Гост сталь сортовая конструкционная
Обновлено: 25.04.2024
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмы и заготовки.
1. Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Т а б л и ц а 1
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 · 10 кг/м . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
Черт. 1
Черт. 2
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б - приведенным в табл. 3.1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
Т а б л и ц а 2
Т а б л и ц а 3
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Т а б л и ц а 4
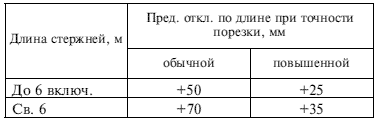
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
2. Технические требования
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Т а б л и ц а 5
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали - нормам, приведенным в табл. 6
Т а б л и ц а 6
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ - не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей - по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств - по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Т а б л и ц а 7
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) - с низкотемпературным отпуском, класса А-VI (А1000) - с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм ) при относительном удлинении 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм ) при пределе текучести не менее 405 МПа (41 кгс/мм ), относительном удлинении не менее 20%.
Т а б л и ц а 8
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств - приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
2.10. Углеродный эквивалент
Т а б л и ц а 9
3. Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3. 2. Каждая партия сопровождается документом о качестве по ГОСТ 7566—81 с дополнительными данными:
номер профиля;
класс;
минимальное среднее значение X и среднеквадратические отклонения S0 в партии величин σT (σ0,2) и σB;
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинений для стали класса A - IV (А600), A-V (800), A-VI (A1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях - не менее 5% от партии;
при изготовлении в мотках - два мотка от каждой партии.
3 4. Для проверки химического состава пробы отбирают по ГОСТ 7565—81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня
Для предприятия - изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии
3 6 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566—81.
4. Методы испытаний
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
5. Упаковка, маркировка, транспортирование и хранение
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566-81 с дополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V - красной и зеленой, класса А-VI (А1000) - красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести (А400).
Конструкционная сталь
В обозначение марки стали цифры означают среднее содержание углерода в сотых долях процента.
Углеродистая качественная конструкционная сталь подразделяется на:
машиностроительные стали - для изготовления деталей машин, конструкций приборов;
автоматные - для неответственных деталей массового производства (мелкий крепеж и др.) изготавливаемых на станках-автоматах;
котельные - для изготовления котлов и сосудов, работающих под давлением и при температурах до 450 о С.
Заменители некоторых марок сталей:
Ст35 - Ст30, 40, 35Г;
Ст45- 40Х, Ст50, 50Г2.
Легированная сталь
Марки стали: 09Г2, 09Г2С, 0ХСНД, 17Г1С, 16Г2АФ и т.д.
Марки стали 10ХНДП, 15ХНДП, 0ХСНД, 15ХСНД являются атмосферно коррозионно-стойкими (АКС), толщина металлоконструкций из АКС за 20-30 лет работы уменьшается в 2-3 раза меньше, чем толщина конструкций из обычной углеродистой и низколегированной стали.
Назначение: для изготовления корпусов вагонов железнодорожных, метро, трамвая, несущих конструкций локомотивов, сельскохозяйственных и других полевых машин и инженерных сооружений, работающих в условиях переменных динамических нагрузок и сезонных и суточных теплосмен.
Заменители некоторых марок стали: 09Г2С - 09Г2, 09Г2ДТ, 09Г2Т, 10Г2С;
Свариваемость: сваривается без ограничений.
Легированная конструкционная сталь
В обозначении марки две первые цифры указывают среднее содержание углерода в сотых долях процента. Цифры, стоящие после букв указывают примерное содержание легирующего элемента в целых единицах. Отсутствие цифры означает, что содержание этого элемента до 1,5% (по верхнему пределу).
В зависимости от химического состава и свойствсталь делят на категории:
Назначение: различные улучшаемые детали; втулки, шестерни, обоймы, гильзы, диски плунжеры, другие детали, к которым предъявляются требования высокой поверхностной твердости.
Заменители некоторых марок стали:
20Х - 15Х, 20ХН, 12ХН2, 18ХГТ;
30ХГСА - 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА;
40Х - 45Х, 38ХА, 40ХН, 40ХС.
Свариваемость: cварка легированных сталей несколько затруднена из-за склонности к закалке околошовной зоны и образованию в ней хрупких структур (требуется специальная технология сварки).
Марки стали: 12МХ, 12Х1МФ, 25Х1МФ, 25Х2М1Ф, 20Х3МВФ,15Х5М, 15ХМ.
Назначение: предназначены для деталей, работающих в нагруженном состоянии при температуре до 600 0 С в течение длительного времени.
Свариваемость: ограниченно или трудносвариваемая.
Марки: ШХ15, ШХ4, ШХ15СГ, ШХ20СГ.
В обозначении марок стали буквы и цифры означают : Ш - подшипниковая; Х - легированная хромом; цифра - содержание хрома, СГ - легированная кремнием и марганцем.
Назначение: для изготовления деталей, работающих под воздействием сосредоточенного и переменного напряжений, возникающих в зоне контакта шариков и роликов с беговыми дорожками колец подшипников качения.
ШХ15 - ШХ9, ШХ12, ШХ15СГ;
ШХ15СГ - ХВГ, ШХ15, ХС, ХВСГ.
Свариваемость: сваривается способом КТС
Марки стали: 65, 70, 75, 85, 60Г, 65Г, 55С2,60С2, 60С2А, 70С3А, 55ХГР, 50ХФА, 60С2ХА, 60С2ХФА, 65С2ВА.
Назначение: для работы в качестве пружин, рессор, гибких мембран, сильфонов и аналогичных деталей.
65Г - 70, У8А, 70Г, 60С2А,9ХС,50ХФА, 60С2, 55С2;
50ХФА - 60С2А, 60ХГФА, 9ХС.
Свариваемость: рессорно-пружинная сталь не применяется для сварных конструкций.
Листовой прокат
К данному виду металлопродукции относятся металлические листы, предназначенные для изготовления сварных труб и конструкций, гнутых профилей, корпусов судов, химической и теплообменной аппаратуры, кузовов автомобилей, летательных аппаратов и вагонов, корпусов электрошкафов, электронных машин, холодильников и многих других изделий. Металлический лист обеспечивает оптимальные решения конструкционных задач при минимизации затрат металла.
Листовую сталь подразделяют по:
По видам поставки:
Сталь листовая горячекатаная
Лист г/к обыкновенного качества
Сортамент должен соответствовать ГОСТ 19903-74 PDF .
Хим.состав стали должен соответствовать ГОСТ 380 PDF .
По видам продукции прокат изготавливают:
По нормируемым характеристикам подразделяется на 6 категорий: 1-5 в горячекатаном состоянии, 6-я в упрочненном.
По точности прокатки :
По характеру кромки:
По видам продукции подразделяется на:
По нормируемым характеристикам на 5 категорий.
По минимальному значению временного сопротивления (В) на группы прочности: ОК300В и т.д. , где ОК - обыкновенного качества; 300 - соответствует нижнему пределу временного сопротивления).
По качеству отделки поверхности на группы:
Лист г/к низколегированный .
Прокат листовой из стали низколегированной изготавливается согласно ГОСТ 19281-89 PDF толщиной 4-60 мм.
В зависимости от вида металлопродукции и толщины, листы г/к низколегированные изготавливают из сталей марок: I09Г2, 09Г2С, 09Г2С-12, 17Г1С, 17Г1СУ, 10ХСНД.
Химический состав должен соответствовать ГОСТ 19281-89 PDF .
Прокат листовой и з стали низколегированной изготовляют следующих классов прочности: 265, 295, 315, 325, 345, 355, 375, 390, и 440.
Поверхность, требования к кромкам и концам данного листового проката должны соответствовать ГОСТ 14637-89 PDF .
Данный вид продукции используется для сварных, клепанных или болтовых конструкций в изделиях, в основном, без дополнительной термической обработки.
Лист г/к конструкционный качественный .
Изготавливается согласно ГОСТ 1577-93 PDF толщиной 4-160 мм.
В зависимости от вида металлопродукции и толщины, листы г/к конструкционные качественные изготавливают из сталей марок:
толщина листа 4-80 мм: Ст50, Ст55, Ст60 (углеродистая качественная конструкционная сталь); 65, 70, 60Г, 65Г, 70Г (рессорно-пружинная углеродистая и легированная сталь), 15Г, 20Г, 30Г, 40Г, 50Г, 10Г2, 35Г2, 20Х, 30Х, 38ХА, 40Х, 45Х (конструкционная легированная сталь).
Химический состав должен соответствовать:
В зависимости от нормируемых характеристик прокат изготовляют трех категорий:
Листовой прокат толщиной до 80мм изготовляют:
Изготавливается по ГОСТ 16523-89 PDF толщиной до 3,9 мм включительно.
Хим.состав стали должен соответствовать ГОСТ 1050-88 PDF .
По нормируемым характеристикам на 6 категорий.
По минимальному значению временного сопротивления (В) на группы прочности: К260В и т.д. , где К - качественный; 260 - соответствует нижнему пределу временного сопротивления)
Прокат изготовляется термически обработанным, с травленой и нетравленой поверхностью.
Гост сталь сортовая конструкционная
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 января 2017 г. N 10-ст межгосударственный стандарт ГОСТ 4543-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 октября 2017 г.
6 ПЕРЕИЗДАНИЕ. Февраль 2019 г.
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправка внесена изготовителем базы данных
1 Область применения
1.1 Настоящий стандарт распространяется на горячекатаную и кованую (диаметром или толщиной до 250 мм включительно), калиброванную и со специальной отделкой поверхности металлопродукцию из конструкционной легированной стали, применяемую в конструкциях общего назначения, после термической обработки.
Горячекатаную и кованую металлопродукцию диаметром или толщиной свыше 250 до 300 мм включительно изготовляют по согласованию изготовителя с заказчиком.
1.2 В части требований к химическому составу настоящий стандарт распространяется на слитки, блюмы, слябы, катаные, кованые и непрерывно-литые заготовки, поковки, штамповки, листовой прокат и другие виды металлопродукции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 103-2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1051-73 Прокат калиброванный. Общие технические условия
ГОСТ 1133-71 Сталь кованая круглая и квадратная. Сортамент
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1763-68 (ИСО 3887-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 2590-2006 Прокат сортовой стальной горячекатаный круглый. Сортамент
ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 2879-2006 Прокат сортовой стальной горячекатаный шестигранный. Сортамент
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4405-75 Полосы горячекатаные и кованые из инструментальной стали. Сортамент
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5657-69 Сталь. Метод испытания на прокаливаемость
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7417-75 Сталь калиброванная круглая. Сортамент
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-2018 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 8559-75 Сталь калиброванная квадратная. Сортамент
ГОСТ 8560-78 Прокат калиброванный шестигранный. Сортамент
ГОСТ 8817-82 Металлы. Метод испытания на осадку
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 14955-77 Сталь качественная круглая со специальной отделкой поверхности. Технические условия
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
МЕТАЛЛОПРОДУКЦИЯ ИЗ НЕЛЕГИРОВАННЫХ КОНСТРУКЦИОННЫХ КАЧЕСТВЕННЫХ И СПЕЦИАЛЬНЫХ СТАЛЕЙ
Общие технические условия
Metal products from nonalloyed structural quality and special steels. General specification
____________________________________________________________________
Текст Сравнения ГОСТ 1050-2013 с ГОСТ 1050-88 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина" (ФГУП "ЦНИИчермет им.И.П.Бардина")
2 ВНЕСЕН Межгосударственным техническим комитетом МТК 120 "Чугун, сталь, прокат"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 3 декабря 2013 г. N 62-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2014 г. N 1451-ст межгосударственный стандарт ГОСТ 1050-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВЗАМЕН ГОСТ 1050-88 и ГОСТ 4543-71 в части стали марок 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 10Г2, 30Г2, 35Г2, 40Г2, 45Г2, 50Г2
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 7, 2018 год; поправка, опубликованная в ИУС N 1, 2021 год; поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на металлопродукцию горячекатаную, кованую, калиброванную и со специальной отделкой поверхности, предназначенную для использования в различных отраслях промышленности.
В части требований к химическому составу стандарт распространяется на слитки, блюмы, слябы, катаные, кованые и непрерывнолитые заготовки, поковки, штамповки, листовой и другие виды проката.
Настоящий стандарт распространяется на металлопродукцию из стали марок 05кп, 08кп, 08пс, 10кп, 10пс, 11кп, 15кп, 15пс, 18кп, 20кп и 20пс только в части требований к химическому составу.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1763-68 (ИСО 3897-77) Сталь. Методы определения глубины обезуглероженного слоя
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5157-83 Профили стальные горячекатаные разных назначений. Сортамент
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 Металлы. Метод испытаний на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22235-2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
Читайте также: