Как делают стальные диски
Обновлено: 19.05.2024
Колесный диск – важная деталь автомобиля, которая не только влияет на его ездовые характеристики, но и выполняет эстетическую функцию. Хорошие диски придают презентабельный вид даже недорогому авто и, наоборот, некачественные колеса скрадывают статусность премиальных марок. Современные технологии позволяют создавать диски из различных материалов и самых разнообразных форм. В статье описаны виды автомобильных дисков по материалу изготовления и особенности производства каждого типа.
Стальные диски
Стальные штампованные колеса пользуются спросом благодаря надежности, универсальности и ценовой доступности. Они идут в базовой комплектации бюджетных легковых авто и всего коммерческого транспорта, отличаются легким восстановлением в случае деформации, однако хуже других типов поддаются балансировке и из-за тяжести конструкции создают большую нагрузку на ходовую часть, увеличивая сопротивление качению.
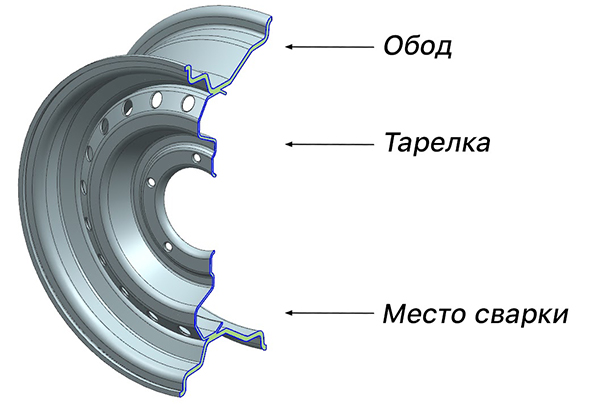
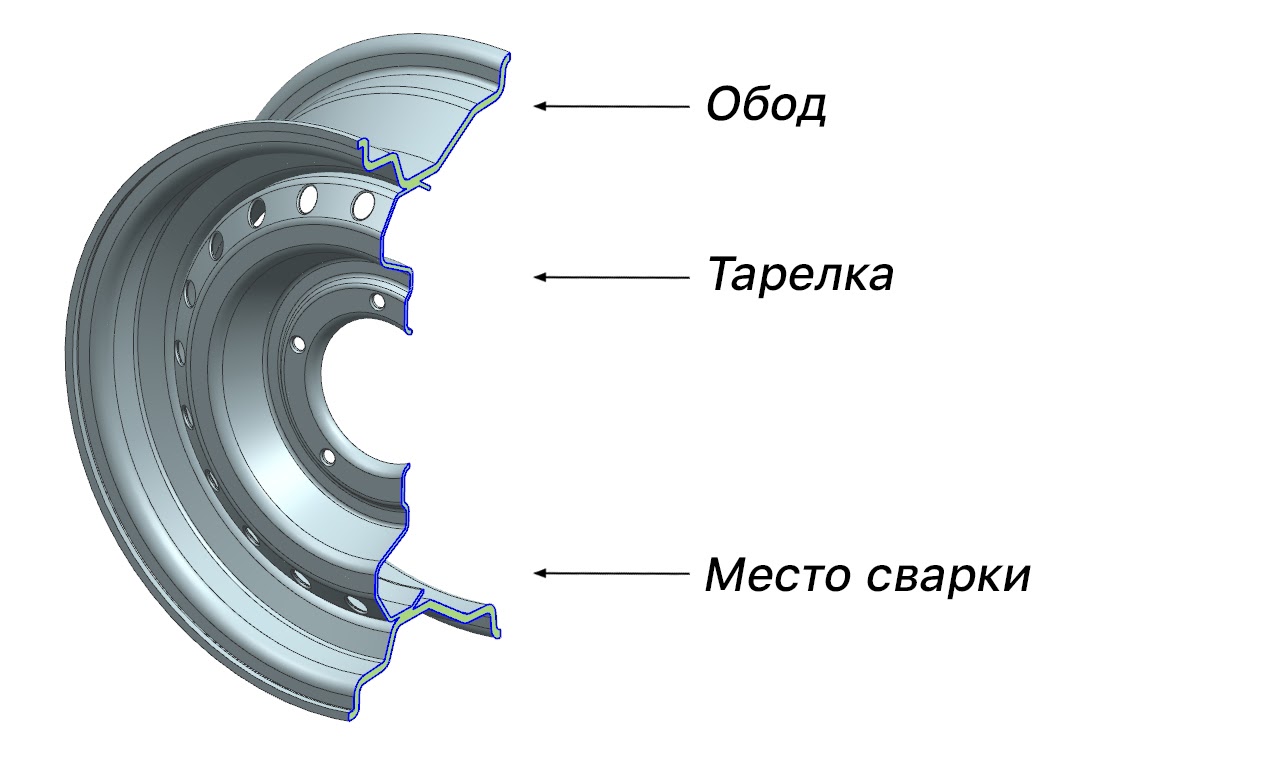
Такие диски изготавливаются из прочной, но эластичной стали путем штамповки. Стальное изделие традиционно состоит из обода (или цилиндра) и «тарелки». Будущий обод представляет плоский и длинный лист стали, который с помощью специальных валов сворачивается в круг. Место стыка сваривается и тщательно обрабатывается до гладкого состояния. Затем цилиндр кладут под пресс, где он приобретает нужную форму. Полученная конструкция шлифуется и на этом этапе готова к соединению с «тарелкой».
«Тарелка» создается под специальным прессом, где выдавливаются необходимые отверстия и ребра жесткости. Многочисленные круглые отверстия по всему периметру предотвращают нагрев колес во время движения, а небольшие центральные углубления – место крепления диска к ступице с помощью болтов и шпилек.
Затем обе детали свариваются: цилиндр нагревают горелкой, и «тарелка» опускается внутрь его и устанавливается в крепежные отсеки. На заключительном этапе просверливается отверстие для ниппеля и диск покрывается антикоррозийной краской.
Марки листовой стали для штампованных дисков
При изготовлении штампованных колес чаще всего используют низкоуглеродистую сталь. Наиболее распространенная форма такой стали – плоские листы и полосы. Материал с содержанием углерода от 0,10 до 0,25% отличается повышенной твердостью, но меньшей эластичностью в сравнении со сталями с самым низким процентом углерода (от 0,05%).
На втором месте по популярности находятся низколегированные стали (например, 10ЮА, 15ЮА, 08ГСЮТ(Ф), 07ГФЮ). Эти материалы обладают высокой прочностью за счет добавления таких элементов, как молибден, никель и хром. В легированных сталях магний и кремний содержится в большем объеме, чем в низкоуглеродистых, что также положительно влияет на технические характеристики конечной продукции.
Легкосплавные диски
Если производство штампованных дисков не вызывает вопросов из-за своей простоты, то технологии создания легкосплавных колес куда более разнообразны и сложны, поэтому и стоимость таких дисков выше стоимости стальных изделий.
По способу изготовления легкосплавные диски делятся на литые, кованые и составные. Поскольку они изготавливаются из различных сплавов, то существует классификация по преобладающему материалу (алюминиевые, магниевые или титановые).
Литые диски
Диски, изготовленные из легких сплавов по технологии литья, выгодно отличаются от штампованных меньшим весом, высокой прочностью и устойчивостью к коррозии. Однако из-за зернистой структуры в случае сильного удара литое изделие покрывается микротрещинами, что требует сложного и затратного ремонта, в то время как стальной диск при ударе не трескается, а гнется, поэтому легко восстанавливается на специальном оборудовании.

Алюминиевые диски – самый распространенный тип. Большинство производителей делают литые диски из алюминия с добавлением других металлов. Так, для бюджетных моделей в качестве добавки чаще используют кремний (к примеру, g-AlSi10/11 или g-AlSi7), для более дорогих вариантов – магний или титан.
Литые диски из сплавов с магнием в основе не так популярны из-за невысокой пластичности и подверженности коррозии, однако эти колеса в сравнении с алюминиевыми имеют еще меньший вес (плотность магния составляет 1,7 г/см3, алюминия – 2,7 г/см3) и более высокие прочностные характеристики.
Технологии производства литых дисков
Различают два типа литья: гравитационное и с противодавлением . Первый способ подразумевает заливку алюминиевого сплава в специальную форму при естественном атмосферном давлении. Полученная заготовка имеет равномерную мелкозернистую структуру с оптимальными показателями твердости. Диски, созданные по технологии литья под низким давлением, обладают на 10-15% лучшей прочностью и эластичностью, что положительно влияет на последующую обработку и характеристики колес на выходе.
Метод литья с противодавлением основан на использовании давления газов. Этот способ изготовления повышает плотность состава и, как следствие, улучшает качество дисков и снижает процент брака. Также при таком подходе сокращается время создания заготовки.
Следующий обязательный этап – тестирование. Здесь на специальном оборудовании изделие проверяют на пустоты и микротрещины, и в случае обнаружения недочета отправляют на переплавку. Далее будущий диск обтачивается на фрезерном станке и еще раз проверяется на брак.
На заключительной стадии литые диски полируют или матируют в зависимости от выбранного дизайна. В качестве антикоррозийной защиты используют порошковые краски, и после контрольной проверки изделие готово к продаже.
Кованые диски
Кованые колесные диски из-за сложности изготовления и высоких технических характеристик могут стоить в несколько раз дороже литых. Такие колеса выбирают для тюнинга владельцы элитных авто, чтобы подчеркнуть их премиальность. Благодаря особым технологиям кованый диск на 20-30% легче литого аналога и превосходит его по параметрам прочности и эластичности. Недостаток кованых колес кроется в трудоемкости производства и, как следствие, высокой стоимости.
Материалы, используемые для создания кованых моделей, схожи с теми, которые применяют при изготовлении литых. Чаще это смесь алюминия с легирующими компонентами : магний, медь, кремний и другие. Полученный сплав заливается в цилиндры определенного размера, которые после застывания делятся на отрезки нужной ширины. Эти заготовки проходят несколько сложных этапов закалки и штамповки на прессе, на каждом из которых формируются необходимые физические свойства будущего диска. Под воздействием пресса материал приобретает волокнисто-мелкозернистую структуру, где не остается никаких пустот и пузырьков.
После закалки и штамповки идет этап искусственного «состаривания» для выравнивания структуры металла. Далее из партии кованых дисков рандомно выбирают несколько экземпляров, которые тестируют на скрытые дефекты, и если таковых не выявлено, то вся партия отправляется в токарный цех. Здесь просверливаются крепежные и посадочные отверстия и создается дизайн.
Титановые диски , будучи разновидностью легкосплавных, изготавливаются методом горячей объемной ковки. Титан – это сверхпрочный материал, который активно используется в авиапромышленности, отличается устойчивостью к высоким нагрузкам, большим температурам и к коррозии. Колеса из сплава с титаном в основе не получили широкого распространения из-за дороговизны и сложности обработки, однако по техническим параметрам они в разы превосходят стальные и алюминиевые изделия и обладают практически неограниченным сроком службы.
Как делают литые диски
Сейчас уже никого не удивишь литыми дисками на автомобиле. А ведь несколько десятков лет это была роскошь. Они были очень дорогие, и не каждый мог себе их позволить. Но прогресс не стоит на месте и постепенно такие изделия заполонили все и вся. Да и как мне кажется, они даже начали теснить обычные «штамповки» (вот в этой статье выбирали какие лучше). Но вот как их делают, многие не знают. Сегодняшняя наша статья откроет вам этот секрет…

Литые диски теснят обычные из-за того, что они более эстетичные (красивые), легкие (что благоприятно сказывается, на расход и нагрузку на подвеску автомобиля), а также их существует тысячи разных форм и цветов. А теперь собственно о самом производстве.
Из названия понятно, что они — льются. Обычно из сплава алюминия и магния. Именно сплав этих материалов, делает диск наиболее прочным к механическим повреждениям. Раньше делались только из алюминия, такие варианты были не очень прочными, поэтому они часто ломались (лопались), что отрицательно сказывалось на их репутации. Из-за того что делались из сплава алюминия, во многих странах их так и называли — «алюминиевые». Однако затем чтобы придать жесткости и устойчивости к повреждениям в сплав алюминия стали добавлять магний. Это придало надежность, теперь чтобы сломать современный диск, нужно постараться. Однако и тут найдутся профессионалы!Итак, сам процесс производства — начинается с болванок металла (алюминия и магния) в нужной пропорции. Которые, закладываются в печь и разогреваются до 600 — 700 градусов.

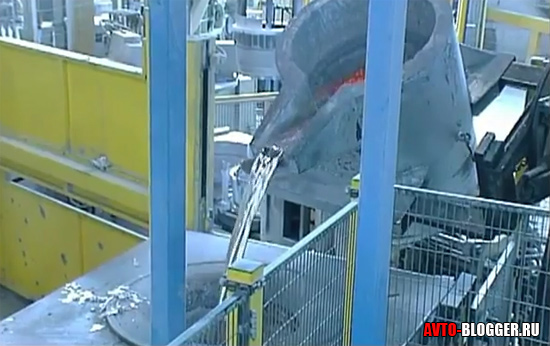
Разогретый сплав до 600 градусов
При такой температуре металл расплавляется. И его заливают в специальные подготовленные формы, которые уже имеют вид законченного изделия, однако это еще не обработанная болванка, после этого охлаждают в воде, что придает ему жесткость.

Алюминий льют в формы
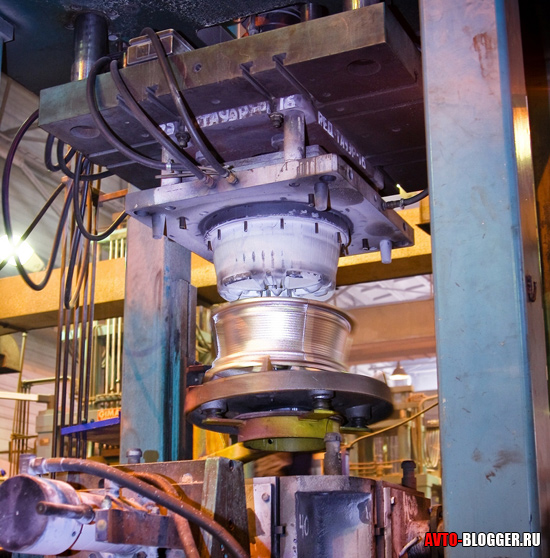
почти законченная форма
Но чтобы он получил окончательную жесткость нужно его несколько раз нагреть, а потом остудить, происходит это при температурах в 150 – 200 градусов. Причем тут диск охлаждают уже на воздухе.
Следующий этап — это «обточка». Литую закаленную болванку, нужно обточить и обработать до формы с правильными динамическими показателями.

Болванку закрепляют на специальном стенде, где по ней гуляют специальные фрезы, которые гуляют по форме, снимая фреску. После такой обработки диск готов к употреблению. Его упаковывают и поставляют в магазины и автосалоны.
Нужно заметить, что такое производство является практически безотходным, та стружка которая была снята с диска, может быть по новой переплавлена и использована в производстве других партий.
А сейчас небольшой фильм, в котором подробно рассказывается о производстве, буквально пять минут вашего времени.
Литые или штампованные диски. Плюсы и минусы
Качество и тип диска влияют на ездовые характеристики автомобиля. Легкосплавные литые диски за счет небольшого веса способны экономить до 0,5 л топлива на 100 км, а устойчивость к сколам и трещинам стальных моделей сохраняет безопасность автомобиля даже в плохих дорожных условиях.
Штампованные диски
Штампованные диски пользуются большим спросом у автовладельцев, и причина кроется в доступной цене. Штамповки стоят в 2-3 раза дешевле самых бюджетных литых моделей .
Технология их производства включает три этапа:
Специальным прессом создается обод и металлическая тарелка, которая выгибается внутрь. Такая форма усиливает прочностные характеристики диска.
Оба фрагмента крепятся друг к другу путем сварки.
Готовое изделие покрывается специальной краской, надежно защищающей от коррозии.
С учетом доступности используемых материалов и простоты производства становится понятно, почему штампованные диски стоят так дешево. Высокая пластичность штампованных дисков дает им некоторое премущество перед литыми моделями: при ударе колеса не трескаются, а деформируются и легко поддаются ремонту. Диски принимают на себя часть нагрузки, защищают от повреждения элементы подвески и другие детали.
Штампованные диски хоть и уступают литым моделям в техничности и красоте, но также имеют немало цветовых вариантов.

Литые диски
До 2010 года литые диски считались роскошью, потому что технология производства основывалась на сложном процессе литья.
Детали легкосплавного диска создаются из нескольких разновидностей алюминия с добавлением магния. Такая смесь повышает прочность изделия, а благодаря температуре плавки в 700 градусов металл способен переносить резкие перепады температуры. Болванка проходит еще 10 циклов нагревания и охлаждения при температуре в 150-200 градусов для последующей закалки.
Завершает этап создания диска шлифовка и покрытие специальным защитным лаком. Болванку крепят на производственном стенде, а специальные фрезы создают форму с правильными динамическими показателями. Защитное покрытие препятствует образованию коррозии и предотвращает появление царапин.

Шлифовка литого диска
Производство литого диска не оставляет отходов. Металлическая стружка, которая образуется в результате обточки, снова отправляется на переплавку и входит в состав моделей из других партий. В отличие от штампованных дисков, литая модель не деформируется при сильном ударе.
Сравнение литых и штампованных дисков
Каждый тип дисков имеет свои преимущества и недостатки.
Плюсы и минусы штампованных дисков
Плюсы
Бюджетная стоимость. Цена штампованных моделей ниже в 2-3 раза. Для некоторых водителей этот критерий становится решающим при покупке.
Легкость восстановления. Штампованные диски легче поддаются починке, так как сталь чаще гнется, чем трескается. При ударе часть энергии поглощается диском, что защищает подвеску от повреждений.
Стоимость починки. Цена починки деформированного стального диска также обойдется дешевле на 800-1000 рублей.
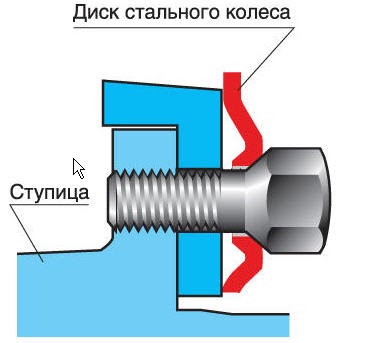
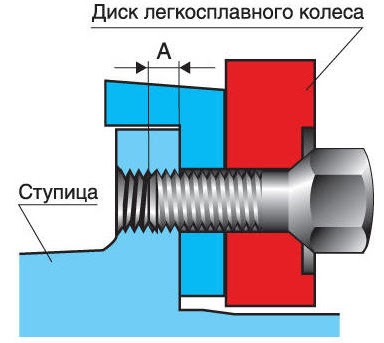
Универсальные болты. Крепления штампованных дисков взаимозаменяемы, так как создаются с фиксированным размером и формой.
Минусы
Внешний вид. У штамповок неширокий ассортимент дизайна и цветов. Установка декоративных колпаков не решает проблему из-за их частой потери на дороге, а постоянная замена невыгодна из-за стоимости в 1500-2000 рублей.
Ржавчина. Металл подвержен интенсивной коррозии, а специальная краска не гарантирует 100% защиту. Срок службы стальных дисков на 30% меньше , чем у литых.
Вес и балансировка. Сталь тяжелее алюминиевого сплава, и чем выше вес колеса, тем больше топлива расходуется в пути. К тому же штампованные диски хуже поддаются балансировке.
Не приспособлены для больших скоростей. На скорости 80 км/ч снижается способность колеса держать дорогу. Большой вес таких дисков отрицательно сказывается на управляемости автомобиля.
Плюсы и минусы литых дисков
Плюсы
Внешний вид. Многообрази е форм и эстетичный дизайн литых дисков улучшают внешний вид автомобиля.
Вес и балансировка. Литые диски на 20% легче , чем стальные, а значит способны лучше экономить топливо. Б лагодаря жесткой структуре сплава б алансировка таких дисков нужна только в редких случаях .
Держат дорогу. Авто на литых дисках отличается повышенной маневренностью. Колеса мгновенно отвечают на усилие руля и комфортно чувствуют себя на скорости 100+ км/ч.
Минусы
Ремонтопригодность. Литые диски при повреждении имеют свойство покрываться трещинами или вовсе лопаться, и после ремонта могут ухудшиться их ездовые параметры.
Цена диска и стоимость обслуживания. Помимо разницы в цене, литые диски сложнее обслуживать. Установка покрышек, балансировка и другие услуги автомастерской стоят примерно в 1,5 раза дороже , чем для штамповки.
Грузоподъемность. Алюминиевый сплав плохо переносит продолжительные высокие нагрузки, что затрудняет установку литых колес на грузовой и коммерческий транспорт.
Разные болты. На литых моделях используются только «родные» болты, что создает проблемы при поиске замены.
Разбираемся с ценами
При анализе цен на диски, обратите внимание на ценовой сегмент и бренд. Среди литых моделей наблюдается широкий разброс цен. Это обусловлено большим количеством премиальных брендов на рынке, а также рядом особенностей (например, наличием хромирования).
Цена литых дисков стартует от 1600 рублей за комплект для рядового китайского производителя Racing Wheels . Стоимость же премиальных моделей доходит до 45 000 рублей (например, итальянские литые диски OZ Racing).
Бюджетный вариант китайских штампованных дисков компании Trebl выйдет в минимальную сумму 828 рубля , а OFF-ROAD Wheels будут стоить уже от 2 755 рублей.
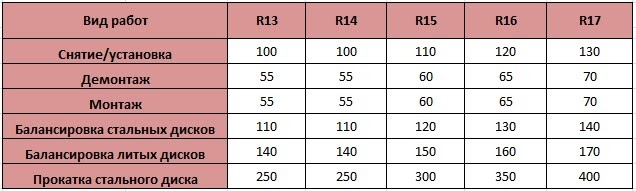
Стоимость восстановления дисков зависит не только от типа, но и от размера, но в среднем цена починки литого диска в 2-3 раза выше штамповки.

Стоимость установки и демонтажа также отличается в зависимости от диаметра и типа модели. Обслуживание и ремонт литых колес также превышает стоимость починки штамповок.
Что в итоге
Литые модели - это идеальный выбор для легкового транспорта в городских условиях . Они легкие, эстетичные, лучше сбалансированы и адаптированы к разным скоростным режимам.
Штамповки подойдут для комплектации грузовых и коммерческих авто, а также для заездов по пересеченной местности.
Диски дискам — рознь…

СТАЛЬНЫЕ ШТАМПОВАННЫЕ КОЛЕСА
Наиболее широкое распространение получили штампованные стальные диски. Конструкционно они состоят из самого диска (тарелки) и обода. Диск (тарелку) штампуют из листовой стали по специальному профилю для увеличения жесткости. Обод колеса также штампуют из стали. Обе составляющие соединяют между собой при помощи точечной контактной сварки. После этого на поверхность наносят защитное покрытие (эмаль, порошковое покрытие…).
Плюсы стальной штамповки
Стальными дисками комплектуются большинство автомобилей, сходящих с конвейеров во всем мире. Секрет такой популярности, как всегда, тривиален, и заключается в их дешевизне и простоте изготовления. Но на этом преимущества штампованных дисков не заканчиваются: даже при очень сильном ударе они не разрушаются, а мнутся, что способствует повышению безопасности транспортного средства, не говоря уже о возможности восстановления деформированного колеса. Кроме того, давайте вспомним физику, а именно тот факт, что для деформации какого-либо материала необходимо затратить определенную долю энергии. Так вот, если на колесо автомобиля действует ударная нагрузка, то стальной пластичный диск, деформируясь, принимает на себя значительную часть энергии удара, в то время как детали подвески и рулевого управления получают минимальные повреждения.
Минусы стальной штамповки
Внешне такие диски совсем не претендуют на оригинальность, поэтому их закрывают специальными колпаками. Конечно, если автомобиль рабочий и используется для перевозки грузов в труднодоступные районы, эти диски для него. Но, если у Вас красивый автомобиль, который служит Вам не только, как транспортное средство, но и укрепляет Ваш имидж, стальная штамповка будет все портить . Главным недостатком стального диска является его сравнительно большой вес, что отрицательно сказывается на эксплуатационных характеристиках автомобиля. Для уменьшения веса необходимо уменьшать толщину стенок диска, что недопустимо по условию сохранения достаточного сопротивления деформации (т. е. по условию прочности). Еще одним минусом является слабая сопротивляемость материала диска коррозии, которая быстро прогрессирует при разрушении защитного покрытия
КОВАНЫЕ КОЛЕСНЫЕ ДИСКИ
Вторым методом производства легкосплавных дисков является ковка, или, как говорят специалисты, горячая объемная штамповка. Поэтому и кованые диски часто называют штампованными (не путать со стальными штампованными).
Плюсы кованых дисков:
При ковке достигается прочность выше, чем при литье, поскольку происходит измельчение зерен, их деформация и вытягивание в нужном направлении — в результате структура металла становиться волокнистой. За счет этого возможно уменьшение толщины стенок кованого диска примерно на 20 % по сравнению с литым. Высокая прочность материала дисков обеспечивает им хорошие весовые характеристики: масса кованого диска на 30-50 % меньше массы стального и на 20-30 % аналогичного литого. Благодаря высокой пластичности такой диск не разрушается после сильного удара, а деформируется на подобие стального. Штампованные магниевые диски обладают хорошей коррозионной стойкостью, а алюминиевые и вовсе можно использовать без лакокрасочного покрытия. В общем, кованый диск вобрал в себя все преимущества литого и стального штампованного собратьев, при этом избавившись от их недостатков.
Минусы кованых дисков:
Существенным недостатком является очень низкий коэффициент использования материала, составляющий 30-40 %, что значительно увеличивает стоимость изделия.
Технология производства кованых дисков:
Исходную заготовку разогревают до температуры, при которой сплав приобретает наиболее высокую пластичность (порядка 400-470 °C), затем разогретая чушка под действием пресса вминается в специальную форму, и на выходе получается некое подобие колеса — поковка. Изготовляемые таким методом диски могут проходить термическую обработку, а могут и не проходить. Все определяется составом сплава. Часто механические характеристики дисков, прошедших термическую обработку, и без таковой, изготовленные из разных сплавов, практически не отличаются. Если термическая обработка производится, то она включает закалку с последующим старением. После поковка отправляется на механическую обработку, затем осуществляется нанесение декоративных покрытий. Такая технология изготовления позволяет получить диски, материал которых имеет прочность сопоставимую со сталью, и пластичность ниже всего на 20-30 %. При производстве кованых дисков широко применяются сплавы на основе алюминия и магния.
ЛИТЫЕ КОЛЕСНЫЕ ДИСКИ
Легкосплавные диски подразделяются в зависимости от технологического процесса изготовления на литые и кованые. В зависимости от используемых материалов — на алюминиевые и магниевые. Хотя, в свое время, были попытки изготовить диски из титановых сплавов. Для последних характерна высокая прочность, хорошая пластичность в сочетании с высокой коррозионной стойкостью. Однако из-за сложности в производстве и высокой цены титановые диски не получили распространения. Подавляющее большинство легкосплавных дисков (примерно 95 %) изготовляются методом литья.
Плюсы литых дисков:
Главное достоинство этого метода заключается в высоком коэффициенте использования материала, что снижает себестоимость производства и является определяющим фактором при формировании цены. Легкость сплавов является основным их преимуществом, т. к. в этом случае снижается масса неподрессоренных частей автомобиля. Из-за этого при движении по неровностям дороги на кузов воздействуют меньшие ударные нагрузки, а значит, улучшается такое эксплуатационное свойство автомобиля, как плавность хода. При этом также улучшаются условия работы подвески: упругие и демпфирующие элементы воспринимают меньшие нагрузки, тем самым увеличивается срок их службы. Облегченные колеса быстрее восстанавливают контакт с поверхностью дороги при наезде на препятствие, что повышает устойчивость и управляемость автомобиля на больших скоростях. Уменьшение массы колеса положительно сказывается на динамике автомобиля, т. к. для разгона и торможения менее инерционного колеса требуется меньшее усилие, что в конечном итоге приводит к увеличению срока службы двигателя, трансмиссии и тормозной системы, а также к уменьшению расхода топлива. В общем, малый вес серьезное преимущество литых алюминиевых дисков, но не единственное. Существенным плюсом таких дисков также является их привлекательная внешность и многообразие вариантов исполнения. Некоторые компании представляют сегодня на рынке более 100 дизайнов литых дисков для любого типа автомобилей.
Минусы литых дисков:
Существенным недостатком является получение отливки, металл которой обладает свободной ненаправленной кристаллической структурой, что снижает прочность диска. Поэтому для сохранения прочностных характеристик диска толщину его стенок приходится увеличивать. В связи с высокими требованиями к качеству продукции не все способы литья можно применять при производстве колесных дисков. Основными здесь являются способы литья под низким давлением или с противодавлением. Эти методы обеспечивают повышенные прочностные характеристики при изготовлении объемных тонкостенных деталей.
Технология производства литых дисков:
Расплавленный сплав заливают в специальные формы, где он остывает, затем полученные заготовки проходят термическую обработку. Она включает нагрев отливки выше температуры фазового превращения (500-550 °C), выдержку при этой температуре с последующим достаточно быстрым охлаждением в водной среде. В результате закалки получают структурно неустойчивое состояние сплава. Для приближения сплава к структурному равновесию отливки проходят искусственный процесс старения, заключающийся в их нагреве ниже температуры фазового превращения (150-220 °C) и выдержке при этой температуре в течение некоторого времени (3-9 часов) с последующим охлаждением на воздухе. На следующем этапе производства отливки проходят механическую обработку, затем нанесение защитных покрытий. Прочность литейных сплавов, так же как их пластичность, после такой обработки меньше, чем у обычной конструкционной стали. Причем, если прочность ниже на 30-40 %, то пластичность ниже в 4-5 раз.
Читайте также: