Что такое конвертерная сталь
Обновлено: 13.05.2024
По способу производства различают сталь мартеновскую, бессемеровскую, томасовскую и электросталь. Бессемеровская и томасовская - это конверторные стали.
Основными исходными материалами для получения стали является передельный чугун и стальной лом.
Чугун отличается от стали большим содержанием углерода, марганца, кремния, фосфора, серы, а поэтому процесс получения стали из чугуна сводится к понижению количества указанных примесей. Сталь получают в конверторах (конструкция Г. Бессемера или Т. Томаса) , мартеновских и электрических дуговых печах.
Сущность конверторного способа получения стали заключается в том, что через жидкий чугун, залитый в конвертор (сосуд грушевидной формы) , снизу вдувается воздух, благодаря чему выгорают углерод и другие примеси чугуна. Готовый металл выливают в ковш и разливают в специальные формы, называемые изложницами.
Конверторный способ получения стали обладает рядом преимуществ: высокой производительностью (длительность плавки 30— 40 мин) , компактностью и простотой устройства, отсутствием потребности в топливе для процесса. Поэтому стоимость конверторной стали невысока. Однако конверторная сталь не применяется для ответственных конструкций из-за повышенного содержания в ней азота, окислов железа и фосфора, ухудшающих ее качество. Если вместо воздуха при продувке жидкого чугуна используется кислород, то получают сталь по качеству не ниже мартеновской. Конверторная сталь применяется для изготовления проволоки, мелких строительных профилей, сварных'труб, болтов, мягкой кровельной и листовой стали.
Качество мартеновской или конверторной стали зависит еще от того, будет ли она «спокойной» или «кипящей» ,
«Спокойная» сталь полностью раскислена (т. е. в стали нет окислов) в печи или в ковше марганцем, кремнием и алюминием и в изложнице затвердевает спокойно. Такая сталь применяется для ответственных конструкций (мостов, котлов) , она не содержит газов и окислов железа, хорошо сваривается.
«Кипящая» сталь в печи или ковше раскисляется неполностью, поэтому при заливке и остывании ее в изложнице не прекращаются реакции раскисления, благодаря чему сталь бурлит от выделяющихся газов (окиси углерода) .
Кипение в изложнице со свободным выходом газов способствует более полному удалению неметаллических включений (продуктов раскисления) , поэтому пластичность кипящей стали выше, чем спокойной.
Кипящая сталь хорошо штампуется, поэтому она применяется для изготовления деталей глубокой вытяжкой, а также для изготовления сварных труб, листов, уголка, двутавровых балок, швеллеров. Эта сталь дешевле спокойной, по в ней могут содержаться растворенные газы (азот) , имеются окислы железа, количество кремния небольшое; при сварке этой стали иногда могут возникать трещины.
Марка стали и, соответственно, её свойства, безусловно зависят от состава, а не от печи. Здесь, скорее, обратная связь - выбор печи производится в зависимости от того, какую сталь предполагают варить.
Конверторная сталь - подразделяется на бессемеровскую и томасовскую. Их отличает от мартеновской низкое содержание углерода (менее 0,12 %), повышенное содержание азота (более 0,01 % по массе) , а также серы и фосфора. Особенно много фосфора в томасовской стали (0,06 - 0,08 %).
Конвертерный способ производства стали

Сущность конвертерных процессов на воздушном дутье заключается в том, что залитый в плавильный агрегат (конвертер) чугун продувают снизу воздухом. Кислород воздуха окисляет примеси чугуна, в результате чего он превращается в сталь. Тепло, выделяющееся при окислении, обеспечивает нагрев стали до температуры около 1600 °C.
Бессемеровский и томасовский процессы отличаются составом футеровки конвертора.
Бессемеровский конвертер
Томасовский конвертер
Томасовский процесс (основная футеровка конвертера) был предложен С.Томасом в 1878 г. для переработки чугуна с высоким содержанием фосфора. Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы (рисунок 20), выполненный из стального листа с внутренней футеровкой. Футеровка бессемеровского конвертера кислая (динасовый кирпич), томасовского – основная (смолодоломитовая). Сверху в горловине конвертера имеется отверстие, служащее для заливки чугуна и выпуска стали. Снизу к кожуху крепиться отъемное днище с воздушной коробкой. Дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сопла), имеющиеся в футеровке днища. В цилиндри-ческой части конвертера имеются цапфы, на которых он поворачивается вокруг горизонтальной оси. Отъемное днище конвертера позволяет заменять его после выработки срока службы.
Рассмотренным процессам присущ большой недостаток – повышенное содержание азота в стали, вызванное тем, что азот воздушного дутья раство-ряется в металле. По этой причине бессемеровская и томасовская сталь обладают повышенной хрупкостью и склонностью к старению. Для получения стали с пониженным содержанием азота были разработаны способы продувки снизу парокислородной смесью, смесью кислорода и углекислого газа, а также продувка дутьём, обогащенным кислородом.
Однако бессемеровский и томасовский процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья.
Кислородный конвертор
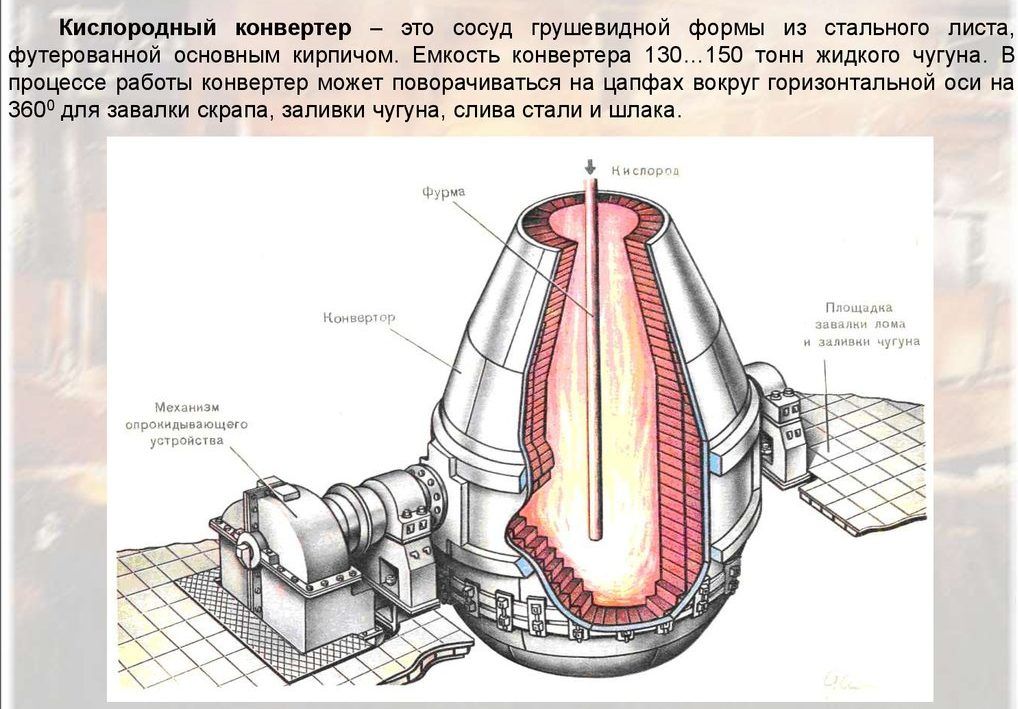
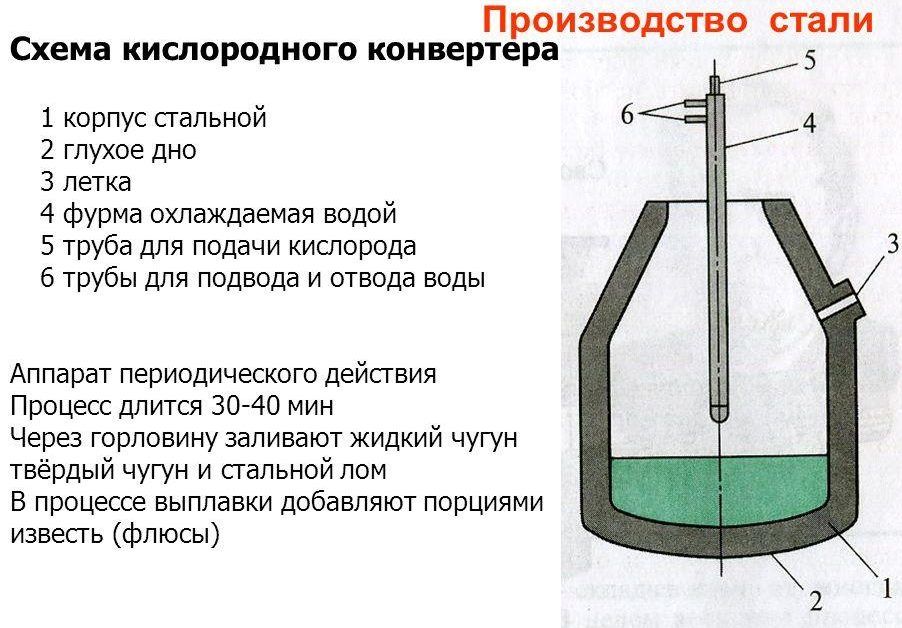
Кислородно-конвертерный процесс это процесс выплавки стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму. В России используют в основном конвертеры с подачей кислорода сверху. Кислородный конвертор представляет собой сосуд грушевидной формы из стального листа, футерованный основным кирпичом (рисунок 21). Вместимость конвертера 50-350 тонн. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 градусов для завалки металлолома, заливки чугуна, слива стали и шлака.
Шихтовыми материалами кислородно-конвертерного процесса являются:
- жидкий передельный чугун;
- металлолом;
- шлакообразующие (известь, полевой шпат, железная руда, бокситы).
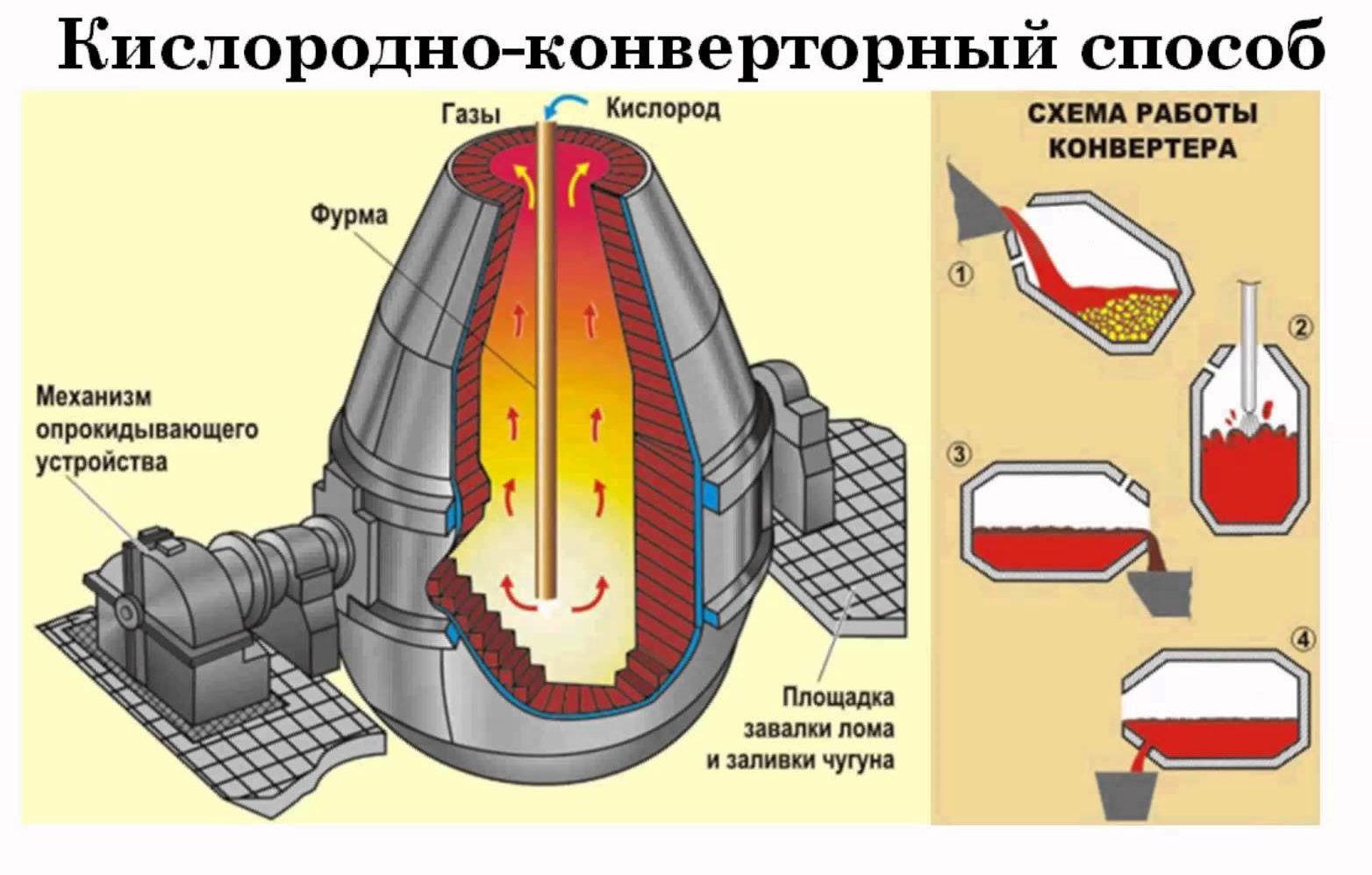
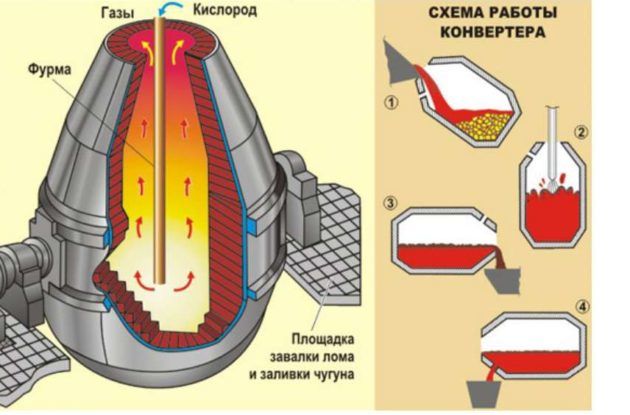
Перед плавкой конвертер наклоняют, загружают через горловину металло-лом (скрап) и заливают чугун при температуре 1250 – 1400 °C (рисунок 21а). После этого конвертер поворачивают в вертикальное положение (рисунок 21б), вводят водоохлаждаемую фурму и через нее подают кислород. Одновременно с началом продувки в конвертер загружают известь, бокситы, железную руду для образования жидкоподвижного шлака. Кислород проникает в металл, вызывает его циркуляцию и перемешивание со шлаком.
В зоне контакта кислородной струи с чугуном интенсивно окисляется же-лезо, так как концентрация его выше, чем примесей. Образующийся оксид же-леза растворяется в шлаке и металле, обогащая металл кислородом. Растворенный в металле кислород, окисляет кремний, марганец, углерод и содержание их в металле понижается. При этом происходит разогрев ванны металла теплотой, выделяющийся при окислении примесей. Благодаря присутствию шлаков с большим содержанием CaO и FeO про-исходит удаление из металла фосфора в начале продувки ванны кислородом, когда температура ее еще не высока. В чугунах, перерабатываемых в кислородных конвертерах, не должно быть более 0,15%P. При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый. Удаление серы из металла в шлак проходит в течении всей плавки. Однако для передела в сталь в кислородных конвертерах применяют чугун с содержа-нием до 0,07%S.
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер наклоняют, выпуская сталь в ковш через летку (рисунок 21в) и одновременно вводят в ковш раскислители и легирующие добавки. В ковш сливают также небольшое количество шлака, ко-торый предохраняет металл в ковше от быстрого охлаждения. Оставшейся шлак сливают через горловину в шлаковую чашу.
Общая длительность плавки в конвертерах емкостью 50 – 350 тонн соста-вляет 30 – 50 минут. Конвертерный процесс с донной продувкой кислородом. Конвертеры для донной кислородной продувки имеют отъёмное днище, а в остальном схожи с конвертерами, применяемыми при верхней продувке кислородом. Емкость этих конвертеров составляет 30 – 250 тонн.
В зависимости от емкости в днище устанавливают определенное количество фурм. Каждая фурма состоит из двух концентрически расположенных труб. По средней трубе подают кислород, а внешняя труба образует кольцевой зазор, через который подается защитная среда, состоящая из газообразных или жидких углеводородов. При донной продувке у фурм в результате окисления здесь примесей чугуна образуются зоны высоких температур и футеровка днища по этой причине разрушается в течение нескольких минут. Образующаяся кольцевая оболочка предотвращает контакт кислорода с чугуном у фурм, перемещая зону интенсивного окисления примесей чугуна и тепловыделения от фурм в объем ванны. Кроме того, при контакте с жидким металлом углеводороды разлагаются, что сопровождается поглощением тепла и обеспечивает охлаждение околофурменной зоны.
Плавка в конвертере с донной продувкой протекает следующим образом.
В наклоненный конвертер загружают стальной лом и заливают жидкий чугун. При заливке конвертер поворачивают в почти горизонтальное положение, чтобы жидкий чугун не заливал фурм. Для защиты фурм от попадания чугуна и шлака через них продувают азот или воздух. Затем подают дутьё и конвертер поворачивают в рабочее вертикальное положение. В начале продувки вдувают порошкообразную известь иногда с добавкой плавикового шпата.
В ходе продувки окисляется избыточный углерод, кремний, марганец. Формируется шлак, в который удаляются фосфор и сера. За счет реакций окис-ления расплавляется металлолом и нагревается металл.
Продувку заканчивают при заданном содержании углерода в металле.
Особенностью технологии процесса при донной продувке является то, что скорость обезуглероживания металла оказывается выше вследствие более инте-нсивного перемешивания ванны и увеличения поверхности раздела газ-металл, а также более полного усвоения кислорода. Технологические преимущества конвертерного процесса с подачей кисло-рода снизу послужили основанием для разработки вариантов технологии ком-бинированной продувки металла сверху и снизу.
Кислородный конвертер — устройство, технология выплавки стали

Около 70% стали от общего объема мирового производства изготавливается конвертерным способом. До середины прошлого столетия для получения стали применялись бессемеровский и томасовский процессы. Однако в дальнейшем сталь начали производить усовершенствованным кислородно-конвертерным способом. В настоящее время предшественники современного метода практически не применяются.
Суть конвертерного производства
В конвертерном производстве применяются специальные сталеплавильные агрегаты, называемые конвертерами. Производство стали осуществляется путем продувки жидкого чугуна воздухом или кислородом. Данный металл содержит различные примеси, в том числе кремний, углерод и марганец. Примеси окисляются под действием кислорода и удаляются из расплава. Основным преимуществом конвертерного способа является то, что для работы сталеплавильного устройства не требуется топливо. Сталь расплавляется под действием тепла, которое выделяют окисляющиеся примеси.
Конструкция конвертера

Оборудование представляет собой грушевидный сосуд, обеспеченный внутренней футеровкой и леткой для выпуска продуктов плавки. В верхней части конструкции предусмотрено отверстие с горловиной для подачи фурмы, лома, расплавленного чугуна, легирующих смесей и отвода газа. Тоннаж варьируется от 50 до 400 т. В качестве материалов для изготовления конструкции применяется листовая или сварная сталь средней толщиной порядка 50-70 мм. Типовое устройство кислородного конвертера предусматривает возможность отсоединения днища – это модификации с донной продувкой газо-воздушными смесями. Среди вспомогательных и функциональных элементов агрегата можно выделить электродвигатель, трубопроводную инфраструктуру для циркуляции потоков кислорода, опорные подшипники, демпферную платформу и опорную станину для монтажа конструкции.
Автоматизация конвертерного процесса
С точки зрения автоматического управления в конвертерном производстве выделяют следующие величины:
Опорные кольца и цапфа
Конвертер располагается на роликовых подшипниках, которые фиксируются на станине. Конструкция может быть и стационарной, но это встречается редко. Обычно на этапах проектирования определяется возможность транспортировки или перемещения агрегата в тех или иных условиях. Именно за эти функции отвечает оснастка в виде опорных колец и цапфы. Группа подшипников обеспечивает возможность кручения оборудования вокруг оси цапф. Прежние модели конвертеров предполагали совмещение несущей оснастки и корпуса плавильного оборудования, но из-за воздействия высоких температур и деформации вспомогательных материалов это конструкционное решение было заменено более сложной, но надежной и долговечной схемой взаимодействия функционального блока и емкости.

Современный кислородный конвертер, в частности, обеспечивается отдельным опорным кольцом, в структуру которого также вводятся цапфы и закрепленный кожух. Технологический промежуток между кожухом и опорной базой предотвращает негативное температурное воздействие на чувствительные элементы подвесок и передвижных механизмов. Непосредственно система фиксации конвертера реализуется за счет упоров. Само же опорное кольцо представляет собой несущее устройство, сформированное двумя полукольцами и цапфовыми плитами, закрепленными в узлах стыковки.
Принцип работы кислородного конвертера
Впервые кислородное дутье было запатентовано Г. Бессемером. Однако в течение продолжительного времени кислородно-конвертерный процесс не применялся, в связи с отсутствием массового производства кислорода. Первые опыты по продувке кислородом стали возможными в начале сороковых годов прошлого столетия.
Устройство кислородного конвертера осталось прежним:
- камера сгорания изнутри защищена основной футеровкой;
- однако вместо воздуха в нем применяется продувка кислородом;
- подача кислорода осуществляется через водоохлаждаемые сопла.
На территории России применяются сталеплавители с верхней подачей кислорода.
Особенностью конвертерного способа с кислородной продувкой является скоротечность. Весь процесс расплавления металла занимает десятки минут. Однако во время работы требуется тщательно отслеживать содержание в чугуне углерода, температуры его расплава и прочие параметры, чтобы вовремя прекратить продувку.
Процесс сталеплавильного производства упростился, когда кислородные конвертеры оснастили автоматическими системами, усовершенствовали лабораторную технику и измерительные приборы. Усовершенствование кислородно-конвертерного процесса позволило повысить производительность, снизить себестоимость металла и повысить его качество.
Современные кислородные конвертеры могут работать в трех основных режимах:
- с полным дожиганием окиси углерода;
- с частичным дожиганием ОС;
- без дожигания ОС.

Схема получения стали в кислородном конвертере
Они позволяют производить сталь из чугуна различного состава.
Поворотный механизм
Эта страница в последний раз была отредактирована 25 августа 2019 в 19:15.
Размеры конвертера
В ходе проектирования параметры конструкции должны рассчитываться исходя из того, какой примерный объем продувки без учета выброса расплава будет производиться. В последние годы разрабатываются агрегаты, принимающие материалы в объеме от 1 до 0,85 м3/т. Также рассчитывается уклон горловины, угол которого в среднем составляет от 20° до 35°. Однако практика эксплуатации таких сооружений показывает, что превышение наклона в 26° ухудшает качество футеровки. По глубине размеры конвертера составляют 1-2 м, но по мере увеличения емкости загрузки и высота конструкции может увеличиваться. Обычные конвертеры глубиной до 1 м могут принимать загрузку не более 50 т. Что касается диаметра, то он в среднем варьируется от 4 до 7 м. Толщина горловины составляет 2-2,5 м.
Кислородный конвертер – описание процесса плавки
Кислородный конвертер – это стальной сосуд грушевидной формы. Его внутренняя часть защищена смолодоломитовым (основным) кирпичом. Вместимость сталеплавильного агрегата варьируется от 50 до 350 тонн. Сосуд распложен на цапфах и способен поворачиваться вокруг горизонтальной оси, что позволяет беспрепятственно заливать в него чугун, закладывать другие добавки и сливать металл со шлаком.
Чтобы получить конечный продукт, в конвертер заливается не только чугун, но и закладывают добавки. К ним относятся:
- лом металла;
- шлакообразующие материалы (железная руда, известь, полевой шпат, бокситы).
Конвертерный способ с кислородной продувкой предусматривает заливку в конвертер чугуна, нагретого до 1250–1400°С. Установив конвертер в вертикальное положение, в него подают кислород. Как только началась продувка, в расплавленный чугун вводят остальные компоненты, входящие в состав шлака. Перемешивание чугуна со шлаком осуществляется под действием продувки.
Так как концентрация чугуна гораздо выше, чем примесей, в процессе продувки происходит образование оксида железа, который растворяясь, обогащает металл кислородом. Именно растворенный кислород способствует уменьшению в металле концентрации кремния, углерода и марганца. А когда примеси окисляются, выделяется полезное тепло.
Особенностью основного шлака является большое содержание оксида кальция и оксида железа, которые в начале продувки способствуют удалению фосфора. Если же содержание фосфора превышает требуемый показатель, шлак сливают и наводят новый. Продувку кислородом заканчивают, когда содержание углерода в конечном продукте соответствует определенному параметру. После этого конвертер переворачивают и производят слив стали в ковш, куда добавляют раскислители и другие добавки.
Видео по теме: Основы кислородно конвертерного производства
Футеровка кислородного конвертера

Обязательная технологическая процедура, в ходе которой внутренние стены конвертера обеспечиваются защитным слоем. При этом надо учитывать, что в отличие от большинства металлургических печей данная конструкция подвергается гораздо более высоким термическим нагрузкам, что обуславливает и особенности выполнения футеровка. Это процедура, предполагающая укладку двух защитных слоев – функционального и армирующего. Непосредственно к поверхности корпуса примыкает пласт защитной арматуры толщиной 100-250 мм. Его задача заключается в снижении теплопотерь и недопущении прогара верхнего слоя. В качестве материала применяется магнезитовый или магнезитохромитовый кирпич, который может служить годами без обновления.
Верхний рабочий слой имеет толщину порядка 500-700 мм и заменяется довольно часто по мере износа. На этом этапе кислородный конвертер обрабатывается безобжиговыми песко- или смоловязанными огнеупорными составами. Основу материала для этого слоя футеровки составляет доломит с добавками магнезита. Стандартный расчет по нагрузке делается исходя из температурного воздействия порядка 100-500 °С.
Торкретирование футеровки

Под агрессивными температурно-химическими воздействиями внутренние поверхности конструкции конвертера быстро утрачивают свои качества – опять же, это касается внешнего износа рабочего слоя термической защиты. В качестве ремонтной операции применяется торкретирование футеровки. Это технология горячего восстановления, при которой с помощью специального оборудования укладывается огнеупорный состав. Его наносят не сплошным способом, а точечно на сильно изношенные участки базовой футеровки. Процедура выполняется на специальных торкрет-машинах, подающих к поврежденному участку водоохлаждаемую фурму с массой из коксовой пыли и магнезитового порошка.
Технологии выплавки
Традиционно выделяют два подхода к реализации кислородно-конвертерного плавления – бессемеровский и томасовский. Однако современные методики отличаются от них низким содержанием азота в печи, что повышает качество рабочего процесса. Выполняется технология по следующим этапам:
- Загрузка лома. Порядка 25-27 % от общей массы шихты загружается в наклоненный конвертер посредством совков.
- Заливка чугуна или стального сплава. Жидкий металл при температуре до 1450 °С ковшами заливается в наклоненный конвертер. Операция продолжается не более 3 мин.
- Продувка. В этой части технология выплавки стали в кислородных конвертерах допускает разные подходы в плане подачи газо-воздушной смеси. Поток может направляться сверху, снизу, донным и комбинированным способами в зависимости от типа конструкции оборудования.
- Получение проб. Выполняется замер температуры, удаляются ненужные примеси, ожидается анализ состава. Если его результаты соответствуют проектным требованиям, плавка выпускается, а если нет – вносятся корректировки.

Плюсы и минусы технологии
Способ ценится за высокую производительность, простые схемы подачи кислорода, конструкционную надежность и относительно низкие расходы в целом на организацию процесса. Что касается недостатков, то к ним, в частности, относятся ограничения в плане добавления шлама и вторсырья. Тот же лом металла с другими включениями может составлять не более 10 %, а это не позволяет в нужной степени модифицировать структуру выплавки. Также при выдувке расходуется большой объем полезного железа.
Применение технологии
Сочетание плюсов и минусов в итоге обусловило и характер применения конвертеров. В частности, металлургические комбинаты выпускают низколегированную, углеродистую и легированную сталь высокого качества, достаточного для применения материала в тяжелой промышленности и строительстве. Получение сталей в кислородном конвертере происходит с легированием и улучшением отдельных свойств, что расширяет сферы применения конечной продукции. Из получаемого сырья изготавливают трубы, проволоку, рельсы, метизы, скобяные изделия и т. д. Технология широко применяется и в цветной металлургии, где при достаточной продувке получают черновую медь.

Заключение
Плавка в конвертерных сооружениях считается морально устаревшей техникой, но ее продолжают использовать по причинам оптимального сочетания производительности и финансовых затрат на обеспечение процесса. В немалой степени востребованности технологии способствуют и конструкционные достоинства применяемого оборудования. Та же возможность прямой загрузки лома металла, шихты, шлама и других отходов, хоть и в ограниченном объеме, расширяет возможности для модификации сплава. Другое дело, что для полноценной эксплуатации крупногабаритных конвертеров с возможностями поворота требуется организация соответствующего помещения на предприятии. Поэтому осуществляют выплавку с кислородной продувкой в больших объемах преимущественно крупные компании.
Кол-во блоков: 17 | Общее кол-во символов: 14653
Количество использованных доноров: 4
Информация по каждому донору:
3 Конвертерное производство стали
3.1 История конвертерного производства стали
Конвертерный способ получения стали был предложен в 1855г. английским механиком Генри Бессемером. Метод заключался в переделе чугуна в сталь путем продувки жидкого чугуна воздухом, подаваемым через днище конвертера. Разработанный Бессемером агрегат для продувки чугуна, (от англ. converter — преобразователь), представлял собой вращающийся вокруг горизонтальной оси сосуд, состоящий из металлического кожуха, футерованного изнутри кислым (динасовым) огнеупорным кирпичом. В футерованное днище вставляются шамотные фурмы с отверстиями для подачи воздуха, которые называются соплами.
Наличие кислой футеровки предопределяло работу бессемеровского конвертера с кислыми шлаками, поэтому Бессемеровский процесс применялся только для передела низкофосфористых руд.
В 1878 г. англичанином Сиднеем Томасом была решена задача удаления фосфора из чугуна продувкой в конвертере с основной футеровкой, в качестве которой был использован обожженный доломит, и при наличии высокоосновного шлак. Для получения высокоосновного шлака в конвертер загружали известь. Способ переработки высокофосфористых чугунов путем продувки воздухом в конвертерах с основной футеровкой получил название томасовского, а конвертер с основной футеровкой — томасовского конвертера.
Достоинства и недостатки бессемеровского и томасовского процессов
Достоинства бессемеровского и томасовского процессов — высокая производительность, простота устройства конвертера, отсутствие необходимости применять топливо, малый расход огнеупоров и связанные с этим более низкие, чем при мартеновском и электросталеплавильном процессах капитальные затраты и расходы по переделу.
Однако обоим процессам присущ большой недостаток — повышенное содержание азота в стали (0,010—0,025 %), вызываемое тем, что азот воздушного дутья растворяется в металле. По этой причине бессемеровская и томасовская сталь обладают повышенной хрупкостью и склонностью к старению. Для получения стали с пониженным содержанием азота в 1950—65 применялись способы продувки снизу парокислородной смесью и смесью кислорода и углекислого газа, а также метод продувки дутьем, обогащенным кислородом.
В 50-х годах XX века в ряде стран Европы были разработаны и внедрены многочисленные варианты конвертерного процесса с применением кислорода. Эти процессы получили общее название кислородных конвертерных процессов.
В период с 1955 по 1975 гг. бессемеровский и томасовский процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья.
3.2 Устройство кислородного конвертера с верхней продувкой
Рекомендуемые материалы
45В - Проектирование и исследование механизмов двухцилиндрового поршневого детандера среднего давления
Кислородно-конвертерный процесс — это выплавка стали из жидкого чугуна с добавкой лома в конвертере с основной футеровкой и продувкой кислородом сверху через водоохлаждаемую фурму.
Кислородно-конвертерный процесс, обладает рядом преимуществ по сравнению с мартеновским и электросталеплавильным процессами:
1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 100 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч);
2) более низкие капитальные затраты, т. е. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов;
3) меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др;
4) процесс более удобен для автоматизации управления ходом плавки
Благодаря использованию для продувки чистого кислорода, кислородно-конвертерная сталь содержит азота не более, чем мартеновская и по качеству не уступает мартеновской. Тепла, которое выделяется при окислении составляющих чугуна с избытком хватает для нагрева стали до температуры выпуска и позволяет использовать до 24-28% лома в шихте.
Устройство кислородного конвертера
Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы, футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака (см. рисунок 4). Емкость существующих конвертеров составляет 10—450 т.

1 — опорный подшипник; 2 — цапфа; 3 — защитный кожух; 4 — опорное кольцо;
5 —корпус ведомого колеса; 6 — навесной электродвигатель с редуктором;
7 — ведомое зубчатое колесо; 8 — демпфер навесного электродвигателя;
9 — демпфер корпуса ведомого колеса; 10 — опорная станина
Рисунок 4 – Устройство кислородного конвертера
Форма конвертера. В конфигурации кожуха и внутреннего рабочего объема конвертера можно выделить три части: суживающуюся верхнюю часть (горловину), цилиндрическую часть и днище, которое может быть либо сферическим, либо иметь суживающуюся часть, к которой примыкает днище.
Размеры, конвертера. Они влияют на многие показатели процесса и должны, прежде всего, обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в таблице.
Размеры некоторых кислородных конвертеров
Высота рабочего пространства, Н, м
Диаметр рабочего пространства, м
Отношение H/D
Удельный объем, м 3 /т
Глубина ванны, м
Диаметр горловины, м
Основные параметры, определяющие возможность работы конвертера без выбросов — это удельный объем (объем рабочей полости, приходящийся на 1 т жидкой стали, м 3 /т) и отношение высоты рабочего объема к его диаметру, H/D.
Удельный объем должен находиться в оптимальных пределах. Если он недостаточен, то при продувке возникают выбросы вспенивающихся металла и шлака. Вместе с тем, если удельный объем чрезмерно велик, то неоправданно возрастают габариты конвертера и высота конвертерного цеха, теплоотдающая поверхность кожуха и теплопотери, расход огнеупоров на кладку футеровки.
В последние годы для проектируемых конвертеров емкостью 100—400 т с учетом сложившегося режима продувки (150— 250 м 3 /мин кислорода на одно сопло фурмы) величину удельного объема принимают в пределах от 0,8—0,85 до 1,0 м 3 /т, причем эта величина должна понижаться при росте емкости конвертера.
Выбирая величину H/D учитывают, что при ее снижении стенки конвертера отдаляются от высокотемпературной подфурменной зоны, что способствует повышению их стойкости; возрастает также площадь контакта металл-шлак, что облегчает удаление в шлак фосфора и серы. Вместе с тем при чрезмерном снижении H/D, т. е. уменьшение высоты конвертера, начинаются выбросы, поскольку вспенивающийся металл достигает низко расположенной горловины. При росте H/D вероятность появления выбросов снижается, но и увеличение H/D сверх оптимальной величины не рекомендуется, поскольку это требует увеличения высоты здания цеха.
Для проектируемых в последние годы конвертеров емкостью 100—400 т величину H/D принимают в пределах 1,8—1,35, причем в этих пределах она обычно снижается пропорционально увеличению емкости конвертера. Это связано с тем, что для предотвращения выбросов, расстояние от уровня ванны в спокойном состоянии до верха горловины для конвертеров емкостью 100—400 т должно составлять примерно 6—8 м.
Глубина ванны жидкого металла в спокойном состоянии изменяется от 1,0 до 1,8—1,9 м, возрастая при увеличении емкости конвертера. Даже для конвертеров малой емкости (50 т) она не должна быть менее 1 м во избежание разрушения футеровки днища кислородными струями. Увеличение глубины ванны сверх 1,9 м также не рекомендуется, так как при этом из-за недостаточного проникновения вглубь ванны кислородных струй и ухудшения перемешивания ванны затрудняется плавление стального лома.
Диаметр горловины Dг существующих конвертеров емкостью от 50 до 400 т находится в пределах (0,4—0,6)D и изменяется от 1,0 до 4,1 м, обычно увеличиваясь при увеличении емкости конвертера. При выборе величины Dг учитывают, что горловина больших размеров позволяет производить завалку стального лома в один прием, что сокращает длительность плавки. Вместе с тем, при увеличении Dг возрастают теплопотери и несколько повышается содержание азота в выплавляемой стали, поскольку через большую горловину в полость конвертера подсасывается больше воздуха, азот которого растворяется в металле. Поэтому горловина не должна быть больше, чем это необходимо для загрузки шихты.
Угол наклона стенок горловины к вертикали в существующих конвертерах составляет 20—35°. На основании отечественной практики признано нецелесообразным делать угол более 25°, так как при большем уклоне ухудшается стойкость футеровки горловины.
Кожух и днище. Кожух конвертера выполняют сварным из листовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Горловина в большей степени, чем другие элементы кожуха подвержена воздействию высоких температур и короблению и может быть повреждена при удалении застывших выплесков металла и в процессе слива шлака. Поэтому верх горловины защищают сварным или литым шлемом, который в случае повреждения легко заменить.
Днище конвертеров обычно делают сферическим. Эта форма облегчает циркуляцию металла при верхней подаче дутья и способствует снижению износа футеровки. Широко применяются как неотъемные, так и отъемные днища. Отъемные днища могут быть приставными и вставными.
Цапфы и опорное кольцо. Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой «плавающий » , что дает возможность перемещения вдоль оси цапф на 15—30 мм.
Механизм поворота. Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью до 1 об/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др.
Механизм поворота может быть односторонним (для малык конвертеров – до 100т) и двусторонним (для большегрузных конвертеров), позволяющим более равномерно распределить нагрузки при наклоне конвертера.
Механизмы поворота бывают стационарными и навесными. В последние годы применяют более совершенные навесные (закрепленные на цапфе) многодвигательные механизмы поворота.
Навесной многодвигательный привод обладает следующими преимуществами: перекос цапф не влияет на его работоспособность; при выходе из строя одного двигателя привод остается работоспособным; в 2—3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки.
Футеровка. Футеровка конвертера работает в тяжелых условиях, подвергаясь воздействию высоких температур; термических напряжений, возникающих при колебаниях температуры футеровки; ударов кусков шихты при загрузке и знакопеременных нагрузок, возникающих при вращении конвертера. Она изнашивается также в результате химического взаимодействия со шлаком и размывающего действия потоков металла и шлака.
Футеровку обычно делают двухслойной. Примыкающий к кожуху арматурный слой толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезито-хромитового кирпича. Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500—750 мм.
Для кладки рабочего слоя используют огнеупоры на основе доломита (CaO-MgO) и магнезита на связке из каменноугольной смолы.
Стойкость футеровки в зависимости от качества огнеупоров и условий работы конвертера составляет 400—900 плавок (2—5 кг на 1 т стали).
С целью повышения стойкости футеровки конвертеров применяется горячее торкретирование футеровки. Суть торкретирования сводится к нанесению с помощью торкрет-машин огнеупорной массы на изношенные участки футеровки.
Длительность торкретирования обычно не превышает 5 мин, его проводят после каждой или после нескольких плавок. Рекордная стойкость футеровки при торкретировании достигнута на одном из японских заводов — 10 110 плавок при расходе огнеупорного кирпича и торкрет-массы 0,19 и 1,38 кг/т стали соответственно.
Кислородная фурма. Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1,0—1,6 МПа. Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 0,8— 3,3 м от уровня ванны в спокойном состоянии.
Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами. Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды.
Медная головка фурмы имеет от 3 до 7 сопел типа сопла Лаваля, возрастая при увеличении расхода кислорода и емкости конвертера. Многосопловые фурмы благодаря рассредоточению кислородного потока на несколько струй обеспечивают «мягкую » продувку и минимальное количество выбросов. Кроме того, они дают возможность увеличить интенсивность подачи кислорода и сократить, благодаря этому, длительность плавки. Стойкость головок фурм составляет 50—250 плавок.
3.3 Шихтовые материалы и требования к ним
Основным шихтовым материалом кислородно-конвертерного процесса является жидкий чугун. Состав чугунов, перерабатываемых на разных заводах изменяется в широких пределах: 3,7—4,6 % С; 0,4—2,6 % Mn; 0,3—2,0 % Si; 0,02—0,08 % S;
Оптимальное содержание кремния в чугуне [Si]опт = 0,6—0,9 %. При излишне высоком содержании кремния возрастает расход извести для ошлакования образующейся SiO2 и увеличивается количество шлака в конвертере, что ведет к росту потерь железа со шлаком и способствует появлению выбросов; понижается также стойкость футеровки конвертера. Вместе с тем при очень низком (2, в первичных шлаках, а также снижается приход тепла.
Содержание марганца в чугунах, используемых на большинстве отечественных заводов, находится в пределах 0,2—1,1 %. Наличие в первичных шлаках закиси марганца ускоряет растворение извести, ускоряет шлакообразование, что улучшает дефорсфорацию и десульфурацию, а также уменьшает количество выбросов и повышает стойкость футеровки. Кроме того, наличие MnO снижает поверхностное натяжение шлака, который изолирует металл от воздействия атмосферы (азот). Поэтому для конвертерного передела желательно иметь содержание марганца в чугуне не менее 0,8%.
Содержание фосфора в чугуне не должно превышать 0,2—0,3 %, поскольку при большем его содержании необходимо осуществлять промежуточный слив шлака во время продувки и наведение нового, что снижает производительность конвертера.
Поскольку десульфурация металла при плавке в кислородном конвертере протекает недостаточно полно, чугун должен содержать менее 0,03—0,04 % серы.
Температура жидкого чугуна, перерабатываемого в кислородных конвертерах обычно составляет 1300—1450 °С. Применять чугун с более низкой температурой нежелательно, так как это ведет к холодному началу продувки и замедлению шлакообразования.
Количество стального лома доходит до 25—27 % от массы шихты. К лому, как и при прочих сталеплавильных процессах, предъявляется требование о недопустимости высокого содержания фосфора, серы, примесей цветных металлов и ржавчины. Кроме того, ограничивают максимальный размер кусков лома, поскольку слишком большие куски могут не успевать раствориться в металле за время продувки, а во время загрузки могут повредить футеровку конвертера. Для конвертеров емкостью 100—350 т размер кусков лома не должен быть более 0,3х0,3х1,0 м, а пакетов лома не более 0,7х1х2 м.
Основные шлакообразующие материалы — это известь и плавиковый шпат, иногда в качестве шлакообразующих или охладителей используют также железную руду, прокатную окалину, боксит, агломерат, рудно-известковые окатыши.
Плавиковый шпат — эффективный разжижитель шлака. Он содержит 75—92 % CaF2, основной примесью является SiO2. Железная руда, агломерат и окатыши должны содержать не более 8 % SiO2, размер кусков руды должен быть 20—50 мм.
Боксит содержит 37—50 % А2О3, 10—20 % SiO2 и 12—25 % Fe2O3; обычно в нем также много влаги (10—20 %), что требует предварительной просушки во избежание внесения в сталь водорода.
3.4 Технология кислородно-конвертерной плавки
Наиболее простым и самым распространенным вариантом конвертерных процессов является проведение плавки в одношлаковом (моношлаковом) режиме. В этом случае технологический цикл обычно состоит из нескольких операций, продолжительность которых приведена ниже, мин:
Особенности кислородно-конвертерного способа производства стали
Важно отметить, что кислородно-конвертерный способ производства стали имеет ряд особенностей, связанных с технологическими тонкостями, в процессе всего производства. Значительные затраты на конвертерное производство оправдывают окупаемость во время эксплуатации любых изделий, особенно из стали, выплавленной таким путем.
Основные нюансы процесса
Согласно технологическим особенностям, конвертерный способ подразделяется на две разновидности:
- Конвертерные процессы с донным воздушным дутьем – бессемеровский и томасовский процессы. с продувкой кислородом сверху и снизу.
При воздушном дутье, залитый в конвертерах чугун, продувают снизу воздухом. Благодаря тому, что частицы воздуха окисляют любые примеси чугуна, происходит повышение температуры стали вплоть до 1,6 тыс. градусов. Именно это тепло и превращает чугун в сталь.
Различия двух способов
Вышеупомянутое производство подразделяется на бессемеровский и томасовский процессы. Различия между ними в основных составляющих футеровках конвертеров.
Бессемеровский путь выплавки стали позволяет использовать низкое содержание фосфора и серы. При томасовском способе, наоборот, чугун переплавляется посредством высокого содержания фосфора.
Суть кислородно-конвертерного производства заключается в выплавке стали посредством футеровки и продувки кислородом из жидкой чугунной основы. В обязательном порядке для этого используется водоохлаждающая форма.

В агрегатах кислород подается снизу. Этот метод наиболее распространен в России. Хотя в зарубежных странах нередко применяется и комбинированный способ продувки. В металлургии кислородно-конвертерный метод выплавки признан практически одним из самых эффективных по нескольким параметрам:
- Воспроизведение одного сталеплавильного агрегата превышает в мощности иные способы в несколько тон.
- В большегрузных конвертерах воспроизведение достигает порядка 500 тонн за 1 час.
- Затратные средства значительно ниже, чем при ином производстве.
- Довольно экономное обустройство любого цеха, даже в независимости от мощности плавильных агрегатов.
- Простота процесса состоит в автоматизации метода выплавки стали.
Благодаря тому, что используется чистый кислород, сталь, получаемая на выходе, не имеет высокого содержания азота. Это позволяет использовать материал в широких спектрах малой промышленности. Важно и то, что сравнительная безопасность для здоровья, позволяет задействовать специалистов среднего звена.

Особенности производства стали кислородно-конвертерным способом
Для создания стали подобным способом используется не только специальное оборудование.
В первую очередь необходимо учитывать технологические требования к подготовительным работам.
Неотъемлемой частью подобных работ является соблюдение техники безопасности. В обязательном порядке инженер по охране труда должен периодически инспектировать каждого занятого на производстве человека. При малейших изменениях условий труда необходимо проинструктировать каждого сотрудника.
Конвертерное производство посредством продувки кислородом происходит в несколько этапов:
- в конвертер загружается металлолом;
- заливается чугунное сырье;
- включается продувка содержимого конвертера кислородом;
- загружаются сливы стали, шлаки и шлакообразующие.

Каждый из этапов выполняется только в описанной последовательности с правильным учетом пропорций. В наклоненную конвертерную емкость лом любых видов металла загружается с помощью завалочных машин.
На следующем шаге специально установленные заливочные краны позволяют залить необходимое количество чугуна. После этого конвертер нужно установить вертикально и только затем начинать продувку кислородом. Частота которого не менее 99,5% О2.
Как только начинается продувка, важно загрузить часть шлаковых материалов. Весь объем которых, в том числе и железной руды, распределяется в несколько приемов. Важно соблюдать скорость их загрузки, но не позже чем через 5–7 минут после первого этапа выплавки.
Особенности и секреты процесса
От иных способов стального производства подобный метод отличается тем, что завязан на очень высоких скоростях. Весь метод, как правило, проходит буквально за 14–24 минуты. Высокие температуры позволяют задавать мгновенную скорость растворения извести в шлаковых содержимых.
Поэтому и выплавка стали в одном конвертере, включая весь процесс производства, не составляет более 30 минут. Важно отметить, что на качество основного процесса непосредственное влияние оказывает неравномерность окисления каждого из компонента, содержащегося в агрегате.
Ведущий принцип кислородно-конвертерного процесса обусловлен регулированием температурного режима и изменением количества продувок. Необходимое условие для эффективности выплавки – введение охладителей в качестве железной руды, металлолома, известняка.
Очистка пылевых отходов происходит при помощи котла-утилизатора. Все отходящие газы от процесса выплавки попадают в установку для их очистки. Все производство стали кислородным способом управляется мощными современными компьютерами.
Стоит отметить, что при донной продувке удельный объем готовой стали гораздо меньше, чем при верхней продувке. Именно при донном методе скорость получения готовой стали гораздо выше.

К тому же что касается готового металла, то по окончании всех производственных работ результат эффективнее на 1–2%.
Дополнительно во время процесса сокращается длительность продувки, происходит ускорение плавления лома. Все это позволяет налаживать конкретный технологический процесс при меньшей высоте производственного здания.
Ведущие принципы выплавки качественной стали
Согласно статистическим показателям каждая десятая тонна выплавленной стали в мире получается в результате кислородно-конвертерного способа при донной продувке.
Весь процесс при низких производственных затратах и адекватных условиях для хода работ, способствует выплавки высококачественной стали. Уникальные технологические мощности конвертерных агрегатов позволяют использовать различные составы сплавов, кроме самого жидкого чугуна.
Определенный интерес в промышленности к этому способу вызван и широким его применением еще с 60-х годов прошлого столетия. Основной типовой ряд емкостей конвертерных агрегатов установлен еще при Советском Союзе. Огромные сосуды представлены в грушевидной форме и имеют объемный ряд от 50 до 400 тонн.
Необходимо отметить, на улучшение показателей готовой стали влияет именно размер конвертера. Оптимальный удельный объем кислородного конвертера способствует интенсивной подаче кислорода и предотвращению выбросов вспенивающихся шлаков и металлов.
Одним из ведущих принципов производства стали в кислородных конвертерах является их проектирование емкостью от 400 до 4,3 тыс. тонн и минимальной высотой 6–8 метров. Слишком низкие агрегаты провоцируют выбросы вспенивающегося металла через узкие горловины. Подобный факт негативно сказывается на всем процессе производства и на качестве самой стали на выходе.
Планирование процесса
Принципиально важно и перед каждой плавкой осуществлять детальное планирование всех оптимальных условий. Они включают в себя:
- расход чугуна и лома;
- уровень подачи кислорода в фурму;
- приблизительные расчеты по концентрации фосфора, серы и шлаков;
- анализ окончательной массы стали и заданных объемов отходов.
Удельная интенсивность выплавки стали кислородным способом в конвертерах позволяет производить высокие объемы сырья при минимальных нагрузках на ход процесса. Немаловажную роль здесь играет фактор проектирования и выбора сопутствующих условий, а также организации технологии производства.
Высококачественную сталь в стране получают не только на огромных заводах, но и на территории малых помещений, для эффективного производства требуется необходимая мощность агрегатов и квалифицированные специалисты.
Читайте также: