Как гнуть пружинную сталь
Обновлено: 28.04.2024
Гибку металла и придание ему определенной формы может облегчить использование шаблонов, стержневых форм, гибочных штампов и приспособлений. Гибка большого количества металлических прутков для придания им определенной формы возможна только в специально сконструированных и изготовленных для этой цели штампах и гибочном оборудовании.
Рис. 1.5.9. Гибочное приспособление для труб.
Проволока гнется под определенным радиусом или по окружности круглозубцами, а при гибке под небольшим углом – плоскогубцами; при сложной гибке могут одновременно использоваться круглозубцы и плоскогубцы. В ряде случаев при гибке проволоки используются тиски.
Гибку труб можно производить горячим или холодным способом с использованием специальных шаблонов или роликов при помощи гибочных приспособлений (рис.1.5.9) или трубогибочных машин.
Толстостенные трубы диаметром не более 25 мм и радиусом гибки свыше 30 мм можно гнуть в холодном состоянии без заполнения их сухим мелким песком, свинцом, канифолью и не вставляя в них винтовую пружину. Трубы больших диаметров (в зависимости от толщины стенки и марки металла, из которого изготовлена данная труба) гнутся, как правило, с подогревом места гиба и наполнением трубы соответствующим материалом. При этом концы трубы заглушают пробками, что уменьшает возможность ее поломки или сплющивания при гибке. Трубы со швом следует гнуть в таком положении, чтобы действующее гибочное усилие прилагалось в плоскости, перпендикулярной шву.
Развальцовка труб - это диаметральная раздача наружу торцов труб с целью получения плотного и прочного прессового соединения торцов труб с отверстиями, в которые они вставлены. Применяется при изготовлении котлов, цистерн и др. Развальцовка выполняется в основном ручным развальцовочным роликовым инструментом или коническими дорнами.
Пружина - это деталь, которая под действием внешних сил упруго деформируется, а после прекращения действия этих сил возвращается в первоначальное состояние. Пружины используются в разных машинах, приспособлениях, станках и оборудовании.
Пружины классифицируют по форме, условиям работы, виду нагрузки, виду натяжения и т. д. По форме пружины делятся на плоские, винтовые (цилиндрические, фасонные, телескопические) и конусные. По виду нагружения они подразделяются на пружины растяжения, кручения и сжатия. Пружины изготавливают с правой или левой навивкой, спиральные тарельчатые, гнутые, плоские, фигурные и кольцевые (рис. 1.5.10).
Пружина должна поддерживать в определенном положении детали или сборочные единицы машин, ликвидировать или успокаивать колебания, а также воспринимать энергию детали или узла машины в движении, давать возможность упруго подвесить детали машин или противодействовать определенной силе Пружина выполняет также роль индикатора определенной силы.
Пружины изготавливают из пружинной или рессорной стали. Это может быть высокоуглеродистая сталь или легированная пружинная и рессорная сталь с добавлением марганца, хрома, вольфрама, ванадия, кремния. Химический состав пружинной и рессорной стали, условия термической обработки, а также механические свойства определяются соответствующими ГОСТ и техническими условиями.
Рисунок 1.5.10. Пружины: а - плоская; б - винтовая цилиндрическая; в - спиральная; г - тарельчатая; д - гнутая; е - кольцевая.
Пружины изготавливают вручную или машинным способом. Одним из самых простых ручных способов является изготовление пружин в тисках с помощью круглого стержня с рукояткой диаметром, несколько меньшим внутреннего диаметра пружины, и специальных деревянных щек, вложенных между губками щек тисков. Винтовые пружины можно навивать также на сверлильном, токарном или специальном навивочном станках.
Рисунок 1.5.11. Навивка винтовой пружины в тисках вручную.
Длина проволоки круглого сечения, необходимая для навивки винтовой пружины, определяется по формуле:
L = πDcpn,
где L – полная длина проволоки;
Dcp – средний диаметр витков пружины (равен внутреннему диаметру плюс диаметр проволоки); n – число витков.
Схема гибки.
Простейшей разновидностью ручной гибки является гибка в тисках. Гибку выполняют после вырезки, опиливания и др. Гибка в тисках применяется в единичном и мелкосерийном производстве при изготовлении мелких деталей.
На рис. 1.5.12 показана схема гибки двойного угольника в слесарных тисках. Подготовленную к гибке заготовку 2 зажимают в тисках 4 между нагубниками 1 и загибают первую полку угольника, затем заменяют один нагубник бруском-подкладкой 3 и загибают вторую полку. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы.

Рис. 1.5.12 Схема гибки двойного угольника в слесарных тисках.
Гибочные оправки обычно состоят из двух половин - собственно оправки 1 и прижима 2, взаимно фиксируемых штифтами 3. Это позволяет зажимать заготовку 4 между двумя поверхностями, что предохраняет ее от повреждения в тисках. Заготовка, заложенная между половинами оправки, зажимается в тисках и изгибается ударами молотка. Фиксация заготовки в оправке осуществляется по инструментальным отверстиям (ИО) или по контуру.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Особенности гибки деталей и упругих материалов, гибка и навивание пружин.


Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Простой способ делать любые пружины

Во многих механизмах используется нестандартная пружина, которую в случае износа невозможно заменить по причине отсутствия в продаже. В таком случае ее можно сделать своими руками, не тратя время на поиски схожих аналогов, требующих обрезки.
Инструменты и материалы:
- дверная пружина;
- газовая горелка;
- плоскогубцы;
- отвертка;
- машинное масло;
- прут или болт соответствующий диаметру необходимой пружины.
Изготовление нестандартной пружины
Для работы потребуется проволока из специализированной стали 65Г или подобной. В качестве ее источника можно использовать отрезок от обычной дверной пружины, поскольку она продается в любом хозяйственном и строительном магазине.

Чтобы ее размотать, нужно провести отжиг стали, сделав ее гибкой. Для этого она разогревается до темно-красного цвета газовой горелкой, паяльной лампой или в горне, после чего оставляется остывать на воздухе.



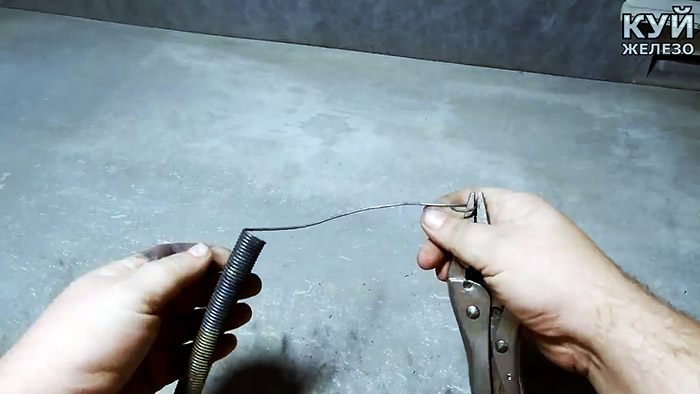
После этого берется оправка соответствующая внутреннему диаметру нестандартной пружины, которую нужно сделать, и на нее наматывается проволока вплотную виток к витку. Намотка делается внатяжку, чтобы заготовка получила правильную цилиндрическую форму.



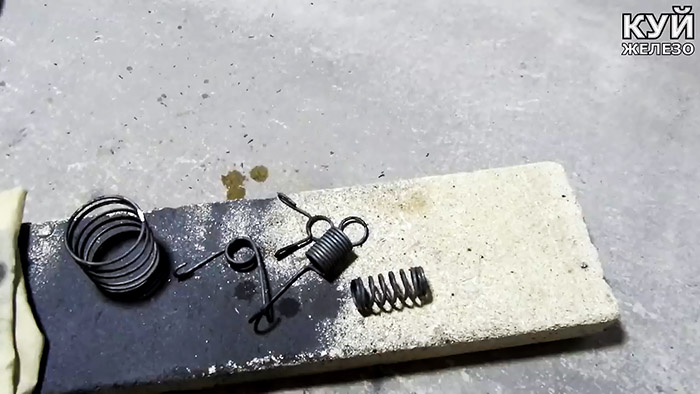
После намотки пружина снимается с оправки. Если она должна работать на растяжение, то на ее концах делаются проушины. Когда же нужна пружина сжатия, то следует развести витки. Для этого между ними заводится отвертка, и с ее помощью создается необходимое расстояние. У прижимной пружины первые и последние витки должны быть плотными, а центр иметь разводку. В таком случае она будет работать в правильном направлении, не норовя соскочить в сторону. Когда заготовка приобретет необходимую форму, ее можно обрезать.
Далее стали нужно вернуть упругость. Для этого она разогревается до темно-красного цвета и быстро опускается в масло. После закалки металл становится твердым.


Закаленная пружина хрупкая. Чтобы она получила оптимальный баланс между твердостью и эластичностью, требуется высокий отпуск. Для этого заготовка разогревается до температуры 400-500 градусов Цельсия. Определить, что она раскалена достаточно можно по цвету. Сначала пружина станет светло-василькового цвета, а потом светло-серой, что и сигнализирует о достижении нужной температуры. После разогрева она охлаждается на воздухе.

Сделанная таким способом пружина получается жесткой и упругой. Соблюдение предложенных ориентиров при отжиге, закалке и отпуске позволят практически воссоздать заводскую технологию производства. Благодаря этому самодельная пружина ничем не уступает покупным изделиям.

Смотрите видео
Как ровно согнуть стальной лист без листогиба
Во время изготовления изделий из металлического листа бывает острая необходимость ровно согнуть лист по заданным размерам. С листогибом работы намного упрощаются, но такое приспособление имеют не все мастера. Существует простой способ сделать это и без специальных приспособлений и инструмента.

Что надо иметь
Понадобятся измерительные инструменты, болгарка с камнями толщиной 1 мм и 2 мм. Для техники безопасности требуется иметь специальные очки. Гнуть будем листовую сталь толщиной 2 мм, размеры подбираются в зависимости от чистой длины и ширины с учетом величины подгибов. Гнуть надо на любом ровном профиле металлическим молотком.

Технология загиба листового металла на примере

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.

Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.




Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.

Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.

Заключение
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Как гнуть пружинную сталь
Как гнуть рессору или разгибать пружину, чтобы она не потеряла своих пружинных свойств и не стала ломкой? Собственно интересует цвет стали(ибо сам процес будет проходить в обычной кузне) при которой надо гнуть и как потом ее остужать? Калить или отпускать?
Рессора от москвича. Хочу сделать новые плечи для арбалета. Знаю про разрыв и то, что после этого дантистом не отделаешся. Все учтено и продумано(то биш конструкция не позволяет долететь плечу до стрелка в случае чего). До этого использовал прямые плечи из анологичной рессоры(аля как у арбалета из half-lifе 2). Теперь хочу сделать под классику, вот только столкнулся с этой маленькой проблемой.
отпустить, обработать, отжечь - нормализировать. Температурный режим для 65той - в любом учебнике - кажись в помощи начинающим тож есть ссыль.
Калить после манипуляций рессору однозначно придется. Но москвичевская это не 65Г точно. В лучшем случае 40Г - 45Г.
выпиливаеш болгаркой плечи ей же зачищаеш ржавчину подогреваеш до синего цвета побежалости и аккуратно гнеш в тисках
quote: Originally posted by orm2006:
выпиливаеш болгаркой плечи ей же зачищаеш ржавчину подогреваеш до синего цвета побежалости и аккуратно гнеш в тисках
Если закаленную пружину гнуть с остаточной деформацией, она уже так как раньше пружинить не будет, так что Антон прав.
ну не знаю я их наоборот выпрямлял разницы особой не заметил-)у них закалка не очень могучая ибез отпуска гнутся будь здоров-)пружинат они вомногом ещё от формы. если
то масквичовскую в мусор камазовкая это оно, ковка,закалка и тд
я как проще говорил, самому легче отковать чем отпилить-)
Смотря какая форма нужна. Если нужно выпрямить или наоборот в дугу согнуть то ничего не надо калить отпускать - проковывается на холодную с нужной стороны. Таким способом восстанавливается форма рессоры. Делал сам несколько раз.
После отпуска она годна только как макет, после пары выстрелов начинала сгибаться, пробовал калить слегка, ломается. Две сломал и бросил эту затею, ложе так и валяется.
quote: После отпуска она годна только как макет, после пары выстрелов начинала сгибаться, пробовал калить слегка, ломается. Две сломал и бросил эту затею, ложе так и валяется.
quote: Originally posted by диверсант:
После отпуска она годна только как макет, после пары выстрелов начинала сгибаться, пробовал калить слегка, ломается. Две сломал и бросил эту затею, ложе так и валяется.
попробуте оставить прямые плечи Я остался даволен.
Они длинные у вас вышли, Ролики ставили. Я думаю нормальные отковать потолще из 65г сварку надо как то сделать, у меня печь короткая, а делать толстую и вытягивать молота нет.
Раз зашёл разговор про рессоры ,то вопрос про неё родимую . Рессора(хоженая)от MANа(немец) , уже отковали , отожгли . Кто знает состав стали ? Тех. карта ТМО ? Стоит-ли заморачиваться по поводу ножа ? С уважением .
Нож можно сделать, сталь пружинная углерод от 0.40 до 0.70 примерно так, закалка магнитом не ошибетесь.
quote: Originally posted by диверсант:
Нож можно сделать, сталь пружинная углерод от 0.40 до 0.70 примерно так, закалка магнитом не ошибетесь.
Нельзя . Температура не совпадает . Закалка ШХ- примерно 840 град. А магнитные свойства теряет при 700 с чем-то. Уже не раз ооб этом говорили.
Магнитные свойства при 770 разница в 70 градусов неужели нельзя ориентироваться от этого, это еще 2-5 минут в горне, пружинные тоже не все 770 калят.
Смотря какой поддув, за это время при соответствующем поддуве можно заготовку, в процессе ковки, и прогреть и перегреть. ИМХО, тут только приспосабливаться надо.
Читайте также: