для холодного деформирования.
Из сталей марок 5ХВ2С и 6ХВ2С изготовляют резьбонакатные плашки, формы для литья под давлением.
Быстрорежущие стали
Быстрорежущей сталью называется сталь, содержащая в своем составе, помимо углерода, в качестве легирующих элементов вольфрам, хром, ванадий, молибден, образующие после термической обработки устойчивые карбиды. Кроме карбидообразующих элементов в некоторые марки быстрорежущих сталей входит также кобальт.
Быстрорежущие стали (ГОСТ 19265-73) приобретают после закалки и отпуска высокую твердость, прочность, износостойкость, теплостойкость, сохраняя режущие свойства во время работы при нагревании до 600— 650° С. Это позволяет увеличивать скорости резания инструментами из быстрорежущей стали в 2—4 раза и повышает их стойкость по сравнению с инструментами из углеродистой или легированной стали.
Преимущества быстрорежущей стали проявляются главным образом при обработке прочных (ав= = 100 кгс/мм2) и твердых сталей (НВ 200—250) и резании с повышенной скоростью.
Быстрорежущие стали обозначают буквами и цифрами: буква Р означает, что сталь относится к группе
быстрорежущих, а цифра после буквы Р показывает среднее содержание вольфрама (в %) в стали. Среднее содержание ванадия (в %) отмечают цифрой, следующей за буквой Ф, кобальта — цифрой после буквы К.
Быстрорежущие стали делятся на стали нормальной теплостойкости (Р18, Р12, Р6М5) и стали повышенной теплостойкости (Р18Ф2, Р14Ф4, Р9Ф5 и др.). Для обработки конструкционных сталей с твердостью до НВ 260— 280 и чугунов используют стали нормальной теплостойкости. При обработке более прочных и термоулучшен-ных конструкционных сталей необходимы стали ванадиевые (Р18Ф2) и для очень тяжелых режимов резания—кобальтовые (Р18К5Ф2, Р9К5 и Р9КЮ).
Сталь марки Р18 применяется в исключительных случаях для инструмента высокой производительности с очень большим сопротивлением износу, при обработке сталей с пределом прочности до 90—100 кгс/мм2 и чугунов твердостью НВ 270—300. Из нее изготовляют резцы, сверла, фрезы, долбяки, развертки, зенкеры, метчики, протяжки и плашки.
Сталь марки Р9 применяется для инструмента, легко шлифуемого при его производстве. Из нее изготовляют резцы, сверла, зенкеры, метчики, плашки и пилы. Не рекомендуется изготовлять шевера, протяжки, долбяки.
Сталь марки Р18Ф2 применяется для изготовления инструмента повышенной (по сравнению со сталями Р9 и Р18) производительности, теплостойкости и износостойкости. Рекомендуется для обработки твердых нержавеющих и жаропрочных сталей, а также титановых и жаропрочных сплавов. Из нее изготовляются резцы, фрезы, сверла, зенкеры и развертки.
Стали марок Р9К5, Р9КЮ, Р18К5Ф2 и Р10К5Ф5 применяются для обработки нержавеющих и жаропрочных сплавов и твердых материалов; для изготовления инструментов, нагревающихся в работе до высоких температур. Сталь Р9К.5, обладая высокой вязкостью, пригодна для работы с ударом; сталь Р9КЮ обладает высокой теплостойкостью. Из этих сталей изготовляют резцы, фрезы, сверла, зенкеры, червячные фрезы, долбяки, вставные ножи.
Сталь марки Р9Ф5 применяется для изготовления инструментов, предназначенных для выполнения чистовых операций. Рекомендуется для обработки стали средней твердости, бронз, латуней, жаропрочных и титановых сплавов, а также материалов, обладающих абразивными свойствами, — пластических масс, фибры, эбонита. Изготовляют из нее резцы, сверла, зенкеры и развертки.
Сталь марки Р14Ф4 по химическому составу и свойствам занимает среднее положение между сталями Р9Ф5 и Р18Ф2. Обладает более высокой твердостью, износостойкостью и теплостойкостью, чем стали Р9 и Р18.
Рекомендуется для обработки особо прочных материалов (легированных сталей, нержавеющих сталей, жаропрочных сплавов). Из нее изготовляют резцы, фрезы, зенкеры, протяжки.
Пластинки из быстрорежущих сталей для оснащения инструментов в зависимости от их назначения (ГОСТ 2379-67) различаются по форме.
В Советском Союзе на инструментальные стали разработан новый ГОСТ 19265-73, введенный в действие с января 1975 г. В ГОСТ включены новые марки быстрорежущих сталей с повышенным содержанием углерода и частичным замещением вольфрама молибденом и кобальтом. В их число входят Р6М5, Р6М5К5 и Р9М4К8.
Вольфрамомолибденовая сталь Р6М5 не только дешевле, но и отличается хорошей теплопроводностью, мало склонна к трещинообразованию в процессе шлифования. По режущим свойствам сталь Р6М5 немного уступает сталям Р18 и Р12 при чистовой обработке, однако при черновой обработке режущие свойства стали Р6М5 лучше, чем Р18. Недостаток стали Р6М5 —чувствительность к перегреву.
Читайте также: