Дуговая ручная многослойными швами на стальной скобе накладке
Обновлено: 14.05.2024
ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
государственный комитет СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
ИСПОЛНИТЕЛИ
А. М. Фридман, канд. техн, наук; Э. Ф. Горохова; Ф. И. И. Н. Галанмина; в. В. Ваконии
Машлеико, каид. техн, наук; Л. А. Зборовский;
и железобетона (НИИЖБ] Госстроя
Государственного комитета СССР по
ВНЕСЕН Научно-исследовательским институтом бетона СССР
Директор К. В. Михайлов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением делам строительства от 2 декабря 198$ г. N? 202
© Издательство стандартов, 1986
Редактор В П. Огурцов
Технический редактор О. //. Никитина
Корректор Е. И. Евтеева
Сдано в наб. 06 06 86 Подо, к нем. I2.IM.8R 3,5 ус.у псч, л. 3.75 усл. кр. огт. 2.7.'1 уч.-иэд. л. Тир. 30000 Ц«-на 15 коп.
Ордена «Знак Почета» 1Ьлател1,сгио стандартов. 123640, М
Калужская типографии стандартов, ул. Мосхоиская. 256, Зак. 1404
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Welded joints of reinforcement and inserts for reinforce*' concrete structures. Types, construction and dimensions
ГОСТ 14098—68. ГОСТ 19292—71 ГОСТ 19293-73
Постановлением Госудврстгенного комитета СССР по долам строительства от 2 декабре 1W5 г. № 202 срок введение установлен < 01.01.»
Несоблюдение стандарте преследуется по закону
1. Стандарт устанавливает типы, конструкцию и размеры сварных соединений арматуры и закладных изделий, выполняемых контактной и дуговой сваркой из стержневой и проволочной арматурной стали диаметром от 3 до 40 мм, а также листового и фасонного проката при изготовлении железобетонных изделий и возведении монолитных и сборных железобетонных конструкций.
2. Обозначения типов сварных соединений и способов сварки приведены в табл. 1.
Обозначения типов сварных соединений и способов их сварки
Тин с»армоги сосдичеКйи
Способ и lexiio.ioniseCKiie особенное in сиарки
Положение стержней ь пространстве
Контактная точечная двух стержней
Контактней точечная трех стержней Дуговая ручная прихватками
Контактная стержней одинакового диаметра
Контактная стержней разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
Контактная стержней одинакового диаметра с предварительной механической обработкой
Ванная механизированная под флюсом о инвентарной форме
Дуговая мсханнзровапная порошковой проволокой в инвентарной форме
Ванная одномсктродная в инвентарной форме
Ванная механизированная под флюсом н инвентарной форме
Дугаиая механизированная порошковой проволокой а инвентарной форме
Ванная одиоэлсктродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобс-накладке
Продолжение табл. !
Тип сварного сшлиеимя
Сп'хоб и технологические особенности снарки
Положение стержней в пространстве
Взшю-шонмая па стальной скобе-яакладкс
Дугоная механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной ско-бе-иакладке
Луговая механизированная порошковой проволокой на стальной скобс-иаклалкс
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
То же. ко без накладки
Дуговая ручная швами с накладками из стержней
Дуговая ручная шиами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Дуговая ручная швами
Контактная по одному рельефу на пластине
Контактная по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом
Дуговая ручная с малой механизацией вод флюсом
Дуговая механизированная под флюсом по элемск ту жесткости (рельефу)
Дуговая механизированная под флюсом под углом к плоскости пластины
Дуговая механнзрованная пол флюсом под углом к торцу пластины
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углокислом газе (СОД в иыштампоиапное отверстие
Дуговая ручная d выштампопднное отверстие
Дуговая механизированная в СО: в цекованное отверстие
Дуговая механизированная в COj в отверстие
Дуговая ручная яалнковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
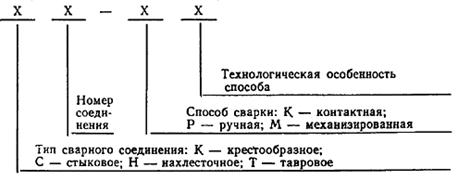
Условное обозначение сварного соединения в целом имеет следующую структуру: х х - £ £
] Технологическая особенность способа _______________________
Способ сварки: К — контактная; Р — ручная; М — механизированная
Тип сварного соединении: К— крестообразное; С —стыковое Н — нахлесточное; Т — тавровое
Для конструктивных элементов сварных соединений приняты обозначения: d„ — номер профиля (номинальный диаметр стержня) по ГОСТ 5781—82 (на рисунках таблиц изображен условно);
rfi — наружный диаметр стержня периодического профиля по ГОСТ 5781—82;
j,' — номинальный меньший диаметр стержня в сварных соединениях;
rf0 — меньший диаметр выштамнованного, раззенкованного или цекованного отверстия в плоском элементе;
D9 — больший диаметр выштамнованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp — диаметр рельефа на плоском элементе;
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
О' — диаметр обточенной части стержня;
R — радиус кривизны рельефа;
b — ширина сварного шва;
— высота сечения сварного шва;
Л| — высота усиления наплавленного металла;
/is — высота усиления корня сварного шва;
hct— глубина проплавления (соединение (Т8);
I — длина сварного шва;
/1, li — зазоры до сварки между торцами стержней при различных разделках;
/„ — длина скоб-накладок, накладок и нахлестки стержней;
13, Л — длина сварных швов (соединение С22);
Г — длина обточенной части одного стержня (соединение С4);
L — общая длина обточенной части соединений СЗ и С4;
Li — длина вставки в соединениях типа СП; С12; С13;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы—накладки, плоских элементов тавровых и нахлесточных соединений;
k — высота рельефа и выштампованного профиля на плоском элементе;
ki — зазор между стержнем п плоским элементом в соединениях Н2 и НЗ;
п — ширина рельефа на плоском элементе;
т — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях;
с, Ci — размеры наплавленного металла в соединении Т13;
а, «в аг; 0, fh ; T-Vt — угловые размеры конструктивных элементов сварных соединений.
3. Термины и пояснения должны соответствовать ГОСТ 2601—84 и обязательному приложению 1.
4. Для выбора рациональных типов сварных соединений и способов сварки следует руководствоваться обязательным приложением 2 и справочным приложением 3.
5. На конструкции сварных соединений, не предусмотренные настоящим стандартом, должны разрабатываться рабочие чертежи с технологическим описанием условий сварки или должен быть
разработан соответствующий ведомственный нормативный документ, утвержденный в установленном порядке.
6. Допускается замена типов соединений и способов сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с обязательным приложением 2.
7. Конструкции крестообразных соединений, их размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать табл. 1—3.
8. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00 и типа К2 -- от 0,50 до 1,00.
9. Для соединений типов К1 и К2 величину осадки /г (черт. I) определяют по формулам-для двух стержней Л=Х4(—(д | Ь);
для трех стержней Л|В=, | ,
где а — суммарпаятолщнна стержней после сварки в месте пересечения, мм
b — суммарная величина вмятня (b' + b"), мм.
Величины относительных осадок h/di для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок /ii/t/ндля соединений типа К2 следует принимать в 2 раза меньше приведенных в табл. 2, во нс менее 0,10.
10. Для крестообразных соединений арматуры классов Ат-IVC, At-IVK (марок 08Г2С и 10ГС2) и Ат-V величины относительных осадок h/d„ должны соответствовать принятым для ар-
Стр. 4 ГОСТ 14098—85 матуры класса Ат-ШС при отношениях и ldtl, равных 0,50; 0,33 и 0,25. Стержни меньшего диаметра (d* ) должны быть из стали классов В-1,Вр-1, Л-1, A ll и Л-Ш.
11. Конструкции стыковых соединений арматуры, размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать приведенным в табл. 1 и 4—14.
12. В соединениях типа С2- Кн отношение dtJdH допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, размеры до и после сварки, обозначения типов соедннпенин и способов сварки должны соответствовать приведенным в табл. I и 15—18,
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать приведенным в габл. I и 19—28.
15. Механические свойства сРариых соединений должны удовлетворять требованиям ГОСТ 10922-75 и СНиП 2.03.01-84.
Сборки со скобами-подкладками и техника сварки стыковых соединений стержней
Дуговую одноэлектродную сварку многослойными швами следует выполнять при питании дуги переменным или постоянным током от источника питания.
Для сборки стыкуемых горизонтальных или вертикальных стержней периодического профиля и формирования швов должны применяться стальные скобы-подкладки с размерами: b>2d, но не менее 30 мм; l= 2,9d; Д=1,15d и толщиной δ около 0,2d (где d — номинальный диаметр стержней), но не менее 4 мм и не более 6 мм (см. рис. 67).
Примечание. Для стержней гладкого профиля Д=d+0,5 мм.
Подготовка к сварке
Торцы горизонтальных или наклоненных (при угле наклона к горизонтали менее 45°) стержней должны быть расположены под углом 90° к продольной оси; допускается отклонение от прямого угла в 10°, увеличивающее общий угол разделки.

Рис.76.Рекомендуемые условия сборки со скобами-подкладками и техника сварки стыковых соединений стержней: а и б—горизонтальных; в и г—вертикальных; l—места прихваток.
Вертикальные или наклоненные (при угле наклона к горизонтали 45° и более) стержни должны иметь на концах: верхний — скос под углом 30-45° и притупление шириной 3-4 мм; нижний - прямой торец под углом 90° к продольной оси.
Горизонтальные или наклоненные под углом менее 45° стержни следует собирать с зазором между торцами равным 0,5 d,но не менее 10 мм; допускается увеличение зазора до величины 0,6 d.
Вертикальные или наклоненные (под углом 45° и более) стержни нужно собирать с зазором в 5-6 мм между подготовленными торцами.
При сборке стыковых соединений горизонтальных или вертикальных (либо наклоненных) стержней для сварки многослойными швами стальные скобы-подкладки следует располагать по длине симметрично относительно оси зазора между торцами стержней (рис. 76).
Горизонтальные стержни, торцы которых отрезаны под углом, отличающимся от прямого, допускается собирать согласно рис. 77.
Скобу-подкладку следует скреплять со стержнями двумя прихватками 1, располагаемыми в таких местах, которые в последующем при наплавке многослойных швов будут переплавляться (см. рис. 76).
Рис.77.Допускаемые условия сборки стыковых соединений горизонтальных стержней со скобами-подкладками при расположении торцов стержней под углом к их продольной оси, отличающимся от 90°: а—при У-образном расположении торцов; б—при параллельном расположении торцов, срезанных не под прямым углом.

Рис.78.Типы и размеры швов стыковых соединений, выполненных многослойными швами на стальных скобах-подкладках стержней: а—горизонтальных; б—вертикальных.
Режим и техника сварки
Дуговую сварку многослойными швами стыковых соединений стержней на стальных скобах-подкладках следует выполнять одиночными электродами при режимах.
Сварку стыковых соединений горизонтальных стержней со скобами-подкладками нужно выполнять в следующей последовательности:
а) сварку начать в нижней части разделки, образованной торцами стыкуемых стержней и подкладкой, и проварить углы в сопряжениях стержней с подкладкой (см. рис. 76,а);
б) затем заполнить разделку отдельными слоями в порядке, указанном стрелками на рис. 76,б, сообщая торцу электрода колебательные движения вдоль и поперек оси стержней;
в) после заполнения зазора до оси стержней перемещать торец электрода по периферии шва (см. рис. 76,б);
г) после заполнения разделки наплавить усиления швов.
Примечание. Если шлак, образующийся в процессе сварки, затрудняет наплавку последующих слоев, сварку следует прервать, удалить шлак с поверхности предыдущих слоев и затем наплавить новые слои.
Сварку стыковых соединений вертикальных стержней нужно выполнять в следующей последовательности:
а) в углу между торцом стержней и подкладкой проплавить торец нижнего стержня и затем притупление торца верхнего стержня (см. рис. 76,в);
б) наплавляя отдельные слои на торец нижнего стержня, подняться к скошенной части торца верхнего стержня, на который в полупотолочном положении также наплавить слои, постепенно заполняя разделку (см. рис. 76, в, г);
в) приблизившись к наружной поверхности стержней, наплавить усиление шва.
Любое
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
То же, по двум рельефам на пластине
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
2. Условное обозначение сварного соединения имеет следующую структуру:

Пример условного обозначения стыкового соединения, выполненного ванной меха низированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
α, α1, α2, β, β1. γ, γ1 - угловые размеры конструктивных элементов сварных соединений.
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 -17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22-29.
Дуговая ручная многослойными швами на стальной скобе накладке

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ
АРМАТУРЫ И ЗАКЛАДНЫХ
ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ
КОНСТРУКЦИЙ
ТИПЫ, КОНСТРУКЦИИ И РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО СТРОИТЕЛЬСТВУ И ИНВЕСТИЦИЯМ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ
ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы , конструкции и размеры
Welded joints of reinforcement and inserts
for reinforced concrete structures.
Types, constructions and dimensions
Дата введения 01.07.92
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Способ и технологические особенности сварки
Положение стержней при сварке
То же, трех стержней
Дуговая ручная прихватками
То же, разного диаметра
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Ванно-шовная на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке.
Дуговая ручная многослойными швами без стальной скобы-накладки
То же, швами с удлиненными накладками из стержней
Дуговая механизированная порошковое проволокой в комбинированных несущих и формующих элементах
Контактная непрерывным оплавленном
То же, в некованное отверстие
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781;
d ¢ н - номинальный меньший диаметр стержня в сварных соединениях;
d о - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D o - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D p - диаметр рельефа на плоском элементе;
D - диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ¢ - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ¢ , b ² - величина вмятин от электродов в крестообразном соединении;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 - С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 - длина сварного шва (С22);
l ¢ - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений С3 и С4;
L 1 - длина вставки в соединениях типа С11 - С13;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32 и H1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и Н3;
п - ширина рельефа на плоском элементе;
т - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с; c 1 - размеры наплавленного металла в соединении Т13;
a , a 1 , a 2 , b , b 1 , b 2 , g , g 1 - угловые размеры конструктивных элементов сварных соединений.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
для двух стержней ;
для трех стержней ,
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ¢ + b " ), мм.
Величины относительных осадок h/d ¢ н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h/d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 17.
12. В соединениях типа С2 - Кн отношение d ¢ н /d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18 - 21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22 - 29.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713.
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
Типы, конструкции и размеры
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 я Межгосударственная система стандартизации. Основные положениян и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе «Национальные стандарты». а текст изменений и поправок - е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано е ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уведомление и тексты размещаются также е информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из н из коугле род истой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772*88 Прокат для строительных конструкций. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайге Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего пода, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Читайте также: