Для уменьшения остаточного аустенита после закалки в углеродистых сталях проводят
Обновлено: 17.05.2024
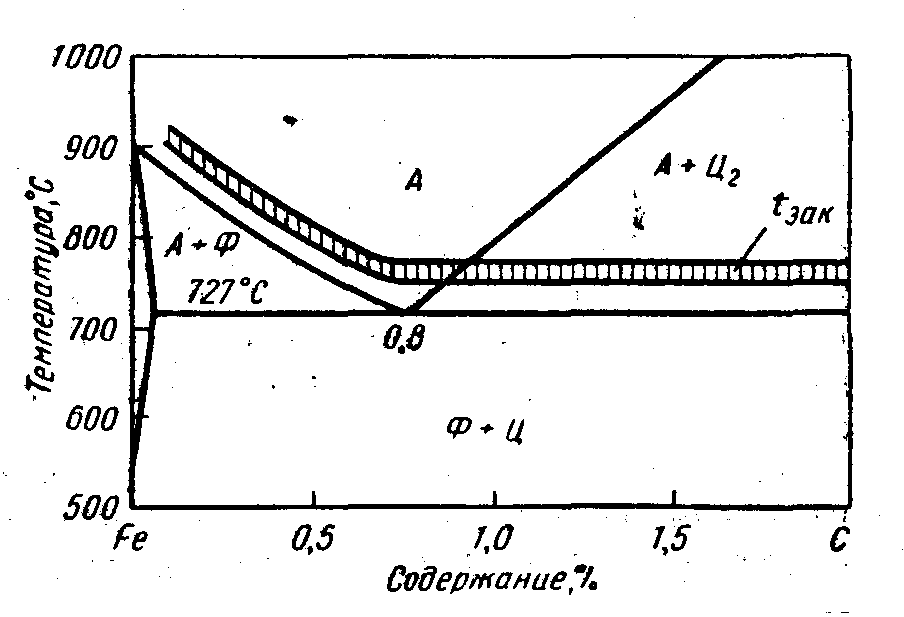
Температура, до которой необходимо нагреть сталь зависит от её состава (содержания углерода), значит от положения критических точек: доэвтектоидные стали нагревают до температуры на 30–50 о С выше критической точки А3 – полная закалка (рисунок 10). При этой температуре сталь будет содержать только аустенит. Закалка с температур в интервале А1 – А3 (неполная закалка) недопустима, так как в структуре будет присутствовать избыточный феррит, что значительно снизит твёрдость закалённой стали.
Заэвтектоидныестали подвергаются неполной закалке, т. е. нагреваются до температуры на 35 – 60 о С выше критической точки А1. При этом в структуре стали наряду с аустенитом будет присутствовать ивторичный цементит, а его твёрдость превышает твёрдость мартенсита. Нагрев до температур выше Аcmвреден, так как твёрдость при этом не возрастает, но укрупняется аустенитное зерно, обезуглероживается поверхность и растут закалочные напряжения.
Нагрев стали под закалку и выдержка при заданной температуре.
Условия нагрева изделий под закалку определяются имеющимися нагревательными устройствами. С точки зрения производительности его надо осуществлять с максимальной скоростью. При этом быстрый нагрев уменьшает окалинообразование, обезуглероживание и рост аустенитного зерна. Однако необходимо учитывать возникающие перепады температур по сечению изделия, которые могут привести к возникновению значительных термических напряжений, и как следствие, коробление и образование трещин.

Рисунок 10 – Интервал температур нагрева под закалку углеродистых сталей
Допускаемая скорость нагрева может быть тем выше, чем:
а) однороднее микро- и макроструктура стали;
б) менее легирована сталь;
в) проще конфигурация изделия;
г) равномернее подвод тепла.
Из производственного опыта обычно выбирают скорость нагрева в печах 0,8 – 1 мин. на 1 мм сечения изделия. Скорость нагрева легированных сталей уменьшают на 25 – 40% из-за их меньшей теплопроводности.
Продолжительность выдержки при температуре нагрева должна быть таковой, чтобы изделие равномерно прогрелось по всему сечению и прошла гомогенизация аустенита. Из практических данных время выдержки при заданной температуре принимают равным 1/5 от времени нагрева.
Чаще всего нагрев под закалку и выдержку при заданной температуре осуществляют на воздухе. Это влечёт за собой ряд нежелательных процессов:
1. Окисление поверхности детали и образование окалины, что приводит к:
а) изменению размеров и необходимости увеличивать припуски на механическую обработку;
б) вводить дополнительные операции по очистке деталей;
в) препятствует получению высокой и равномерной твёрдости.
2. Обезуглероживание приводит:
а) к появлению на поверхности деталей мягких пятен при закалке;
б) к возникновению растягивающих напряжений в поверхностном слое, которые резко снижают усталостную прочность.
Для предотвращения этих явлений используются контролируемые атмосферы, которые получают при неполном сгорании углеводородных газов. Состав этих атмосфер регулируют используя при горении различные коэффициенты избытка воздуха α = 0,25 – 0,95. Такие атмосферы могут не только защитить от окалинообразования и обезуглероживания, но при необходимости проводить восстановление и науглероживание поверхности изделий.
Охлаждение при закалке.
Охлаждение это наиболее ответственная операция в процессе закалки. Режим охлаждения должен обеспечить необходимую глубину прокаливаемости и не допустить больших закалочных напряжений, приводящих к короблению и образованию трещин.
Закалочные напряжения складываются из термических и структурных напряжений.
Термические напряжения возникают из-за перепада температур по сечению изделия. Их обуславливает разная величина термического сжатия наружных и внутренних слоёв при охлаждении.
Структурные (фазовые) напряжения связаны с процессом образования из аустенита мартенсита. Этот процесс протекает в разных точках изделия не одновременно, к тому же объём мартенсита на несколько процентов больше объёма аустенита.
Суммарные закалочные напряжения растут с увеличением температуры нагрева под закалку и с повышением скорости охлаждения, так как в обоих этих случаях возрастает перепад температур по сечению изделия.
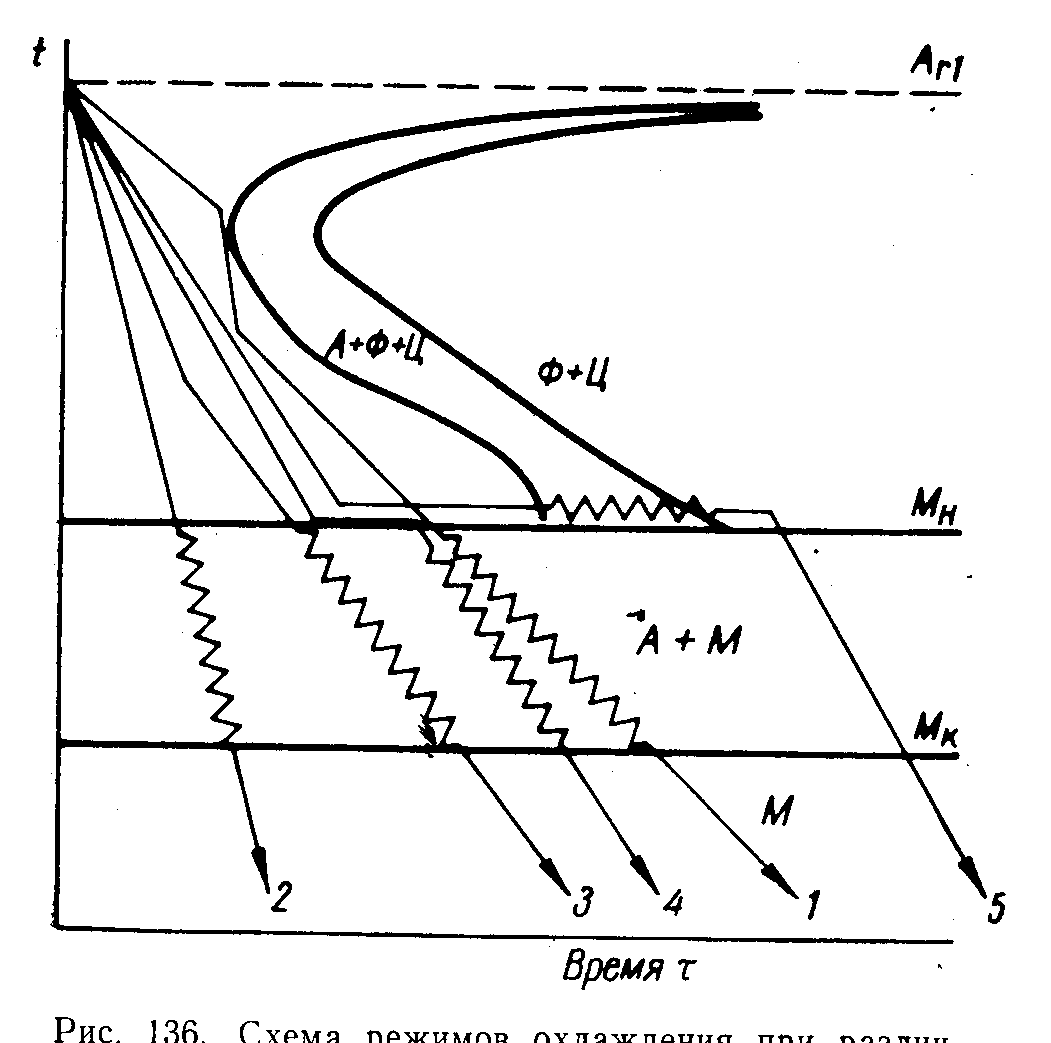
Идеальная кривая охлаждения представлена на рисунке 11 (кривая 1). На первом этапе скорость охлаждения должна быть по возможности не большой, чтобы не появились значительные термические напряжения. Аустенит при этих температурах достаточно устойчив. Наименьшую устойчивость аустенит имеет в области температур 650 – 400 о С, поэтому на второй стадии необходимо быстрое охлаждение, чтобы аустенит не распался на феррито-цементитную смесь – перлит, сорбит, троостит. Твёрдость этих структур значительно меньше твёрдости мартенсита, а отличаются они друг от друга температурой образования и дисперсностью составляющих их фаз. Перлит самая крупнодисперсная, а троостит самая мелкодисперсная структура. Когда температура достигает точки Мн начинается мартенситное превращение и возникают структурные (фазовые) напряжения. Поэтому на третьей стадии скорость охлаждения необходимо снизить, чтобы избежать закалочных дефектов.

1 – идеальный режим охлаждения; 2 – непрерывная закалка в одном охладителе; 3 – прерывистая закалка в двух охладителях; 4 – ступенчатая закалка; 5 – изотермическая закалка
Рисунок 11 – Схема режимов охлаждения при различных способах закалки
Закалочные среды
В качестве закалочных сред широко используют холодную воду, растворы NaOH и NaCl, минеральное масло, однако ни одна из них не является идеальной. В таблице 1 приведены значения относительной интенсивности охлаждения различных закалочных сред.
Таблица 1 – Относительная интенсивность охлаждения закалочных сред
Относительная интенсивность охлаждения
Вода при 20 о С
Вода при 40 о С
Вода при 80 о С
10%-ный раствор NaCl в воде при 20 о С
10%-ный раствор NaOH в воде при 20 о С
50%-ный раствор NaOH в воде при 20 о С
Минеральное масло при температуре 20 – 200 о С
Спокойный воздух при 20 о С
Холодная вода – самый дешёвый и весьма энергичный охладитель. Она быстро охлаждает и в перлитном и в мартенситном интервале температур, последнее является её главным недостатком, так как вызывает закалочные дефекты.
Водные растворы NaOH и NaCl – обладают наиболее высокой и равномерной охлаждающей способностью. Её можно менять в широких пределах изменяя концентрацию и температуру растворов.
Минеральное масло – медленно охлаждает и в перлитном и в мартенситном интервале температур. Медленное охлаждение в перлитном интервале является недостатком, а медленное охлаждение в мартенситном интервале – преимуществом этой охлаждающей среды. Перепад температур между поверхностью и центром изделия значительно меньше, чем при охлаждении в воде и в водных растворах. Недостатком масла является повышенная воспламеняемость и стоимость.
Способы закалки
Наиболее широкое распространение получила закалка в одном охладителе – непрерывная закалка (рисунок 11, кривая 2). Во многих случаях во избежании закалочных дефектов, для изделий сложной формы, когда необходимо уменьшить деформации применяют другие методы закалки.
Закалка в двух охладителях (рисунок 11, кривая 3) используют для уменьшения скорости охлаждения в мартенситном интервале температур. Вначале деталь погружают в воду и после короткой выдержке переносят в масло. Быстрое охлаждение в воде предотвращает перлитное превращение, а последующее замедленное охлаждение в масле уменьшает закалочные напряжения в мартенситном интервале.
При таком способе закалки очень трудно определить время выдержке в воде, продолжительность которой необходимо устанавливать для каждого конкретного изделия опытным путём.
Ступенчатая закалка (рисунок 11, кривая 4) также используется для уменьшения скорости охлаждения в области мартенситного превращения. Нагретое по закалку изделие быстро погружают в ванну с горячей средой (например, расплав олова и свинца, расплавы солей), температура которой на 20 – 30 о С выше точки Мн. Затем после некоторой выдержки охлаждают на воздухе или в масле. При этом происходит выравнивание температур по сечению изделия при выдержке в горячей среде. После этого мартенситное превращение происходит при медленном охлаждении и по всему объёму, что уменьшает закалочные напряжения. Ступенчатая закалка также более проста в исполнении, чем закалка в двух охладителях.
Основным недостатком ступенчатой закалки является малая скорость охлаждения в горячей среде, поэтому применение её к углеродистым сталям ограничено изделиями небольшого сечения (до 8 – 10-ти мм толщиной).
Изотермическая закалка (рисунок 11, кривая 5) – проводится также как и ступенчатая закалка, но в данном случае предусматривается более длительная выдержка выше точки Мн. При такой выдержке происходит распад аустенита на бейнит (продукт промежуточного превращения). При такой структуре достигается высокая прочность при достаточной вязкости.
В качестве охлаждающей среды, применяют расплавленные соли (KNO3, NaNO3) и щёлочи (NaOH, KOH) в интервале температур 150 – 500 о С.
В закалённой стали всегда присутствует остаточный аустенит, который понижает твёрдость, износостойкость, а в результате самопроизвольного превращения в мартенсит при работе в условиях низких температур, приводит к изменению размеров. Для уменьшения количества остаточного аустенита проводят обработку холодом (предложенную
А.П. Гуляевым в 1937 году). Обработка холодом даёт эффект, когда точка Мк лежит ниже нуля, при этом увеличивается твёрдость и стабилизируются размеры изделий. Поэтому обработка холодом проводится для измерительного инструмента, а также для режущего инструмента и штампов. Температура обработки не опускается ниже – 80 о С, для этого обычно используют смесь сухого льда (твёрдый СО2) со спиртом.
Обработку холодом необходимо проводить сразу после закалки, так как в случае выдержки при комнатной температуре остаточный аустенит стабилизируется и эффект обработки снижается.
На практике часто возникает необходимость получать стальные детали, обладающие высокой твёрдостью и износостойкостью не по всему сечению, а лишь в отдельных частях, как правило - на поверхности. Для этого используются специальные методы закалки:
закалка с самоотпуском. Изделие выдерживают в закалочной ванне не до полного охлаждения. За счёт тепла, накопленного его внутренним объёмом, закалённая (охлаждённая) его часть вновь разогревается до необходимой температуры отпуска. Это позволяет сочетать в изделиях высокую твёрдость и вязкость (молотки, зубила и т. д.).
поверхностная закалка. Этот вид закалки состоит в том, что осуществляется быстрый разогрев поверхностных слоёв детали, а после охлаждения твёрдый и износостойкий наружный слой сочетается с вязкой сердцевиной. Это обеспечивает изделию высокую динамическую прочность.
Для быстрого поверхностного нагрева могут использоваться ванны с расплавами солей, пламя ацетиленово-кислородных и газовых горелок (пламенная закалка), индукционный и лазерный нагрев. В настоящее время особенно широко используется именно индукционный нагрев -высокочастотная или индукционная закалка. Этот метод отличается высокой производительностью, отсутствием окисления и обезуглероживания, возможностью точно задавать глубину закалённого слоя, минимальным короблением изделия. Недостатком метода является высокая стоимость оборудования и особенно индуктора, который должен приблизительно повторять форму детали. Поэтому индукционная закалка экономична лишь в крупносерийном и массовом производстве. Этого недостатка лишён лазерный нагрев поверхности изделий. Лазерное излучение, благодаря высокой концентрации энергии, поглощаясь поверхностью детали, быстро её нагревает до высоких температур. После прекращения облучения разогретый слой быстро остывает за счёт интенсивного отвода тепла во внутренние холодные области детали. Этот метод наиболее эффективен для поверхностной закалки изделий сложной формы.
Тема №6: Технология термообработки углеродистой стали.
Отжиг состоит в нагреве стали до определённой температуры с последующей выдержкой и медленным её охлаждением в печи, для получения равновесной структуры свободной от остаточного напряжения. Отжиг может быть первого рода или второго рода. Отжиг первого рода не связан с фазовыми превращениями в сталях и в зависимости от назначения может быть диффузионным рекристаллизованным или отжигом для снятия внутренних напряжений. Диффузионный отжиг применяют для устранений химической неоднородности слитков стали, его проводят при сравнительно больших температурах –. Рекристаллизационный отжиг проводят для снятия наклёпа холодно-деформированной стали, его проводят при температуре. Отжиг для снятия внутренних напряжений применяют с целью уменьшения напряжений образовавшихся при ковке, литье, сварке и других операциях. Для этого сталь нагревают ниже. Отжиг второго рода напротив связан с фазовыми превращениями в сталях, поэтому его обычно называютфазовой перекристаллизацией. Отжиг второго рода может быть полным или не полным.

1 – диффузионный отжиг ()
2 – рекристаллизационный отжиг
3 – для снятия внутренних напряжений
4 – полный отжиг второго рода
5 – неполный отжиг второго рода
Полный отжиг второго рода состоит в нагреве стали до температур на выше линииGSE (область 4). Неполный отжиг производится при температурах на выше линии эвтектоидного превращенияPSK (область 5). При полном отжиге аустенит превращается в мелко зернистую смесь феррита с цементитом. Данный отжиг применяется с целью измельчения зерна металла и улучшения пластических свойств. Этот отжиг приводит к улучшению обрабатываемости стали резанием и давлением. Неполный отжиг применяется для заэвтектоидных сталей в результате такого отжига исчезает сетка цементита и карбиды приобретают округлую форму, что ведёт к улучшению механических свойств стали.
Если охлаждение стали после нагрева производит не в месте с печью, а на воздухе то такую температурную операцию называют нормализацией. В результате нормализации уменьшается избыточное внутренне напряжение. Перлит приобретает более тонкое строение, а в заэвтектоидной стали устраняется цементитная сетка. Другими словами сталь приобретает более “нормальную” структуру, отсюда и название. Нормализация более дешёвая операция, чем отжиг. В то же время для низкоуглеродистых сталей нет разницы между отжигом и нормализацией. Разница проявляется только с увеличением содержания углерода в стали. Поэтому для низкоуглеродистых сталей рекомендуется нормализация. Нормализация и отжиг обычно первичные операции термообработки. Их основное назначение устранить дефекты от предыдущей обработки и подготовить сталь к обработке резанием, давлением и окончательным операциям термообработки (закалке и отпуску).
6.2. Закалка и отпуск углеродистых сталей.
Закалка состоит в нагреве углеродистых сталей до температур выше фазовых превращений с последующей выдержкой и охлаждением выше критической. Критическая скорость определяется по диаграмме изотермического распада аустенита (параграф 5.3.). Это минимальная скорость охлаждения, при которой минуется зона перлитного превращения и попадает в зону мартенситного превращения. После закалки, сталь приобретает неравновесную структуру мартенсита. В результате чего повышается твёрдость. Кроме мартенсита в структуре присутствует остаточный аустенит. Различают полную и неполную закалку. При полной закалке сталь нагревают до температур выше линииGSE (область 4). После быстрого охлаждения сталь приобретает структуру мартенсита. После неполной закалки сталь нагревают до температур выше линии эвтектоидного превращенияPSK (область 5). При этом доэвтектоидные стали имеют структуру состоящую из феррита и аустенита. При последующем быстром охлаждении, аустенит превращается в мартенсит. В результате структура доэвтектоидных сталей после неполной закалки будет состоять из зёрен мартенсита и зёрен феррита, которые снижают твёрдость закалённых сталей. Заэвтектоидная сталь, нагретая до температуры зоны 5, имеет структуру состоящую из аустенита и цементита. После быстрого охлаждения, в результате которого аустенит превращается в мартенсит – эта сталь приобретает структуру мартенсита с цементитом. Цементит не снижает твёрдость закалённой стали, а на против улучшает твёрдость. По этой причине для доэвтектоидных сталей рекомендуют полную закалку, а для заэвтектоидных не полную. Углеродистую сталь при закалке охлаждают в различных средах (в воде, в воздухе, в масле и т.д.). Наилучшими охлаждающими свойствами обладает вода, в которой достигается максимальная скорость охлаждения.
ААнализ показывает, что идеальной закалочной среды не существует. Вода хотя и даёт высокую охлаждающую скорость в начале, но ив конце процесса, что может привести к избыточным напряжениям и даже к трещинам. Масло напротив даёт не высокую скорость охлаждения и существует вероятность попадания в зону перлитного превращения.
Существует несколько видов закалки, самая простая в воде. Чтобы избежать этого применяют закалку в двух охлаждающих средах. Сначала в воде, а затем в масле. При этом режим охлаждения приближается к идеальному. Однако в данном случае трудно реализовать этот процесс из-за контроля температуры. Для контроля за температурой применяют так называемую ступенчатую закалку. Для этого сталь охлаждают в соляной ванне, которая имеет температуру чуть выше температуры . Выдерживают там сталь, а затем охлаждают на воздухе. При этом мартенситное превращение идёт при более мягком режиме охлаждения или не возникают повышенные избыточные напряжения. При изотермической закалке в соляной ванне до температурыи выдержке там до завершения температуры перлитного превращения. В результате сталь приобретает структуру бейнита, отличающегося большей твёрдостью чем перлит, но при этом имеющую большую пластичность. Если сталь охлаждается при комнатной температуре, то в его структуре присутствует остаточный аустенит. Это нежелательный фактор, т.к. аустенит может самопроизвольно изменяться и изменять размеры. Для устранения остаточного аустенита сталь сразу после закалки подвергают обработке холодом, т.е. охлаждают до температуры ниже. После закалки сталь имеет высокую твёрдость и в тоже время является достаточно хрупкой. Для возвращения стали пластичности всегда после закалки производятотпуск. Отпуск состоит в нагреве закалённых сталей до температур фазовых превращений. В зависимости от температуры нагрева стали различают: низкий, средний, высокий отпуск. Низкий отпуск проводят при температуре . При этом сталь приобретает структурумартенсита отпуска, в результате чего твёрдость немного снижается, а пластичность увеличивается. Низкий отпуск показан для закалённых инструментальных сталей, которые должны быть твёрдыми. Средний отпуск проводят при температуре . При этом сталь приобретает структурутроостита отпуска.

При высоком отпуске, сталь нагревают до температуры , в результате сталь приобретает структурусорбита отпуска. Этот сорбит имеет зернистую округлую форму и придаёт наилучшие пластические свойства. Т.е. сравнительно высокая твёрдость и прочность при достаточно высокой пластичности. Операцию закалки, при последующем высоком отпуске, улучшает весь комплекс механических свойств стали, называется улучшением.
1.3 Технология закалки углеродистой стали
Читайте также: