Горловины судовые стальные гост 2021 90
Обновлено: 03.05.2024
1.1 . Горловины должны быть изготовлены в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
1.2 . Типы и основные размеры
1.2.1 . Горловины должны изготовляться следующих типов:
В - низкие, крепление крышек шпильками;
С - высокие, крепление крышек болтами с шестигранной головкой;
D - потайные, крепление крышек шпильками.
1.2.2 . Основные и присоединительные размеры горловин и их деталей должны соответствовать указанным на черт. 1 - 4 и в табл. 1 - 4 .
1.2.3 . Предельные отклонения размеров и шероховатость поверхностей деталей горловин - по конструкторской документации, утвержденной в установленном порядке.
1.2.4 . Каждая крышка горловины должна быть оборудована двумя отжимными болтами М12 или М16, облегчающими снятие крышки. На крышке толщиной 4 мм должны быть установлены наварыши под эти болты.
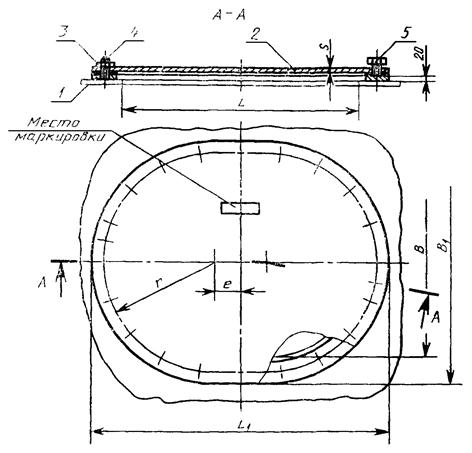
Горловина типа В
1 - обделка; 2 - крышка; 3 - гайка М20; 4 - шпилька М20; 5 - отжимной болт
Количество гаек, шпилек, шт.
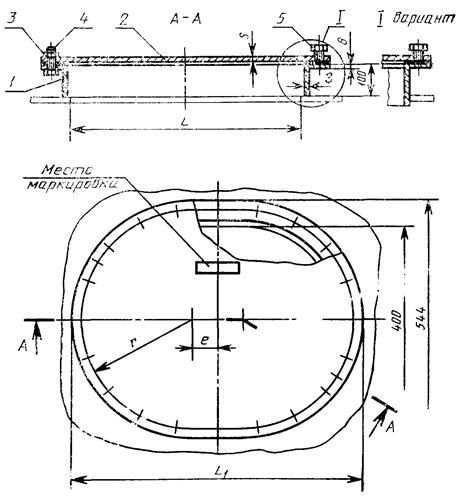
Горловина типа С
1 - комингс; 2 - крышка; 3 - гайка М20; 4 - болт М20; 5 - отжимной болт
Количество гаек, болтов, шт.
Примечание . Допускается высота комингса до 200 мм.
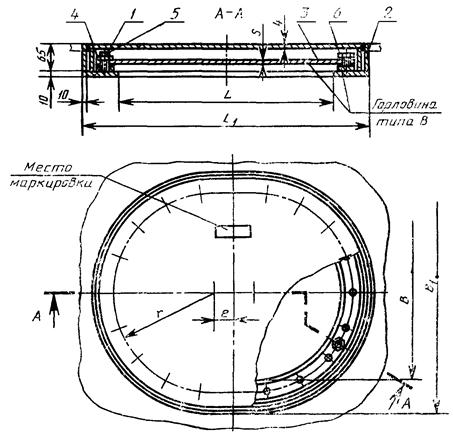
Горловина типа D
1 - верхняя крышка; 2 - потайной комингс; 3 - крышка горловины типа В; 4 - гайка М20; 5 - шпилька М20; 6 - отжимкой болт
Примечание. Допускается установка дополнительных рёбер жесткости на верхних крышках горловин .
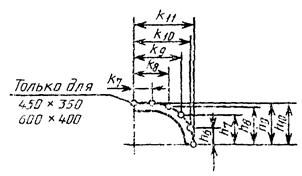
Размеры крепления горловин типов В и С
1.2.5 . На крышках горловин типа В, устанавливаемых в потайные горловины типа D , дополнительно должны быть установлены наварыши для крепления верхней крышки.
1.2.6 . Конструктивные элементы сварных соединений - по ГОСТ 14771 , допускаются - по ГОСТ 5264 .
1.2.7 . Пример условного обозначения горловины типа С размерами в свету 600×400 мм с крышкой толщиной 10 мм:
Горловина С 600×400×10 ГОСТ 2021-90
1.2.8 . Условные обозначения горловин, обозначения чертежей, коды ОКП, допускаемые давления и массы приведены в приложении 2 .
1.3.1 . Горловины должны быть устойчивы к изменениям температур в диапазоне от 228 К (минус 45 °С) до 353 К (плюс 70 °С).
Горловины, предназначенные для судов, эксплуатируемых круглогодично в районах с холодным климатом, должны быть стойкими к воздействию низких температур до 223 К (минус 50 °С).
1.3.2 . Горловины должны быть защищены от действия коррозии способом, указанным в конструкторской документации.
1.3.3 . Срок службы горловин - 25 лет со дня сдачи в эксплуатацию.
Срок службы до заводского ремонта - 10 лет.
1.3.4 . Детали горловин должны быть изготовлены из свариваемой стали с временным сопротивлением Rm не менее 400 МПа.
1.3.5 . Уплотнение горловин должно соответствовать условиям эксплуатации и быть стойким к воздействию морской воды, масла, ультрафиолетовых лучей.
1.4.1 . В объем поставки горловин входят для типа:
В - крышка, обделка, шпильки;
С - крышка, комингс;
D - крышка горловины типа В, потайной комингс, верхняя крышка, шпильки.
1.5.1 . Горловины маркируют ударным способом на глубину 0,5 мм шрифтом 5-Пр3 по ГОСТ 26.020 .
Маркировка должна содержать:
товарный знак или наименование предприятия-изготовителя;
обозначение основного конструкторского документа;
дату изготовления (месяц, год).
1.6.1 . Горловины поставляют без упаковки.
2. ПРИЕМКА
2.1 . Для проверки соответствия горловин требованиям настоящего стандарта предприятие-изготовитель проводит приемосдаточные испытания.
2.2 . На приемосдаточные испытания горловины предъявляют партиями. Партия должна состоять из горловин одного типоразмера, прошедших операционный контроль на соответствие требованиям пп. 1.2.2 - 1.2.6 , 1.3.2 , 1.3.4 .
2.3 . Количество горловин в партии не должно превышать 50.
2.4 . При приемосдаточных испытаниях горловины в количестве 10 % партии (но не менее двух) должны быть проверены на соответствие требованиям пп. 1.1 , 1.2.1 , 1.4.1 , 1.5.1 , 1.6.1 .
2.5 . Соответствие горловин требованиям пп. 1.3.1 , 1.3.3 , 1.3.5 обеспечивается конструкцией горловин, применяемыми марками материалов и покрытием, указанными в чертежах.
2.6 . Если при приемке будут обнаружены горловины, не соответствующие требованиям, указанным в пп. 2.2 , 2.4 , 2.5 , партия возвращается для устранения дефектов, после чего партия предъявляется повторно. Результаты повторной приемки являются окончательными.
3. МЕТОДЫ КОНТРОЛЯ
3.1 . Контроль по пп. 1.1 , 1.2.1 , 1.2.4 , 1.2.5 , 1.3.2 , 1.4.1 , 1.5.1 , 1.6.1 проводят визуальным осмотром. Внешний вид горловин должен соответствовать изображенному на чертежах. Маркировка должна быть четкой и легко читаемой.
3.2 . Контроль размеров по пп. 1.2.2 , 1.2.3 проводят сличением с чертежами и измерениями размеров измерительным инструментом, обеспечивающим требуемую чертежами точность.
3.3 . Выполнение требований пп. 1.3.1 - 1.3.3 , 1.3.5 контролируется по рабочим чертежам и сертификатам.
3.4 . Контроль шероховатости по п. 1.2.3 проводят визуальным осмотром и сличением с эталонными образцами шероховатости, изготовленными по ГОСТ 9378 .
3.5 . Контроль качества сварных швов по п. 1.2.6 - по ГОСТ 3242 .
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1 . Условия транспортирования горловин - 9 (ОЖ1) по ГОСТ 15150 .
4.2 . Транспортирование горловин должно производиться в контейнерах по ГОСТ 19667 железнодорожным, водным или автомобильным транспортом открытым транспортным средством в соответствии с Правилами перевозок грузов, действующими на транспорте данного вида. Загрузка контейнеров должна производиться до полной грузоподъемности. Укладка и раскрепление горловин должны исключить перемещение и сдвиг горловин при транспортировании. Способ раскрепления - по технологии, принятой на предприятии - изготовителе горловин. Погрузка и крепление контейнеров должны соответствовать техническим условиям погрузки и крепления грузов, утвержденным МПС.
4.3 . Транспортная маркировка контейнеров - по ГОСТ 14192 .
4.4 . Отправку горловин небольшими партиями допускается производить автомобильным транспортом способом, принятым на предприятии-изготовителе и соответствующим Правилам перевозок грузов.
4.5 . Условия хранения горловин - 2 (С) по ГОСТ 15150 .
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1 . Изготовитель гарантирует соответствие горловин требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и монтажа.
5.2 . Гарантийный срок эксплуатации горловин для кораблей и судов, изготовляемых для заказчика, - 5 лет, для остальных - 14 мес со дня подписания приемного акта на корабль или судно.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.2.5 . На крышках горловин типа В, устанавливаемых в потайные горловины типа D, дополнительно должны быть установлены наварыши для крепления верхней крышки.
ГОСТ 2021-90 Горловины судовые стальные. Технические условия
Текст ГОСТ 2021-90 Горловины судовые стальные. Технические условия

ГОРЛОВИНЫ СУДОВЫЕ СТАЛЬНЫЕ
ГОСТ 2021—90 (СТ СЭВ 2163—89)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
УДК 129.12.011.84:006.354 Группа Д4в
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОРЛОВИНЫ СУДОВЫЕ СТАЛЬНЫЕ
Ship’s steel manholes.
ОКП 64 2361 ЕСКД 364136
Срок действия с 01.01.91 до 01.01.96
Настоящий стандарт распространяется на овальные судовые стальные горловины, предназначенные для установки на кораблях, судах и плавсредствах.
Стандарт не распространяется на горловины, устанавливаемые на судах с динамическими принципами поддержания.
1.1. Горловины должны быть изготовлены в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
1.2. Типы и основные размеры
1.2.1. Горловины должны изготовляться следующих типов:
В — низкие, крепление крышек шпильками;
С — высокие, крепление крышек болтами с шестигранной головкой;
D — потайные, крепление крышек шпильками.
1.2.2. Основные и присоединительные размеры горловин и их деталей должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
1.2.3. Предельные отклонения размеров и шероховатость поверхностей деталей горловин — по конструкторской документации, утвержденной в установленном порядке.
1.2.4. Каждая крышка горловины должна быть оборудована двумя отжимными болтами М12 или Ml6, облегчающими снятие крышки. На крышке толщиной 4 мм должны быть установлены наварыши под эти болты.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
© Издательство стандартов, Ш90


1 — комингс; 2 — крышка; 3 — гайка М20; 4 — болт М20; 5 — отжимной болт
4» 6, 8, 10, 12 8,10, 12
/ — верхняя крышка; 2 — потайной комингс; 3 — крышка горловины типа В; 4 — гайка М20; 6 — шпилька М20: 6 — отжимкой болт
Примечание. Допускается установка дополнительных ребер жесткости на верхних крышках горловин.

1.2.5. На крышках горловин типа В, устанавливаемых в потайные горловины типа D, дополнительно должны быть установлены наварыши для крепления верхней крышки.
1.2.6. Конструктивные элементы сварных соединений — по ГОСТ 14771, допускаются — по ГОСТ 5264.
1.2.7. Пример условного обозначения горловины типа С размерами в свету 600X400 мм с крышкой толщиной 10 мм:
Горловина С 600X400X10 ГОСТ 2021—90
1.2.8. Условные обозначения горловин, обозначения чертежей, коды ОКП, допускаемые давления и массы приведены в приложении 2.
1.3.1. Горловины должны быть устойчивы к изменениям температур в диапазоне от 228 К (минус 45 °С) до 353 К (плюс 70 °С).
1.3.2. Горловины должны быть защищены от действия коррозии способом, указанным в конструкторской документации.
1.3.3. Срок службы горловин — 25 лет со дня сдачи в эксплуатацию.
Срок службы до заводского ремонта — 10 лет.
1.3.4. Детали горловин должны быть изготовлены из свариваемой стали с временным сопротивлением Rm не менее 400 МПа.
1.3.5. Уплотнение горловин должно соответствовать условиям эксплуатации и быть стойким к воздействию морской воды, масла, ультрафиолетовых лучей.
1.4.1. В объем поставки горловин входят для типа:
В — крышка, обделка, шпильки;
С — крышка, комингс;
D — крышка горловины типа В, потайной комингс, верхняя крышка, шпильки.
1.5.1. Горловины маркируют ударным способом на глубину 0,5 мм шрифтом 5—ПрЗ по ГОСТ 26.020.
1.6.1. Горловины поставляют без упаковки.
2.1. Для проверки соответствия горловин требованиям настоящего стандарта предприятие-изготовитель проводит приемосдаточные испытания.
2.2. На приемосдаточные испытания горловины предъявляют партиями. Партия должна состоять из горловин одного типоразмера, прошедших операционный контроль на соответствие требованиям пп. 1.2.2—1.2.6, 1.3.2, 1.3.4.
2.3. Количество горловин в партии не должно превышать 50.
2.4. При приемосдаточных испытаниях горловины в количестве 10 % партии (но не менее двух) должны быть проверены на соответствие требованиям пп. 1.1, 1.2.1, 1.4.1, 1.5.1, 1,6.1.
2.5. Соответствие горловин требованиям пп. 1.3.1, 1.3.3, 1.3.5 обеспечивается конструкцией горловин, применяемыми марками материалов и покрытием, указанными в чертежах.
2.6. Если при приемке будут обнаружены горловины, не соответствующие требованиям, указанным в пп. 2.2, 2.4, 2.5, партия возвращается для устранения дефектов, после чего партия предъявляется повторно. Результаты повторной приемки являются окончательными.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Контроль по пп. 1.1, 1.2.1, 1.2.4, 1.2.5, 1.3.2, 1.4.1, 1.5.1,
1.6.1 проводят визуальным осмотром. Внешний вид горловин должен соответствовать изображенному на чертежах. Маркировка должна быть четкой и легко читаемой.
3.2. Контроль размеров по пп. 1.2.2, 1.2.3 проводят сличением с чертежами и измерениями размеров измерительным инструментом, обеспечивающим требуемую чертежами точность.
3.3. Выполнение требований пп. 1.3.1—1.3.3, 1.3.5 контролируется по рабочим чертежам и сертификатам.
3.4. Контроль шероховатости по п. 1.2.3 проводят визуальным осмотром и сличением с эталонными образцами шероховатости, изготовленными по ГОСТ 9378.
3.5. Контроль качества сварных швов по п. 1.2.6 — по ГОСТ 3242.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Условия транспортирования горловин — 9(ОЖ1) по ГОСТ 15150.
4.2. Транспортирование горловин должно производиться в контейнерах по ГОСТ 19667 железнодорожным, водным или автомобильным транспортом открытым транспортным средством в соответствии с Правилами перевозок грузов, действующими на транспорте данного вида. Загрузка контейнеров должна производиться до полной грузоподъемности. Укладка и раскрепление горловин должны исключить перемещение и сдвиг горловин при транспортировании. Способ раскрепления — по технологии, принятой на предприятии — изготовителе горловин. Погрузка и крепление контейнеров должны соответствовать техническим условиям погрузки и крепления грузов, утвержденным МПС.
4.3. Транспортная маркировка контейнеров — по ГОСТ 14192.
4.4. Отправку горловин небольшими партиями допускается производить автомобильным транспортом способом, принятым на предприятии-изготовителе и соответствующим Правилам перевозок грузов.
4.5. Условия хранения горловин — 2(C) по ГОСТ 15150.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие горловин требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и монтажа.
5.2. Гарантийный срок эксплуатации горловин для кораблей и судов, изготовляемых для Заказчика, — 5 лет, для остальных — 14 мес со дня подписания приемного акта на корабль или судно.
ГОСТ 2021-90
Настоящий стандарт
распространяется на овальные судовые стальные горловины, предназначенные для
установки на кораблях, судах и плавсредствах.
Стандарт не распространяется
на горловины, устанавливаемые на судах с динамическими принципами поддержания.
1.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Горловины должны быть изготовлены в соответствии с требованиями
настоящего стандарта по конструкторской документации, утвержденной в
установленном порядке.
В — низкие, крепление крышек
шпильками;
С — высокие, крепление
крышек болтами с шестигранной головкой;
D —
потайные, крепление крышек шпильками.
1.2.2. Основные и присоединительные размеры горловин и их деталей должны
соответствовать указанным на черт. 1 — 4 и в табл. 1 — 4.
1.2.3. Предельные отклонения размеров и шероховатость поверхностей деталей
горловин — по конструкторской документации, утвержденной в установленном
порядке.
1.2.4. Каждая крышка горловины должна быть оборудована двумя отжимными
болтами М12 или М16, облегчающими снятие крышки. На крышке толщиной 4 мм должны
быть установлены наварыши под эти болты.
Горловина типа В
1 — обделка; 2 — крышка; 3
— гайка М20; 4 — шпилька М20; 5 — отжимной болт
Горловина типа С
1 — комингс; 2 — крышка; 3 — гайка
М20; 4 — болт М20; 5 — отжимной болт
Примечание.
Допускается высота комингса до 200 мм.
Горловина типа D
1 — верхняя крышка; 2 — потайной комингс; 3 — крышка
горловины типа В; 4 — гайка М20;
5 — шпилька М20; 6 — отжимкой болт
Примечание.
Допускается установка дополнительных рёбер жесткости на верхних крышках
горловин.
Размеры крепления горловин типов В и С
1.2.5. На крышках
горловин типа В, устанавливаемых в потайные горловины типа D, дополнительно должны быть установлены наварыши для
крепления верхней крышки.
1.2.7. Пример условного обозначения горловины типа С размерами в свету
600×400 мм с крышкой толщиной 10 мм:
Горловина С
600×400×10 ГОСТ 2021-90
1.2.8. Условные обозначения горловин, обозначения чертежей,
коды ОКП, допускаемые давления и массы приведены в приложении 2.
1.3.1. Горловины должны быть устойчивы к изменениям
температур в диапазоне от 228 К (минус 45 °С) до 353 К (плюс 70 °С).
Горловины, предназначенные для судов, эксплуатируемых
круглогодично в районах с холодным климатом, должны быть стойкими к воздействию
низких температур до 223 К (минус 50 °С).
1.3.2. Горловины должны быть защищены от действия коррозии
способом, указанным в конструкторской документации.
Срок службы до заводского
ремонта — 10 лет.
1.3.4. Детали горловин должны быть изготовлены из свариваемой стали с
временным сопротивлением Rm не менее 400 МПа.
1.3.5. Уплотнение горловин должно соответствовать условиям эксплуатации и
быть стойким к воздействию морской воды, масла, ультрафиолетовых лучей.
В — крышка, обделка,
шпильки;
D —
крышка горловины типа В, потайной комингс, верхняя крышка, шпильки.
1.5.1. Горловины маркируют ударным способом на глубину 0,5 мм шрифтом 5-Пр3
по ГОСТ 26.020.
товарный знак или
наименование предприятия-изготовителя;
обозначение основного
конструкторского документа;
дату изготовления (месяц,
год).
2.
ПРИЕМКА
2.1. Для проверки соответствия горловин требованиям настоящего стандарта
предприятие-изготовитель проводит приемосдаточные испытания.
2.2. На приемосдаточные испытания горловины предъявляют партиями. Партия
должна состоять из горловин одного типоразмера, прошедших операционный контроль
на соответствие требованиям пп. 1.2.2 — 1.2.6, 1.3.2, 1.3.4.
2.4. При приемосдаточных испытаниях горловины в количестве 10 % партии (но
не менее двух) должны быть проверены на соответствие требованиям пп. 1.1, 1.2.1, 1.4.1, 1.5.1, 1.6.1.
2.5. Соответствие горловин требованиям пп. 1.3.1, 1.3.3, 1.3.5 обеспечивается конструкцией
горловин, применяемыми марками материалов и покрытием, указанными в чертежах.
2.6. Если при приемке будут обнаружены горловины, не соответствующие
требованиям, указанным в пп. 2.2, 2.4, 2.5, партия возвращается для
устранения дефектов, после чего партия предъявляется повторно. Результаты
повторной приемки являются окончательными.
3.
МЕТОДЫ КОНТРОЛЯ
3.1. Контроль по пп. 1.1, 1.2.1, 1.2.4, 1.2.5, 1.3.2, 1.4.1, 1.5.1, 1.6.1 проводят визуальным осмотром. Внешний вид горловин должен
соответствовать изображенному на чертежах. Маркировка должна быть четкой и
легко читаемой.
3.2. Контроль размеров по пп. 1.2.2, 1.2.3 проводят сличением с
чертежами и измерениями размеров измерительным инструментом, обеспечивающим
требуемую чертежами точность.
3.3. Выполнение требований пп. 1.3.1 — 1.3.3, 1.3.5 контролируется по рабочим
чертежам и сертификатам.
3.4. Контроль шероховатости по п. 1.2.3 проводят визуальным
осмотром и сличением с эталонными образцами шероховатости, изготовленными по ГОСТ 9378.
4.
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Условия транспортирования горловин — 9 (ОЖ1) по ГОСТ 15150.
4.2. Транспортирование горловин должно производиться в контейнерах по ГОСТ 19667 железнодорожным, водным или автомобильным транспортом открытым
транспортным средством в соответствии с Правилами перевозок грузов,
действующими на транспорте данного вида. Загрузка контейнеров должна
производиться до полной грузоподъемности. Укладка и раскрепление горловин
должны исключить перемещение и сдвиг горловин при транспортировании. Способ
раскрепления — по технологии, принятой на предприятии — изготовителе горловин.
Погрузка и крепление контейнеров должны соответствовать техническим условиям
погрузки и крепления грузов, утвержденным МПС.
4.4. Отправку горловин небольшими партиями допускается производить
автомобильным транспортом способом, принятым на предприятии-изготовителе и
соответствующим Правилам перевозок грузов.
4.5. Условия хранения горловин — 2 (С) по ГОСТ 15150.
5.
ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие горловин требованиям настоящего
стандарта при соблюдении условий транспортирования, хранения и монтажа.
5.2. Гарантийный срок эксплуатации горловин для кораблей и судов,
изготовляемых для заказчика, — 5 лет, для остальных — 14 мес со дня подписания
приемного акта на корабль или судно.

1.2.2. Основные и присоединительные размеры горловин и их деталей должны соответствовать указанным на черт. 1 - 4 и в табл. 1 - 4.
1.2.3. Предельные отклонения размеров и шероховатость поверхностей деталей горловин - по конструкторской документации, утвержденной в установленном порядке.
1.2.4. Каждая крышка горловины должна быть оборудована двумя отжимными болтами М12 или М16, облегчающими снятие крышки. На крышке толщиной 4 мм должны быть установлены наварыши под эти болты.


Примечание. Допускается высота комингса до 200 мм.

Примечание.Допускается установка дополнительных рёбер жесткости на верхних крышках горловин.

1.2.6. Конструктивные элементы сварных соединений - по ГОСТ 14771, допускаются - по ГОСТ 5264.
1.2.7. Пример условного обозначения горловины типа С размерами в свету 600?400 мм с крышкой толщиной 10 мм:
Горловина С 600?400?10 ГОСТ 2021-90
1.3.3. Срок службы горловин - 25 лет со дня сдачи в эксплуатацию.
1.3.4. Детали горловин должны быть изготовлены из свариваемой стали с временным сопротивлением Rm не менее 400 МПа.
1.5.1. Горловины маркируют ударным способом на глубину 0,5 мм шрифтом 5-Пр3 по ГОСТ 26.020.
2.2. На приемосдаточные испытания горловины предъявляют партиями. Партия должна состоять из горловин одного типоразмера, прошедших операционный контроль на соответствие требованиям пп. 1.2.2 - 1.2.6, 1.3.2, 1.3.4.
2.4. При приемосдаточных испытаниях горловины в количестве 10 % партии (но не менее двух) должны быть проверены на соответствие требованиям пп. 1.1, 1.2.1, 1.4.1, 1.5.1, 1.6.1.
3.1. Контроль по пп. 1.1, 1.2.1, 1.2.4, 1.2.5, 1.3.2, 1.4.1, 1.5.1, 1.6.1 проводят визуальным осмотром. Внешний вид горловин должен соответствовать изображенному на чертежах. Маркировка должна быть четкой и легко читаемой.
3.3. Выполнение требований пп. 1.3.1 - 1.3.3, 1.3.5 контролируется по рабочим чертежам и сертификатам.
3.4. Контроль шероховатости по п. 1.2.3проводят визуальным осмотром и сличением с эталонными образцами шероховатости, изготовленными по ГОСТ 9378.
3.5. Контроль качества сварных швов по п. 1.2.6 - по ГОСТ 3242.
4.1. Условия транспортирования горловин - 9 (ОЖ1) по ГОСТ 15150.
4.2. Транспортирование горловин должно производиться в контейнерах по ГОСТ 19667 железнодорожным, водным или автомобильным транспортом открытым транспортным средством в соответствии с Правилами перевозок грузов, действующими на транспорте данного вида. Загрузка контейнеров должна производиться до полной грузоподъемности. Укладка и раскрепление горловин должны исключить перемещение и сдвиг горловин при транспортировании. Способ раскрепления - по технологии, принятой на предприятии - изготовителе горловин. Погрузка и крепление контейнеров должны соответствовать техническим условиям погрузки и крепления грузов, утвержденным МПС.
4.3. Транспортная маркировка контейнеров - по ГОСТ 14192.
4.5. Условия хранения горловин - 2 (С) по ГОСТ 15150.
5.2. Гарантийный срок эксплуатации горловин для кораблей и судов, изготовляемых для заказчика, - 5 лет, для остальных - 14 мес со дня подписания приемного акта на корабль или судно.
Читайте также: