Чем варить сталь 12хм
Обновлено: 20.05.2024
В зависимости от химического состава различают стали г. леродистые и легированные. Углеродистые стали разделяют на три группы в зависимости от содержания углерода (%). низкоуглеродистые (до 0,25); сред не у г леродистые (0,26. .0,45); высокоуглеродистые (свыше 0,45). Легированными пазы - вают стали, в которые специально вводят легирующие элементы— хром, никель, бор, титан, ванадий и др. Легированные стали также подразделяют на три группы: низколегированные (до 2,5 % легирующих элементов); легированные (2,5. 10 % легирующих элементов); высоколегированные (железа — более 45%, суммарное содержание легирующих элементов — не менее 10% при содержании одного из элементов не менее 8 %).
Свариваемость углеродистых сталей зависит от содержания в них углерода. Оценку свариваемости легированных сталей производят по эквиваленту углерода:
Сэкв = C+Mn/6+Cr/5+V/5+Mo/4 + Ni/15 + Cu/13+P/2,
Где С, Мп, Сг, V, Mo, Ni, Си, Р — содержания соответственно углерода, марганца, хрома, ванадия, молибдена, никеля, меди и фосфора в сотых долях процента; цифры в знаменателях — коэффициенты, полученные экспериментально.
Свариваемость стали ухудшается при Сэкв>0,3 %, так как создаются условия для образования закалочных структур и трещин в зоне термического влияния. Чтобы уменьшить вероятность возникновения таких структур и разрушения конструкций после сварки, применяют предварительный подогрев заготовок и высокотемпературный отпуск.
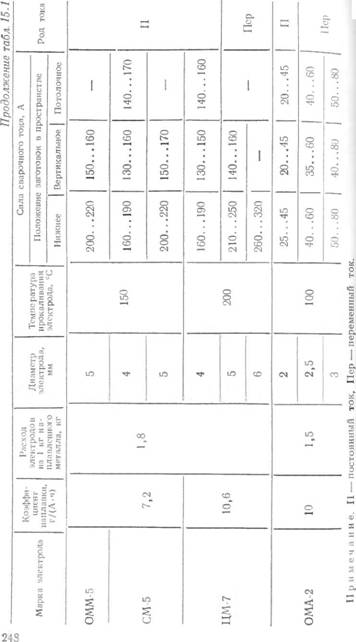
Ручную дуговую сварку покрытым электродом выполняют на максимально допустимых режимах электродами типов Э42. Э46 различных марок (табл. 15.1). При выл л - нении угловых соединений заготовок толщиной свыше 30 м и наложении первого слоя при многослойной стыковой сварке комендуется предварительный подогрев до ПО. 150 °С.
Механизированную сварку под флюсом и - полняют сварочными проволоками СВ-0,8, Св-08А или Св-08ГА в сочетании с флюсами марок АН-348А и ОСЦ-45, используя как
15.2. Ориентировочные режимы выполнения механизированной сШдрКОЙ под флюсом стыковых соединений на флюсовой подушке
Толщина JaTOTOBO С, Мм
Сила сварочного тока, А
Напряжение Дуги, В
Скорость подачи электродной проволоки, м/ч
Скорость сварки, м/ч
Примечание. Сварку выполняют на переменном токе электродной проволокой 0 2 мм без разделки кромок.
Переменный, так и постоянный ток. Для сварки заготовок толщиной менее 3 мм и наложения угловых швов с катетом до 4 мм рекомендуется применять постоянный ток обратной полярности. Ориентировочные режимы выполнения стыковых и угловых соединений приведены в табл. 15.2 и 15.3.
15.3. Ориентировочные режимы выполнения механизированной сваркой под флюсом нахлесточных и тавровых соединений «в лодочку»
Толщина заготовок, мм
Катет шва, мм
Напряжение дуги, В
Скорость сварки, м'ч
Примечание. Сварку выполняют электродной проволокой 0 2 мм
Механизированную сварку в углекислом газе осуществляют сварочными проволоками Св-08ГС, Св-08Г2С и Св-12Г. Ориентировочные режимы выполнения стыковых и угловых соединений приведены в табл. 15.4 и 15.5,
Ориентировочные режимы выполнения механизированной сваркой в углекислом - азе
Толщина заготинки, Мм
Длпмстр члекгродпой проволоки, мм
Количество проходон
Сила сварочного тока, А
Скорость подачи
Электродной проволоки, м/ч
Вылет электрода, Мм
Расход газа, л/мни
380-. 400 | 30. .32 1 180. 200 / 20. . .25 / 18. 20
15 5 Ориентировочные режимы выполнения механизированной сваркой в yv лек целом газе
Катег шна, Мм
Электродной проволоки, мм
НяпрЯЖІЧІИО
Г. корость подачи
Электрода, Мм
Р асход газа, л/мин
24. 29 J 180. 190
120. 180 | 19. 22
7. 0 9.. II 11. 14
Сварка заготовок Из среднеуглеродистых Сталей
Сварка сталей данной группы представляет пс: ■ ":енные трудности ввиду образования при охлаждении малопластичных закалочных структур, являющихся причиной возникновеї чя кри. сталлизационных трешин в зоне термического влияния. Снизить вероятность образования закалочных структур можно предвари, тельным и сопутствующим подогревом заготовок, применением электродов с пониженным содержанием углерода, подбором ре. жимов сварки, обеспечивающих минимальное проплавление основного металла, медленным охлаждением нагретого металла.
Ручную дуговую сварку выполняют электродами типов Э42А, Э50А, Э60А с фтористо-кальциевым покрытием. Режимы сварки с применением некоторых марок электродов приведены в табл. 15.6 (с. 253),
Механизированную сварку под флюсом выполняют сварочной проволокой Св-08ГА, Св-ЮГА, Св-10Г2 с использованием флюсов АН-348А и ОСЦ-45.
Механизированную сварку в углекислом газе осуществляют сварочной проволокой Св-08Г2С. При выборе режимов выполнения стыковых и угловых соединений мож - во руководствоваться данными, приведенными в табл. 15.4 и 15,5.
Низколегированные стали подразделяют на низкоуглеродистые (содержание углерода — до 0,25%), теплоустойчивые и среднеуглеродистые (содержание углерода — 0,26. 0,45 %)
Сварка заготовок из низколегированных низкоуглеродистых сталей. Низколегированные низкоуглеродистые стали 09Г8, 09Г2С, 10ХСНД, 15ХСНД, 14ХГС, 14Г2, 14Г2АФ, 16Г2АФ и другие практически не закаливаются при всех способах сварки. Предварительный подогрев до 100. 150 °С или отпуск при 600. 650 °С применяют при сварке заготовок толщиной свыше 30 мм.
Ручную дуговую сварку выполняют электродами типов Э42А, Э46А и Э50А с фтористо-кальциевым покрытием. При назначении режимов сварки можно руководствоваться данными табл. 15.1. Для предотвращения образования пор в металле шва сварку необходимо осуществлять короткой дугой п ща* тельно зачищенной поверхности прокаленными электродами
Механизированную сварку под флюсом в углекислом газе выполняют теми же материалами и в тех же режимах, что и сварку углеродистых сталей (см. табл 152 I. 15.5).
Сварка заготовок из низколегированных теплоустойчивых ста лей. Заготовки толщиной до 6 мм из низколегированных тещ " устойчивых сталей 12ХМ, 15ХМА, 20ХМЛ, 12Х1МФ, 20ХМФЛ ЗОХМА, 25Х1МФ, 12Х1МФ и других сваривают без предварительного подогрева. При большей толщине заготовок сварку выполняют с их предварительным подогревом до 200. 400гС многослойными швами.
При ручной дуговой сварке покрытыми электродами тип и марку электрода выбирают в зависимости от марки свариваемой стали и условий работы сварной конструкции. Например, сварку сталей 15ХМА, 20ХМА, ЗОХМА вы- полняют покрытыми электродами типа Э-ХМ марки УОНИ-13/ 45ХМ, сталей 12Х1МФ, 25Х1МФ — электродами типа Э-ХМФ марки ЦЛ-20А. Сварку ведут короткой дугой по тщательно зачищенной поверхности Заварка стыков должна выполняться без перерывов. В случае вынужденного перерыва сварочного процесса необходимо обеспечить равномерное и медленное охлаждение свариваемых заготовок, а перед возобновлением сварки обеспечить их нагрев до 200. 400 °С.
Сварку выполняют в режимах, рекомендованных для сварки заготовок из низколегированных низкоуглеродистых сталей.
Механизированную сварку в углекислом газе заготовок из сталей 15ХМА, 20ХМЛ выполняют электродной проволокой Св-08ХГ2СМА. После сварки рекомендуется высокий отпуск в следующих режимах: для сварных изделиг. из стали 15ХМА — посадка в печь при 200 °С, нагрев до 600.. 660'С со скоростью 40. .50 град/ч, выдержка 3 ч, охлаждение до 210 °С со скоростью 40. 50 град/ч, охлаждение на воздухе; для сварных изделий из стали 20ХМЛ — посадка в печь при 300 °С, нагрев до 620 °С со скоростью 40. 50 град/ч, выдержка 3. 5 ч, охлаждение на воздухе.
Заготовки из сталей 12X1МФ и 25Х1МФ сваривают пров. локон Св-08ХГСМФА. Высокий отпуск изготовленных сварны: изделий рекомендуется выполнять в следующем режиме: посадка в печь при 300 3С, нагрев до 640. 680 °С со скоростью 40. 50 гр_Д ч, выдержка 4 ч, охлаждение до 200 °С со скоростью 40. 50 гр. дч, охлаждение на воздухе
Режимы выполнения сварки аналогичны рекомендованным для сварки заготовок из низколегированных низкоуглеродпст-jx сталей.
Сварка заготовок из низколегированных среднеуглеродистых
Сталей. В низколегированных среднеуглеродистых сталях 20ХГСА, jgXrCA, ЗОХГСА, 35ХГСА, ЗОХГСНА, 30ХН2МА, 20Х2МА, 35ХМ t других углерод и легирующие элементы значительно затормаживают распад аустенита при охлаждении, повышая тем самым рероятность образования мартенситных структур и трещин в зоне термического влияния.
І Механизированную сварку под флюсом АН-10, АН-22 или АН-42 выполняют либо электродной проволокой, близкой по химическому составу свариваемым сталям, но о более высоким содержанием хрома, кремния и марганца, либо аустенитной проволокой.
Режимы сварки аналогичны указанным в табл. 15.2. 15 5.
15.5. Сварка заготовок из легированных сталей
Согласно ГОСТ 4543—71, промышленность выпускает свыше 80 марок сталей, подразделяемых на 11 групп. Даже в пределах одной группы стали существенно различаются по свариваемости, поэтому далее будут даны только общие рекомендации по сварке заготовок из этих сталей.
Подготовка заготовок под сварку. Заготовки из легированных сталей следует готовить под сварку более тщательно, чем из углеродистых. Правку, вальцовку, штамповку и другие операции формообразования рекомендуется выполнять после отжига. Подготовку свариваемых кромок необходимо осуществлять на металлорежущих станках, что обеспечивает точность сборки и не вызывает структурных изменений в зоне реза. Поверхность металла з зоне сварки нужно тщательно очищать от окалины, ржавчины, влаги и других загрязнений. При сборке заготовок под сварку следует обеспечивать их надежное закрепление друг относительно друга. Зазоры между заготовками должны соответствовать
Требуемым. Смещение кромок не должно превышать 10. .15 толщины свариваемых заготовок. Зазоры между кромками д0д ны быть минимальными и постоянными по всей длине стыка. Д повышения пластичности сварного шва содержание легирующих элементов з присадочной проволоке следует ограничивать до следующих пределов (%): С —0,15; Si —0,5; Мп — 1,5; Сг — 15. Ni — 2,5; V — 0,5; Mg—1; Nb — 0,5. Необходимо использовать покрытия и флюсы основного типа, а также инертные газы Для уменьшения сварочных напряжений, являющихся одной из при - чин образования трещин, при конструировании следует н. бегать жестких узлов, скоплений и пересечений швов.
Сварка. Предварительный и сопутствующий подогревы поз- воляют замедлить скорость охлаждения и предотвратить образование закалочных структур. Чем выше содержание в стали углерода и легирующих элементов, тем выше должна быть температура подогрева. Сварку следует производить на постоянном токе обратной полярности короткой дугой без перерывов. Не допускается выполнение сварочных работ на ветру или сквозчяке, а также при низких температурах окружающего воздуха, Для уменьшения закалки процесс следует вести в несколько проходов. При многослойной сварке отдельные накладываемые слои должны иметь одинаковое сечение, что позволяет использовать теплоту, выделяемую при наложении последующих слоев, для ровно - мерного отпуска закаленного предыдущего слоя. При наложении слоев разного сечения около шва остаются прослойки закаленной стали, в которых могут возникнуть закалочные трещины. Последний слой, называемый отжигающим, необходимо накладывав при температуре шва «=
Обработка изделий после сварки. Для предотвращения никновения холодных трещин не позднее чем через 15 МИН те окончания сварки производят высокий отпуск, стаі зирующий структуру и снимающий остаточные напряжения, ханическая обработка сварных швов позволяет избавиться от концентраторов напряжений.
І 5.6. Сварка заготовок из высоколегированных сталей
В зависимости от основных свойств высоколегированные ли и сплавы подразделяют на три группы: коррозионно-стойкие (нержавеющие), стойкие против агрессивных жидкостей и газов (20X13, 08X13, 30X13, Х18Н9, Х18Н9Т и др.); жаростойкие (ока - ^остойкие), обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах 550.
1300 °С и работающие в ненагруженном или слабонагруженном Стоянии (40Х9С2, 30X1ЗН72, I5X25T, 20Х23Н13 и др.): жаропрочные, обладающие повышенными механическими свойствами Яри высоких температурах (до 1150 °С) в течение определенного времени (11X11Н2В2МФ, 15X11МФ, 12Х8ВФ и др.).
По структуре в нормализованном состоянии различают высоколегированные стали следующих классов: мартенситного (15X5, 15Х5ВФ, 20X13, 30X13, 09ХІ6Н4Б, 11Х11К2В2МФ и др.); мар- тенситно-ферритного (15Х5СЮ, 15Х12ВНМФ, 18Х12МБФР, 12X13 и др.); ферритного (08X13,10Х13СЮ, 12X17,15Х25Т и др.); аустенитно-ферритного (20Х13Н4Г9, 09Х15Н8Ю, 09Х17Н7Ю, я др.); аустенитного (03X17HI4M2, ОЗХ16Н15МЗБ, 08Х10Н20Т2, 08Х16Н13М2Б, 09Н16Х14Б, 09Н19Х14В2БР, 12Х18Н9, 12Х18Н9Т н др )
Технологические особенности сварки высоколегированных сталей связаны с их физическими свойствами. Большинство высоколегированных сталей и сплавов при повышенных температурах имеют коэффициент теплопроводности, в 1,5. 2 раза меньший, чем низкоуглеродистые. Пониженная теплопроводность приводит к концентрации теплоты в зоне сварки и увеличению проплавлення металла. Высокий коэффициент линейного расширения является причиной сильного коробления. Высоколегированные стали и сплавы более склонны к образованию горячих и холодных трещин, чем низкоуглеродистые.
Ручная дуговая сварка покрытыми электродами. Сварку следует выполнять электродами 0 1,6. 2 мм при минимальной погонной энергии на постоянном токе обратной полярности короткой дугой без поперечных колебаний. Силу тока принимают равной (15. 35)d3.
Коррозионно-стойкие стали, не содержащие титана или ниобия либо легированные молибденом, вольфрамом, ванадием, при длительном нагревании в интервале температур 550. 875 °С теряют антикоррозионные свойства вследствие образования карбидных соединений СГ23С5, СгтСз (сигматизания), являющихся очагами коррозии. При нагревании сварного изделия в ше 850 °С карбиды хрома растворяются в аустените, а при быстром охлаждении не выпадают в отдельную фазу (стабилизация). Применение стабилизации как вида термической обработки следует ограничивать, так как. хотя антикоррозионные свойства восстанавливаются, происходит снижение пластичности и вязкости стали.
1 ориентировочные режимы ручной дуговой сварки заготовок из коррозионно-стойких сталей покрытыми электродами на постоянном токе обратной полярности
З 15 8 °Р"«""Ропочные режимы ручной луговой сварки заготовок из жаростойких сталей покрытыми электродами
Газовая сварка легированных сталей
Свариваемость легированных сталей определяется их составом. Большинство легирующих добавок понижает теплопроводность стали, вследствие чего увеличивается склонность к короблению. При газовой сварке легированных сталей происходит также частичное выгорание легирующих примесей, поэтому металл шва по своим свойствам отличается от основного металла. Для предупреждения перегрева наплавленного металла и появления деформаций легированные стали сваривают горелками меньшей мощности. Для уменьшения выгорания легирующих элементов пламя выбирают нормальное или с небольшим избытком ацетилена. Некоторые легированные стали закаливаются на воздухе, поэтому при сварке таких сталей применяют предварительный подогрев и последующую термообработку.
Низколегированные стали содержат легирующих элементов до 2,5%. Для строительных конструкций применяют низколегированные стали 10ХСНД и 15ХСНД, которые хорошо свариваются газовой сваркой. При сварке применяется нормальное пламя. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75-100 дм 3 /ч при левом способе и 100-130 дм 3 /ч при правом способе на 1 мм толщины свариваемого металла. В качестве присадки используется сварочная проволока Св-08, Св-08А, Св-10Г2. Сварка осуществляется без применения флюса. Для повышения механических свойств металла шов проковывают при светлокрасном калении (800-850°С) с последующей нормализацией.
Низколегированные теплоустойчивые молибденовые (12М, 15М, 20М и 25МЛ) и хромомолибденовые (12ХМ, 15ХМ, 20ХМ, 30ХМ) стали применяют для изготовления паровых котлов и труб высокого давления. Газовую сварку этих сталей выполняют нормальным ацетиленокислородным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 100 дм 3 /ч на 1 мм толщины свариваемого металла. В качестве присадочной используют сварочную проволоку марок Св-08ХНМ, Св-10ХНМА, Св-18ХМА, Св-08ХМ, Св-10ХМ. Сварку этих сталей ведут обратноступенчатым способом небольшими участками длиной 16-25 мм. В связи с тем что эти стали способны к закалке на воздухе, рекомендуется сваривать их с предварительным подогревом до 250-300°С. При сварке применяют как левый, так и правый способы сварки. Кромки свариваемого металла перед сваркой зачищают до металлического блеска. При толщине металла до 5 мм сварку проводят за один проход, при большей толщине применяют многослойную сварку. Сварку рекомендуется вести с наименьшим числом перерывов. При возобновлении сварки после перерыва необходимо подогреть весь стык до 250-300°С. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. При сварке необходимо следить за тем, чтобы переход от усиления шва к основному металлу был плавным по всей длине шва. Хромомолибденовые стали свариваются хуже, чем молибденовые, что обусловливается наличием хрома, который образует тугоплавкие оксиды. Сварные изделия из хромомолибденовой и молибденовой стали после сварки подвергают термообработке. Сварные изделия из молибденовой стали нагревают горелкой до 900-930°С, изделия из хромомолибденовой стали - до 930-950°С. Ширина нагрева должна в пять раз превышать ширину шва. После нагрева до указанных температур изделия охлаждают на воздухе. Указанные мероприятия обеспечивают получение сварного соединения, близкого по прочности к основному металлу.
Перед газовой сваркой свариваемые детали скрепляют прихватками через 20-30 мм при толщине металла -0,5-1,5 мм, через 40-60 мм при большей толщине металла. Сварку подготовленных деталей необходимо вести без перерывов, не задерживая пламя горелки на одном месте, чтобы не перегревать металл сварочной ванны. Для уменьшения коробления сварку проводят от середины шва к краям и обратноступенчатым способом в зависимости от длины свариваемых швов. Учитывая склонность этих сталей к закалке, для устранения образования трещин в металле шва и околошовной зоне после сварки проводят медленное охлаждение свариваемой детали. После сварки ответственных деталей из этих сталей их подвергают закалке и отпуску. Закалку проводят при температуре 500-650°С с выдержкой при этой температуре и последующим нагревом до температуры 880°С и охлаждением в масле. Отпуск состоит в нагреве до температуры 400-600° и последующем охлаждении в горячей воде.
Хромистые стали обладают повышенной кислото- и жаростойкостью и применяются для изготовления деталей и оборудования, работающего в агрессивных средах при высоких температурах. Хромистые стали содержат 0,13-0,9% С и 4-30% Сr. Хромистые стали склонны к образованию закалочных структур при охлаждении на воздухе, и результате чего после сварки могут образоваться трещины в сварном шве и околошовной зоне. Чем выше содержание углерода в хромистых сталях, тем хуже они свариваются и тем выше склонность их к короблению при остывании шва. При сварке хромистых сталей применяют нормальное пламя. С целью предупреждения коробления свариваемых деталей газовую сварку ведут на пониженной мощности пламени из расчета расхода ацетилена 70 дм 3 /ч на 1 мм толщины свариваемого металла. Для уменьшения коробления сварку хромистых сталей, содержащих до 14% Сr, выполняют с предварительным подогревом до 150-200°С, содержащих свыше 14% Сr - до 200-250°С. В качестве присадочной применяют сварочную проволоку Св-02Х19Н9, Св-04ХН19Н9, Св-06Х19Н9Т. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа газовой сварки. Газовая сварка должна выполняться с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места шва. Газовую сварку выполняют в один слой, при сварке деталей толщиной до 3 мм применяют левый способ, толщиной более 3 мм - правый способ. Для предохранения выгорания хрома и удаления из сварочной ванны оксидов хрома применяют флюс следующего состава:
- борной кислоты - 55%
- оксида кремния -10%
- ферромарганца - 10%
- феррохрома - 10%
- ферротитана - 5%
- титановой руды 5%
- плавикового шпата - 5%
После сварки проводится термообработка по режиму, предусмотренному для данной марки стали.
Хромоникелевые аустенитные стали обладают высокими механическими свойствами, коррозионной стойкостью, жаропрочностью, они нашли широкое применение в химической промышленности и других отраслях народного хозяйства. Газовой сваркой сваривают сталь толщиной не более 3 мм. Сварка выполняется строго нормальным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм 3 /ч на 1 мм толщины свариваемого металла. Для сварки применяют присадочную проволоку марок Св-0Х18Н9, Св-0Х18Н9С2, Св-1Х18Н9Т, Св-Х18Н9Б, Св-1Х18Н11М. Основная трудность при сварке этих сталей состоит в том, что при нагревании до 400- 900°С происходит выпадение карбидов хрома, из-за чего сталь теряет устойчивость против коррозии. Сварку нержавеющих хромоникелевых сталей ведут с максимальной скоростью, конец присадочной проволоки все время должен находиться в сварочной ванне. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. Сварку можно выполнять как левым, так и правым способами, а при наложении длинных швов - обратноступенчатым способом. Для удаления оксидов при сварке применяют флюс НЖ-8, который содержит 28% мрамора, 30 фарфора, 10 ферромарганца, 6 ферросилиция, 6 ферротитана и 20% двуоксида титана. Флюс применяют в виде пасты, которую наносят на свариваемые кромки за 15-20 мин до начала сварки. Остатки флюса после сварки удаляют тщательной промывкой швов горячей водой. Для улучшения механических свойств, устранения межкристаллитной коррозии и деформаций рекомендуется сваренные детали подвергать термообработке с нагревом до температуры 1050-1100°С с последующим охлаждением в воде.
Электроды для сварки легированных теплоустойчивых сталей
Должны в первую очередь обеспечить необходимую жаропрочность сварных соединений - способность противостоять механическим нагрузкам при высоких температурах.
Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С - хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09X2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10ХIМ1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МД, 15Х5М, 15Х5МФЛ и др.), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин. Наиболее распространены в цеховых условиях и на монтаже электроды типа ТМЛ, обладающие хорошими технологическими свойствами:
- малая склонность к образованию "стартовой" и общей пористости благодаря легкому зажиганию и стабильному горению дуги;
- высокая маневренность при сварке в различных положениях;
- легко отделяется шлак, что позволяет сваривать в узких и глубоких разделках без зашлаковки.
Характеристики электродов для сварки легированных теплоустойчивых сталей
Для молибденовых сталей
Марка
Обозначение кода по ГОСТ
Область применения
Технологические особенности
Покрытие
Род полярность тока
Коэффициент наплавки, г/А?ч
Положение в пространстве
ЦЛ-6
Е - 02 - А24
УОНИ-13/15М
Е - 02 - Б20
ЦУ-2М
Е - 02 - Б20
Для сталей 16М, 20М и др., при сварке паропроводов, коллекторов котлов, работающих при температурах до 475°С. Сварка короткой дугой по зачищенным кромкам
Для хромомолибденовых сталей с повышенным содержанием хрома
УОНИ-13/45108ХМ
Е-04-Б20
Для сталей 15МХ, 20ХМ и др., в том числе для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 520°С. Сварка предельно короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С
УОНИ-13ХМ
Е - 04 - Б20
Для сталей 15ХМ, 20ХМ и др., в том числе для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 520°С. Сварка предельно короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-200°С
ТМЛ-1
Е - 05 - Б20
Для паропроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С. Возможна сварка в узкие разделки
48Н-10
Е - 06 - Б20
Для сталей 12ХМ, 12Х2М1-Л и др., в том числе для сварки паропроводов, работающих при температурах до 550°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С
Для хромомолибденовых сталей с повышенным содержанием хрома и молибдена
ЦЛ-55
Е - 06 - Б20
Для сталей 10Х2М и др., в том числе для сварки трубопроводов, работающих при температурах до 550°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С
Тип Э-09МХ
Для хромомолибденовых сталей
УОНИ-13/45МХ
Е-04-Б20
Для сталей 12МХ, 15ХМ и др., в том числе для сварки трубопроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 150-300°С
ТМЛ-1У
Е - 05 - 620
Для сталей 12МХ, 15МХ и др., для сварки трубопроводов и деталей энергетического оборудования, работающих при температурах до 540°С. Сварка короткой дугой по зачищенным кромкам. Возможна сварка в узкую разделку с углом скоса кромок до 15°. Дуга очень стабильна. Хорошо отделяется шлак
ОЗС-11
Е-04-РБ23
Для сталей 12МХ, 15МХ, 12ХМФ. 15Х1М1Ф и др., для сварки паропроводов, работающих при температурах до 500°С. Сварка короткой дугой по зачищенным кромкам. Сварка сталей толщиной более 12 мм с предварительным и сопутствующим подогревом до 150-200°С. Рекомендуются для монтажных работ
Для хромомолибденованадиевых сталей
ТМЛ-3
Е-07-Б20
Для сварки неповоротных стыков трубопроводов, работающих при температурах до 575°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 250-350°С. Шлак легко отделяется. Высокая стойкость металла против образования пор в шве
ТМЛ-ЗУ
Е-06-Б20
Для сталей 12МХ, 15МХ, 12Х2М1, 12Х1МФ, 15Х1М1Ф, 20ХМФ1, 15Х1М1Ф-Л и др., в т.ч. для трубопроводов, работающих при температурах до 565°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С. Сварка в узкую разделку с углом скоса кромок до 15°
ЦЛ-39
Е-07-Б20
Для сталей 12Х1МФ, 12Х2МФСР, 12Х2МФБ и др., в т.ч. для сварки элементов нагрева поверхностей котлов и трубопроводов диаметром до 100 мм с толщиной стенки до 8 мм, работающих при температурах до 575°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С
ЦЛ-27А
Е-07-Б20
Для сталей 15Х1М1Ф, конструкций из литых, кованых и трубных деталей, работающих при температурах до 570°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-400°С
ТИП Э-10Х3М1БФ
Для хромомолибденованадиевониобиевых сталей
ЦЛ-26М
Е - 08 - Б20
Для сталей 12ХМФБ поверхностей нагрева котлов, работающих при температурах до 600°С, а также для тонкостенных труб пароперегревателей в монтажных условиях. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С
Для сталей 12Х2МФБ, в т.ч. тонкостенных труб пароперегревателей, поверхностей нагрева котлов, работающих при температурах до 600°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 300-350°С. Изготовляются диаметром 2,5 мм
ТИП Э-10Х5МФ
Для хромомолибденованадиевых и хромомолибденовых сталей
ЦЛ-17
Е - 00 - Б20
Для сталей 15Х5М (Х5М), 12Х5МА, 15Х5МФА в ответственных конструкциях, работающих в агрессивных средах при температурах до 450°С. Сварка короткой дугой по зачищенным кромкам с предварительным и сопутствующим подогревом до 350-450°С
Чем варить сталь 12хм
ТЕХНОЛОГИЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
СВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Теплоустойчивыми называют стали, длительно работающие при температуре до 600 °С. К ним относятся перлитные низколегированные хромомолибденовые стали 12МХ, 12ХМ, 15ХМ, 20ХМЛ, работающие при температуре 450. 550 °С и хромомолибденованадиевые стали 12Х1МФ, 15Х1М1Ф, 20МФЛ, работающие при температуре 550. 600 °С в течение 100 000 ч (10 лет). Они дешевы и технологичны, из них делают отливки, прокат, поковки для изготовления сварных конструкций: турбин, паропроводов, котлов и т.п.
Теплоустойчивость сварных соединений оценивают отношением длительной прочности металла соединения и основного металла - коэффициентом теплоустойчивости.
Чтобы работать при высоких температурах, стали должны обладать жаростойкостью, длительной прочностью, стабильностью свойств во времени и сопротивлением ползучести: их пластическая деформация при постоянной нагрузке с течением времени должна возрастать незначительно. Все это достигается введением в состав сталей 0,5. 2,0% хрома, 0,2. 1,0 % молибдена, 0,1 . 0,3 % ванадия и — иногда — небольших добавок редкоземельных элементов. Хорошее сочетание механических свойств изделий из теплоустойчивых сталей достигается термообработкой: нормализацией или закалкой с последующим высокотемпературным отпуском. Это обеспечивает мелкозернистую структуру, состоящую из дисперсной ферритокарбидной смеси. После 100000 ч работы обработанная таким образом сталь 15ХМ имеет прочность 260 МПа (26,5 кгс/мм2) при температуре 450 °С и 62 МПа (6,3 кгс/мм2) при температуре 550 °С, а сталь 12X1МФ - 154 МПа (15,7 кгс/мм2) при температуре 500 °С и 58 МПа (5,9 кгс/мм2) при температуре 580 °С.
Физическая свариваемость теплоустойчивых сталей, определяемая отношением металла к плавлению, металлургической обработке и к последующей кристаллизации шва не вызывает затруднений. Современные сварочные материалы и технология сварки обеспечивают требуемые свойства и стойкость металла шва против горячих трещин. Однако сварные соединения склонны к холодным трещинам и к разупрочнению металла в ЗТВ - зоне термического влияния. Поэтому нужно применять сопутствующий сварке местный или предварительный общий подогрев изделия. Это уменьшает разницу температур в
зоне сварки и на периферийных участках, что снижает напряжения в металле. Уменьшается скорость охлаждения металла после сварки больше аустенита превращается в мартенсит при высокой температуре, когда металл пластичен. Напряжения, возникающие из-за разницы объемов этих фаз, будут меньше, вероятность образования холодных трещин снизится. Применяя подогрев, нужно учитывать, что излишне высокая температура приводит к образованию грубой ферритно-перлитной структуры, не обеспечивающей необходимую длительную прочность и ударную вязкость сварных соединений. Уменьшить опасность возникновения холодных трещин можно, производя отпуск деталей, выдерживая их при температуре 150. 200 °С сразу после сварки в течение нескольких часов. За это время завершится превращение остаточного аустенита в мартенсит и удалится из металла большая часть растворенного в нем водорода.
Разупрочнение теплоустойчивых сталей в ЗТВ зависит также от параметров режима сварки. Повышение погонной энергии сварки увеличивает мягкую разупрочняющую прослойку в ЗТВ, которая может быть причиной разрушения жестких сварных соединений при эксплуатации, особенно при изгибающих нагрузках. Основные способы сварки конструкций из теплоустойчивых сталей - это дуговая и контактная стыковая. Последнюю используют для сварки стыковых соединений труб нагревательных котлов в условиях завода.
Дуговую сварку производят электродами с покрытием, в защитных газах и под флюсом. Подготовку кромок деталей при всех способах дуговой сварки производят механической обработкой. Допускается применение кислородной или плазменной резки с последующим удалением слоя поврежденного металла толщиной не менее 2 мм.
Дуговую сварку производят при температуре окружающего воздуха не ниже 0 °С с предварительным и сопутствующим сварке местным или общим подогревом. Температура подогрева зависит от марки стали и толщины свариваемых кромок. Хромомолибденовые стали при толщине кромок до 10 мм, а хромомолибденованадиевые - до 6 мм можно сваривать без подогрева. Сталь 15ХМ, например, толщиной 10. 30 мм надо подогревать до температуры 150. 200 °С, а больше 30 мм - до температуры 200. 250 °С. До 250. 300 °С подогревают сталь 12Х1МФ толщиной 6. 30 мм, а свыше 30 мм требуется ее подогрев до температуры 300. 350 °С. При многопроходной автоматической сварке под флюсом минимальную температуру подогрева можно снижать на 50 °С. Аргонодуговую сварку корневого шва стыков труб выполняют без подогрева.
После сварки производят местный отпуск сварных соединений или общий отпуск всей сварной конструкции. Хромомолибденовые стали нагревают при отпуске до температуры 670. 700 °С с выдержкой при этой температуре 1 . 3 ч в зависимости от толщины сваренных кромок,
хромомолибденованадиевые - до температуры 740. 760 °С с выдержкой 2. 10 ч. Чем больше в стали хрома, молибдена, ванадия, тем больше должны быть температура и время отпуска. Отпуск стабилизирует структуру и механические свойства соединений, снижает остаточные напряжения, однако он не позволяет полностью выровнять структуру и устранить разупрочненную прослойку в ЗТВ.
Ручную дуговую сварку теплоустойчивых сталей ведут электродами из малоуглеродистой сварочной проволоки с основным (фтористо-кальциевым) покрытием, через которое вводят в шов легирующие элементы. Этот тип покрытия хорошо раскисляет металл шва, обеспечивает малое содержание в нем водорода и неметаллических включений, надежно защищает от азота воздуха. Это позволяет получать высокую прочность и пластичность шва. Однако для электродов с таким покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличии ржавчины на поверхности свариваемых кромок и при небольшом увлажнении покрытия. Поэтому нужно сваривать предельно короткой дугой, тщательно очищать кромки и сушить электроды перед их применением при температуре 80. 100 °С. Хромомолибденовые стали сваривают электродами типа Э-09Х1М (ГОСТ 9467-75) марки ЦУ-2ХМ диаметром 3 мм и более, а также ЦЛ-38 диаметром 2,5 мм, хромомолибденованадиевые - электродами типа Э-09Х1МФ марок ЦЛ-39 диаметром 2,5 мм, ЦЛ-20, ЦЛ-45 диаметром 3 мм и более. Сварку ведут на постоянном токе обратной полярности узкими валиками без поперечных колебаний электрода с тщательной заваркой кратера перед обрывом дуги. Когда подогрев свариваемых изделий и их термообработка после сварки невозможны или если необходимо сваривать перлитные теплоустойчивые стали с аустенитными, допускается использование электродов на никелевой основе марки ЦТ 36 или проволоки Св 08Н60Г8М7Т при аргонодуговой сварке.
Теплоустойчивые стали сваривают дуговой сваркой плавящимся электродом в углекислом газе и вольфрамовым электродом в аргоне. Сварку в С02 из-за опасности шлаковых включений между слоями используют обычно для однопроходных швов и для заварки дефектов литья. Сварку ведут на постоянном токе обратной полярности с присадочной проволокой (ГОСТ 2246-70) Св 08ХГСМА для хромомолибденовых сталей или Св 08ХГСМФА для хромомолибденованадиевых сталей. Для проволоки диаметром 1,6 мм сила сварочного тока 140. 200 А при напряжении дуги 20. 22 В, а диаметром 2 мм 280. 340 А при 26. 28 В.
Ручная аргонодуговая сварка используется для выполнения корневого шва при многопроходной сварке стыков труб. Автоматической сваркой в аргоне сваривают неповоротные стыки паропроводов в условиях монтажа. При аргонодуговой сварке хромомолибденовых сталей.
Автоматическую дуговую сварку под флюсом используют на поворотных стыках трубопроводов, коллекторов котлов, корпусов аппаратов химической промышленности и других изделиях с толщиной стенки 20 мм и более. Применяют низкоактивные по кремнию и марганцу флюсы ФУ-11, ФУ-16, ФУ-22. Этим достигается стабильность содержания Si и Мп в многослойных швах и низкое содержание в них оксидных включений - продуктов процесса восстановления марганца. Сварку под флюсом ведут со скоростью 40. 50 м/ч на постоянном токе обратной полярности силой 350. 400 А при напряжении дуги 30. 32 В. Высокая скорость сварки уменьшает погонную энергию, что снижает разупрочнение хромомолибденованадиевых сталей в околошовной зоне. Применяют проволоку диаметром 3 мм Св 08МХ и Св 08ХМ для хромомолибденовых сталей и Св 08ХМФА для хромомолибденованадиевых сталей. Можно применять проволоку диаметром 4 и 5 мм, увеличив соответственно силу тока до 520. 600 А и 620. 650 А при напряжении дуги 30. 34 В.
Сварка низколегированных молибденовых и хромомолибденовых теплоустойчивых сталей
Низколегированные молибденовые (марок 12М, 15М, 20М) и хромомолибденовые (марок 12ХМ, 20ХМ, ЗОХМ) теплоустойчивые стали содержат 0,12—0,35% углерода, 0,8—!,1% хрома и 0,15— 0,65% молибдена. Например, сталь 12ХМ содержит до 0,16% углерода, 0,4—0,7% марганца, 0,17—0,37% кремния, 0,4—0,6% молибдена, 0,8—1,1% хрома, не более 0,3% никеля, не более 0,04% серы и 0,04% фосфора. Присутствие в составах этих сталей молибдена или молибдена и хрома придает им способность сохранять свои свойства в условиях воздействия на них температуры 400— 500° в течение длительного времени.
Из таких сталей изготовляются детали паровых котлов и турбин, газовых турбин, аппаратов нефтеперегонных и химических производств, арматуры. Эти стали свариваются удовлетворительно, но склонны к образованию мелких трещин около шва в переходной зоне и требуют точной подгонки кромок под сварку. Зазор в корне шва должен быть всюду одинаков и составлять:
При толщине металла, мм до 5 — 0,5 мм
» » » » более 15 — от 4 до 6 мм
При сварке необходимо особенно тщательно проваривать ко - р нь шва. С этой целью иногда при сварке стыковых швов используют вставные кольца, обеспечивающие полный провар всей толщины шва трубы[8] . В монтажных условиях используют разрезные кольца из малоуглеродистой стали толщиной 3—4 мм, шириной 25—40 мм, привариваемые к одной из труб с внутренней стороны. Для лучшего провара корня шва первый слой сваривают электродами диаметром 3 мм, а последующие — диаметром 4 мм. Применяется электродная проволока той же марки, что и свариваемая сталь, и электроды с покрытиями ЦУ-2М, ЦУ-2ХМ, ЦЛ-6 и ЦЛ-14, разработанные ЦНИИТМАШ.
Для примера приведем состав покрытия ЦЛ-14: 26% ферромарганца малоуглеродистого, 3,5% ферромолибдена, 3,5% ферротитано, 3% феррохрома, 30% плавикового шпата, 29% мрамора или гранита, 5% крахмала, 18—20% жидкого стекла (к весу сухого покрытия). Коэффициент наплавки покрытия Ки = 10,6 г/а • час.
Хромомолибденовые стали рекомендуется сваривать электродами из малоуглеродистой проволоки с покрытием УОНИ-13 45 или УОНИ-13/55, в обмазку которых дополнительно вводится 5% феррохрома и 0 5% ферромолибдена (к весу сухой части покрытия). В этом случае наплавленный металл получает дополнительное легирование хромом до 0,65% и молибденом до 0,596.
Стали толщиной до 6 мм свариваются в один слой, а при большей толщине — в несколько слоев. Во время сварки температура стыка не должна понижаться ниже 250°. Если сварку приходится прервать, го необходимо обеспечить медленное остывание шва. При возобновлении сварки шов следует вновь подогреть до 250°.
Сварку и прихватку молибденовой и хромомолибденовой стали толщиной свыше 10 мм следует вести с предварительным подогре - вбм до 250—400°. Подогрев осуществляется паяльной лампой, горелкой или электрическим током.
Прекращать сварку после наложения первого слоя нельзя, так как быстрое его остывание может вызвать трещины. По той же причине вести сварку этих сталей при окружающей температуре ниже —10° можно только с подогревом стыка до 250—400°. При многослойной сварке применяют каскадный метод, причем сварку ведут короткими участками.
Конструкции из молибденовой и хромомолибденовой стали с толщиной стенки свыше 10 мм должны после сварки подвергаться нормализации с нагревом до 900—930°, выдержкой при этой температуре в течение 0,75 мин/мм толщины металла и последующим охлаждением на спокойном воздухе.
При содержании в стали углерода менее 0,2% можно ограничиваться отжигом с нагревом до 650—680°, выдержкой при этой температуре в течение 2,5—3 мин/мм толщины металла и последующим охлаждением со скоростью 50—75° в час до 300° и затем на воздухе.
Сварные стыки труб из молибденовой и хромомолибденовой стали подвергаются термообработке и при толщине стенки менее 10 мм. Стыки труб из молибденовой стали, сваренные дуговой сваркой, могут и не подвергаться термообработке, если результаты механических и металлографических испытаний образцов, вырезанных из контрольных стыков, не подвергавшихся термообработке, будут удовлетворительными.
Читайте также: