Инструментальная штамповая сталь это
Обновлено: 04.05.2024
Для обработки металлов давлением применяют инструменты— штампы, пуансоны, ролики, валики и т. д., деформирующие металл. Стали, применяемые для изготовления инструмента такого рода, называют штамповыми сталями (по виду наиболее распространенного инструмента).
Штамповые стали делятся на две группы:
- деформирующие металл в холодном состоянии
- деформирующие металл в горячем состоянии.
Условия работы стали при различных видах штамповки сильно различаются между собой.
При штамповке в горячем состоянии штампуемый металл под действием сближающихся половинок штампа деформируется и заполняет внутреннюю полость штампа. В работе внутренняя полость штампа («фигура»), которая деформирует металл, соприкасается с нагретым металлом, поэтому штамповал сталь для горячей штамповки должна обладать не только определенными механическими свойствами в холодном состоянии, но и достаточно высокими механическими свойствами в нагретом состоянии. Особенно желательно иметь высокий предел текучести (упругости), чтобы при высоких давлениях штамп не деформировался. Для кузнечных штампов большое значение имеет и вязкость, чтобы штамп не разрушился во время работы при ударах по деформируемому металлу. Устойчивость против износа во всех случаях очень важна, так как она обеспечивает сохранение размеров «фигуры» — долговечность работы штампа.
Для прессового инструмента, работающего без ударов, большое значение имеет износостойкость в горячем состоянии и относительно меньшее — вязкость. Поэтому для молотовых штампов и для прессового инструмента применяют стали различных марок.
Для штамповки в холодном состоянии сталь, из которой изготавливают штампы, обычно должна обладать высокой твердостью, обеспечивающей устойчивость стали против истирания, хотя и вязкость, особенно для пуансонов, имеет также первостепенное значение.
Сталь для «горячих штампов» должна иметь как можно меньшую чувствительность к местным нагревам. В недостаточно вязкой (пластичной) стали, например в плохо отпущенной, местный нагрев может привести к образованию трещин.
Еще в более тяжелых условиях работы находится сталь и штампах (прессформах) для литья под давлением. Нагрев рабочей поверхности формы расплавленным металлом и охлаждение водой внутренних частей формы вызывают значительные тепловые напряжения. Сталь, применяемая для прессформ, должна быть также достаточно износостойкой, иметь высокие механические свойства в нагретом состоянии и хорошо сопротивляться разъеданию поверхности формы расплавленным металлом.
Стали для штампов холодного деформирования
Стали этого типа должны обладать высокой твердостью и износостойкостью, высокой прочностью и удовлетворительной вязкостью для работы при ударных нагрузках.
В зависимости от назначения различают три группы штамповых сталей для деформирования в холодном состоянии.
К первой группе относятся стали для вытяжных и вырубных штампов. Основным требованием к этим сталям является высокая твердость и износостойкость. Для изготовления штампов этого типа применяют углеродистые стали марок У10—У12 и низколегированные стали X, ХВГ, ХВСГ. После неполной закалки их отпускают при 150—180 °С на твердость НКС 60. На поверхности образуется твердый износостойкий слой за счет несквозной прокаливаемости — сравнительно вязкая сердцевина, позволяющая работать при умеренных ударных нагрузках.
Вторую группу составляют стали для штампов холодного выдавливания, испытывающие большие удельные давления. Эти стали должны хорошо сопротивляться деформации и иметь высокую прочность. Присутствие в их структуре остаточного аустенита недопустимо. Для этого необходимо проведение высокого отпуска при температуре не менее 500 °С. Поэтому, хотя эти стали и относятся к сталям для штампов холодного деформирования, они должны иметь довольно высокую теплостойкость. Этим требованиям удовлетворяет сталь 6Х4М2ФС.
К третьей группе относятся стали для высадочных и чеканочных штампов, работающих при высоких ударных нагрузках. Сложность создания таких сталей состоит в том, что для повышения твердости необходимо увеличение содержания углерода, что может приводить к снижению ударной вязкости. Обычно для штампов этого назначения используют сталь 7X3. Более высокую стойкость показала сталь марки 6ХЗФС.
Стали для штампов горячего деформирования
В еще более тяжелых условиях работают штамповые инструменты для горячего формообразования. Материал штампов соприкасается с горячим металлом и нагревается, причем нагрев чередуется с охлаждением. Эффективность использования таких прогрессивных методов точного формообразования, как горячая объемная штамповка, прессование и литье под давлением, зависит от стойкости инструмента. С расширением номенклатуры обрабатываемых сплавов, увеличением производительности и мощности оборудования формообразующий инструмент испытывает возрастающие нагрузки. Требования к материалу инструмента непрерывно растут.
Материал для горячих штампов должен удовлетворять комплексу требований. К ним в первую очередь относятся высокая прочность (не менее 1000 МПа), необходимая для сохранения формы штампа при высоких удельных давлениях во время деформирования, и высокая теплостойкость, позволяющая сохранить высокие твердость и прочностные свойства при длительном температурном воздействии. В рабочих условиях штамп должен деформировать заготовку, а не наоборот — заготовка деформировать штамп. Стали должны иметь достаточную вязкость для предупреждения поломок при ударном нагружении. Они должны обладать высоким сопротивлением термической усталости (разгаростойкости), сохраняя способность выдерживать многократные нагревы и охлаждения без образования сетки трещин. Горячештамповые стали должны иметь хорошую окалиностойкость и высокую прокаливаемость для обеспечения необходимых механических свойств по всему сечению, что особенно важно для массивных штампов.
В соответствии с указанными требованиями для штампов горячего формообразования применяют легированные стали, содержащие 0,3—0,6 % углерода, подвергаемые закалке и отпуску при 550—680 °С с целью получения трооститной и трооститно-сорбитной структуры.
Для молотовых штампов применяют сталь 5ХНМ и ее аналоги: 5ХНВ, 5ХНТ, 5ХГМ. После закалки и отпуска при 550 °С сталь 5ХНМ при комнатной температуре имеет следующие механические свойства: ав = 1200^1300 МПа, 6= 10—12%, КСЦ = = 0,4 МДж/м2. При нагреве до 500 °С ав = 850-=-900 МПа, оп,3 = 600-5-650 МПа. При температурах эксплуатации выше 500 °С стойкость инструмента из стали 5ХНМ резко падает.
Хорошо зарекомендовали себя на автотракторных машиностроительных заводах стали 4ХМФС, 5Х2СФ и 4ХСНМФЦР. Внедрение этих сталей взамен 5ХНМ для штамповки углеродистых и низколегированных сталей позволило повысить стойкость инструмента в 2—3 раза. Для изготовления крупногабаритных прессовых и молотовых штампов применяют сталь 5Х2НМФС, обеспечивающую повышение стойкости более чем в 2 раза.
Для пресс-форм литья под давлением и прессования цветных металлов и сплавов до последнего времени использовали сталь ЗХ2В8Ф. Ее недостатком является низкая технологичность, что ограничивает возможность ее применения для крупного инструмента. Кроме того, сталь ЗХ2В8Ф чувствительна к ударным нагрузкам и содержит значительные количества дорогого и дефицитного вольфрама.
Взамен этой стали предложена сталь марки ЗХ2М2Ф, используемая для изготовления пресс-форм литья под давлением медных и алюминиевых сплавов, а также для изготовления пресс-шайб и внутренних втулок контейнеров при прессовании медных сплавов. Применение стали ЗХ2М2Ф позволило повысить стойкость инструмента в 1,5—3 раза.
Для изготовления крупного прессового инструмента — пресс-штемпелей, втулок контейнеров и матриц на заводах цветной металлургии применяют стали ЗХВ4СФ и 4ХСН2МВФ.
Прогресс техники требует расширения рабочего температурного диапазона штамповых сталей. Уже сейчас нужны стали с рабочей температурой 700—800 °С. Обычные жаропрочные сплавы нетехнологичны, так как плохо обрабатываются резанием. Разработан принципиально новый класс штамповых сталей для горячего формообразования — сталей с регулируемым аустенитным превращением при эксплуатации. Примером такой стали является 4Х2Н5МЗК5Ф, сочетающая технологические преимущества сталей на ферритной основе с высокой эксплуатационной стойкостью, свойственной жаропрочным аустенитным сталям и сплавам. Внедрение этой стали взамен стали ЗХ2В8Ф при изготовлении матриц для прессования медных сплавов позволило повысить их стойкость в 10 раз.
Для увеличения твердости при высоких температурах используют химико-термическую обработку: азотирование, диффузионное хромирование, борирование. На поверхность гравюры штампа из газовой фазы проводят осаждение карбидов титана, имеющих особо высокую твердость.
Инструментальная штамповая сталь
Автор: Администрация
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| s в | - предел кратковременной прочности, МПа | R и ρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см 2 | T | - температура, при которой получены свойства, Град | |
| s T | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn и r | - плотность кг/м 3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20 o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σ t Т | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Сталь инструментальная
Инструментальные стали и сплавы

Инструментальная сталь - это твердое легированное или углеродистое изделие, которое используется в качестве основного материала производства режущих и измерительных предметов, штампов, точных инструментов, деталей и механизмов (шестеренки, подшипники и пружины).
Особенности стали
Инструментальная сталь обладает высокой твердостью, надежностью, износоустойчивостью, повышенной прочностью, хорошей обрабатываемостью и теплостойкостью. Чаще всего из неё делают главные элементы агрегатов и режущие инструменты, а из конструкционной стали изготавливают преимущественно крепежные элементы. К изделиям инструментального металлопроката предъявляются следующие требования:
- отличная шлифуемость;
- низкий показатель чувствительности к перегревам и прокаливанию;
- невосприимчивость процессов приваривания и прилипания другие изделий;
- хорошая пластичность при высоких температурах;
- защищенность от трещин и от обезуглероживания.
Классификация стали
- назначение (штамповые для горячего или холодного деформирования, валковые и быстрорежущие);
- содержание примесей (легированные, углеродистые и нелегированные);
- группы (их всего пять и они основаны на следующих свойствах стали: теплостойкость, износоустойчивость и прочность).
Кроме этого, существует американский классификатор инструментальной стали. Он называется AISI и делит металлопрокат на следующие серии:
W (это закаленные в воде углеродистые стали);
L (низколегированная, то есть - содержит в себе менее 5 процентов легирующих примесей);
S (стойкие к ударам);
O (закаленные в масле);
A (закаленные на открытом воздухе);
D (содержат много хрома и углерода);
H (теплостойкие и твердые);
M (быстрорежущие и имеющие в своем составе молибден);
T (быстрорежущие и имеющие в своем составе вольфрам).
Маркировка стали
Углеродистая инструментальная сталь обозначается буквой "У" и используется при изготовлении режущих элементов. Из марок У10А и У9 делают топоры, ножи, разные пилы и ножницы. Сорта стали У11, У11А и У12 нужны для производства напильников, слесарных метчиков и прочих изделий. В этих обозначениях цифры 9,10,11 и 12 сообщают о доле углерода в структуре стали. Буква "А" - это значить, что продукт высококачественный и содержит в себе серные, фосфорные соединения.
Легированная инструментальная сталь бывает:
- Х - хромистой;
- ХС - хромистокремнистой;
- В - вольфрамной;
- ХВГ - хромовольфрамомарганцовистой.
Из них производят плашки, метчики, длинные и короткие развертки, сверла (мелкие и крупные) и другие детали.
Быстрорежущая инструментальная сталь активно используется в производстве зенкеров и метчиков. Они содержат в себе ванадий, молибден, азот, кобальт, цирокний, титан, вольфрам и хром. Самыми распространенными марками являются Р9, Р12, Р18, Р9К5, Р18Ф2 и Р6М5. Где заглавные буквы это название химических элементов, а цифры - это их доля в сплаве.
Перед закупкой инструментальной стали необходимо тщательно ознакомиться с его маркировкой, техническими характеристиками, разновидностями и свойствами. Большинство компаний, выпускающих эти сплавы и стали прилагают таблицы с маркировками и обозначениями. Разобраться в них обычному покупателю не составит особого труда. Ознакомительный этап не займет много времени. Если его игнорировать, можно получить инструментальную сталь, непригодную к производству разных деталей, механизмов, изделий и инструментов.
Характеристики и марки инструментальных сталей
Износостойкие инструменты и детали, к прочности которых предъявляются повышенные требования, предполагают использование инструментальных сталей, имеющих ряд важных отличий от конструкционных сталей.

Круглые заготовки инструментальной стали
Сферы применения инструментальных сталей
Инструментальная сталь представляет собой сплав, содержание углерода в котором составляет не менее 0,7%. Ее структура при этом может быть доэвтектоидной, ледебуритной или заэвтектоидной. Инструментальные стали с различной структурой отличаются наличием вторичных карбидов. В сплавах с доэвтектоидной структурой вторичных карбидов нет. Между тем, в каждой из таких структур карбиды в обязательном порядке присутствуют: они образуются при эвтектоидных модификациях либо являются результатом распада мартенсита.
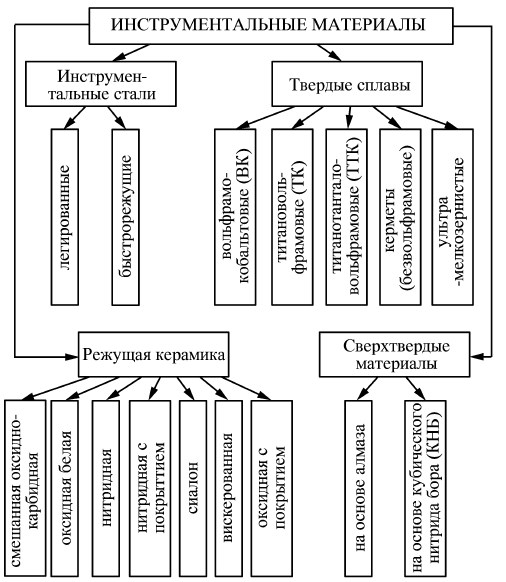
Схема-классификация инструментальных материалов
В современной промышленности инструментальные стали нашли широкое применение. Их используют для производства:
- рабочих деталей штампов, работающих по принципу холодного и горячего деформирования;
- высокоточных изделий;
- режущего инструмента;
- измерительных приборов;
- литейных прессформ, которые работают под давлением.
В зависимости от области применения инструментальных сталей к ним предъявляются определенные требования. Однако существуют общие для всех марок критерии соответствия:
- достаточный уровень вязкости (особенно актуальна эта характеристика для деталей, подвергающихся в ходе эксплуатации ударам);
- высокая прочность;
- износостойкость;
- высокий уровень твердости.
Марки сплавов, предназначенных для применения в условиях холодной деформации, должны ко всему прочему обладать гладкой рабочей частью, способностью сохранять размеры и форму, а также отличаться пределом текучести и упругости. А инструментальная сталь, пригодная для работы в условиях горячей деформации, должна обладать высокой теплопроводностью, противостоять отпуску и быть устойчивой к температурным колебаниям. Особым требованиям должны соответствовать и марки сталей, используемых для производства режущего инструмента.
Требования к инструментальным сталям
Ко всем углеродистым инструментальным сталям предъявляются такие требования, как:
- хорошая обрабатываемость методом резки металла;
- низкая чувствительность к перегреву;
- низкая восприимчивость к процессам прилипания и приваривания к обрабатываемым деталям;
- хорошая шлифуемость;
- восприимчивость к прокаливанию;
- пластичность в горячем состоянии;
- способность противостоять обезуглероживанию;
- устойчивость к образованию трещин.
Виды инструментальных сталей
Все марки сталей для производства инструментов подразделяют на 5 основных групп.
Теплостойкие и вязкие
Как правило, это за- и доэвтектоидные стали, которые содержат в своем составе молибден, вольфрам и хром. Содержание углерода в таких легированных инструментальных сталях соответствует средним и низким значениям.
Высокотвердые и вязкие, нетеплостойкие
Такие сплавы отличает низкое содержание легированных элементов и среднее — углерода. Они также характеризуются невысокой прокаливаемостью.
Высокотвердые, теплостойкие и износостойкие
К таким маркам относятся быстрорежущие легированные стали (содержание легирующих элементов в них очень велико), а также сплавы с ледебуритной структурой, содержащие в своем составе более 3% углерода.
Износостойкие, высокотвердые и средней теплостойкости
Это стали с заэвтектоидной и ледебуритной структурой, в состав которых входит 2-3% углерода и от 5 до 12% хрома.
Высокотвердые и нетеплостойкие
Состав таких инструментальных сталей с заэвтектоидной структурой либо вообще не содержит легированных элементов, либо содержит их в незначительных количествах. Уровень твердости таких сплавов обеспечивается большим количеством углерода в их составе.
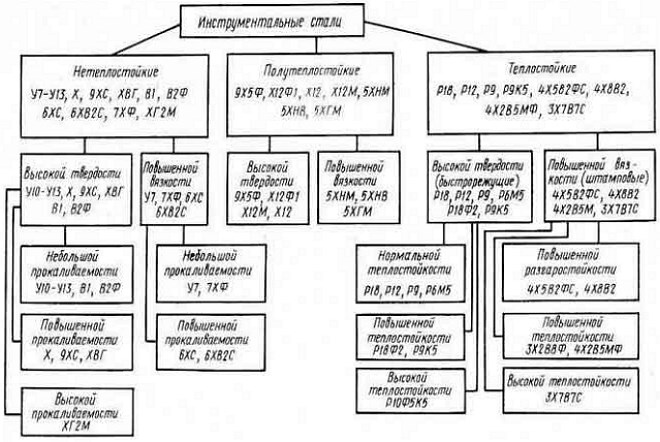
Классификация инструментальной стали в виде схемы
Важным параметром инструментальных сталей является уровень их твердости. Как правило, высокотвердые стали нежелательно применять для производства инструмента, который в процессе эксплуатации подвергается ударным нагрузкам. Объясняется это тем, что такие сплавы обладают невысокой вязкостью и значительной хрупкостью, что может привести к поломке инструмента, который из них изготовлен.
По уровню твердости можно выделить две категории инструментальных сталей:
- с высоким уровнем вязкости (содержание углерода в пределах 0,4-0,7%);
- с высокой износостойкостью и твердостью (углерода в них содержится больше: 0,7-1,5%).
Деталь гидромолота из высокотвердой стали
Классифицируют марки сталей и по степени их прокаливаемости. По данному критерию различают легированные стали с повышенной (возможный диаметр прокаливания 80-100 мм), высокой (50-80 мм) и низкой (10-25 мм) прокаливаемостью.
О маркировке инструментальных сталей
Для определения вида инструментальной стали требуется знание маркировки, которая включает в себя как буквенные, так и цифровые обозначения. Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У». Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента. Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
Маркировка инструментальной стали (на примере углеродистой) с указанием содержания дополнительных элементов
Большую категорию инструментальных сталей составляют быстрорежущие сплавы, которые обозначаются буквой «Р». После этой буквы следуют цифры, по которым можно определить содержание основного легирующего элемента для сталей данной категории — вольфрама.
Содержание остальных элементов в составе быстрорежущих легированных сталей (молибдена, ванадия и кобальта) определяется по цифрам, следующим за соответствующими буквами в их маркировке — «М», «Ф» и «К». В состав быстрорежущих сплавов в обязательном порядке входит и хром, но его количество определяют по умолчанию — не более 4%.
Очень часто маркировка инструментальных сталей начинается с цифры (к примеру, 9ХС, 9Х, 6ХГВ), которая указывает на содержание (в десятых долях) в их составе углерода, если оно не превышает 1%. В том случае, если углерода в составе сплава содержится около 1%, то цифра в начале их маркировки не ставится вообще. На содержание остальных элементов (в целых долях) указывают цифры, которые стоят в маркировке за буквами, обозначающими соответствующий легирующий элемент.
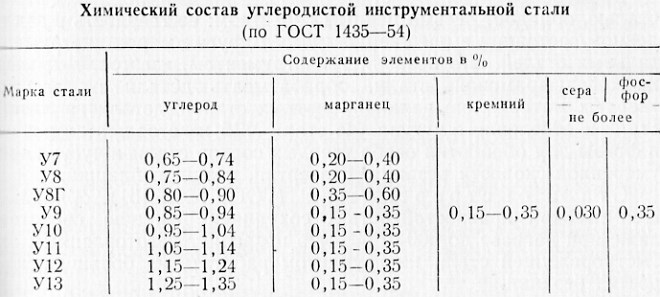
Закалка и отпуск углеродистых инструментальных сталей
В ГОСТе 1435 оговаривается как состав углеродистых сталей, так и их основные характеристики. Содержание углерода в таких сплавах (что можно определить по их марке) составляет от 0,65 до 1,35%. Для того чтобы получить оптимальную структуру и требуемую твердость, перед началом производства инструмента эти сплавы подвергают отжигу. При этом для инструментальных сталей с заэфтектоидной структурой выполняется отжиг сферодизирующего типа. Проводимая по такой технологии термообработка приводит к появлению цементита зернистой формы. А получить зерна требуемого размера позволяет скорость охлаждения, которую можно легко регулировать.

Производственный процесс закалки стали
После того, как инструмент будет изготовлен, инструментальная сталь подвергается закалке и последующему отпуску. Это дает возможность получить материал требуемой твердости. Регулировать твердость готового инструмента также достаточно легко, это достигается путем выбора определенной температуры для проведения операции отпуска.
Так, для инструментов, подвергающихся в процессе эксплуатации систематическим ударным нагрузкам, оптимальной является твердость от 56 до 58 HRC, которую получают, проводя отпуск при температуре 290 градусов Цельсия. Самые строгие требования предъявляют к твердости плашек, граверных приспособлений, напильников (62-64 единицы по шкале HRC). Достигается она при помощи выполнения отпуска при температуре от 150 до 200 градусов Цельсия.
Закалка увеличивает твердость углеродистых сталей по той причине, что именно с ее помощью удается получить оптимальную структуру сплава железа и углерода. Варианты такой структуры:
- карбиды с мартенситом;
- только мартенсит.
Изделия из металла, получаемые методом деформирования, могут обрабатываться в нагретом и холодном состоянии. Соответственно, и штампы, с помощью которых обрабатываются такие детали, бывают холодно- и горячедеформированными. Естественно, что для производства штампов разных типов требуется использование различных марок инструментальной стали.
Так, для штампов холоднодеформированного типа и небольшой толщины (до 25 мм) применяют углеродистые стали У10, У11 и У12. Твердость сплавов данных марок находится в пределах от 57 до 59 единиц по HRC, они отличаются достаточной вязкостью, хорошим уровнем сопротивления деформациям пластического характера, способностью противостоять износу в процессе эксплуатации. Для более габаритного инструмента (толщина больше 25 мм), испытывающего в процессе эксплуатации более значительные нагрузки, применяют стали с повышенным содержанием хрома (Х9, Х, Х6ВФ).

Инструментальная штамповая сталь на складе
Изделия, регулярно испытывающие в процессе своей эксплуатации ударные нагрузки, должны отличаться высокой вязкостью (например, 4ХС4 и 5ХНМ). Чтобы обеспечить выполнение этого требования, в производстве используют легированные стали, состав которых обогащен специальными элементами, а уровень содержания углерода значительно снижен. Кроме того, необходима специальная термообработка таких инструментальных сталей.
Горячедеформированные штампы в процессе своей эксплуатации подвергаются не только значительным механическим, но и термическим нагрузкам. Естественно, что к инструментальным сталям для производства этих штампов (например, 5ХНМ и 4ХСМФ) предъявляются особые требования, такие как:
Читайте также: