Где применяется пружинная сталь
Обновлено: 26.04.2024
Пружинная сталь применяется для производства упругих изделий, которые характеризуются возможностью восстанавливать свою первоначальную форму после скручивания и существенного изгиба.
1 Зачем нужна нержавеющая и обычная пружинная сталь?
Во многих современных механизмах, агрегатах и машинах рессоры и пружины, а также иные упругие детали выполняют очень важные функции. На такие элементы воздействуют переменные многократные нагрузки, что приводит к их деформированию. Понятно, что для нормальной работы механизма требуется, чтобы после подобных влияний деталь вернулась в свое исходное состояние (то есть она должна восстановить начальные геометрические размеры и форму).
Для изготовления деталей, которые при существенных ударных и статических нагрузках не испытывают остаточной деформации, и используются пружинные стали.
К ним выдвигается ряд требований. Во-первых, они должны противостоять релаксации напряжений, иметь высокие показатели текучести, упругости и выносливости. Во-вторых, такие сплавы обязаны качественно сопротивляться явлению хрупкого разрушения и характеризоваться достаточным уровнем пластичности.

Необходимый предел текучести различные марки пружинных сталей получают за счет их закалки, которая дополняется отпуском (он выполняется, как правило, при температурах от 300 до 480 градусов). Выбор именно такого интервала температур неслучаен. Доказано, что в данном случае предел упругости стали становится максимально высоким. А это как раз и требуется для рессорно-пружинных сплавов.
Описываемые нами марки стали применяются для изготовления упругих изделий с высоким показателем износостойкости:

- подающих и зажимных цанг;
- фланцев;
- тормозных лент;
- уже упомянутых рессор и пружин;
- корпусов подшипников;
- фрикционных дисков;
- упорных шайб;
- фланцев;
- разнообразных шестерней.
2 Рессорно-пружинные стали по ГОСТ 14959–79
Под таким сплавами понимают средне- и высокоуглеродистые стали, а также стали с малым уровнем легирования. К легированным составам Государственный стандарт 14959 относит следующие марки: 70С2ХА, 65С2ВА, 60С2ХА, 50ХГФА, 50 ХФА, 50 ХГА, 60С2Г, 60С2А, 55С2А, 70Г, 60Г, 60С2Н2А, 60С2ХФА, 55С2ГФ, 51ХФА, 55ХГР, 50ХГ, 70С3А, 60С2, 55С2, 65Г. Углеродистые стали приведены далее: 65, 80, 70, 85, 75.
Две первые цифры в маркировке устанавливают в долях процента массовую часть (среднюю) углерода в конкретном сплаве. Литеры после цифр говорят о том, какие легирующие добавки имеются в композиции, а числа после них – о содержании элементов. Причем, если его количество менее 1,5 %, число не ставится; если содержание легирующего компонента более 2,5 %, ставится цифра 3; от 1,5 до 2,5 % - цифра 2.

Прокат из сталей пружинного класса (листы, нержавеющая полоса, шестигранник, квадрат и т.д.) делят на разные группы по следующим характеристикам:
- по химсоставу: высококачественная, качественная листовая нержавеющая сталь, а также нормируемая по показателям (в последнем случае прокат дополнительно подразделяют на 14 категорий – от 1 до 4Б);
- по варианту обработки: полоса горячекатаная со шлифованной либо обточенной поверхностью, прокат со специальной отделкой, калиброванный, горячекатаный и кованый.
Пружинные стали содержат от 0,25 (углеродистые и среднелегированные сплавы) до 1,2 (60С2ХФА, 50ХГА и другие) процентов хрома, от 0,5 до 1,25 процентов марганца, от 0,17 до 2,8 (70С3А) процентов кремния, от 0,46 (50ХГ) до 0,9 (85) процентов углерода. Остаточного никеля в пружинном прокате (листовая сталь) должно быть не более 0,25 %, меди – до 0,20 %.

Отметим, что по химическому составу проверяется и нормируется любая обычная и нержавеющая сталь, из которой делаются упругие элементы. А вот другие характеристики для некоторых категорий являются ненормированными. Например, полоса категорий 1, 1А и 1Б не нормируется на показатель обезуглероженного слоя, прокаливаемость, механические величины на образцах, прошедших термообработку (закалка и отпуск).
3 Другие требования к пружинным сталям по ГОСТ
Относительное сужение проката варьируется в пределах от 20 (65С2ВА, 60 С2А) до 35 % (нержавеющая сталь 50 ХГФА), относительного удлинения – от 5 до 10 %, временное сопротивление – от 980 (сталь 65) до 1860 (65С2ВА) МПА, предел текучести – от 785 (60Г) до 1665 (65С2ВА) МПа.
Кованая и горячекатаная проволока, полоса и прутки обязательно обрезаются. При этом не допускается загиб проката, заусенцы. В тех случаях, когда резка выполняется под молотами либо на прессах, полоса и прутки могут иметь на своих торцах несущественные смятия. Впрочем, потребитель имеет право потребовать устранения данного изъяна.

Общее обезуглероживание по своей глубине может быть следующим:
- для легированных кремнием сплавов – 2,5 % (при толщине либо сечении проката менее 8 мм), 2 % (более 8 мм);
- для остальных – 2 и 1,5 %.
Без обезуглероженного слоя производят горячекатаные круглые прутки.
Пружинные стали 55С2 и 55С2А, 50ХГА, 50ХГ и 50ХГФА, 60С2А и 60С2 исследуются на показатель аустенитного зерна. По Госстандарту 5639 он должен быть не выше пятого номера (для 50ХГФА – не выше шестого).

Потребитель может потребовать, чтобы описываемая нами сталь (марки могут быть разными) выпускалась:
- с регулированием мартенситных участков;
- с контролированной микроструктурой;
- со сниженным минимумом и максимум содержания углерода;
- с проверкой на усталость;
- с установлением предела упругости;
- с ограниченными показателями загрязненности сплавов неметаллами.
4 Особенности рессорно-пружинных сталей
Высоко- и среднеуглеродистые марки таких сталей упрочняются посредством пластической холодной деформации, предполагающей использование гидроабразивных и дробеструйных технологий. При подобном виде обработки напряжения сжатия (остаточного вида) наводят на поверхность изделий.
Практически любая пружинная сталь (нержавеющая, без специальных антикоррозионных свойств) должна пройти процедуру прокаливаемости по сквозной методике. За счет этого готовая продукция по всему своему сечению будет иметь структуру троостита.
Закалка в масле при температуре 820–870 градусов, сочетаемая с отпуском при 400–480 градусах обеспечивает увеличение предела упругости – важнейшей эксплуатационной характеристики описываемых сталей. Нередко применяется и изотермическая закалка, гарантирующая не только высокую упругость, но еще и повышенные показатели пластичности, прочности и вязкости материала.

Нержавеющая полоса и проволока из сталей 70 и 65 наиболее часто используются для производства автомобильных пружин. В транспортной сфере также активно применяются кремнистые марки пружинного проката – 60С2А, 70С3А и 55С2. В принципе, они склонны к обезуглероживанию, что уменьшает показатели их упругости и выносливости. Но за счет добавок хрома, ванадия и некоторых других элементов все эти потенциальные угрозы нивелируются.
Далее мы приводим области использования рессорно-пружинного проката наиболее популярных марок:
Сталь 65Г: характеристики и применение
Существуют виды сталей, имеющих ограниченное применение. Именно к ним относят рессорно - пружинную сталь 65Г. Её характеристики отличают высокие параметры упругости и стойкостью к износу.
Химический состав
В состав марки 65Г входят следующие вещества:
до 0,65% углерода (С);
до 1,2% марганца (Мn);
до 0,4% кремния (Si);
до 0,25% хрома (Сг);
до 0,035% фосфора (Р);
до 0,25% никеля (Ni).

Расшифровка стали
Буква Г означает, что основной легирующий элемент - марганец, а цифра 65 - это процентное содержание углерода в сплаве в сотых долях (0,65%)
Наличие марганца в таком количестве увеличивает упругость стали и ее сопротивление на разрыв.
Эта сталь выпускается на основании ГОСТ14959-2016.
Действие этого документа относится к горячекатанному и кованному прокату. Кроме того, он регламентирует такую продукцию, как специальный прокат, который предназначен для производства пружинной и рессорной продукции. Этот ГОСТ нормирует химический состав проката.
Производители выпускают следующую номенклатуру продукции:
- сортовой прокат, в т. ч. фасонный - ГОСТ 14959-79;
- пруток калиброванный - ГОСТ 1051-73;
- серебрянка - ГОСТ 14955-77.
Кроме тог,о металлургические предприятия выпускают лист разной толщины, круги, полосы, прутки прочие виды изделий.
Аналоги стали 65Г
В качестве заменителя для стали 65Г можно использовать - 60С2А, 9ХС, 50ХФА, 60С2.
Зарубежные металлурги производят следующие аналоги:
- США - G15660;
- Германия - 66Mn4;
- Великобритания - 080A67;
- Китай - 65Mn.
Общие параметры
Вещества, входящие в этот материал и дальнейшая его термообработка обеспечивает:
- высокую стойкость к износу;
- хорошая ударная вязкость;
- сопротивление на разрыв;
- высокая стойкость к воздействию ударов.
Отсутствие большого количества легирующих элементов позволяет обеспечить относительно низкую цену этой стали.
Для получения заданных параметров сталь марки 65Г закаливают при температуре от 800 до 830 ºC. Отпуск выполняют при температуре от 160 до 200 ºC, такой отпуск называют высоким. Охлаждение выполняют на воздухе. Такие режимы термической обработки позволяют получить изделие с твёрдостью поверхности 45- 47 по HRC.
Технолог, проектируя процесс термообработки должен помнить, сталь 65Г и ее аналоги не опасаются перегрева, но при выполнении закаливания в верхних точках температурного диапазона может снизиться ударная вязкость.
Применение стали 65Г
Эта сталь и ее аналоги нашли свое применение во многих отраслях промышленности, например, в автомобилестроении, станкостроении и пр. Практически сталь 65Г и ее аналоги можно встретить в любом автомобиле, тракторе, станке, судне, то есть в любом оборудовании, в котором эксплуатируются рессоры, пружины, в том числе и тарельчатые и пр.

Как правило, твёрдость пружин лежит в диапазоне от 40 до 50 по Rc. ГОСТ определяет методики проверки, которые максимально приближены к реальным условиям их работ. Во время приемки пружинная продукция проходит испытания на растяжение, сжатие и пр. Более того, на поверхности готовых изделий недопустимо наличие рисок, царапин и пр. Все дело в том, что рано или поздно их наличие приведет к появлению трещин на поверхности изделий.
Пружины, которые производят из проволоки, прошедшей термическую обработку, такую называют патентированной, или лент класса Н, П или В, подвергают операции дополнительного отпуска. Она необходима для устранения внутренних напряжений, которые возникают при их производстве. Кроме того, такая дополнительная обработка приводит к повышению упругости готовых изделий. Дополнительный отпуск выполняют в ваннах, наполненных селитрой, время отпуска составляет 5 - 10 минут. Кроме того, при отпуске с использованием электропечей, технологи должны отслеживать то, чтобы изделия прогревались равномерно, в противном случае, возможно, возникновение внутренних напряжений.
Изделия, произведённые из отожжённой стали, подвергаются операциям закаливания и отпуска. При этом отпуск выполняют при температуре до 720 ºC.
Пружины, предназначенные для закаливания, могут помещать или разогретые ванны, заполненные соляным раствором, или в камерные печи.
Существует ряд технологических особенностей при производстве пружинных изделий из стали 65Г. В частности, пружины небольшого размера, помещают в печи на специальных поддонах. Изделия большого размера на специальных приспособлениях, которые предотвращают появление коробления, это могут быть трубы соответствующего размера.
Имеет смысл отметить, что, кроме промышленности, сталь марки 65Г применяют для производства клинкового оружия - это специальные ножи для метания и турнирные мечи, используемые в исторических реконструкциях. Кстати, именно в этой сфере применения, проявляется один из недостатков этого сплава - низкая стойкость к воздействию коррозии. Именно поэтому клинки после использования проходят смазку касторовым маслом. Специалисты утверждают, что уход за клинковым оружием можно сравнить за правилами ухода за дамасской сталью.
Для изготовления, например, кухонных или охотничьих ножей эта сталь не лучшее решение, это вызвано рядом ее свойств.
Основные марки и закалка рессорно-пружинной стали
Особой разновидностью стального сплава является рессорно-пружинная сталь. Пружинная сталь обладает рядом особенностей — очень высокий предел текучести, твердость, приемлемый уровень коррозийной устойчивости. Такой материал может гнуться, изменять свою форму под действием внешних факторов. Во время сжатия он сохраняется все свои физические свойства (прочность, механическая устойчивость, химическая инертность). Если такую пружину разжать, то материал вернется в свою обычную форму с сохранением всех физических свойств.

Основные сведения
Рессорно-пружинная сталь — сплав, который обладает очень высоким пределом текучести. Предел текучести — это физическое свойство какого-либо материала, характеризующее напряжение, при котором деформация продолжают расти без увеличения нагрузки. По факту этот показатель отражает способность материала сохранять свою форму при изгибе и скручивании.
Чем лучше материал сохраняют форму при деформации, тем выше у него предел текучести. Высокий предел текучести возникает в материале за счет специальных методов обработки (закалка, отпуск). Это отличает сталь-пружину от многих других стальных сплавов, которые обычно «обретают необычные свойства» за счет включения в их состав различных легирующих добавок.
В России для производства пружинной стали применяются низколегированные сплавы с минимальным количеством добавочных компонентов. В американских, европейских, азиатских странах также часто применяются среднеуглеродистые и высокоуглеродистые соединения, содержащие хром.
Также применяются соединения, содержащие большое количество марганца, никеля, кремния, вольфрама, азота. Эти компоненты делают материал еще более пластичным, а также повышают его химическую инертность (то есть такой материал не будет вступать в реакцию с щелочами, кислотами, солями). Как ясно из названия, пружинная сталь обычно применяется для производства пружин, торсионов, рессор, фортепианных струн, хомутов и многих других изделий.

Физические свойства
- Высокое сопротивление упругой деформации. Этот показатель отражает тот факт, как легко пластичный элемент подвергается сжатию при наличии внешних источников давления. В случае высокого сопротивления стальная пружина плохо поддается сжатию, что помогает детали восстановить свою естественную форму после разжатия.
- Низкий коэффициент остаточного растяжения. При наличии внешнего источника давления такой материал принимает соответствующую форму. Однако после исчезновения такого источника давления деталь вновь принимает старую форму. Чем ниже коэффициент остаточного растяжения, тем слабее материал подвергается остаточной деформации при исчезновении внешнего источника давления.
- Хорошая прочность. При сжатии стальной пружины деталь не трескается, сохраняется свою кристаллическую структуру, не рассыпается на несколько частей. Естественная прочность детали может быть повышена за счет внесения в состав стального сплава различных легирующих добавок (никель, хром, титан, свинец).
- Неплохая коррозийная устойчивость (при наличии легирующих компонентов). Если пружина изготовлена из стали с большим содержанием хрома, то она будет хорошо выдерживать коррозию. Физика процесса выглядит так: при наличии в металле хрома на поверхности материала создается тонкая оксидная пленка. Такая пленка препятствует контакту железа с кислородом, азотом, что минимизирует риск возникновения ржавчины.
- Химическая инертность (при наличии легирующих компонентов). Легирующие добавки на основе ванадия, вольфрама, алюминия, селена, кремния уменьшают вероятность контакта железа с внешними веществами. Поэтому при контакте металла с каким-либо химическим веществом окислительно-восстановительные реакции не возникают. Это делает пружину инертной в химическом смысле.

Легирующие добавки
Чтобы сталь-пружина стала упругой, она должна пройти прокаливание по всему своему сечению. Этот момент является очень важным. Если его проигнорировать, то высокий предел текучести возникнет только на отдельных фрагментах детали. Поэтому при длительном сжатии такая деталь может треснуть, надломиться или лопнуть.
При выборе стального сплава для изготовления пружинно-рессорного элемента нужно помнить о концентрации легирующих добавок. Оптимальная концентрация углерода в составе сплава — 0,5-0,7%. Применение материала с более высоким содержанием углерода допускается, однако в этом нет большого практического смысла. Ведь в таком случае значительно повышается риск растрескивания материала при длительной нагрузке, что делает сталь-пружину бесполезной.
- Кремний — не более 2,5%.
- Марганец — до 1,1%.
- Вольфрам — до 1,2%.
- Никель — не более 1,7%.
Для получения рессорной стали используются закалка обычного стального материала. Закалку рекомендуется проводить при температуре порядка +800-900 градусов. Во время закалки заметно повышается предел текучести, но одновременно с этим образуется большое количество мартенсита, который негативно влияет на упругость. Для разрушения мартенсита применяются различные технологии. Оптимальная методика — это применение отпуска при средних температурах (400-500 градусов).
Недостатки пружинной стали
- Плохая свариваемость. Закалка приводит к частичной деформации, разрушению наружного слоя материала. В случае сварки расплавление внешнего закаленного слоя может привести к созданию плохого, некачественного шва с трещинами.
- Проблематичная резка. Рессорный стальной сплав обладает высоким сопротивлением упругой деформации, поэтому резать такой материал будет сложно.

Марки стальных сплавов
В соответствии с нормами ГОСТ любой металл маркируется с помощью специального короткого кода, который отражает количественный состав сплава. Код имеет буквенно-числовое обозначение. Структура кода такая — ЧЛ1Л2Л3. Расшифровывается код следующим образом:
- Ч — это число, которая отражает содержание углерода в сотых или десятых долях процента.
- Л1, Л2, Л3 — это легирующие добавки (буква) и ее содержание в целых долях процентах (число). Если возле обозначения добавки число отсутствует, то это значит, что элемент содержится в концентрации менее 1%. Обозначения для некоторых элементов: Х — хром, Н — никель, С — кремний, Г — марганец, В — вольфрам, А — азот.
- Если легирующая добавка одна, то она записывается в виде Л1. При наличии дополнительных элементов легирующие добавки записываются в виде Л2, Л3 и так далее.
- Для примера рассмотрим два сплава: 50ХГ и 65С2ВА. Сплав 50ХГ содержит 0,50% углерода, а также хром и марганец в концентрации менее 1%. Сплав 65С2ВА содержит 0,65% углерода, 2% кремния + вольфрам и азот в концентрации менее 1%.

Технология закалки, отпуска пружинной стали
- Сперва выполняется закалка пружинной стали при высоких температурах. Благодаря закалке заметно повышается предел текучести материала, что делает сталь упругой, ковкой, устойчивой.
- Однако во время высокотемпературной закалки внутри сплава образуются мартенситные соединения, которые резко ухудшают упругость материала, делают его необычайно ломким и твердым.
- Чтобы избавиться от мартенситных соединений следует применять отпуск пружинной стали при невысоких температурах. Во время такой обработки мартенситы разрушаются, что позволяет получить материал с нужными свойствами.
Обратите внимание, что температура и время обработки на каждом из этапов зависят от того, какие применяются марки пружинной стали. Для примера: марка рессорно пружинной стали 65Г должна проходить закалку при температуре +800-850 градусов, отпуск — при +400-500 градусах.
В ряде случаев закалка, отпуск комбинируются с процедурой нормализации металла. Эта процедура позволяет избавиться от лишних напряжений внутри металла, однако в большинстве случаев нормализация происходит сама собой во время остывания материала. Поэтому дополнительная обработка методом нормализации обычно не требуется.

Термическая закалка
- Методика нагрева металла, характер остывания материала, температура окружающей среды.
- Состав металла, наличие и тип легирующих добавок, общая концентрация углерода.
- Способ сохранения нужного температурного диапазона для проведения закалки.
- Методика охлаждения материала после проведения закалки, способ хранения материала.
Малолегированные стали рекомендуется нагревать быстро. Ведь при медленном нагреве происходит постепенное испарение углерода, что критично для малолегированных материалов. Однако со скоростью нагрева не нужно перестараться. Если нагрев будет идти очень быстро, то в таком случае может произойти неравномерный разогрев материала. Из-за этого возрастает риск образования различных металлических дефектов (трещины, кромки, разрушение углов).
Оптимальным способом нагрева будет применения двух печей. В первой печи материал постепенно нагревается до 500-700 градусов, а потом он поступает во вторую печь, где происходит финальная закалка.
Для нагрева рекомендуется применять газовые печи. Однако во время нагрева следует следить за распределением тепла, чтобы избежать появления «термических островков» на металле. Электрические печи нагреваются достаточно медленно, поэтому их применение в данном случае проблематично с практической точки зрения. Единственное исключение из этого правила — закалка тонких металлов, которые не нуждаются в дополнительном равномерном прогреве по понятным причинам.
Время выдержки зависит от многих параметров, однако в среднем общее время закалки составляет 80 минут для пламенных печей и 20 минут для электрических установок. Определенное значение также имеет форма изделия. При работе с плоским листами закалка может проводиться быстро. Тогда как в случае материала, обладающего сложной формой, рекомендуется выполнить дополнительный прогрев. Оптимальный способ охлаждения материала — на открытом воздухе.
Финальный термический отпуск
Чтобы избежать появления твердых мартенситных фракций, нужно выполнить термической отпуск непосредственно сразу же после закалки. Температурный режим также зависит от того, какая марка рессорно пружинной стали подвергалась закалке. Для отпуска можно применять как пламенные, так и электрические печи. Тип печи будет также влиять на длительность отпуска.
Пример: сталь 65Г рекомендуется подвергать высокому отпуску при температуре +400-500 градусов. Способ охлаждения — воздушный. Время выдержки — 30-150 минут в зависимости от типа печи. После проведения закалки рекомендуется выполнить контрольные мероприятия. Однако делать это нужно только после полного остывания материала, чтобы не повредить сплав.

Заключение
Пружинная сталь обладает повышенным пределом текучести. Благодаря этому материал легко поддается сжатию, однако после разжатия он быстро восстанавливает свою естественную форму. Как ясно из названия, из подобной стали делаются различные пружинистые соединения — рессоры, кольца, тормозные башмаки, фрикционы. Пружинную сталь получают путем закалки обычного стального сплава. Для обработки подходят 50ХГ, 60Г, 70С3А, 85 и другие марки стали.
Пружинная сталь обладает несколькими недостатками. Главные минусы — это неудобная резка и проблематичная сварка.
Производство пружинистой стали выполняется в два этапа. На первом этапе материал помещают в электрическую или пламенную печь, где материал проходит термическую закалку. Во время этой процедуры повышается предел текучести, но одновременно с этим в металле образуется мартенсит. Этот материал при затвердевании становится очень прочным, что негативно сказывается на свойствах металла. Поэтому после закалки необходимо обязательно выполнить термической отпуск. Подобная обработка позволит расплавить вредный мартенсит. Для отпуска можно применять те же самые печи, однако температуру в них нужно значительно снизить. После отпуска металл рекомендуется поместить под открытый воздух, чтобы он смог самостоятельно остыть до комнатной температуры.
Все о пружинной проволоке
Проволока для пружин (ПП) – это высокопрочное изделие из сплавов металла. Применяется при выпуске пружин сжатия, кручения, растяжения; разных видов крюков, осей, шпилек, струн для фортепиано и других деталей с пружинными характеристиками.


Особенности и требования
Самый востребованный диаметр — это 6-8 миллиметров. Для изготовления пружинной проволоки применяют катанку из стали. Технические требования устанавливаются по ГОСТу 14963-78 или ГОСТу 9389-75. Иногда допускаются отклонения от норм к требованиям пружинной проволоки. Например, по желанию заказчика, может изменяться количество марганца в составе, но только если при изготовлении не использовались хром и никель.
Для избежания частичного или полного разрушения готовых изделий, ГОСТом предписывается идеальная поверхность полотна проволоки без наличия каких-либо дефектов.


Во время эксплуатации нагрузка будет создаваться в местах, не устойчивых к изъянам. Поэтому все сырье, перед изготовлением пружин проходит проверку.
Прочность пружинного полотна напрямую зависит от размера диаметра, прочность малого диаметра намного выше. Например, размер сечения 0,2-1 миллиметра почти в два раза превосходит по прочности проволоку с сечением 8 миллиметров. Форма выпуска готовой пружинной проволоки может быть в виде катушек, мотков (допустимый вес 80-120 килограммов) и бухт (500-800 килограммов).


Производство
Согласно установленным правилам ГОСТ, проволока создается протяжкой или волочением начальных заготовок через отверстия, расположенные в порядке уменьшения диаметра сечения. Для увеличения прочности на разрыв в конце проводится термическая закалка. При волочении на последнем выходном отверстии станка устанавливается специальная форма для калибровки — фильера. Ее устанавливают в том случае, когда материал должен быть изготовлен уже откалиброванным и не иметь на поверхности дефектов.
Главными свойствами сырья для изготовления проволоки является упругость и текучесть материала. Повышения упругости достигают закалкой сплава в масле, температура которого может быть 820-870 C.
Далее идет отпуск проволоки при температуре 400-480 C. Твердость полотна равна 35-45 единиц (от 1300 до 1600 килограммов на 1 квадратный миллиметр плоскости). Для повышения такого технического свойства, как подавление нагрузок, используется углеродистая или высоколегированная сталь. Обычно производители делают ее из марок сплавов – 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г.


Обзор видов
По химическому составу стальную проволоку делят на углеродистую и легированную. Первые подразделяются на низкоуглеродистую с содержанием углерода до 0,25%, среднеуглеродистые с содержанием углерода от 0,25 до 0,6% и высокоуглеродистые с содержанием углерода от 0,6 до 2,0%. Отдельная разновидность — это нержавеющая сталь или коррозийностойкая. Добиваются таких характеристик путем добавления в состав легирующих компонентов — никеля (9-12%) и хрома (13-27%). В зависимости от начального сырья, в конечном результате проволока может быть темной или осветленной, мягкой или твердой.
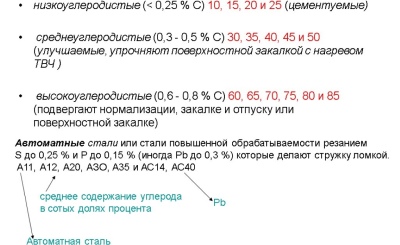
Нельзя не отметить такую разновидность, как стальная проволока с памятью — титан и неодим в составе придают ей необычные свойства.
Если изделие выпрямить и через некоторое время прогреть на огне, проволока вернется в свою начальную форму. По механическим свойствам пружинная проволока делится на:
- классы – 1, 2, 2А и 3;
- марки – А, Б, В;
- противостояние грузам — высоко нагруженная и тяжелогруженая;
- применение для нагрузок — сжатие, изгибание, растяжение и кручение;
- размер диаметра сечения — круглой и овальной формы, квадратной и прямоугольной формы, также возможна форма шестиугольная и трапециевидная;
- тип жесткости — жесткость переменная и жесткость постоянная.
По точности изготовления проволока может быть повышенной точности — используется при производстве и сборке сложных механизмов, нормальной точности – используется при изготовлении и сборке менее сложных механизмов.
Где применяется?
Производство пружин бывает холодной и горячей методикой. Для холодной навивки используются специальные пружинонавивочные автоматы и станки. Проволока должна быть из углеродистых сталей, потому что конечная деталь не будет подвергаться закалке. В России холодный метод используется чаще, так как он не такой дорогостоящий и затратный.
Оборудование для холодной навивки оснащено двумя главными валами, один регулирует натяжение, второй задает направление витка.
Описание процесса.
- Пружинная проволока подготавливается к работе, проверяется на отсутствие дефектов.
- Полотно проволоки продевается через кронштейн в суппорте, а конец закрепляется зажимом на оправе.
- Верхним валом регулируется натяжение.
- Включается наматывающий валик (его скорость зависит от диаметра проволоки).
- Полотно обрезается, когда достигнуто нужное количество витков.
- Последний этап — механическая и термическая обработка готовой детали.
Горячим методом можно изготовить детали только с диаметром сечения от 1 сантиметра. Во время навивки происходит быстрый и равномерный нагрев. Процесс выглядит следующим образом.
- Полотно проволоки, разогретое докрасна, просовывают через фиксатор и закрепляют концы зажимами.
- Верхним валиком задается натяжение.
- Регулируется скорость вращения (также все зависит от диаметра), включается станок.
- После заготовка снимается.
- Далее идет термическая закалка — охлаждение в масляном растворе.
- Механическая обработка готовой детали и нанесение антикоррозийного состава.
Во время горячего способа навивки, разрезание пружины на части не предусматривается, если нужный размер уже достигнут, то есть навивка происходит на полную длину полотна. Уже после этого разрезается на части нужной длины. В данном способе последняя термическая обработка нужна для снятия у детали внутреннего напряжения. Рекомендуется работать с масляным раствором, а не с водой, чтобы во время закалки на стали не пошли трещины.
Как выглядит пружинная проволока, смотрите далее.
Читайте также: