Для мелких изделий до 10 мм из углеродистых сталей применяют закалку
Обновлено: 01.05.2024
Анализ назначения режимов термической обработки (температуру закалки, охлаждающую среду и температуру отпуска) метчиков и плашек из стали У10. Описание сущности происходящих процессов, превращений, структуры, твердости инструмента после термообработки.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 01.10.2017 |
| Размер файла | 9,7 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Назначить режим термической обработки (температуру закалки, охлаждающую среду и температуру отпуска) метчиков и плашек из стали У10. Описать сущность происходящих процессов, превращений, структуру, твердость инструмента после термообработки.
термический метчик сталь термообработка
Введение
Метчик -- инструмент для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Метчик хвостовой частью крепится в вороток, рабочей частью вставляется в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой).
Плашка -- это металлорежущий инструмент, используемый для получения резьбы ручным способом или с помощью специальных машин. Плашки незаменимы при работах, связанных с изготовлением резьбы, вне зависимости от объемов производства. Данный инструмент прост в своей конструкции и при этом имеет высокую надежность, проверенную временем. От метчика плашка отличается типом нарезаемой резьбы - резьба наносится снаружи. С помощью плашки достигается получение резьбы нужного размера, высоты и шага, а по сути, она является закаленной гайкой с отверстиями по осям, которые образуют кромки для резки.
Метчики и плашки относятся к режущим инструментам, к которым необходимо предъявить следующие требования:
1. Высокая твердость (HRC 60-62 для метчиков и HRC 59-61 для плашек) - для того, чтобы срезать стружку;
2. Значительное превышение твердости инструментального материала по сравнению с твердостью обрабатываемой заготовки должно сохраняться и при нагреве инструмента в процессе резания.
3. Режущая часть инструмента должна иметь большую износостойкость в условиях высоких давлений и нагрева.
4. Важным требованием является также достаточно высокая прочность инструментального материала, так как при недостаточной прочности происходит выкрашивание режущих кромок, либо поломка инструмента, особенно при их небольших размерах.
5. Инструментальные материалы должны обладать хорошими технологическими свойствами, то есть легко обрабатываться в процессе изготовления инструмента, а также быть сравнительно дешевыми.
Для изготовления данных изделий предложена сталь У10, применяемая для инструментов, не подвергающихся сильным ударам при максимальной твердости не режущей грани, например металлорежущий инструмент - сверла, метчики, развертки, резцы, фрезы, монетные штемпели, бурильный инструмент, медицинский инструмент, ножи для резки бумаги и кожи и др.
Сталь У10 относится к классу заэвтектоидных углеродистых инструментальных сталей пониженной прокаливаемости.
Инструментальными называются углеродистые и легированные стали высокой твёрдости (примерно 60-65 HRc) в режущей кромке, значительно повышающей твёрдость обрабатываемого материла, а так же высокой прочностью при некоторой вязкости для предупреждения поломки инструмента в процессе работы и износостойкостью, необходимой для сохранения размеров и формы режущей кромки при резании. Именно благодаря этим свойствам, стали этого класса используются при изготовлении различного инструмента. Чаще всего инструментальные - это заэвтектоидные стали со структурой после закалки и низкого отпуска - мартенсит и избыточные карбиды.
Углеродистые инструментальные стали пониженной прокаливаемости имеют небольшую прокаливаемость (около 10-15 мм) вследствие неустойчивости переохлаждённого аустенита. Именно поэтому эти стали применяют для изготовления инструментов небольших размеров.
Химический состав стали У10
Углеродистые стали используют для инструментов диаметром 10-30 мм.
В исходном состоянии (после отжига) заэевтектоидная сталь У10 имеет структуру зернистого перлита[Неоднородный аустенит при всех степенях переохлаждения дает зернистый перлит, следовательно, нагрев до невысокой температуры (для заэвтектоидной стали ниже Ас3) приводит при охлаждении к образованию зернистого перлита. Вероятно, оставшиеся не растворенными в аустените частицы, являющиеся дополнительными центрами кристаллизации, способстввуют образованию зернистого цементита.], при этом ее твёрдость составляет около 170-180 НВ.
Механические свойства при Т=20°С в состоянии поставки
Структура заэвтектоидной стали. Перлит + сетка цементита, x450:
а - травление 4 %-ой азотной кислотой; б - травление пикратом натрия
Температура закалки углеродистой стали У10 - 760-780°С. Она лежит в интервале температур между Ас1 и Ас3(выше Ас1 на 30-50°С) для того, чтобы в результате закалки получить мартенситную структуру и сохранить мелкозернистую нерастворённую структуру вторичного цементита.
Температуры критических точек стали У10
Мелкий инструмент, такой, каким являются метчики и плашки из стали У10, применяют ступенчатую закалку для выравнивания температуры по всему сечению изделия и уменьшения остаточных напряжений.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией. Температура отпуска определяется величиной рабочей твердости, которой должен обладать инструмент.
Проводят низкий отпуск при 150-170°С для сохранения высокой твёрдости (62-63 HRС), поскольку цементитный карбид, выделяющийся при отпуске, начинает коагулировать при относительно низком нагреве (200-250°С), что приводит к снижению твердости стали уже при нагреве до этих температур.
Основные виды термической обработки стали
Термической обработкой называется технологический процесс, состоящий из совокупности операций нагрева, выдержки и охлаждения изделий из металлов и сплавов, целью которого является изменение их структуры и свойств в заданном направлении.
Термическая обработка может являться промежуточной операции для улучшения каких-либо отдельных механических свойств или применяться в качестве окончательной операции для придания металлу или сплаву необходимого комплекса механических, физических и химических свойств.
Основными факторами воздействия при термической обработке являются температура и время, следовательно, любой режим термообработки можно представить графиком в координатах t(температура)-ф(время).
Режим термической обработки характеризуется: температурой нагрева(максимальная температура, до которой нагревается сплав при обработке), временем выдержки сплава при нагреве, скоростью нагрева и скоростью охлаждения.
Различают следующие основные виды термообработки стали: отжиг, закалка, нормализация, отпуск.
Схема основных видов термообработки стали.
1) Закалкой называется вид термической обработки, заключающийся в нагреве стали на 30-50°С выше температуры АС3 и АС1, для доэвтектоидной и заэвтектоидной (эвтектоидной) сталей соответственно, выдержке при этих температурах и последующем охлаждении со скоростью, равной или превышающей критическую скорость охлаждения (критическую скорость закалки). В качестве среды, обеспечивающей подобные скорости охлаждения, используют воду, масло, растворы солей и щелочей.
После закалки получают мартенситную структуру, которая отличается повышенной твердостью. Закалку используют для придания твердости и износостойкости инструментальным сталям.
2) Отжиг - вид термической обработки, который заключается в нагреве сталей до температур выше фазового превращения с последующей выдержкой и медленным охлаждением сплава вместе с печью.
Отжиг приводит металл, который в результате предшествующей обработки получил неустойчивое состояние, в более устойчивое состояние. Медленное охлаждение стали при отжиге способствует протеканию равновесных фазовых превращений и образованию перлита в эвтектоидной стали, перлита с избыточным ферритом или цементитом в доэвтектоидной и заэвтектоидной стали соответственно.
После отжига стали характеризуются высокой пластичностью, но пониженной прочностью и твердостью.
3) Если же после нагрева охлаждение происходит не вместе с печью, а на воздухе, то такую операцию называют нормализацией.
Нормализацией называется вид термической обработки, заключающийся в нагреве стали на 30-50°С выше АС3, выдержке при этой температуре и последующем охлаждении на воздухе.
Фазовая перекристаллизация при нагреве и последующее охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной смеси и приводит к образованию сорбита.
При образовании данной структуры возрастает прочность и твердость стали по сравнению с отожженной.
4) Отпуском называется вид термической обработки, заключающийся в нагреве закаленной стали до температур, лежащих ниже критической точки АС1, выдержке при заданной температуре и последующем охлаждении.
Отпуск является заключительной операцией термической обработки и выполняется для устранения и уменьшения напряжения в стали, повышения вязкости и понижения твердости.
В зависимости от температуры нагрева различают три вида отпуска:
а) Низкий отпуск производится при температурах 150-250°С. В результате такой термообработки образуется структура, так называемый отпущенный мартенсит, являющийся гетерогенной смесью пересыщенного б-твердого раствора ( неоднородной концентрации ) и еще не обособившихся частиц метастабильного карбида, близкого по составу к Fe2C, сохранивших с исходной кристаллической решеткой когерентную связь
В результате низкого отпуска сталь сохраняет высокую твердость, а иногда твердость повышается за счет распада остаточного аустенита; устраняется закалочная хрупкость.
б) Средний отпуск проводится в интервале температур 400-480°С. С повышением температуры отпуска до 400°С в углеродистой закаленной стали полностью завершается процесс выделения углерода из мартенсита, Мелко-дисперсные частицы карбида - Fe2C преобразуется в Fe3C ; их когерентная связь с решеткой мартенсита нарушается. Структура стали будет состоять из феррита и цементита.
В результате среднего отпуска структура закаленной стали будет представлять мелкодисперсную смесь феррита и цементита, которая называется троостит отпуска.
в) Высокий отпуск выполняют при 500-680°С. Нагрев выше 500°C усиливает коагуляцию и сфероидизацию частиц цементита: зерна феррита еще больше укрупняются и приближаются к равноосным. В результате образуется структура, которая называется сорбитом отпуска.
Для полученной структуры характерно еще большее снижение твердости и повышение относительного сужения и особенной ударной вязкости, почти полное устранение всех внутренних напряжений.
Все перечисленные виды термической обработки основаны на 4-ех основных превращениях стали:
I. Превращение перлита в аустенит П>А
Данное превращение выше точки А1, выше температуры стабильного равновесия аустенит-перлит, поскольку при этих температур структура аустенит обладает минимумом свободной энергии.
II. Превращение аустенита в перлит А>П
Данное превращение протекает ниже точки А1.
III. Превращение аустенита в мартенсит А>М
Данное превращение происходит ниже температуры метастабильного равновесия аустенит-мартенсит. При данной температуре наиболее устойчивой фазой является перлит, но работа на образование мартенсита из аустенита, меньше, чем для образования перлита.
IV. Превращение мартенсита в перлит (феррито - карбидную смесь)
Данное превращение происходит при всех температурах, так как свободная энергия мартенсита больше свободной энергии перлита при любой температуре.
Ранее уже указывалось, что для стали У10 применяется ступенчатая закалка и низкий отпуск. Рассмотрим данные процессы подробнее.
Закалка стали У10
При данном виде термической обработки происходят первое и третье основные превращения в стали.
Для стали У10 применяется: ступенчатая закалка в соляной ванне(KOH+NaOH) с температурой 160- 170°С с добавкой воды около 3-5 %. Эти цифры соответствуют закалке деталей из углеродистой инструментальной стали диаметром 10-15мм, которые удовлетворяют требованиям. [ По данным Гуляева А. П. “Термическая обработка стали”]
Температуру нагрева закалки - 760-780.°С - выбираем в соответствии с положением критической точки Ас1 (730+30-50°С). Окончательно температуру закалки принимаем равной 770°С.
Схема ступенчатой закалки стали У10.
При нагреве её до температуры 760-780°С получаем структуру аустенита и цементита вторичного. Сталь У10 имеет высокую критическую скорость охлаждения, поэтому для того, чтобы обеспечить скорость охлаждения выше критической и предотвратить распад аустенита на ферритно-цементитную смесь, применяют воду и различные водные растворы в качестве закалочной (охлаждающей) среды - соляную ванну (KOH+NaOH) с добавкой воды около 3-5%.
При переохлаждении стали до выбранных температур Г.Ц.К. решётка становится неустойчивой и диффузионные процессы становятся невозможными. Атомы углерода занимают поры в решетке б-железа и сильно ее искажают. В результате образуется мартенсит - пересыщенный твердый раствор внедрения углерода в б-железо.
Процесс мартенситного превращения протекает не до конца при охлаждении на воздухе до комнатной температуры, вследствие чего сталь сохраняет некоторое количество остаточного аустенита (Аост).
Этот способ дает закалку с минимальными внутренними напряжениями -термическими, т.к. охлаждение разбивается на два этапа и разновременность превращения в разных точках сечения уменьшается. Ступенчатая закалка значительно уберегает изделия от появления трещин. При данном виде закалки будем обеспечена необходимая твердость.
Итак, в результате закалки получим структуру мартенсит закалки + аустенит остаточный + карбиды. Твердость изделия окажется равной порядка 60-62HRc.[В соответствии с ГОСТ 1435-99]
Микроструктура закаленной стали:
Заэвтектоидная сталь, правильная закалка (нагрев выше Ас1, ниже Ас3). Мартенсит+цементит. Х500
Отпуск стали У10
Для заданных изделий из стали У10 используется низкотемпературный отпуск с последующим охлаждением в воде.
Для метчиков из стали У10 выбираем отпуск при 180°С с последующим охлаждением в воде.
Низкий отпуск наряду с увеличением твёрдости, избавляет изделие от внутренних напряжений закалки, что необходимо в данном случае для повышения износостойкости изделия.
При нагреве до 200°С происходит первое превращение при отпуске - мартенсит закалочный превращается в мартенсит отпущенный.
Плашки, наряду с высокой твёрдостью и износостойкостью, должны обладать немного большей пластичностью, чем метчики. Это обусловлено тем, что плашки применяются для наружной нарезки резьбы и при излишней твёрдости могут “крошить” поверхность заготовки. Поэтому для плашек рекомендуется применять отпуск при температуре 220°-240°С - более высокой температуре, чем отпуск для метчиков. Полученная в результате отпуска твёрдость изделия будет равной 59-60 HRc .[ГОСТ 1435-99]
Окончательно принимаем для плашек из стали У10 низкий отпуск при 230°С со структурой после отпуска - мартенсит отпущенный.
В результате назначенной термообработки - ступенчатая закалка при 170°С в соляной ванне с последующим отпуском при 180° (230°С для плашек) и охлаждении изделия в воде - достигнуты следующие результаты:
1. твёрдость после термообработки - 62-63 HRc.(59-61 HRc для плашек)
2. увеличение прочности и износостойкости .
3. структура из зернистого перлита трансформировалась в мартенсит отпущенный.
Вывод: изделия из стали У10, прошедшие термообработку, полностью соответствуют предъявляемым к ним требованиям (высокая твёрдость, износостойкость, прочность).
Подобные документы
Изучение основных сведений о метчиках и плашках. Рассмотрение требований к режущему инструменту. Общая характеристика инструментальных легированных сталей. Структура и свойства стали ХВГ. Выбор термообработки для метчиков и плашек, изготовленных из ХВГ.
курсовая работа [76,8 K], добавлен 27.02.2015
Обзор режимов закалки и отпуска деталей штампового инструмента горячего деформирования. Выбор стали для изготовления деталей штампов, обрабатывающих металл в горячем состоянии. Характеристика микроструктуры и свойств штампов после термической обработки.
контрольная работа [22,5 K], добавлен 18.05.2015
Понятие, общая характеристика и виды термической обработки стали. Особенности основных этапов собственно-термической обработки стали, а именно отжига, нормализации, закалки, отпуска и старения. Отпускная хрупкость I, II рода и способы ее устранения.
лабораторная работа [38,9 K], добавлен 15.04.2010
Характеристика стали 60С2А, химический состав и механические свойства. Структурные превращения в стали при термической обработке. Выбор оборудования для обработки детали. Разработка технологии термообработки и маршрутной технологии изготовления пружины.
курсовая работа [2,7 M], добавлен 05.12.2014
Проектируемый участок предназначен для термической обработки шевинговального инструмента. Обзор термической обработки шевера, выполненного из стали Р18, предназначенного для шевингования незакалённых зубьев зубчатых колёс срезанием тонкой стружки.
Способы закалки стали
Выбор того или иного способа охлаждения при закалке определяется во-первых получением наибольшей прокаливаемости и во-вторых минимальным уровнем остаточных внутренних напряжений, чтобы уменьшить коробление деталей.
Используются несколько способов закалки, которые классифицируются по методу охлаждения:
1-закалка в одном охладителе;
2-закалка в двух охладителях;
Все рассмотренные способы закалки показаны на диаграмме распада переохлажденного аустенита на рис.45.
Закалка в одном охладителе (воде или масле). Это наиболее простой и распространенный способ. Однако некоторые стали при охлаждении в воде склонны к возникновению трещин. При охлаждении в масле скорость охлаждения меньше, но многие стали при таком охлаждении не закаливаются (скорость охлаждения меньше Vкр и мартенсит не образуется).
Закалка в двух охладителях (через воду в масло). При этом методе в верхнем интервале температур скорость охлаждения велика, но сталь достаточно пластична и значительных напряжений не возникает. При этом способе сталь быстро охлаждается в интервале температур 750–400°С, а затем деталь переносится в другую, более мягкую, охлаждающую среду, и в мартенситном интервале охлаждение происходит замедленно, что практически исключает образование трещин. Твердость при таком методе закалки такая же, как при закалке в воде. (рис.45, кривая 2). Это приводит к уменьшению внутренних напряжений и снижает вероятность появления трещин. Примером такой закалки может быть процесс с охлаждением вначале в воде, а затем в масле.
Ступенчатая закалка -заключается в том, что после нагрева детали переносят в печь-ванну с расплавом щелочей (обычно КОН+NaOH). Нагретую до температуры немного выше начала образования мартенсита (на 20-30° выше точки Мн т.е. до 350-400 0 С), выдерживают небольшое время для выравнивания температуры по сечению, а затем охлаждают в масле или на воздухе (рис.45, кривая 3). При этом обеспечивается быстрое охлаждение стали в верхней области температур, а затем делается выдержка, во время которой температура по сечению детали выравнивается, и термические напряжения уменьшаются.
Твердость после такой закалки такая же, как и в предыдущих способах, но напряжения и вероятность образования трещин еще меньше. В качестве жидких сред для ступенчатой закалки используют расплавы щелочей, селитры, легкоплавких металлов.
Ступенчатая закалка применяется только для мелких изделий (до 10мм) из углеродистых сталей. Для более крупных деталей ее не применяют, так как в расплаве щелочей скорость охлаждения внутри детали мала.
Для легированных сталей, обладающих высокой устойчивостью переохлажденного аустенита, такую закалку применять нецелесообразно, так как они обычно хорошо закаливаются в масле, которое достаточно медленно охлаждает при температурах образования мартенсита.
Изотермическая закалкапроводится так же как и ступенчатая, но в расплаве щелочей детали выдерживают более длительное время (до полного распада аустенита на бейнит (рис.45,кривая 4). При этом существенных напряжений не возникает, но твердость получается ниже, чем при других способах закалки. Преимуществом этого способа является то, что после него не требуется отпуска. Изотермическая закалка обычно применяется для деталей сложной формы, склонных к деформациям и образованию трещин.
Закалка углеродистых сталей. Закалка – это процесс термической обработки, заключающийся в нагреве до температуры выше критической и последующем быстром охлаждении
Закалка – это процесс термической обработки, заключающийся в нагреве до температуры выше критической и последующем быстром охлаждении, при котором образуется неравновесная структура. Существует закалка без полиморфного превращения и закалка с полиморфным превращением.
Закалка с полиморфным превращением – это термическая обработка металлов и сплавов, при которой происходит мартенситное превращение высокотемпературной фазы. Эта закалка применима к тем металлам и сплавам, в которых при охлаждении перестраивается кристаллическая решетка.
Если взять эвтектоидную сталь (0,8 % углерода) с перлитной мягкой структурой и нагреть ее выше точки А1, то перлит превратится в аустенит. При этом в аустените будет растворено все количество углерода, которое имеется в стали, т. е. 0,8 %. Быстрое охлаждение в воде (600 °С/сек) препятствует диффузии углерода из аустенита. Кристаллическая решетка аустенита изменится при охлаждении, т. е. гранецентрированная кубическая решетка аустенита перестраивается в объемноцентрированную, но весь имеющийся в стали углерод останется в новой решетке, и это придаст стали высокую твердость и износостойкость.
Температура закалки для большинства сталей определяется положением критических точек А1 и А3. Для углеродистых сталей температуру закалки можно определить по диаграмме «Железо – цементит». Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). Для заэвтектоидных же сталей закалка от температур выше А1, но ниже Аст дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры А3, наоборот, ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита, росту зерна аустенита, увеличению возможности возникновения больших закалочных напряжений и обезуглероживанию поверхностного слоя.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является та среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита и замедленно в интервале температур мартенситного превращения для обеспечения равномерности этого превращения во всех зонах детали и снижения опасности образования трещин. Наиболее распространенными закалочными средами являются вода, водные растворы солей, щелочей, масло, расплавленные соли. При закалке в этих средах различают три периода:
· пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка», которая равномерно и сплошь окружает изделие; пар отнимает тепло не интенсивно, и скорость охлаждения в этот период сравнительно невелика;
· пузырьковое кипение, наступающее при полном разрушении паровой пленки. В этот период происходит быстрый отвод тепла, так как на образование пузырьков пара расходуется большое количество тепла, и температура металла быстро снижается;
· конвективный теплообмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости. Теплоотвод в этот период происходит с наименьшей скоростью, которая определяется физическими свойствами жидкости (теплоемкостью, вязкостью и теплопроводностью), разностью температур и скоростью циркуляции.
Закалочная жидкость охлаждает тем интенсивнее, чем шире интервал стадии пузырчатого кипения, т. е. чем выше температура перехода от первой стадии охлаждения ко второй и чем ниже температура перехода от второй стадии к третьей.
В практике термической обработки сталей нашли широкое применение различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (рис. 8.1).
Непрерывная закалка (1) – наиболее простой способ закалки. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Способ применяют при закалке несложных изделий из углеродистых и легированных сталей. Закалочной средой для углеродистых сталей диаметром более 5 мм служит вода, менее 5 мм и легированных – масло.
Закалка в двух средах (2) осуществляется в разных температурных интервалах с разной скоростью охлаждения. Вначале деталь охлаждают в интервале температур 750–400 °С в воде, затем переносят в другую охлаждающую среду – масло. Замедленное охлаждение в масле, где происходит мартенситное превращение, приводит к уменьшению возникающих при закалке внутренних напряжений и опасности появления трещин.Применяется этот способ при закалке инструмента из высокоуглеродистой стали.
Рис. 8.1. Способы охлаждения при закалке сталей: 1 – непрерывная закалка; 2 – закалка в двух средах; 3 – ступенчатая закалка; 4 – изотермическая закалка; 5 – обработка холодом
При ступенчатой закалке (3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем мартенситная точка данной стали. Охлаждение и выдержка в этой среде обеспечивает равномерное распределение температуры закалочной ванны по всему сечению детали. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит превращение аустенита в мартенсит. Этот способ дает закалку с минимальными внутренними напряжениями, однако его применение целесообразно для изделий небольшого размера из углеродистых и низколегированных сталей, закаливающихся в воде.
Изотермическая закалка (4) позволяет получать наиболее хорошее сочетание прочностных и пластических свойств. При изотермической закалке нагретую деталь переносят в ванну с расплавленными солями, имеющую температуру на 50–100 °С выше мартенситной точки МH, выдерживают при этой температуре до завершения превращения аустенита в бейнит и затем охлаждают на воздухе. Во всех предыдущих случаях при закалке происходит образование мартенситной структуры.
При изотермической закалке в детали возникают минимальные напряжения, исключается образование трещин и уменьшается деформация.
Обработка холодом (5) применяется для легированных сталей, у которых температура окончания мартенситного превращения МК значительно ниже 0 °С. Если закаливать эти стали обычным способом, то, наряду с мартенситом, в структуре оказывается значительное количество остаточного аустенита. Остаточный аустенит понижает твердость закаленной стали и может вызвать нестабильность размеров готовых деталей, т. к. в процессе их работы может происходить превращение остаточного аустенита в мартенсит.
Для стабилизации размеров закаленных изделий и повышения их твердости проводится охлаждение до температуры МК, в процессе которого аустенит превращается в мартенсит. Температура МК легированных сталей находится в широких пределах: от – 40 до –196 °С.
Обработке холодом подвергают быстрорежущие стали, цементованные детали, измерительные инструменты, подшипники и другие особо точные изделия.
Закалка без полиморфного превращения – это термическая обработка, фиксирующая при более низкой температуре состояние сплава, свойственное ему при более высокой температуре. Такая термическая обработка применима к сплавам, у которых одна фаза полностью или частично растворяется в другой.
Рис. 8.2. Диаграмма состояния сплава с переменной растворимостью компонента В в А
Например, в сплаве I (рис. 8.2) при нагреве до температуры t2 β-фаза растворяется в α-фазе. При обратном медленном охлаждении β-фаза выделяется из α-фазы, в которой концентрация компонента В уменьшается в соответствии с линией предельной растворимости аb. Т. к. составы α- и β-фаз различны, то выделение β-фазы связано с диффузионным перераспределением компонентов. При достаточном быстром охлаждении диффузионное перераспределение, необходимое для зарождения и роста кристаллов β-фазы, не успевает пройти и эта фаза не выделяется. После такой обработки (закалки) сплав состоит из одного пересыщенного α-твердого раствора.
Закалка без полиморфного превращения широко применяется к алюминиевым, магниевым, никелевым, медным и другим сплавам.
Закаливаемость – способность стали повышать твердость в результате закалки.
Необходимым условием закаливаемости стали является переохлаждение ее до температуры ниже точки МН. Минимальная скорость охлаждения аустенита, при которой отсутствует диффузия углерода и происходит превращение в мартенсит, называется критической скоростью охлаждения. Эту скорость можно определить на С-образной диаграмме (рис. 8.3).
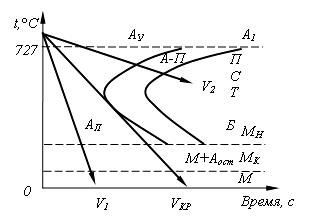
Рис. 8.3. Определение скорости охлаждения при закалке
При закалке скорость охлаждения должна быть больше критической (V1). Для обычных углеродистых сталей значение критической скорости охлаждения составляет около 150 °С/сек, поэтому на практике необходимо охлаждать сталь при закалке очень быстро, чтобы предупредить распад аустенита на феррито-цементитную смесь.
Рис. 8.4. Распределение структуры по глубине цилиндрического образца
Скорость охлаждения на поверхности изделия может быть больше критической, а в центре меньше. В этом случае аустенит в поверхностных слоях превратится в мартенсит, а в центре изделия испытывает перлитное превращение, т. е. деталь не прокалится насквозь. Прокаливаемость – одна из важнейших характеристик стали.
Прокаливаемостью называют способность стали получать закаленный слой на ту или иную глубину с мартенситной или троосто-мартенситной структурой.
Для характеристики прокаливаемости стали часто используют в качестве параметра критический диаметр. Критический диаметр – это максимальный диаметр цилиндрического образца, который прокаливается насквозь в данной охлаждающей среде.
Критический диаметр увеличивается и, соответственно, повышается прокаливаемость стали при увеличении охлаждающей способности закалочной среды и при введении в сталь легирующих элементов. Например, углеродистая сталь имеет критический диаметр 8–10 мм. Это значит, что при закалке более крупных изделий из данной стали сердцевина не будет закаленной (рис. 8.4).
Виды закалки металла

По способу охлаждения различают следующие виды закалки.
Закалка в одной среде
Такая закалка проще по выполнению, но не для любой стали и не для любых изделий ее можно применять.
Быстрое охлаждение в большом интервале температур изделий переменного сечения способствует возникновению температурной неравномерности и больших внутренних напряжений, называемых термическими.
Помимо термических напряжений, при превращении аустенита в мартенсит создаются дополнительно так называемые структурные напряжения, связанные с тем, что превращение аустенита в мартенсит происходит с увеличением объема.
Если деталь сложной формы или переменного сечения, то увеличение объема проходит неравномерно и вызывает возникновение внутренних напряжений.
Наличие больших напряжений может вызвать коробление изделия, поводку, а иногда и растрескивание, если величина внутренних напряжений превзойдет предел прочности.
Чем больше углерода, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Сталь с содержанием углерода более 0,8% закаливают в одной среде, если изделия простой формы (шарики, ролики и т.д.). В противном случае предпочитают закалку либо в двух средах, либо по способу ступенчатой закалки.
Закалка в двух средах
Этот способ нашел широкое применение для закалки инструмента из высокоуглеродистой стали.
Состоит он в следующем:
деталь вначале замачивают в воде и охлаждают до температур 500—550°,
затем быстро переносят в масло, где оставляют до полного охлаждения.
Ступенчатая закалка
При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой 300—250°. Выдержка при этой температуре в течение 1,5—2 мин. должна обеспечить выравнивание температур по всему сечению изделия, устраняя тем самым термические внутренние напряжения. Последующее охлаждение производят на воздухе.
В качестве охлаждающей среды используют расплавленные соли, селитры, легкоплавкие металлы.
Ступенчатая закалка уменьшает внутренние напряжения, коробление и возможность растрескивания деталей.
Недостатки ступенчатой закалки
Недостаток этого вида закалки в том, что охлаждение в горячих средах не может обеспечить большую скорость охлаждения в интервале 400—600°.
В связи с этим ступенчатую закалку для углеродистой стали можно применять для изделий небольшого сечения (диаметр до 10 мм, например, сверла).
Для легированных сталей, имеющих небольшие значения критической скорости закалки, ступенчатая закалка применима к изделиям большего сечения.
Закалка с подстуживанием
При таком способе деталь вынимают из печи и перед погружением в охлаждающую жидкость некоторое время выдерживают на воздухе. Время выдержки на воздухе должно быть таким, чтобы не произошел
распад на структуру перлита или сорбита. Это время определяется практикой закалки.
Подстуживание уменьшает внутренние напряжения и коробление и применяется для тонких и длинных деталей.
Поверхностная закалка стали
От некоторых деталей в эксплуатации требуется высокая поверхностная твердость при сохранении достаточно вязкой сердцевины, например зуб шестерни, шейка коленчатого вала и др.
В этом случае сталь сознательно закаливают на небольшую глубину. Существует несколько методов поверхностной закалки стали.
Поверхностная закалка при нагреве ацетилено-кислородным пламенем
Нагрев изделия производится ацетилено-кислородным пламенем. Пламенная горелка (рис. 67), движущаяся вдоль изделия с определенной скоростью, нагревает его поверхность.

Вслед за горелкой с той же скоростью движется трубка, подающая воду, с помощью которой производится охлаждение изделия.
Глубина прогрева и температура нагрева регулируются скоростью перемещения горелки и расстоянием горелки от изделия.
Поверхностная закалка токами высокой частоты
Нагрев изделий токами высокой частоты вызывает разогрев поверхностного слоя изделия.
Это объясняется тем, что токи высокой частоты распространяются с неравномерной плотностью по сечению. Чем больше частота тока, тем на меньшую глубину изделия токи проникают.
Благодаря этому возникает большая плотность тока у поверхности изделия, вызывающая весьма быстрый разогрев поверхностных слоев металла.
Этот метод имеет ряд преимуществ: высокую производительность, достаточную легкость регулирования глубины закаленного слоя, получение большей твердости, чем при обычных методах закалки, отсутствие окалины и коробления.
Применяемый для этой цели электрический ток получают от специальных генераторов, дающих переменный ток с частотой до 10 млн. гц (т.е. перемен направления тока в секунду). Ток городской сети имеет частоту 50 гц.
Нагрев изделия осуществляется индуктором, по которому проходят токи высокой частоты и большой силы.
Индуктор наводит (индуктирует) токи в изделии, помещенном внутри него (рис. 68).

Индуктор изготовляют из полых медных трубок, внутри которых циркулирует охлаждающая вода, поэтому он сам не разогревается за тот короткий промежуток времени, за который деталь успевает нагреться до необходимой температуры.
Форма индуктора должна точно повторить форму изделия, только тогда изделие закалится да одну и ту же глубину по всему сечению. Затруднения бывают при сложной форме детали, что ограничивает применение этого метода.
Охлаждение нагретой детали осуществляется чаще всего либо дополнительным дождевым устройством, либо водой, циркулирующей внутри индуктора.
В связи с тем что новый тип детали требует изготовления нового индуктора, этот метод целесообразно применять при наличии однотипных деталей в массовом или крупносерийном производстве.
Зачем нужна и как проводится закалка стали?

Закалкой называют вид термической обработки металлов, который заключается в нагреве выше критической температуры с последующим резким охлаждением (обычно) в жидких средах. Критической называют температуру, при которой происходит изменение типа кристаллической решетки, то есть осуществляется полиморфное превращение. Она определяется она по диаграмме «железо-углерод». фото
Свойства стали после закалки
После закалки увеличивается твердость и прочность стали, но при этом повышаются внутренние напряжения и возрастает хрупкость, провоцирующие разрушение материала при резких механических воздействиях. На поверхности изделия появляется толстый слой окалины, который необходимо учитывать при определении припусков на обработку.
Внимание! Некоторые изделия закаляются частично, например, это может быть только режущая кромка инструмента или холодного оружия. В этом случае на поверхности изделия можно наблюдать четкую границу, разделяющую закаленную и незакаленную части. Закаленную часть на клинках называют «хамон», что в переводе на современный язык металлургии означает «мартенсит».
Определение! Мартенсит – основная составляющая структуры стали после закалки. Вид этой микроструктуры – игольчатый или реечный.
Для уменьшения внутренних напряжений и роста пластичности осуществляют следующий этап термообработки – отпуск. При отпуске происходит некоторое снижение твердости и прочности.
Технология закалки
Режим закалки определяется температурой, временем выдержки, скоростью охлаждения, используемой охлаждающей средой.
Способы закалки стали:

- в одном охладителе – применяется при работе с деталями несложной конфигурации из углеродистых и легированных сталей;
- прерывистый в двух средах – востребован для обработки высокоуглеродистых марок, которые сначала остужают в быстро охлаждающей среде (воде), а затем в медленно охлаждающей (масле);
- струйчатый – обычно востребован при частичной закалке изделия, осуществляется в установках ТВЧ и индукторах обрызгиванием детали мощной струей воды;
- ступенчатый – процесс, при котором деталь остывает в закалочной среде, приобретая во всех точках сечения температуру закалочной ванны, окончательное охлаждение осуществляют медленно;
- изотермический – похож на предыдущий вид закалки стали, отличается от него временем пребывания в закалочной среде.
Типы охлаждающих сред
От правильного выбора охлаждающей среды во многом зависит конечный результат процесса.
- Для поверхностной закалки и работы с изделиями простой конфигурации, предназначенными для дальнейшей обработки, применяется в основном вода. Она не должна содержать соли и примеси моющих средств, оптимальная температура +30°C.
Внимание! Использовать этот способ охлаждения для деталей сложной конфигурации не рекомендуется из-за риска появления трещин.
Внимание! Для работы с изделиями из углеродистых сталей со сложным химическим составом используют комбинированное охлаждение. Оно состоит из двух этапов. Первый – охлаждение детали в воде, второй, после +200°C, – в масляной ванне. Перемещение из одной охлаждающей среды в другую должно производиться очень быстро.
Какие стали можно закаливать?
Процедурам закалки и отпуска не подвергается прокат и изделия из него, изготовленные из малоуглеродистых сталей типа 10, 20, 25. Этот вид термообработки эффективен для углеродистых сталей (45, 50) и инструментальных, у которых в результате твердость увеличивается в три-четыре раза.
Таблица режимов закалки и областей применения для некоторых видов инструментальных сталей
Читайте также: