Чем варить сталь 30л
Обновлено: 18.05.2024
Электроды этой группы обеспечивают получение сварных соединений с требуемой жаростойкостью и/или жаропрочностью.Жаростойкими сварными соединениями являются соединения, обладающие высокой стойкостью против химического разрушения поверхности в газовых средах при температурах свыше 550-600 гр С. Жаропрочными сварными соединениями являются соединения, работающие при этих температурах в нагруженном состоянии в течение определенного времени (жаропрочные соединения должны обладать при этом достаточной жаростойкостью).
Электроды, предназначенные для сварки жаростойких и/или жаропрочных материалов, иногда используются для сварки коррозионно-стойких и разнородных сталей и сплавов.
Тип электродов по ГОСТ 10052 или тип наплавленного металла
Дополнительная или сопутствующая область применения
Сварка жаростойкого и жаропрочного сплава марки ХН78Т
Сварка коррозионно-стойких конструкций и оборудования из сплава ХН78Т. Сварка разнородных сталей. Сварка чугуна.
Сварка жаропрочных конструкций и оборудования из сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л и Х16Н13Б, работающих при температуре 570-650 о С.
Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л, Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК.
Сварка жаростойких сталей типа 20Х23Н13 и 20Х23Н18, работающих в окислительных средах при температуре до 1000 о С
Сварка сталей типа 15Х25Т и стали 25Х25Н20С2. Сварка разнородных сталей.
Сварка реакционных труб из жаростойких сталей марок 45Х25Н20С2, 45Х20Н35С, 25Х20Н35, работающих при температуре до 900 о С в печах конверсии метана
Сварка жаростойких сталей типа 12Х25Н16Г7АР, 45Х25Н20С2 и Х18Н35С2, работающих в окислительных средах при температуре до 1050 о С и в науглероживающих средах при температуре до 1000 о С
Сварка сталей 20Х23Н13, 20Х23Н18.
Сварка жаростойких хромоникелевых сталей, преимущественно марки 30Х24Н24Б, работающих при температуре до 950 о С
Сварка жаропрочных сталей и сплавов типа ХН67МВТЮЛ, ХН64МТЮР, ХН78Т, ХН77ТЮР и ХН56МТЮ
Сварка разнородных сталей и сплавов.
Сварка и наплавка конструкций из 25Cr - 20Ni жаростойких сталей в т.ч. 45Х25Р20Cr, 20X23H13, 2023H18, работающих при температурах до 1100 о С.
Сварка броневых сталей.
Сварка жаростойких и жаропрочных сплавов на никелевой основе типа ХН78Т, ХН70ВМЮТ
Сварка перлитных и хромистых сталей со сплавами на никелевой основе.
Сварка жаростойких и жаропрочных сталей и сплавов на никелевой основе типа 37Х12Н8Г8МФБ, ХН67ВМТЮ, ХН75МБТЮ, ХН78Т, ХН77ТЮ
Сварка жаростойких сталей типа 20Х23Н13, работающих при температуре до 900 о С в газовых средах, содержащих сернистые соединения
Сварка жаростойких сталей типа 20Х20Н14С2, 20Х23Н18, 20Х25Н20С2, 45Х25Н20С2, работающих в науглероживающих средах при температуре до 1050 о С
Сварка жаростойких сталей марок 20Х25Н20С2, 45Х25Н20С2, Х18Н35С2, работающих в науглероживающих средах с температурой до 1050 о С, в т.ч. при повышенных стати-ческих нагрузках на сварные швы
Сварка тонколистовых жаростойких сталей типа 20Х20Н14С2, 20Х25Н20С2 , 45Х25Н20С2, работающих в науглероживающих средах при температуре до 1000 о С
Сварка корневого и облицовочного слоев шва, обращенных в сторону рабочей науглероживающей среды, в конструкциях из сталей типа 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 больших толщин
Сварка жаростойких сталей типа 20Х25Н20С2 и 20Х20Н14С2, работающих в окислительных средах при температуре до 1050 о С
Заварка дефектов литья из сталей типа 20Х25Н20С2 и 20Х20Н14С2.
Сварка тонколистовых (толщиной до 6 мм) конструкций и нагревательных элементов из жаростойких сплавов типа ХН78Т
Наплавка облицовочных слоев швов при сварке конструкций из сплавов типа ХН78Т большой толщины.
Сварка жаростойких сплавов марок ХН70Ю и ХН45Юи других сплавов на никелевой основе, работающих при температуре до 1200 о С
Сварка облицовочных слоев швов, выполненных электродами других марок.
См. группу "Электроды для сварки разнородных сталей и сплавов"
Сварка корневых слоев швов жестких конструкций из жаростойкой стали марки 45Х25Н20С2.
К высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при концентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов. Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий - изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются - и иногда существенно - от состава и структуры свариваемых материалов. Основными показателями, решающими вопрос выбора таких электродов, является обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов. Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
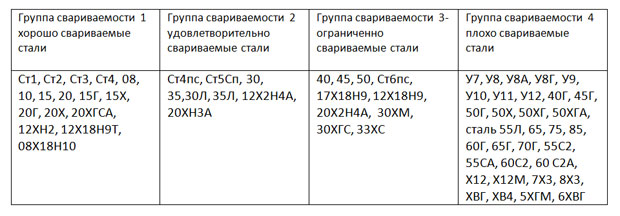
Группы свариваемости сталей
Свариваемость стали - характеристика, указывающая на возможность сварки металла с удовлетворительными механическими свойствами без образования трещин. Разделяют четыре группы свариваемости сталей:
- хорошая свариваемость
- удовлетворительная свариваемость
- ограниченная свариваемость
- плохая свариваемость
Как правило стали с низким содержание углерода обладают хорошей свариваемостью, с высоким содержанием углерода ограниченной или плохой.
Группа свариваемости 1 - хорошо свариваемые стали
Стали, относящиеся к 1 группе могут быть сварены без подогрева и без обязательной последующей термообработки, она применяется только в том случае, если необходимо снять внутренние напряжения металла после сварки.
К хорошо свариваемым относят стали Ст1, Ст2, Ст3, Ст4, сталь 08, 10, 15, 20, стали 15Г, 15Х, 20Г, 20Х, 20ХГСА, 12ХН2, 12Х18Н9Т, 08Х18Н10 и многие другие малоуглеродистые марки сталей.
Группа свариваемости 2 - удовлетворительно свариваемые стали
Стали, которые относят ко 2 группе при сварке в нормальных условиях не склонны к образованию трещин на швах, а также стали которые нуждаются в предварительном подогреве и последующей термообработке для достижения удовлетворительных свойств сварного шва.
К сталям второй группы относят Ст4пс, Ст5Сп, сталь 30, 35,30Л, 35Л, 12Х2Н4А, 20ХН3А.
Группа свариваемости 3 - ограниченно свариваемые стали
Стали 3 группы склонны к образованию трещин на швах. Для предотвращения образования трещин стали 3 группы нагревают, а после сварки термообрабатывают.
К группе с ограниченной свариваемостью относят стали 40, 45, 50 Ст6пс, 17Х18Н9, 12Х18Н9, 20Х2Н4А 30ХМ, 30ХГС, 33ХС.
Группа свариваемости 4 - плохо свариваемые стали
Стали 4 группы свариваются трудно, на швах часто образуются трещины, их необходимо подогревать перед сваркой так в ее процессе. После сварки также требуется термообработка.
К 4 группе относят инструментальные нелегированные стали У7, У8, У8А, У8Г, У9, У10, У11, У12, 40Г, легированная конструкционная сталь 45Г, 50Г, 50Х, 50ХГ, 50ХГА, сталь 55Л, 65, 75, 85, 60Г, 65Г, 70Г, 55С2, 55СА, 60С2, 60 С2А, Х12, Х12М, 7Х3, 8Х3, ХВГ, ХВ4, 5ХГМ, 6ХВГ.
Таблица свариваемости сталей.
Свариваемость различных марок стали
Рассмотрим свариваемость самых распространенных марок стали.
Свариваемость стали 09г2с и Ст3
Стали Ст3 ГОСТ 380-94 и 09г2с ГОСТ 19281-89 относятся к группе 1, для их сварки не требуется нагрева. Сварной шов при соблюдении технологии не склонен к образованию трещин.
Свариваемость Сталей 10 и 20
Сталь 10 и сталь 20 ГОСТ 1050-88 относят к группе свариваемости 1. Детали, изготовленный из указанных марок стали хорошо свариваются без дополнительного подогрева.
Свариваемость Стали 45
Углеродистая сталь 45 ГОСТ 1050-88 относится к группе свариваемости 3. Для сварки эту сталь необходимо подогревать, а после сварки - подвергнуть термообработке.
Таблица свариваемости металла (по сталям)
Для второстепенных элементов конструкций и неответственных деталей: настилы, арматура, шайбы, перила, кожухи, обшивки и д.р.
Сваривается без ограничений.
Ст2пс
Ст2кп
Ст2сп
Неответственные детали, требующие повышенной пластичности, мало нагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка
Для второстепенных и малонагруженных элементов сварных элементов и не сварных конструкций, работающих в интервале температур от- 10 до 400 градусов по Цельсию.
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка.
Несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-ой категории) толщиной до 10мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от - 40 до +425 градусов по Цельсию дляСт3пс и толщиной до25мм. Для Ст3сп, Ст3пс при толщине проката от 10 до 25мм. - для несущих элементов сварных конструкций, работающих при температуре от-40 до + 425 градусов, при условии поставки с гарантируемой свариваемостью, Ст3сп при толщине проката свыше 25мм - для несущих элементов сварных конструкций, работающих при температурах от -40 до + 425 градусов по Цельсию, при условии поставки с гарантируемой свариваемостью.
Фасонный и листовой прокат толщиной от 10 до 36мм. для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до + 425 градусов по Цельсию, и для несущих элементов сварных конструкций, работающих при температуре от -40 до +425 градусов при гарантируемой свариваемости.
Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка.
Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей.
Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др.
Детали клепанных конструкций: болты, гайки, ручки, тяги, ходовые валики, втулки, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, стержни, звездочки, трубчатые розетки, фланцы и другие детали, работающие в интервале о 0 до + 425 градусов по Цельсию, поковки сечением до 800мм.
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка.
Для деталей повышенной прочности: осей, валов, пальцев, поршней и т.д.
Для деталей повышенной прочности: осей, валов, пальцев и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля.
Сталь углеродистая качественная конструкционная ГОСТ 1050-88
Марка стали
Заменитель
Применение
Свариваемость
Детали к которым предъявляются требования высокой пластичности, шайбы патрубки, прокладки и другие неответственные детали, работающие в интервале температур от - 40 до + 450 градусов по Цельсию.
Сваривается без ограничений, кроме деталей после химико- термической обработки.
Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке - втулок, проушин, тяг.
Сваривается без ограничений, кроме деталей после химико-термической обработки.
Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) - детали с высокой поверхностной твердостью при невысокой прочности сердцевины.
Детали работающие при температуре от - 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО - рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от - 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т.п.)
Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей.
После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от - 40 до+ 450 градусов под давлением; после ХТО - шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины.
После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от - 20 до + 450 градусов; после цементации и цианирования - оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины
Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО - винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности.
Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали.
После улучшения - коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации
Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность.
Ст45
Ст50Г
50Г2
Ст55
После нормализации с отпуском и закалки с отпуском - зубчатые колеса прокатные валки, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев.
Трудно свариваемая. Необходим подогрев и последующая термообработка.
Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие а трение.
Не применяется для сварных конструкций
Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости.
*ГОСТ 1055-88 содержит и другие марки стали
Сталь конструкционная легированная хромистая ГОСТ 4543-71
Втулки, пальцы, шестерни, валики, толкатели и другие цементуемые детали, к которым предъявляются требования высокой твердости поверхности при невысокой прочности сердцевины; детали, работающие в условиях износа трением.
Ст15Х
20ХН,
18ХГТ
Втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементуемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины; детали работающие в условиях износа при трении.
Оси, валики, рычаги, болты, гайки и другие некрупные детали.
Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали.
Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и др. улучшаемые детали.
Ст45Х
Ст38ХА
Ст40ХС
Оси, валы, шестерни, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полу- оси, втулки и другие детали повышенной прочности
Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной твердости, износостойкости и работающие при незначительных ударных нагрузках.
Валы, шпиндели, установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной твердости, износостойкости и прочности, работающие при незначительных нагрузках.
Трудно свариваемая. Необходим подогрев и последующая термообработка
*ГОСТ 4534-71 содержит и другие марки стали.
сталь высоколегированная и сплавы КОРРОЗОННОСТОЙКИЕ ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ (ГОСТ 5632-72)
Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные (ГОСТ 5632-72) изготавливают марок: 40Х9С2, 40Х10С2М, 08X13, 12X13, 20X13, 30X13, 40X13, 10Х14АГ15, 12X17, 08X17Т, 95X18, 08Х18Т1, 15Х25Т, 15X28, 25Х13Н2, 20Х23Н13, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 15Х12ВНМФ, 20Х12ВНМФ, 37Х12Н8Г8МФБ, 13Х11Н2В2МФ, 45Х14Н14В2М, 40Х15Н7Г7Ф2МС, 08Х17Н13М2Т, 10Х17Н13М2Т, 31Х19Н9МВБТ, 10Х14Г14Н4Т, 14Х17Н2, 12Х18Н9, 17Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Г8Н2Т, 20Х20Н14С2, 08Х22Н6Т, 12Х25Н16Г7АР.
Сплавы по (ГОСТ 5632-72) изготавливают марок:
06ХН28МДТ, ХН35ВТ, ХН35ВТЮ, ХН70Ю, ХН70ВМЮТ, ХН77ТЮР, ХН78Т, ХН80ТБЮ. ГОСТ 5632-72 содержит и другие марки сталей и сплавов.
Марки, область применения и свариваемость сталей (ГОСТ 5632-72)
Выпускные клапана двигателей, крепежные детали
Клапана двигателей, крепежные детали
08X13
12X13
20X13
25X1 ЗН2
Стали: 12X13 12Х18Н9Т
Сталь: 20X13
Стали: 12X13 14X1 7Н2
Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам
Сталь: 40X13
Сталь: 30X13
Режущий инструмент, предметы домашнего обихода
Стали: 12Х18Н9, 08X1 8Н10, 12Х18Н9Т, 12Н18Н10Т
Для немагнитных деталей, работающих в слабоагрессивных средах
Сваривается без ограничений
Крепежные детали, работающие в кислых растворах
08X1 7Т 08X1 8Т1
Стали: 12X17, 08X1 8Т1 Стали: 12X17, 08X1 7Т
Для конструкций, подвергающихся ударным нагрузкам и работающих в кислых средах
Детали, к которым предъявляются требования высокой твердости и износостойкости
Для сварных конструкций, не подвергающихся воздействию ударных нагрузок
Стали: 15Х25Т, 20Х23Н18
Трубы и детали, работающие при высоких температурах
Стали: 10Х25Т 20Х23Н13
Детали, работающие при температуре до 1100°С
Листовые детали, работающие при температуре до 1 100 °С
Детали печей, работающие при температуре до 1100°С
Детали, работающие при температуре до 780 °С
Стали: 15Х12ВНМФ, 18Х11МНФБ
Сварные конструкции, крепежные детали
Стали: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т
Для изготовления сварного оборудования и криогенной техники до темп. -253 °С
Свариваемость сталей
При оценке свариваемости роль химического состава стали является превалирующей. По этому показателю в первом приближении проводят оценку свариваемости.
Влияние основных легирующих примесей на свариваемость сталей приведены ниже .
Другие материалы по теме "
, классификация сталей по свариваемости":
Углерод (С) – одна из важнейших примесей, определяющая прочность, пластичность, закаливаемость и др. характеристики стали. Содержание углерода в сталях до 0,25% не снижает свариваемости. Более высокое содержание "С" приводит к образованию закалочных структур в металле зоны термического влияния (далее по тексту – ЗТВ) и появлению трещин.
Сера (S) и фосфор (P) – вредные примеси. Повышенное содержание "S" приводит к образованию горячих трещин – красноломкость, а "P" вызывает хладноломкость. Поэтому содержание "S" и "P" в низкоуглеродистых сталях ограничивают до 0,4-0,5%.
Хром (Cr) в низкоуглеродистых сталях ограничивается как примесь в количестве до 0,3%. В низколегированных сталях возможно содержание хрома в пределах 0,7-3,5%. В легированных сталях его содержание колеблется от 12% до 18%, а в высоколегированных сталях достигает 35%. При сварке хром образует карбиды, ухудшающие коррозионную стойкость стали. Хром способствует образованию тугоплавких оксидов, затрудняющих процесс сварки.
Никель (Ni) аналогично хрому содержится в низкоуглеродистых сталях в количестве до 0,3%. В низколегированных сталях его содержание возрастает до 5%, а в высоколегированных – до 35%. В сплавах на никелевой основе его содержание является превалирующим. Никель увеличивает прочностные и пластические свойства стали, оказывает положительное влияние на свариваемость.
Ванадий (V) в легированных сталях содержится в количестве 0,2-0,8%. Он повышает вязкость и пластичность стали, улучшает ее структуру, способствует повышению прокаливаемости.
Молибден (Мо) в сталях ограничивается 0,8%. При таком содержании он положительно влияет на прочностные показатели сталей и измельчает ее структуру. Однако при сварке он выгорает и способствует образованию трещин в наплавленном металле.
При оценке влияния химического состава на свариваемость сталей, кроме содержания углерода, учитывается также содержание других легирующих элементов, повышающих склонность стали к закалке. Это достигается путем пересчета содержания каждого легирующего элемента стали в эквиваленте по действию на ее закаливаемость с использованием переводных коэффициентов, определенных экспериментально. Суммарное содержание в стали углерода и пересчитанных эквивалентных ему количеств легирующих элементов называется углеродным эквивалентом. Для его расчета существует ряд формул, составленных по различным методикам, которые позволяют оценить влияние химического состава низколегированных сталей на их свариваемость:
СЭКВ = С + Мn/6 + Сr/5 + Мо/5 + V/5 + Ni/15 + Си/15 (метод МИС);
СЭКВ = С + Мn/6 + Si/24 + Ni/40 + Сr/5 + Мо/4 (японский метод);
[С]Х = С + Мn/9 + Сr/9 + Ni/18 + 7Мо/90 (метод Сефериана),
где цифры указывают содержание в стали в массовых долях процента соотвтствующих элементов.
Каждая из этих формул приемлема лишь для определенной группы сталей, однако значение углеродного эквивалента может быть использовано при решении практических вопросов, связанных с разработкой технологии сварки. Достаточно часто расчеты химического углеродного эквивалента для углеродистых и низколегированных конструкционных сталей перлитного класса выполняются по формуле Сефериана.
По свариваемости стали условно делят на четыре группы: хорошо сваривающиеся, удовлетворительно сваривающиеся, ограниченно сваривающиеся, плохо сваривающиеся (табл. 1.1).
К первой группе относят наиболее распространенные марки низкоуглеродистых и легированных сталей ([С]Х≤0,38), сварка которых может быть выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки, а также без последующей термообработки. Литые детали с большим объемом наплавленного металла рекомендуется сваривать с промежуточной термообработкой. Для конструкций, работающих в условиях статических нагрузок, термообработку после сварки не производят. Для ответственных конструкций, работающих при динамических нагрузках или высоких температурах, термообработка рекомендуется
Ко второй группе относят углеродистые и легированные стали ([С]х=0,39-0,45), при сварке которых в нормальных условиях производства трещин не образуется. В эту группу входят стали, которые для предупреждения образования трещин необходимо предварительно нагревать, а также подвергать последующей термообработке. Термообработка до сварки различная и зависит от марки стали и конструкции детали. Для отливок из стали 30Л обязателен отжиг. Детали машин из проката или поковок, не имеющих жестких контуров, можно сваривать в термически обработанном состоянии (закалка и отпуск). Сварка при температуре окружающей среды ниже 0°С не рекомендуется. Сварку деталей с большим объемом наплавляемого металла рекомендуется проводить с промежуточной термообработкой (отжиг или высокий отпуск)
Таблица 1. Классификация сталей по свариваемости.
Низкоуглеродистые Ст1-Ст4 (кп, пс, сп)
15К, 16К, 18К, 20К, 22К
А, А32, А36, А40, В, Д, Д32, Д36, Д40, Е, Е32, Е36, Е40
Низколегированные 15Г, 20Г, 25Г, 10Г2, 12ХН, 12ХН2, 15Н2М, 15Х, 15ХА, 20Х, 15ХФ, 20Н2М
09Г2, 09Г2С, 09Г2Д, 10Г2Б, 10Г2БД, 12ГС, 16ГС, 17ГС, 17Г1С, 10Г2С1,09Г2СД, 10Г2С1Д, ЮХСНД, ЮХНДП, 14Г2АФ, 14Г2АФД, 15ГФД, 15ХСНД
08ГДНФЛ, 12ДН2ФЛ, 13ХДНФТЛ
Углеродистые Ст5 (пс, сп), Ст5Гпс
Легированные 16ХГ, 18ХГТ, 14ХГН, 19ХГН, 20ХГСА, 20ХГР, 20ХН, 20ХНР, 12ХН3А, 20ХН2М
15Г2АФДпс, 16Г2АФД, 15Г2СФ, 15Г2СФД
20ГЛ, 20ГСЛ, 20ФЛ, 20Г1ФЛ, 20ДХЛ, 12ДХН1МФЛ
Легированные 25ХГСА, 29ХН3А, 12Х2Н4А, 20Х2Н4А, 20ХН4А, 25ХГМ, 35Г, 35Г2, 35Х, 40Х, 33ХС, 38ХС, 30ХГТ, 30ХРА, 30ХГС, 30ХГСА, 35ХГСА, 25ХГНМТ, 30ХГНЗА, 20Х2Н4А
35ГЛ, 32Х06Л, 45ФЛ, 40ХЛ, 35ХГСЛ, 35НГМЛ, 20ХГСНДМЛ, 30ХГСФЛ, 23ХГС2МФЛ
Углеродистые 50, 55
Легированные 50Г, 45Г2, 50Г2, 45Х, 40ХС, 50ХГ, 50ХГА, 50ХН, 55С2, 55С2А, 30ХГСН2А и др.
*ДСТУ 2651-94 (ГОСТ 380-94). ** В Украине отменен.
В случае, когда невозможен последующий отпуск, заваренную деталь подвергают местному нагреву. Термообработка после сварки разная для различных марок сталей. При заварке мелких дефектов стали, содержащей более 0,35% углерода, для улучшения механических свойств и обрабатываемости необходима термическая обработка (отжиг или высокий отпуск по режиму для данной стали).
К третьей группе относят углеродистые и легированные стали ([С]Х=0,46-0,59) перлитного класса, склонные в обычных условиях сварки к образованию трещин. Свариваемость сталей этой группы обеспечивается при использовании специальных технологических мероприятий, заключающихся в их предварительной термообработке и подогреве. Кроме того, большинство изделий из этой группы сталей подвергают термообработке после сварки. Для деталей и отливок из проката или поковок, не имеющих особо жестких контуров и жестких узлов, допускается заварка в термически обработанном состоянии (закалка и отпуск).
Без предварительного подогрева такие стали можно сваривать в случаях, когда соединения не имеют жестких контуров, толщина металла не более 14мм, температура окружающей среды не ниже +5°С и свариваемые соединения имеют вспомогательный характер. Во всех остальных случаях обязателен предварительный подогрев до температуры 200°С.
Термообработка данной группы сталей назначается по режиму, выбираемому для конкретной стали.
К четвертой группе относят углеродистые и легированные стали ([С]х≥0,60) перлитного класса, наиболее трудно поддающиеся сварке и склонные к образованию трещин. При сварке этой группы сталей с использованием рациональных технологий не всегда достигаются требуемые эксплуатационные свойства сварных соединений. Эти стали свариваются ограниченно, поэтому их сварку выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой. Перед сваркой такая сталь должна быть отожжена. Независимо от толщины и типа соединения сталь необходимо предварительно подогреть до температуры не ниже 200°С. Термообработку изделия после сварки проводят в зависимости от марки стали и ее назначения.
Эксплуатационная надежность и долговечность сварных конструкций из низколегированных теплоустойчивых сталей зависит от предельно допустимой температуры эксплуатации и длительной прочности сварных соединений при этой температуре. Эти показатели определяются системой легирования теплоустойчивых сталей. По системе легирования стали можно разделить на хромомолибденовые, хромомолибденованадиевые и хромомолибденовольфрамовые (табл. 1.2). В этих сталях значение углеродного эквивалента изменяется в широких пределах и оценка свариваемости сталей по его значению нецелесообразна. Расчет температуры предварительного подогрева выполняется для каждой конкретной марки сталей.
Разделение высоколегированных сталей по группам (нержавеющие, кислотостойкие, жаростойкие и жаропрочные) в рамках ГОСТ5632-72 выполнено условно в соответствии с их основными служебными характеристиками, так как стали жаропрочные и жаростойкие являются одновременно кислотостойкими в определенных агрессивных средах, а кислотостойкие стали обладают одновременно жаропрочностью и жаростойкостью при определенных температурах.
Остановимся на кратких рекомендациях по технологии сварки высоколегированных сталей, которые, как уже отмечалось, разделяются на четыре группы.
Для хорошо сваривающихся высоколегированных сталей термообработку до и после сварки не проводят. При значительном наклепе металл необходимо закалить от 1050-1100°С. Тепловой режим сварки нормальный. К этой группе сталей можно отнести ряд кислотостойких и жаропрочных сталей с аустенитной и аустенитно-ферритной структурой.
Для удовлетворительно сваривающихся высоколегированных сталей перед сваркой рекомендуется предварительный отпуск при 650-710°С с охлаждением на воздухе. Тепловой режим сварки нормальный. При отрицательной температуре сварка не допускается. Предварительный подогрев до 150-200°С необходим при сварке элементов конструкции с толщиной стенки более 10мм. После сварки для снятия напряжений рекомендуется отпуск при 650-710°С. К этой группе в первую очередь можно отнести большую часть хромистых сталей и некоторых хромоникелевых сталей.
Таблица 2. Марки теплоустойчивых и высоколегированных сталей и сплавов на железоникелевой и никелевой основе.
Сталь 30Л
Сталь для отливок марки 30Л предназначена для применения при производстве деталей и конструкций работающих под воздействием средних статических и динамических нагрузок.
Цифра 30 расшифровывается как сталь - содержащая в своем химическом составе около 0,30% углерода, а буква Л классифицирует сталь как - литейную.
- Заменитель (сталь - близкая по основным параметрам): 25Л, 35Л.
- Основное назначение стали: рычаги, балансиры, корпусы редуктора, муфты, шкивы, кронштейны, детали сварно-литейных конструкций, чаши и конусы засыпных аппаратов, станины, балки, опорные кольца, бандажи и маховики.
Химический состав (в % соотношении)
| C | Mn | Si | Cr | Ni | Cu | S | P |
| не более | |||||||
| 0,27 / 0,35 | 0,40 / 0,90 | 0,20 / 0,52 | 0,30 | 0,30 | 0,30 | 0,045 | 0,04 |
| C - углерод; Mn - марганец; Si - кремний; | Cr - хром; Ni - никель; Cu - медь; | S - сера; P - фосфор. |
Механические свойства
| Режимы термообработки | Сечение (мм) | σ0,2 | σв | δ5 | ψ | KCU (Дж на см2) |
| Мпа | % | |||||
| Не менее | ||||||
| Нормализация 880-900 °С. Отпуск 610-630°С. | до 100 | 260 | 480 | 17 | 30 | 35 |
| Нормализация 860-880 °С. Отпуск 610-630°С. | 300 | 500 | 17 | 30 | 35 | |
Механические свойства в зависимости от сечения литой заготовки
Температура критических точек
Технологические свойства
| Наименование свойств | Показатель |
| Свариваемость: | Ограниченно свариваемая. Способы сварки РДС, АДС под газовой защитой, ЭШС. Рекомендуется прогрев и последующая термообработка. |
| Обрабатываемость резанием: | В отожженном состоянии |
| Флокеночувствительность: | Не чувствительна |
| Склонность к отпускной хрупкости: | Не склонна |
| РДС - ручная дуговая сварка; | АДС - автоматическая дуговая сварка; | ЭШС - электрошлаковая сварка. |
Литейные свойства
| Наименование свойств | Значение |
| Температура начала затвердевания: | 1490-1504 °С |
| Показатель трещинаустойчивости: | 1,0 |
| Склонность к образованию усадочных раковин: | 1,0 |
| Жидкотекучесть: | 1,0 |
| Линейная усадка: | 2,2-2,3% |
| Склонность к образованию усадочной пористости: | 1,0 |
При составлении характеристик стали 30Л использованы материал книги «Марочник сталей и сплавов» (Авт. Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Японский иероглиф - 刀, звучащий не как иначе как - Катана, в переводе на русский язык, означает слово - Меч. Сталь, используемая для создания меча Катана - называется Тамахаганэ.
Читайте также: