Как классифицируются стальные покрытые электроды
Обновлено: 30.04.2024
Выбирая электроды конкретной марки, мы помним, что их характеристики во многом определяются видом покрытия. Покрытие бывает в основном четырех видов: кислым, рутиловым, основным, целлюлозным и смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды. В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
Как классифицируются стальные покрытые электроды

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ КОНСТРУКЦИОННЫХ И ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Metal covered electrodes for manual arc welding of structural and heat-resistant steels. Types
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 марта 1975 г. N 780 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ИЗДАНИЕ (февраль 2005 г.) с Изменением N 1, утвержденным в августе 1988 г. (ИУС 12-88).
ПЕРЕИЗДАНИЕ (по состоянию на май 2008 г.)
1. Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
2. Электроды должны изготавливаться следующих типов:
Э38, Э42, Э46 и Э50 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм;
Э42А, Э46А и Э50А - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм;
Э70, Э85, Э100, Э125, Э150 - для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х3М1БФ, Э-10Х5МФ - для сварки легированных теплоустойчивых сталей.
3. Химический состав металла, наплавленного электродами для сварки конструкционных сталей, должен соответствовать требованиям технических условий или паспортов на электроды конкретных марок. При этом содержание серы и фосфора в наплавленном металле не должно превышать указанного в табл.1.
(Измененная редакция, Изм. N 1).
4. Механические свойства металла шва, наплавленного металла и сварного соединения, выполненных электродами для сварки конструкционных сталей, должны соответствовать нормам, приведенным в табл.1.
Механические свойства при нормальной температуре
Содержание в наплавленном металле, %
металла шва или наплавленного металла
сварного соединения, выполненного электродами диаметром менее 3 мм
Временное сопротив- ление разрыву , кгс/мм
Ударная вязкость
, кгс·м/см
Временное сопротивление разрыву , кгс/мм
Угол загиба, град.
1. Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные в таблице значения механических свойств установлены для металла шва, наплавленного металла и сварного соединения в состоянии после сварки (без термической обработки). Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
2. Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термической обработки по режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
3. Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125, Э150 диаметром менее 3 мм, должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
5. Химический состав металла, наплавленного электродами для сварки легированных теплоустойчивых сталей, а также механические свойства наплавленного металла или металла шва должны соответствовать нормам, приведенным в табл.2.
Химический состав наплавленного металла, %
Механические свойства металла шва или наплавленного металла при нормальной температуре
Электроды для ручной дуговой сварки
На сегодняшний день сварочные работы проводятся достаточно часто. Это связано с относительной простотой процесса и низкими финансовыми затратами при приемлемом уровне качества получаемого шва. Для сварочных работ применяется специальное оборудование и расходные материалы. В качестве примера можно привести электроды для ручной дуговой сварки, без которых провести рассматриваемые работы практически невозможно. Ручная дуговая сварка покрытыми электродами сегодня проводится довольно часто, что определило появление большого количества разновидностей расходного материала. Примером можно назвать строение электрода, которое соответствует особенностям проводимой работы. Рассмотрим все наиболее важные моменты подробнее.

Электроды для ручной дуговой сварки
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».

Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.

Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Применение электродов
Сварочные электроды для ручной электродуговой сварки имеют достаточно большое количество особенностей в применении. Основные требования, применяемые к этому расходному материалу, заключатся в нижеприведенных моментах:
- Электроды, применяемые в дуговой сварке, должны обеспечить стабильное горение образующейся дуги. Только при этом условии можно обеспечить условия для формирования качественного шва.
- Стальные металлические покрытые должны иметь шов с определенным химическим составом. Только в этом случае получаемое изделие будет служить долго и надежно.
- При работе электродный стержень должен равномерно расплавляться по поверхности.
- Расходный материал должен обеспечивать все условия для высокой производительной сварки.
- Минимальная степень разбрызгивания расплавленного материала. При работе слишком сильное разбрызгивание может привести к повреждению хорошего покрытия.
- Высокая прочность получаемого соединения. Легкая отделимость шлаков – еще одна положительнаяхарактеристика применяемых электродов для ручной дуговой сварки.
- Не стоит забывать о том, что электроды должны храниться и сохранять свои качества на протяжении длительного периода. Именно поэтому физико-химические качества не должны изменяться от воздействия окружающей среды.
- Минимальная степень токсичности при проведении работ. При горении могут выделятся самые различные вещества, которые даже в большой концентрации не должны оказывать негативного воздействия на организм человека.
Проводя подключение, следует уделить внимание нижеприведенным моментам:
- При прямой полярности электрод соединяется с зажимом отрицательной клеммой, деталь с положительной.
- Для работы с деталями, изготавливаемыми из тонкого листа, применяется метод подключения обратной полярности. В этом случае электрод соединяют с положительной клеммой, деталь с отрицательной.
При проведении работы следует соблюдать технику безопасности. При выполнении работ следует использовать:
- специальные перчатки;
- защитную робу;
- ботинки;
- наиболее подходящий защитный шлем.
Во многом качество получаемого шва зависит от умений сварщика и правильности выбора электрода по основным критериям.
Особенности покрытия
При изготовлении электродов могут использоваться самые различные покрытия. Стоит учитывать, что покрытия могут быть в чистом или смешенном виде. Чистое покрытие электродов для ручной дуговой сварки классифицируется следующим образом:
- кислое;
- рутиловое;
- основное;
- целлюлозное;
- прочее.
Специальная обмазка электродов для ручной дуговой сварки может стабилизировать образующуюся дугу и обеспечить наиболее благоприятные условия для работы. С каждым годом появляются новые виды покрытия электродов для ручной дуговой сварки, которые обладают более привлекательными эксплуатационными качествами.
Используются электроды достаточно просто, у сварочного аппарата есть соответствующий зажим. Не стоит забывать, что у этого расходного материала условия хранения и транспортировки точно, такие же, как и у сварочной проволоки. При необходимости проводится прокалывание электродов для ручной электродуговой сварки не позднее, чем за 5 суток перед сваркой. Не стоит забывать о том, что хранение должно проводиться в закрытых запаянных полиэтиленовых пакетах. Существенно продлить срок службы можно при исключении вероятности попадания воздуха внутрь. Также стоит учитывать, что нельзя выполнять прокалывание более двух раз, так как это ухудшит основные эксплуатационные качества.
Принципы маркировки
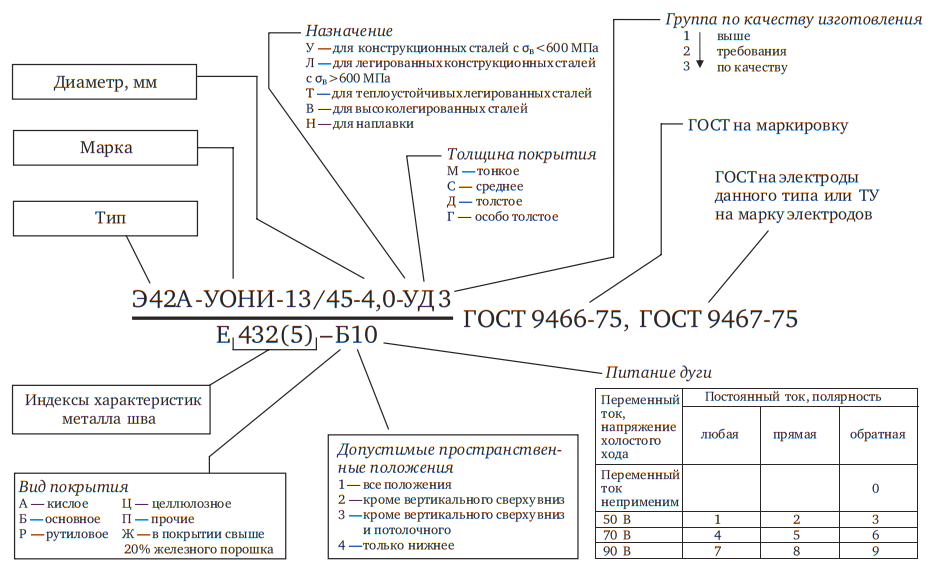
Марки электродов для ручной дуговой сварки указывают на основные эксплуатационные качества применяемых расходных материалов. Примером маркировки назовем Э46-ЛЭЗАНО-21-Ф-УД Е 43 1(3) – РЦ13. Расшифровка проводится следующим образом:
- Э46 – обозначение типа электродов. Как ранее было отмечено, классификация проводится по предназначению. В данном случае расходный материал предназначается для углеродистых и низкоуглеродистых сталей.
- ЛЭЗАНО-21 – марка, указываемая производителем. Эта часть маркировки не несет с собой информацию об эксплуатационных качествах электродов.
- Ф – символ, предназначенный для обозначения диаметра. Отсутствие какой-либо цифры указывает на то, что значение диаметра отображено в другом месте.
- У – символ в маркировке указывает на возможность применения расходного материала для работы с углеродистыми и низкоуглеродистыми сталями для получения шва с пределом мощности до 588 МПаю.
- Д – символ, применяющийся для определения толщины применяемого покрытия. В рассматриваемом случае покрытие толстое.
- Е – символ, связанный с международной системой классификации применяемых материалов в качестве обмазки.
- 43 – часть маркировки применяется для указания предела прочности (430 МПа).
- 1 – относительное удлинение, которое составляет 20%.
- (3) – часть маркировки, которая применяется для обозначения показателя температуры, требующейся для достижения удельной вязкости не менее 34 Дм/см2. В данном случае показатель составляет 20 градусов Цельсия.
- РЦ – символы, указывающие на тип покрытия (рутилово-целлюлозное).
- 1 – символ, определяющий допустимой пространственное положение.
- 3 – группа расходного материала для сварки, которая характеризуется определенным током и напряжением при холостом ходу.
Для того чтобы провести расшифровку маркировки следует использовать справочную литературу, в которой есть все необходимые таблицы.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Качество сварки во многом зависит от качества применяемой проволоки в виде основы. Следующим определяющим показателем можно назвать тип применяемого материала в качестве обмазки.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва. Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного. А вот стоимость может варьироваться в достаточно большом диапазоне.
Типы и виды покрытия электродов для сварки

Выбирая сварочные электроды следует учитывать, что их характеристики и область применения во многом зависят от вида покрытия, которое представляет смесь порошкообразных материалов, нанесенных на стержень из металлической проволоки. Основные задачи покрытия электродов – это обеспечение стабильности горения дуги, защита сварочной ванны и обеспечение заданных механических характеристик сварного шва.
В состав покрытия электродов входят металлы, органические материалы, минералы и связующие вещества. Выбирая электроды, опытные сварщики обращают особое внимание на вид его покрытия, так как от этого будут зависеть особенности его применения. Толщина покрытия, как правило, составляет от 1 до 3 мм, что равнозначно 15-30% от его веса.
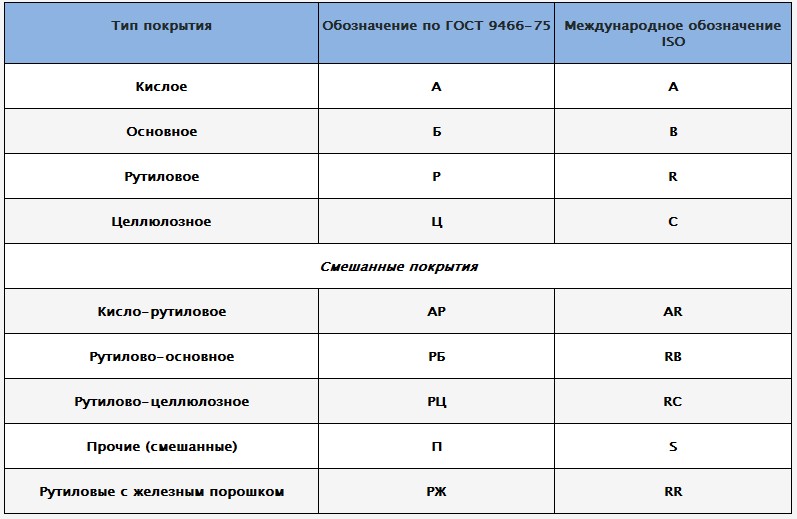
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.

Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Классификация и маркировка электродов
Работа с электродуговой сваркой сопряжена с постоянным подбором и заменой электродов, несмотря на всеобщее заблуждение, что выбор электрода – это наиболее простая часть всего процесса электросварки. Но на самом деле на сегодняшний день существует большое количество типов сварочных электродов, каждый из которых соответствует определенной марке. Маркировка электродов зависит от материала, из которого он произведен, и сферы его применения. На сегодняшний день можно подобрать изделия под абсолютно любые нужды, независимо от свариваемого металла, желаемых характеристик готового шва и других свойств.

Классификация электродов по свариваемому материалу
На сегодняшний день существует множество типов, каждый из которых имеет определенную маркировку. Основные виды различают по типу свариваемого материала, и типу тока. В зависимости от типа тока выделяют условное обозначение электродов для постоянного тока и электродов для переменного тока.
В зависимости от типа свариваемого материала, можно выделить электроды для стали различного уровня легирования, чугуна и цветных металлов, таких как медь, алюминий и другие.
Электроды по чугуну имеют особую маркировку, так как чугун представляет собой сплав, который плохо поддается сварке, достаточно хрупок, тверд и непластичен.
При сварочных работах очень важно нанести правильный шов. Так как он, быстро остывая, создает на поверхности чугуна твердые, плохо обрабатываемые зоны, которые очень часто трескаются и крошатся из-за неправильной техники выполнения и неправильного подбора изделия.
Следует отметить, что чугун очень легко плавится и переходит в жидкое состояние. При выполнении сварочных работ важно соблюдать соответствующий температурный режим, позволяющий создать качественный шов без физических изменений чугуна.
Также важно соблюдать точность сварки, чтобы не оставалось проваров, образованных при выделении газообразных веществ из сварочной ванны. При соблюдении вышеуказанных рекомендаций и правильном подборе электродов, вполне можно проводить качественный ремонт чугунных изделий.

Классификация сварочных электродов
Наиболее распространенными и универсальными являются ванадийсодержащие электроды. Они маркируются таким образом – ЦЧ-4. Ванадий, который содержится в покрытии, обладает особыми свойствами, которые позволяют ему связывать углерод и препятствовать возникновению твердых, хрупких участков, так называемых цементитов.
Перед использованием ЦЧ-4 нужно тщательно подготовить рабочую поверхность. Чугун нужно очистить от загрязнений, пыли и окислений. Сварочные работы нужно проводить медленно, плавными движениям, так чтобы чугун не перенагревался. После остывания, шов нужно обработать, делать это лучше с помощью электроинструмента, потому что он получается достаточно прочным, и вручную обработать его не получится. Пожалуй, это можно назвать единственным недостатком этого типа.
Если же при выполнении сварочных работ важно получить легко обрабатываемый шов, который можно без особых усилий очистить, разровнять и добиться желаемого вида, лучше использовать электроды, содержащие никель. Наиболее распространенными можно считать медно-никелевые, с маркировкой МНЧ-2. Получаемый с помощью них шов довольно прочный, при этом легко поддается обработке. На рынке существуют изделия от множества производителей, но лучше всего отдать предпочтение немецким.
Выполнение сварочных работ с МНЧ-2 следует проводить короткими движениями с одновременной проковкой с помощью молотка. Это позволит добиться повышенной прочности и препятствовать появлению трещин.
Следующий тип – железоникелевые электроды. Они применяются чаще всего для создания крупных швов при выполнении большого объема работ. При этом они сочетаются с МНЧ-2, с которыми можно выполнять совместную работу. Сначала наносят небольшое покрытие на кромки чугунных изделий с помощью медно-никелевых электродов, а затем проводят основную сварочную работу железно никелевыми.
Для упрощения работы был разработан особый тип, ОЗЧ-2, который отличается тем, что изделие выполнено на основе медного стержня. Их использование позволяет создать довольно качественный шов, но их применяют чаще в домашних условиях, так как для большого объема работ и получения высокой прочности соединений лучше использовать комбинацию двух типов электродов, указанных выше.

Особенности покрытий электродов
Маркировка электродов по нержавейке также зависит от типа используемых при их производстве материалов. Подбор необходимых электродов нужно выполнять строго исходя из типа свариваемой стали. При этом лучше проконсультироваться со специалистами, представляющими производителя изделий. Это важно, так как подбор марки напрямую влияет на качество сварочных работ и простоту их выполнения.
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.

Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Виды электродов по типу сварки
Маркировка сварочных электродов также зависит от типа сварки, для которой они предназначены. В первую очередь сварочные аппараты различаются в зависимости от типа используемого тока, будь он постоянным или переменным. Наиболее распространенным сварочным аппаратом является электродуговая сварка.
Среди электродов для ручной дуговой сварки выделяют металлические, основой которого является проволока, из какого-либо металла, со специальным покрытием, и неметаллические, которые являются неплавящимися электродами.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Для того чтобы подбор электродов не вызывал больших трудностей, была разработана специальная маркировка, расшифровка которой позволяет узнать назначение и тип изделия. Расшифровка маркировки электродов для сварки может вызвать небольшое замешательство у новичка, но изучив основные ее принципы, можно научиться быстро разбираться в примудростях выбора сварочных материалов.

Маркировка электродов в зависимости от типа покрытия
Маркировка состоит из определенных букв и цифр, каждая из которых указывает на определенные свойства. На сегодняшний день такую маркировку проводят исходя из установленных правил, утвержденных ГОСТом, в котором подробно описаны принципы и правила обозначения различных типов электродов.
Любое название состоит из нескольких блоков:
- Тип. Обозначается буквой «Э», которая указывает на название изделия, то есть электрод. Далее следует цифра, обозначающая степень временного сопротивления разрыва.
- Марка. Это блок указывает на производителя и собственно марку изделия
- Диаметр. Указывает на толщину электрода.
- Сфера применения. Обозначает с каким типом сварочного аппарата изделие можно использовать, для соединения какого металла электрод подходи и какие у него особенности.

Расшифровка маркировки электродов
Сфера применения обозначается большой буквой, указывающей на тип свариваемого металла (У-углеродистые стали, Л-легированные стали, Т-теплоустойчивые стали, В-высоколегированные марки стали, Н-для формирования наплавки).
- Толщина покрывающего слоя. Обозначение этой характеристики также производят с помощью больших букв (М-тонкий слой, С-средний, Д-толстый, Г-особо толстый слой).
- Индекс. Он указывает на особые свойства свариваемого металла. Для расшифровки этого индекса нужно воспользоваться ГОСТом, где подробно описано каждое значение.
- Тип покрытия (А-кислое, Б-основное, Р-рутиловое, Ц-целлюлозное, П-прочие).
- Возможное положение выполнения сварочных работ в пространстве (1-любое положение, 2-любое, кроме вертикального, сверху вниз, 3-нельзя выполнять вертикальный и потолочный шов любого типа, 4 – только нижний шов).
- Показатель рекомендуемого типа тока, номинального значения и полярности.
- Указание ГОСТа, согласно которого проводилась маркировка.
- Указание сертификатов качества и нормативов, согласно которых изделия производилось.
Также маркировка может дополнительно дополняться другими значениями, указывающими на особые свойства электрода.
Читайте также: