Гост р 50599 93 сосуды и аппараты стальные сварные высокого давления
Обновлено: 05.05.2024
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды и аппараты), предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 °С, и устанавливает:
1) методы неразрушающего контроля (визуальный, цветной, магнитопорошковый, ультразвуковой, радиографический) сосудов и аппаратов в процессе их изготовления и эксплуатации;
2) основные требования к проведению контроля;
3) оценку качества сосудов и аппаратов по результатам неразрушающего контроля.
Обязательные требования к контролю сосудов и аппаратов, обеспечивающие их безопасность для жизни, здоровья и имущества населения, окружающей среды, изложены в разделах 1, 3, 4, 5 (5.1-5.3; 5.5; 5.6), 6 (6.1-6.8), 7 (7.1-7.3), 8.
Классификация сосудов и аппаратов по способу изготовления приведена в приложении А.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 12.1.001-89 ССБТ. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 ССБТ. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.009-76 ССБТ. Электробезопасность. Термины и определения
ГОСТ 12.1.010-76 ССБТ. Взрывобезопасность. Общие требования
ГОСТ 12.2.002-91 ССБТ. Техника сельскохозяйственная. Методы оценки безопасности
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 ССБТ. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.1-75 ССБТ. Машины электрические вращающиеся. Требования безопасности
ГОСТ 12.2.007.2-75 ССБТ. Трансформаторы силовые и реакторы электрические. Требования безопасности
ГОСТ 12.2.007.3-75. ССБТ. Электрические устройства на напряжение свыше 1000 В. Требования безопасности
ГОСТ 12.2.007.4-75 ССБТ. Шкафы комплектных распределительных устройств и комплектных трансформаторных подстанций. Требования безопасности
ГОСТ 12.2.007.5-75 ССБТ. Конденсаторы силовые. Установки конденсаторные. Требования безопасности
ГОСТ 12.2.007.6-75 ССБТ. Аппараты коммутационные низковольтные. Требования безопасности
ГОСТ 12.2.007.7-83 ССБТ. Устройства комплектные низковольтные. Требования безопасности
ГОСТ 12.2.007.9-88 ССБТ. Оборудование электротермическое. Требования безопасности
ГОСТ 12.2.007.10-87 ССБТ. Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности
ГОСТ 12.2.007.11-75 ССБТ. Преобразователи электроэнергии полупроводниковые. Требования безопасности
ГОСТ 12.2.007.12-88 ССБТ. Источники тока химические. Требования безопасности
ГОСТ 12.2.007.13-88 ССБТ. Лампы электрические. Требования безопасности
ГОСТ 12.2.007.14-75 ССБТ. Кабели и кабельная арматура. Требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.016-83 ССБТ. Одежда специальная защитная. Номенклатура показателей качества
ГОСТ 12.4.021-75 ССБТ. Системы вентиляционные. Общие требования
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионностойкая. Технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23764-79 Гамма-дефектоскопы. Общие технические условия
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
3 ОБЪЕКТЫ КОНТРОЛЯ
3.1 Объектами контроля сосудов и аппаратов являются материалы, элементы корпуса, сварные соединения.
3.2 К материалам, из которых изготовляют сосуды и аппараты, относятся листовая сталь, в том числе двухслойная, сортовой прокат, кованые и штампованные заготовки.
3.3 К элементам корпуса сосуда, аппарата относятся фланцы, крышки, обечайки, днища, штуцера (патрубки), горловины.
3.4 Различным способам исполнения сосудов и аппаратов соответствуют следующие типы сварных соединений:
1) стыковые и угловые, соединяющие монолитные однослойные элементы;
2) стыковые и угловые, соединяющие многослойные элементы;
3) стыковые и угловые, соединяющие однослойные элементы с многослойными.
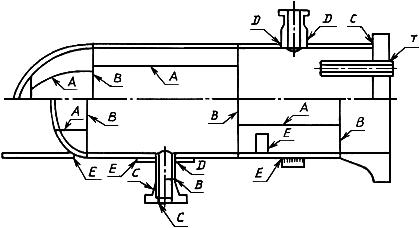
3.5 По расположению в сосуде, аппарате в соответствии с рисунком 1 должны быть установлены следующие категории сварных соединений:
- продольные сварные соединения в обечайках, в сферических и эллиптических днищах и их заготовках;
- сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки, днища;
- соединения приварки труб к трубной решетке.
Рисунок 1
4 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ СОСУДОВ И АППАРАТОВ
4.1 Выбор метода контроля определяется конструктивными особенностями изделия, физическими свойствами контролируемого материала, техническими требованиями к изготовлению сосуда.
4.2 Методы контроля качества материалов, заготовок, сварных соединений, элементов сосудов назначают в соответствии с требованиями таблицы 1.
Назначение методов контроля при изготовлении
Кованые и штампованные заготовки
1 ВО - визуальный осмотр; ЦД - цветной метод дефектоскопии; МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; РГ - радиография
2 Знак "+" соответствует слову "и", "запятая" - слову "или"
3 ЦД или МПД кованых и штампованных заготовок, элементов сосудов проводят выборочно в местах визуального обнаружения дефектов, а для двухслойной стали - на полосе 200 мм под сварные соединения
4.3 Методы - ультразвуковой или радиографический - выбирают исходя из требования обеспечить более полное и точное выявление недопустимых дефектов, а также с учетом эффективности данного метода контроля для сварного соединения конкретного вида.
Магнитопорошковым методом следует контролировать поверхности из углеродистых, низколегированных и легированных сталей.
Допускается контролировать эти поверхности цветным методом в случае неэффективности магнитопорошкового метода.
Цветным методом следует контролировать поверхности из аустенитных сталей.
4.4 Последовательность применения методов контроля и их сочетание определяются технологией изготовления сосудов и аппаратов.
4.5 Углеродистая и низколегированная листовая сталь, двухслойная сталь толщиной свыше 25 мм должны быть подвергнуты полистному контролю ультразвуковым методом. Объем контроля и класс сплошности листа должны быть установлены отраслевыми нормативными документами.
4.6 Поковки, штампованные заготовки, металл штуцеров из углеродистых, низколегированных и среднелегированных сталей после окончательной термической обработки должны быть подвергнуты поштучному контролю ультразвуковым методом в объеме 100%.
4.7 Сварные соединения категорий , должны быть подвергнуты контролю в объеме 100 % длины контролируемых швов.
4.8 Методики контроля и нормы дефектности должны соответствовать установленным отраслевыми нормативными документами.
5 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ЭКСПЛУАТАЦИИ СОСУДОВ И АППАРАТОВ
5.2 Требования к назначению методов и объемам контроля сосудов и аппаратов, их элементов и сварных соединений даны в таблицах 2-4.
В случае невозможности выполнения требований таблиц 2-4 объем и методы контроля в каждом конкретном случае могут быть уточнены программой обследования, разработанной заводом-изготовителем или специализированной научно-исследовательской организацией.
Методы контроля кованых, кованосварных, вальцованосварных и штампосварных сосудов
Гост р 50599 93 сосуды и аппараты стальные сварные высокого давления

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
Контроль неразрушающий при изготовлении и эксплуатации
Welded steel vessels and apparatus under high pressure.
Non-destructive control while the manufacturing and operating
Дата введения 1994-07-01
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 260 "Оборудование химической и нефтеперерабатывающей промышленности"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25.10.93 N 225
3 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды и аппараты), предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 °С, и устанавливает:
1) методы неразрушающего контроля (визуальный, цветной, магнитопорошковый, ультразвуковой, радиографический) сосудов и аппаратов в процессе их изготовления и эксплуатации;
2) основные требования к проведению контроля;
Классификация сосудов и аппаратов по способу изготовления приведена в приложении А.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.2.007.2-75 ССБТ. Трансформаторы силовые и реакторы электрические. Требования безопасности
ГОСТ 12.2.007.12-88 ССБТ. Источники тока химические. Требования безопасности
ГОСТ 12.2.007.13-88 ССБТ. Лампы электрические. Требования безопасности
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
3 ОБЪЕКТЫ КОНТРОЛЯ
3.1 Объектами контроля сосудов и аппаратов являются материалы, элементы корпуса, сварные соединения.
3.2 К материалам, из которых изготовляют сосуды и аппараты, относятся листовая сталь, в том числе двухслойная, сортовой прокат, кованые и штампованные заготовки.
3.3 К элементам корпуса сосуда, аппарата относятся фланцы, крышки, обечайки, днища, штуцера (патрубки), горловины.
3.4 Различным способам исполнения сосудов и аппаратов соответствуют следующие типы сварных соединений:
1) стыковые и угловые, соединяющие монолитные однослойные элементы;
2) стыковые и угловые, соединяющие многослойные элементы;
3) стыковые и угловые, соединяющие однослойные элементы с многослойными.
- кольцевые сварные соединения в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, многослойные (рулонированные) обечайки между собой и с днищами, фланцами, горловинами;
- сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками;
- сварные соединения приварных элементов к корпусу;

4.1 Выбор метода контроля определяется конструктивными особенностями изделия, физическими свойствами контролируемого материала, техническими требованиями к изготовлению сосуда.
4.2 Методы контроля качества материалов, заготовок, сварных соединений, элементов сосудов назначают в соответствии с требованиями таблицы 1.
ГОСТ Р 54803-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
Общие технические требования
High-pressure welded steel vessels. General technical requirements
Дата введения 2012-07-01
1 РАЗРАБОТАН Открытым акционерным обществом "Иркутский научно-исследовательский и конструкторский институт химического и нефтяного машиностроения" (ОАО "ИркутскНИИхиммаш")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Техника и технология добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1167-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений европейского регионального стандарта ЕН 13445:2002* "Сосуды, работающие под давлением без огневого подвода теплоты" (EN 13445:2002 "Unfired Pressure Vessels", NEQ)
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
1.1 Настоящий стандарт распространяется на стальные сварные сосуды и аппараты, работающие под внутренним избыточным давлением до 130 МПа (1300 кгс/см) при температуре стенки не менее минус 70 °С и не более плюс 525 °С, и устанавливает общие технические требования к проектированию, материалам, изготовлению, реконструкции, ремонту, методам контроля и испытаний, приемке и поставке сосудов и аппаратов, применяемых на опасных производственных объектах.
Настоящий стандарт не ограничивает действие ГОСТ Р 52630 в рамках области его применения при проектировании и изготовлении стальных сварных сосудов и аппаратов.
Нормы и правила проектирования и изготовления должны быть определены в соответствии с технологическими параметрами эксплуатации сосуда и согласованы с заказчиком.
1.2 В дополнение к требованиям настоящего стандарта следует также руководствоваться нормами и правилами промышленной безопасности [1].
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 2.901-99 Единая система конструкторской документации. Документация, отправляемая за границу. Общие требования
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ Р 50460-92 Знак соответствия при обязательной сертификации. Форма, размеры и технические требования
ГОСТ Р 50599-93 Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 52376-2005 Прокладки спирально-навитые термостойкие. Типы. Основные размеры
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52857.1-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ Р 52857.2-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек
ГОСТ Р 52857.3-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Укрепление отверстий в обечайках и днищах при внутреннем и внешнем давлениях. Расчет на прочность обечаек и днищ при внешних статических нагрузках на штуцер
ГОСТ Р 52857.4-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений
ГОСТ Р 52857.5-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет обечаек и днищ от воздействия опорных нагрузок
ГОСТ Р 52857.6-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность при малоцикловых нагрузках
ГОСТ Р 52857.7-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Теплообменные аппараты
ГОСТ Р 52857.9-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Определение напряжений в местах пересечений штуцеров с обечайками и днищами при воздействии давления и внешних нагрузок на штуцер
ГОСТ Р 52857.10-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Сосуды и аппараты, работающие с сероводородными средами
ГОСТ Р 52857.11-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Метод расчета на прочность обечаек и днищ с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек
ГОСТ Р 53442-2009 (ИСО 1101:2004) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Допуски формы, ориентации, месторасположения и биения
ГОСТ Р 53677-2009* (ИСО 16812:2007) Нефтяная и газовая промышленность. Кожухотрубчатые теплообменники. Технические требования
* На территории Российской Федерации документ не действует. Действует ГОСТ 31842-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
ГОСТ Р 53684-2009* Аппараты колонные. Технические требования
ГОСТ 2.109-73 Единая система конструкторской документации. Основные требования к чертежам
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.105-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания
ГОСТ 9.401-91 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6032-2003 (ИСО 3651-1:1998, ИСО 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6533-78 Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
ГОСТ 12.2.007.3-75 ССБТ. Электрические устройства на напряжение свыше 1000 В. Требования безопасности
3 ОБЪЕКТЫ КОНТРОЛЯ
А - продольные сварные соединения в обечайках, в сферических и эллиптических днищах и их заготовках;
В - кольцевые сварные соединения в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, многослойные (рулонированные) обечайки между собой и с днищами, фланцами, горловинами;
С - сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками;
D - сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки, днища;
Е - сварные соединения приварных элементов к корпусу;
Т - соединения приварки труб к трубной решетке.
Таблица 1 - Назначение методов контроля при изготовлении
Кованые и штампованные заготовки.
ВО + МПД (ЦД) + УЗД
Сварные соединения категорий:
А, В, С, D
ВО + МПД (ЦД) + (УЗД, РГ)
1 ВО - визуальный осмотр, ЦД - цветной метод дефектоскопии, МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; РГ - радиография
2 Знак «+» соответствует слову «и», «запятая» - слову «или»
Магнитопорошковым методом следует контролировать поверхности из углеродистых, низколегированных и легированных сталей. Допускается контролировать эти поверхности цветным методом в случае неэффективности магнитопорошкового метода.
Цветным методом следует контролировать поверхности из аустенитных сталей.
4.4 Последовательность применения методов контроля и их сочетание определяются технологией изготовления сосудов и аппаратов.
4.5 Углеродистая и низколегированная листовая сталь, двухслойная сталь толщиной свыше 25 мм должны быть подвергнуты полистному контролю ультразвуковым методом. Объем контроля и класс сплошности листа должны быть установлены отраслевыми нормативными документами.
4.6 Поковки, штампованные заготовки, металл штуцеров из углеродистых, низколегированных и среднелегированных сталей после окончательной термической обработки должны быть подвергнуты поштучному контролю ультразвуковым методом в объеме 100 %.
4.7 Сварные соединения категорий А, В, С, D должны быть подвергнуты контролю в объеме 100 % длины контролируемых швов.
4.8 Методики контроля и нормы дефектности должны соответствовать установленным отраслевыми нормативными документами.
5.1 Контроль неразрушающими методами в процессе эксплуатации осуществляют при техническом освидетельствовании сосудов и аппаратов. Периодичность и виды технических освидетельствований устанавливает предприятие в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором СССР, и отраслевых нормативных документов.
5.2 Требования к назначению методов и объемам контроля сосудов и аппаратов, их элементов и сварных соединений даны в таблицах 2 - 4 .
В случае невозможности выполнения требований таблиц 2 - 4 объем и методы контроля в каждом конкретном случае могут быть уточнены программой обследования, разработанной заводом-изготовителем или специализированной научно-исследовательской организацией.
Таблица 2 - Методы контроля кованых, кованосварных, вальцованосварных и штампосварных сосудов
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации
Стандарт распространяется на стальные сварные сосуды и аппараты, предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 град. С и устанавливает: 1 методы неразрушающего контроля (визуальный, цветной, магнитопорошковый, ультразвуковой, радиографический) сосудов и аппаратов в процессе их изготовления и эксплуатации; 2 основные требования к проведению контроля; 3 оценку качества сосудов и аппаратов по результатам неразрушающего контроля.
ГОСТ Р 50599-93
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ ПРИ ИЗГОТОВЛЕНИИ И ЭКСПЛУАТАЦИИ
ГОССТАНДАРТ РОССИИ
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 260 «Оборудование химической и нефтеперерабатывающей промышленности»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25.10 93 № 225
Welded steel vessels and apparatus under high pressure.
Non-destructive control while the manufacturing and operating
Дата введения 1994-07-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
2 НОРМАТИВНЫЕ ССЫЛКИ
3 ОБЪЕКТЫ КОНТРОЛЯ
4 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ СОСУДОВ И АППАРАТОВ
5 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ЭКСПЛУАТАЦИИ СОСУДОВ И АППАРАТОВ
5.1 Контроль неразрушающими методами в процессе эксплуатации осуществляют при техническом освидетельствовании сосудов и аппаратов. Периодичность и виды технических освидетельствований устанавливает предприятие в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением , утвержденных Госгортехнадзором СССР, и отраслевых нормативных документов.
Читайте также: