Какие требования предъявляют к инструментальным сталям
Обновлено: 17.05.2024
Человек, научившись соединять железо и углерод, получил новый материал, открывший новые возможности и получив до этого неизвестные свойства, присущие твердому материалу. Инструментальный вид стали в этом претерпел в виде существенных изменений, дав человеку возможность применять ее новые характеристики. Так, узлы и детали механизмов, подверженные большим механическим нагрузкам, должны быть повышенно износостойкими, прочными. Это подразумевает использование сталей отличных от конструкционных-инструментальных.
Применение инструментальных сталей
Стали такого вида характеризуются наличием в составе углерода. Его критическое содержание обычно около 0,7%. По структуре они могут быть в следующих видах: доэвтеклоидной, ледеберитной, заэвтектоидной.
В составе есть и вторичные карбиды, оказывающие влияние на внутреннюю структуру. Это не относится к сплавам с доэвтеклоидной структурой. Тем не мене, в других видах она есть в обязательном порядке. Они являются продуктом расщепления мартенсита или возникают при эвтектоидных изменениях.
Обширно используются инструментальные стали в народном хозяйстве. Их применяют при выпуске:
- поверхностей штампов для изменения форм деталей при контрастных температурах;
- приспособлений для резки;
- инструментов для измерения;
- оборудования для литейного производства, работающего под давлением.
Для инструментальных сталей в зависимости от области их использования установлены определенные требования. Каждые из них учитываются при производстве, но есть и такие, которые являются общими. В их перечень входят следующие виды показателей:
- высокий процент вязкости. Это особенно существенно для продукции, которая впоследствии при эксплуатации будет подвергаться значительным механическим воздействиям;
- показатель прочности;
- длительный срок эксплуатации;
- высокий коэффициент твердости.
Каждая из существующих марок стали, используемая при деформации на пониженных температурах, должна иметь следующие отличительные характеристики: гладкой, без шероховатостей основной частью, относящейся к рабочей поверхности, возможностью сохранения стабильной формы, отсутствием деформации. Важными являются и текучесть, упругость, достижение их определенного предела.
Тот сорт стали, который используется в процессе изменения форм при помощи технологии повышения температуры (тепловой деформации), должен иметь следующие свойства: повышенный уровень теплопроводимости, невосприимчивость к отпуску, стойкость к предельным изменениям температур. Требования существуют и для тех марок сталей, которые изготавливают специально для производства приспособлений для резки.
Технические требования
Углеродистые инструментальные стали должны соответствовать следующим условиям:
- Легко поддаваться обработке металлорежущим оборудованием.
- Не реагировать на повышенные температуры.
- Сохранять стабильность в случае присоединения и приклеивания к другим деталям в процессе их обработки.
- Хорошо поддаваться обработке при шлифовании.
- Положительно поддаваться прокалке.
- Сохранять пластичность при нагревании.
- Сохранять углерод в составе и минимизировать его выделение.
- Не образовывать трещин в конечном продукте.
Виды инструментальных сталей
Производители инструментальных сталей, предлагают пять видов такого материала для производственной сферы, связанной с изготовлением инструмента.
Термостойкие и вязкие инструментальные стали
К ним относятся заэвтектоидные и доэвтектоидные стали. В их составе показатель углерода должен быть в пределах между минимальными и средними значениями. Обязательно наличие в таких легированных сталях молибдена, атомов вольфрама и хрома.
Особо твердые, вязкие, не теплостойкие стали
Отличительная черта сортов сталей, инструментального типа - небольшой объем содержания легированных веществ и значительно большее количество углерода. Отсюда устойчивость к прокаливанию.
Особо твердые, теплоустойчивые, износоустойчивые инструментальные стали
К этому виду можно отнести быстро режущиеся стали. В них содержится максимальное количество легирующих элементов, кроме того, есть сплавы с ледебуритным составом (содержание углерода три процента).
Износоустойчивые, особо твердые, со средней степенью теплоустойчивости сплавы
Это стали с заэвтеклоидной и ледебуритной композицией. Составляющие 2 – 3 % углерода. Пределы для хрома от 5 – 12 %.
Особо твердые, не теплостойкие виды инструментальных сталей
В составе таких видов сталей с заэвтеклоидной композицией нет легированных веществ или их сравнительно мало. На степень прочности в таком составе оказывает влияние содержание именно углерода. Чем его атомов больше в кристаллической решетке, тем лучше для свойства твердости и крепости. Такой вид материала не пользуется спросом при изготовлении инструмента подверженного при эксплуатации ударам и другим значительным физическим нагрузкам. Этим сплавам присущи минимальная вязкость, большая хрупкость, что уменьшает длительность эксплуатации инструмента.
Согласно характеристике твердости, все виды инструментальных сталей можно разделить на следующие виды:
- содержащие углерод в количестве 0,4 – 0,7 % (повышенное состояние вязкости);
- с наличием углерода 0,7 – 1,5 % (повышенное состояние износоустойчивости и твердости).
Различают сорта стали по видам уровня прокаливания. Поэтому принципу легированные стали делят на три вида:
- увеличенная прокаливаемость (применяемый диаметр для прокаливания от 8 см до 10 см);
- нормальная (диаметр 5 – 8 см);
- уменьшенная (значение находится в пределах 1 см и до 2,5 см).
Маркировка инструментальных сталей
Понятие маркировки необходимо для установления сорта инструментальной стали. В ее названии значение имеет каждая буква, цифра.
Система простая. Ключевым символом в знаках является буква «У». Это знак углеродистого содержания.
Его может быть незначительные, десятые части процента. Цифры, которые пишутся после буквенного обозначения говорят от его количестве. Может быть и буква «А». Наличие ее говорит об обозначении высокого уровня качества. Написание буквы «Р» обязательно для быстрорежущих сплавов. Вольфрам является лидирующим веществом. О его содержании и количестве говорят цифры после буквы «Р». Количество других составляющих веществ в быстрорежущих сталях (молибдена, ванадия, кобальта) обозначается значениями, стоящими за их первоначальными буквами в маркировке. Кроме этого, в составе есть и хром. Его количество значительно ниже, но обязательно (не более 4 %).
На наличие в составе углерода указывает цифра, которая почти всегда находится в маркировке перед буквами Х, ХС. Так пишут, если углерода мало, не больше процента, если значение меньше, может не быть обозначения и вовсе. В маркировке после букв, называющих легирующий элемент стоят цифры, указывающие на наличие других элементов, обозначенными целыми долями.
Закаливание, отпуск сплавов для инструментальных сталей
Процентное содержание веществ в инструментальных сталях, основные параметры прописаны в ГОСТе 1435. Соответственно марке инструментальной стали процентное содержание углерода находится в рамках 0,65 - 1,35%
Для изготовления инструмента нужно улучшить свойства инструментальной стали (повысить показатель прочности ). Это достигается процессом отжига. Отжиг сферодизирующего вида используют только для сплавов с заэвтектоидной конституцией. Такой вид термического процесса способствует возникновению цементита зернистой структуры.
Нужный объем зерен достигается технологией охлаждения. Достигается это быстро и процесс поддается корректировке.
Выполняя процесс при 290 градусах, можно достичь лучшую степень твердости (56 - 58 HRC). Также показатели твердости нужны для инструментальной стали в производстве инструментов. Изготовленный из такого материала, он может поддаваться значительным нагрузкам и выдерживать их, эксплуатируясь, длительное время. При изготовлении таких видов инструмента как плашки, инструменты для гравирования, напильники показатели завышены около 63 по требованиям шкалы HRC.
В процессе отпуска, температурные пределы выдерживается в рамках 150 до 200 градусов по Цельсию. Процессом закалки повышается прочность углеродистых сталей. Кроме этого, возникает возможность достичь наилучшего соединения железа с углеродом. Виды такого соединения могут быть следующими:
Инструментальная штамповочная сталь
Обработка металлической продукции, изготавливаемой методом физического изменения формы (деформации) происходит в нагретом или холодном виде. Поэтому штампы для таких производственных процессов классифицируют на холодно и горяче деформированные. Понятно, что при изготовлении штампов различных типов используются инструментальные сплавы различных марок.
Углеродистые стали У 10, У 11, У 12 используют для тонких штампов (ширина до 25 мм) холоднодеформированного вида. Твердость сталей этих типов лежит в рамках от 57 до 59 единиц по HRC, критерий вязкости на высоком уровне, сопротивляемость физическим нагрузкам пластического характера достаточно высокая. Степень прочности позволяет выдерживать возможные силовые воздействия, препятствуя повреждениям при эксплуатации.
Для более объемных приспособлений (объем более 25 мм), подверженных максимальным нагрузкам при применении, используют сплавы с высоким составом хрома (Х9, Х, XGBФ).
Сплавы, применяемые для изготовления конструктивных частей, самих инструментов, узлов, которые в процессе работы подвержены значительным механическим воздействиям, обязаны быть особо вязкими (4ХС4 и 5ХНМ).
Для выполнения таких задач необходимо обеспечить:
- низкое содержание количества углерода в сплаве;
- добавление специальных веществ.
Обязательным условием является обработка высокими температурами всех видов инструментальных сталей.
Поверхности штампов, работающих в условиях высоких температур и с большими механическими усилиями, поддаются серьезным испытаниям. Это предъявляет ряд серьезных требований при выборе сплавов для производства этих штампов:
- стойкость к образованию мелких механических повреждений при перепаде температур (холод и нагрев);
- повышенная степень прогревания и проводимости тепла;
- сопротивление появлению окалины.
Различные требования, соблюдение предписываемых требований обеспечивает получение только качественного материала и его дальнейшее длительное использование.
Характеристики и марки инструментальных сталей
Износостойкие инструменты и детали, к прочности которых предъявляются повышенные требования, предполагают использование инструментальных сталей, имеющих ряд важных отличий от конструкционных сталей.

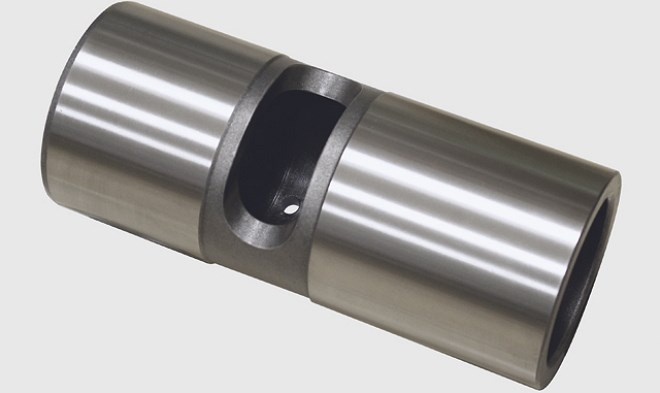
Круглые заготовки инструментальной стали
Сферы применения инструментальных сталей
Инструментальная сталь представляет собой сплав, содержание углерода в котором составляет не менее 0,7%. Ее структура при этом может быть доэвтектоидной, ледебуритной или заэвтектоидной. Инструментальные стали с различной структурой отличаются наличием вторичных карбидов. В сплавах с доэвтектоидной структурой вторичных карбидов нет. Между тем, в каждой из таких структур карбиды в обязательном порядке присутствуют: они образуются при эвтектоидных модификациях либо являются результатом распада мартенсита.
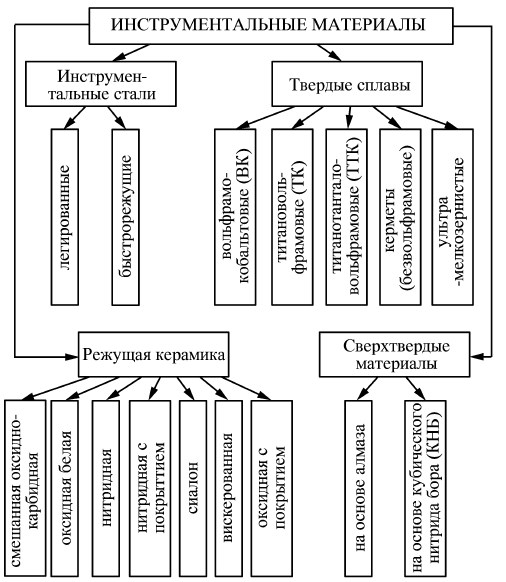
Схема-классификация инструментальных материалов
В современной промышленности инструментальные стали нашли широкое применение. Их используют для производства:
- рабочих деталей штампов, работающих по принципу холодного и горячего деформирования;
- высокоточных изделий;
- режущего инструмента;
- измерительных приборов;
- литейных прессформ, которые работают под давлением.
В зависимости от области применения инструментальных сталей к ним предъявляются определенные требования. Однако существуют общие для всех марок критерии соответствия:
- достаточный уровень вязкости (особенно актуальна эта характеристика для деталей, подвергающихся в ходе эксплуатации ударам);
- высокая прочность;
- износостойкость;
- высокий уровень твердости.
Марки сплавов, предназначенных для применения в условиях холодной деформации, должны ко всему прочему обладать гладкой рабочей частью, способностью сохранять размеры и форму, а также отличаться пределом текучести и упругости. А инструментальная сталь, пригодная для работы в условиях горячей деформации, должна обладать высокой теплопроводностью, противостоять отпуску и быть устойчивой к температурным колебаниям. Особым требованиям должны соответствовать и марки сталей, используемых для производства режущего инструмента.
Требования к инструментальным сталям
Ко всем углеродистым инструментальным сталям предъявляются такие требования, как:
- хорошая обрабатываемость методом резки металла;
- низкая чувствительность к перегреву;
- низкая восприимчивость к процессам прилипания и приваривания к обрабатываемым деталям;
- хорошая шлифуемость;
- восприимчивость к прокаливанию;
- пластичность в горячем состоянии;
- способность противостоять обезуглероживанию;
- устойчивость к образованию трещин.
Все марки сталей для производства инструментов подразделяют на 5 основных групп.
Теплостойкие и вязкие
Как правило, это за- и доэвтектоидные стали, которые содержат в своем составе молибден, вольфрам и хром. Содержание углерода в таких легированных инструментальных сталях соответствует средним и низким значениям.
Высокотвердые и вязкие, нетеплостойкие
Такие сплавы отличает низкое содержание легированных элементов и среднее — углерода. Они также характеризуются невысокой прокаливаемостью.
Высокотвердые, теплостойкие и износостойкие
К таким маркам относятся быстрорежущие легированные стали (содержание легирующих элементов в них очень велико), а также сплавы с ледебуритной структурой, содержащие в своем составе более 3% углерода.
Износостойкие, высокотвердые и средней теплостойкости
Это стали с заэвтектоидной и ледебуритной структурой, в состав которых входит 2-3% углерода и от 5 до 12% хрома.
Высокотвердые и нетеплостойкие
Состав таких инструментальных сталей с заэвтектоидной структурой либо вообще не содержит легированных элементов, либо содержит их в незначительных количествах. Уровень твердости таких сплавов обеспечивается большим количеством углерода в их составе.
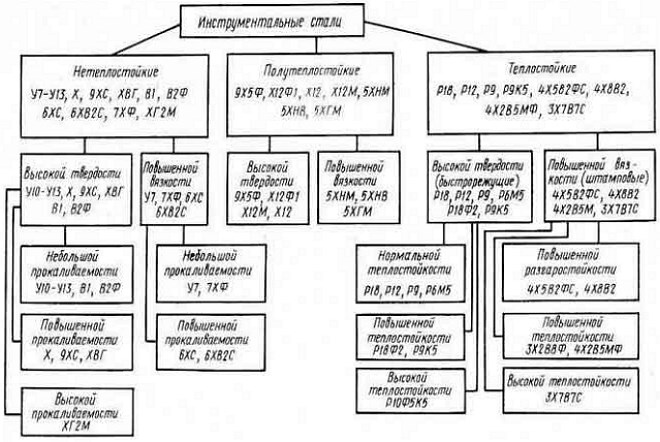
Классификация инструментальной стали в виде схемы
Важным параметром инструментальных сталей является уровень их твердости. Как правило, высокотвердые стали нежелательно применять для производства инструмента, который в процессе эксплуатации подвергается ударным нагрузкам. Объясняется это тем, что такие сплавы обладают невысокой вязкостью и значительной хрупкостью, что может привести к поломке инструмента, который из них изготовлен.
По уровню твердости можно выделить две категории инструментальных сталей:
- с высоким уровнем вязкости (содержание углерода в пределах 0,4-0,7%);
- с высокой износостойкостью и твердостью (углерода в них содержится больше: 0,7-1,5%).
Деталь гидромолота из высокотвердой стали
Классифицируют марки сталей и по степени их прокаливаемости. По данному критерию различают легированные стали с повышенной (возможный диаметр прокаливания 80-100 мм), высокой (50-80 мм) и низкой (10-25 мм) прокаливаемостью.
О маркировке инструментальных сталей
Для определения вида инструментальной стали требуется знание маркировки, которая включает в себя как буквенные, так и цифровые обозначения. Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У». Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента. Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
Маркировка инструментальной стали (на примере углеродистой) с указанием содержания дополнительных элементов
Большую категорию инструментальных сталей составляют быстрорежущие сплавы, которые обозначаются буквой «Р». После этой буквы следуют цифры, по которым можно определить содержание основного легирующего элемента для сталей данной категории — вольфрама.
Содержание остальных элементов в составе быстрорежущих легированных сталей (молибдена, ванадия и кобальта) определяется по цифрам, следующим за соответствующими буквами в их маркировке — «М», «Ф» и «К». В состав быстрорежущих сплавов в обязательном порядке входит и хром, но его количество определяют по умолчанию — не более 4%.
Очень часто маркировка инструментальных сталей начинается с цифры (к примеру, 9ХС, 9Х, 6ХГВ), которая указывает на содержание (в десятых долях) в их составе углерода, если оно не превышает 1%. В том случае, если углерода в составе сплава содержится около 1%, то цифра в начале их маркировки не ставится вообще. На содержание остальных элементов (в целых долях) указывают цифры, которые стоят в маркировке за буквами, обозначающими соответствующий легирующий элемент.
Закалка и отпуск углеродистых инструментальных сталей
В ГОСТе 1435 оговаривается как состав углеродистых сталей, так и их основные характеристики. Содержание углерода в таких сплавах (что можно определить по их марке) составляет от 0,65 до 1,35%. Для того чтобы получить оптимальную структуру и требуемую твердость, перед началом производства инструмента эти сплавы подвергают отжигу. При этом для инструментальных сталей с заэфтектоидной структурой выполняется отжиг сферодизирующего типа. Проводимая по такой технологии термообработка приводит к появлению цементита зернистой формы. А получить зерна требуемого размера позволяет скорость охлаждения, которую можно легко регулировать.

Производственный процесс закалки стали
После того, как инструмент будет изготовлен, инструментальная сталь подвергается закалке и последующему отпуску. Это дает возможность получить материал требуемой твердости. Регулировать твердость готового инструмента также достаточно легко, это достигается путем выбора определенной температуры для проведения операции отпуска.
Так, для инструментов, подвергающихся в процессе эксплуатации систематическим ударным нагрузкам, оптимальной является твердость от 56 до 58 HRC, которую получают, проводя отпуск при температуре 290 градусов Цельсия. Самые строгие требования предъявляют к твердости плашек, граверных приспособлений, напильников (62-64 единицы по шкале HRC). Достигается она при помощи выполнения отпуска при температуре от 150 до 200 градусов Цельсия.
Закалка увеличивает твердость углеродистых сталей по той причине, что именно с ее помощью удается получить оптимальную структуру сплава железа и углерода. Варианты такой структуры:
- карбиды с мартенситом;
- только мартенсит.
Инструментальная штамповая сталь
Изделия из металла, получаемые методом деформирования, могут обрабатываться в нагретом и холодном состоянии. Соответственно, и штампы, с помощью которых обрабатываются такие детали, бывают холодно- и горячедеформированными. Естественно, что для производства штампов разных типов требуется использование различных марок инструментальной стали.
Так, для штампов холоднодеформированного типа и небольшой толщины (до 25 мм) применяют углеродистые стали У10, У11 и У12. Твердость сплавов данных марок находится в пределах от 57 до 59 единиц по HRC, они отличаются достаточной вязкостью, хорошим уровнем сопротивления деформациям пластического характера, способностью противостоять износу в процессе эксплуатации. Для более габаритного инструмента (толщина больше 25 мм), испытывающего в процессе эксплуатации более значительные нагрузки, применяют стали с повышенным содержанием хрома (Х9, Х, Х6ВФ).

Инструментальная штамповая сталь на складе
Изделия, регулярно испытывающие в процессе своей эксплуатации ударные нагрузки, должны отличаться высокой вязкостью (например, 4ХС4 и 5ХНМ). Чтобы обеспечить выполнение этого требования, в производстве используют легированные стали, состав которых обогащен специальными элементами, а уровень содержания углерода значительно снижен. Кроме того, необходима специальная термообработка таких инструментальных сталей.
Горячедеформированные штампы в процессе своей эксплуатации подвергаются не только значительным механическим, но и термическим нагрузкам. Естественно, что к инструментальным сталям для производства этих штампов (например, 5ХНМ и 4ХСМФ) предъявляются особые требования, такие как:
К инструментальным сталям предъявляются более высокие требования, чем к конструкционным. Это объясняется тем, что рабочие поверхности инструментов, изготовленных из инструментальных сталей, работают при высоких контактных напряжениях, больших удельных давлениях и подвергаются износу и нагреву. Инструментальные стали обладают высокой твердостью, прочностью, износостойкостью и рядом других свойств, необходимых для обработки материалов резанием и давлением.
Применение тех или иных материалов определяется требованиями, предъявляемыми к различным инструментам.
Материалы, из которых изготовляют режущие инструменты, должны обладать следующими свойствами:
— высокой прочностью, так как в процессе резания инструменты испытывают большие усилия;
— высокой твердостью, потому что процесс резания можно осуществить только в том случае, если твердость материала инструмента значительно больше твердости обрабатываемого материала;
— высокой износостойкостью, потому что стойкость инструмента зависит от степени истирания режущих кромок;
— высокой теплостойкостью, так как в процессе резания выделяется большое количество тепла, часть которого идет на нагрев режущих кромок инструмента, а последний, нагреваясь, теряет первоначальную твердость и быстро выходит из строя.
Инструментальные материалы не одинаково устойчивы против действия тепла: одни теряют свои режущие свойства при нагреве до температуры 200—250 °С, а другие способны резать даже при температуре до 1000 °С и более.
Стали для измерительных инструментов и деталей высокой точности должны обладать высокой износостойкостью, необходимой для сохранения инструментами размеров и формы в процессе эксплуатации, а также хорошей обрабатываемостью для получения высокого класса чистоты поверхности измерительных инструментов.
Требуемая износостойкость обеспечивается закалкой и отпуском сталей определенных марок, после чего они приобретают высокую твердость и сохраняют мартен-ситную структуру.
Постоянство размеров и формы достигается специальной термической обработкой измерительных инструментов, во многом отличающейся от обработки режущих инструментов и штампов.
Хорошая обрабатываемость необходима для получения при доводке поверхностей 13—14-го классов чистоты. При изготовлении, например, концевых мер длины высокий класс чистоты поверхности обеспечивает сцепляемость (притираемость) плиток.
При изготовлении штампов для холодного деформирования к сталям предъявляются два основных требования: высокая прочность и износостойкость. По сравнению с режущими инструментами твердость деталей штампов в зависимости от условий эксплуатации выбирают в более широких пределах (HRC 54—66).
Стали, из которых выполняют штампы для горячего деформирования, должны иметь:
— высокую прочность, необходимую для сохранения формы штампа при высоких удельных давлениях при деформировании;
— определенную теплостойкость — для сохранения повышенных прочностных свойств при нагреве;
— вязкость — для предупреждения поломок и выкрашивания и получения высокой разгаростойкости;
— разгаростойкость— для предупреждения трещин, возникающих при многократном чередовании нагрева и охлаждения;
— износостойкость;
— окалиностойкость (если поверхностный слой деталей штампа нагревается до температуры выше 600°С);
— теплопроводность — для лучшего отвода тепла, передаваемого заготовкой;
- прокаливаемость, так как многие детали штампов имеют большие размеры и высокие прочностные свойства должны быть получены по всему сечению.
Углеродистые тли
Углеродистые инструментальные стали делятся на качественные и высококачественные. Каждая из этих групп имеет восемь марок стали.
Буквы и цифры в обозначении марок стали означают: У — углеродистая; следующие за ней цифры — среднее содержание углерода (в десятых долях процента);
буква Г —сталь с повышенным содержанием марганца. Буквой А обозначаются высококачественные стали — более чистые, чем качественные, т. е. с меньшим содержанием серы, фосфора и остальных примесей, а также неметаллических включений и с более узкими пределами содержания марганца и кремния.
Увеличение в стали содержания углерода повышает ее твердость, но одновременно увеличивает и хрупкость. Поэтому для ударных инструментов применяют стали с меньшим содержанием углерода (У7 и У8), а для режущих и измерительных инструментов, требующих высокой твердости и износоустойчивости, — с большим содержанием углерода (У10 и У12).
Углеродистые стали обладают высокой твердостью после термической обработки и имеют низкую твердость в отожженном состоянии, что обеспечивает хорошую обрабатываемость резанием и давлением.
Недостаток углеродистых сталей — низкая теплостойкость – 200-250 °С.
Стали марок У7, У7А, У8, У8ГА, У9 и У9А служат для изготовления зубил, ножниц и пил для резки металлов и дерева, резцов для обработки меди и ее сплавов.
Стали марок У8А и У10А применяют для пуансонов, матриц, ножей и других деталей штампов.
Из сталей марок У10А, У11, У11А, У12 и У12А выполняют сверла малого диаметра, метчики, развертки, плашки, фрезы малого диаметра, пилы по металлу, ножовочные полотна, измерительные инструменты, зубила для насечки напильников.
Стали марок У13 и У13А служат для изготовления инструментов особо высокой твердости: резцов, зубил для насечки напильников, шаберов, напильников и т. п.
Углеродистые стали поставляются в отожженном состоянии в виде горячекатаных, кованых или калиброванных прутков различного сечения или в виде полос.
Легированные стали
В зависимости от назначения и свойств инструментальные легированные стали (ГОСТ 5950-63) подразделяют на две группы:
1) стали для режущего и измерительного инструмента и 2) стали для штампового инструмента. Стали 1-й группы делятся на стали неглубокой прокаливаемости и стали глубокой прокаливаемое. Стали 2-й группы делятся на стали для деформирования в холодном состоянии, для деформирования в горячем состоянии и для ударного инструмента.
В обозначениях марок сталей первые цифры указывают среднее содержание углерода в десятых долях процента. Они могут и не указываться, если содержание углерода близко к единице или больше единицы. Буквы за цифрами обозначают: Г — марганец, С — кремний, X — хром, В — вольфрам, Ф — ванадий, Н — никель, М — молибден. Цифры, стоящие после букв, указывают среднее содержание соответствующего элемента в целых процентах. Отсутствие цифр означает, что содержание этого легирующего элемента равно примерно 1%. В отдельных случаях содержание легирующих элементов не указывается, если оно не превышает 1,8%.
Содержание серы и фосфора в стали не должно превышать 0,030% (каждого элемента). Содержание остаточного никеля в стали, не легированной никелем, допускается не свыше 0,35%. Содержание остаточной меди в стали допускается не свыше 0,30%.
Легированные стали обладают по сравнению с углеродистыми повышенной вязкостью в закаленном состоянии, меньшей склонностью к деформациям и трещинам при закалке.
Режущие свойства легированных сталей примерно такие же, как и углеродистых инструментальных, потому что они имеют низкую теплостойкость (200—250 °С).
Легированные инструментальные стали находят широкое применение при изготовлении инструментов и технологической оснастки.
Из сталей марок 7ХФ, 8ХФ и 9ХФ изготовляют круглые и ленточные пилы, ножи для холодной резки металлов, зубила, пуансоны, керны и другие инструменты, работающие с ударными нагрузками.
Из сталей марок ХВ5, 9ХС, ХВГ, В1 и ХВСГ изготовляют резцы и фрезы для обработки с небольшой скоростью резания твердых материалов, спиральные сверла, метчики, развертки, плашки, гребенки, протяжки. Особенно большое распространение получили стали марок ХВГ и 9ХС. Сталь ХВГпрокаливается и мало деформируется, но вместе с тем она чувствительна к образованию карбидной сетки. По этой причине нередко возникают трещины и выкрашивание режущей кромки инструмента. Сталь требует строгого структурного контроля в состоянии поставки каждой плавки и после закалки — каждой партии инструмента. Кроме того, инструменты из стали ХВГ, работающие с повышенными удельными давлениями (сверла, протяжки, ножи), быстро теряют форму рабочей кромки (тупятся). Сталь ХВГ не может обеспечить высокой стойкости сложных фасонных инструментов.
Сталь 9ХС наряду с хорошей прокаливаемостью отличается большой устойчивостью при нагреве. Она сохраняет высокую твердость и износоустойчивость при нагреве до 250 °С. Благодаря равномерному распределению карбидов сталь 9ХС применяют при изготовлении инструментов с тонкой режущей кромкой. Однако сталь 9ХС трудно обрабатывается из-за высокой твердости в отожженном состоянии (НВ 228—241). Кроме того, она обладает повышенной чувствительностью к обезуглероживанию, в том числе и при нагреве в расплаве солей, что требует тщательного раскисления расплава.
Из стали марки 9ХВГ изготовляют концевые режущие инструменты, резьбовые калибры, лекала сложной формы, сложные и точные штампы для холодного деформирования, которые при термической обработке не должны подвергаться значительным объемным изменениям (короблению).
Из стали марки ХбВФ изготовляют резьбонакатные инструменты, ручные ножовочные полотна, матрицы, пу-апсоны и другие инструменты, предназначенные для холодного деформирования.
Стали марок Х12М и Х12Ф1 меньше других инструментальных сталей деформируются в процессе термической обработки. Из них изготовляют штампы сложной формы и высокой износостойкости, эталонные шестерни, накатные плашки, волочильные матрицы.
Из сталей марок ЗХ2В8Ф и 4Х8В2 изготовляют пресс-литьевые формы для изготовления деталей из пластмасс, формы для литья под давлением деталей из алюминиевых сплавов.
Из сталей марок 7X3 и 8X3 изготовляют матрицы для горячей высадки болтов на прессах и горизонтально-ковочных машинах со сменными рабочими вставками, формовочные и прошивные пуансоны при горячей гибке и обрезке.
Из сталей марок 5ХНМ, 5ХНВ, 5ХНСВ и 5ХГМ выпускают молотовые штампы средних и больших размеров.
Из сталей марок 4Х5В2ФС, 4Х5В4ФСМ, 4Х2В5ФМ и 4ХЗВ2Ф2М2 изготовляют инструменты для горячего деформирования нержавеющих, жаропрочных и других трудно деформируемых сплавов, а также формы для литья под давлением.
Из сталей марок 4ХС, 6ХС, 4ХВ2С изготовляют пневматические зубила, обжимки, ножницы для горячей и холодной резки металлов, детали штампов для холодного деформирования.
Из сталей марок 5ХВ2С и 6ХВ2С изготовляют резьбонакатные плашки, формы для литья под давлением.
Быстрорежущие стали
Быстрорежущей сталью называется сталь, содержащая в своем составе, помимо углерода, в качестве легирующих элементов вольфрам, хром, ванадий, молибден, образующие после термической обработки устойчивые карбиды. Кроме карбидообразующих элементов в некоторые марки быстрорежущих сталей входит также кобальт.
Быстрорежущие стали (ГОСТ 19265-73) приобретают после закалки и отпуска высокую твердость, прочность, износостойкость, теплостойкость, сохраняя режущие свойства во время работы при нагревании до 600— 650° С. Это позволяет увеличивать скорости резания инструментами из быстрорежущей стали в 2—4 раза и повышает их стойкость по сравнению с инструментами из углеродистой или легированной стали.
Преимущества быстрорежущей стали проявляются главным образом при обработке прочных (ав= = 100 кгс/мм2) и твердых сталей (НВ 200—250) и резании с повышенной скоростью.
Быстрорежущие стали обозначают буквами и цифрами: буква Р означает, что сталь относится к группе
быстрорежущих, а цифра после буквы Р показывает среднее содержание вольфрама (в %) в стали. Среднее содержание ванадия (в %) отмечают цифрой, следующей за буквой Ф, кобальта — цифрой после буквы К.
Быстрорежущие стали делятся на стали нормальной теплостойкости (Р18, Р12, Р6М5) и стали повышенной теплостойкости (Р18Ф2, Р14Ф4, Р9Ф5 и др.). Для обработки конструкционных сталей с твердостью до НВ 260— 280 и чугунов используют стали нормальной теплостойкости. При обработке более прочных и термоулучшен-ных конструкционных сталей необходимы стали ванадиевые (Р18Ф2) и для очень тяжелых режимов резания—кобальтовые (Р18К5Ф2, Р9К5 и Р9КЮ).
Сталь марки Р18 применяется в исключительных случаях для инструмента высокой производительности с очень большим сопротивлением износу, при обработке сталей с пределом прочности до 90—100 кгс/мм2 и чугунов твердостью НВ 270—300. Из нее изготовляют резцы, сверла, фрезы, долбяки, развертки, зенкеры, метчики, протяжки и плашки.
Сталь марки Р9 применяется для инструмента, легко шлифуемого при его производстве. Из нее изготовляют резцы, сверла, зенкеры, метчики, плашки и пилы. Не рекомендуется изготовлять шевера, протяжки, долбяки.
Сталь марки Р18Ф2 применяется для изготовления инструмента повышенной (по сравнению со сталями Р9 и Р18) производительности, теплостойкости и износостойкости. Рекомендуется для обработки твердых нержавеющих и жаропрочных сталей, а также титановых и жаропрочных сплавов. Из нее изготовляются резцы, фрезы, сверла, зенкеры и развертки.
Стали марок Р9К5, Р9КЮ, Р18К5Ф2 и Р10К5Ф5 применяются для обработки нержавеющих и жаропрочных сплавов и твердых материалов; для изготовления инструментов, нагревающихся в работе до высоких температур. Сталь Р9К.5, обладая высокой вязкостью, пригодна для работы с ударом; сталь Р9КЮ обладает высокой теплостойкостью. Из этих сталей изготовляют резцы, фрезы, сверла, зенкеры, червячные фрезы, долбяки, вставные ножи.
Сталь марки Р9Ф5 применяется для изготовления инструментов, предназначенных для выполнения чистовых операций. Рекомендуется для обработки стали средней твердости, бронз, латуней, жаропрочных и титановых сплавов, а также материалов, обладающих абразивными свойствами, — пластических масс, фибры, эбонита. Изготовляют из нее резцы, сверла, зенкеры и развертки.
Сталь марки Р14Ф4 по химическому составу и свойствам занимает среднее положение между сталями Р9Ф5 и Р18Ф2. Обладает более высокой твердостью, износостойкостью и теплостойкостью, чем стали Р9 и Р18.
Рекомендуется для обработки особо прочных материалов (легированных сталей, нержавеющих сталей, жаропрочных сплавов). Из нее изготовляют резцы, фрезы, зенкеры, протяжки.
Пластинки из быстрорежущих сталей для оснащения инструментов в зависимости от их назначения (ГОСТ 2379-67) различаются по форме.
В Советском Союзе на инструментальные стали разработан новый ГОСТ 19265-73, введенный в действие с января 1975 г. В ГОСТ включены новые марки быстрорежущих сталей с повышенным содержанием углерода и частичным замещением вольфрама молибденом и кобальтом. В их число входят Р6М5, Р6М5К5 и Р9М4К8.
Вольфрамомолибденовая сталь Р6М5 не только дешевле, но и отличается хорошей теплопроводностью, мало склонна к трещинообразованию в процессе шлифования. По режущим свойствам сталь Р6М5 немного уступает сталям Р18 и Р12 при чистовой обработке, однако при черновой обработке режущие свойства стали Р6М5 лучше, чем Р18. Недостаток стали Р6М5 —чувствительность к перегреву.
Сведения об инструментальных материалах. Требования, предъявляемые к ним
В конце прошлого. и в начале нашего столетия процессы снятия стружки в металлообрабатывающей промышленности были на очень низком уровне развития.. Главным инструментальным материалом была углеродистая сталь, обладающая низкой износостойкостью и недостаточной способностью противостоять тепловым нагрузкам. В процессе резания режущая кромка инструмента, изготовленная из инструментальной стали с содержанием углерода 1,2 % и закаленная до твердости 66 HRC, могла противостоять температурам 200—250 °С и допускать обработку со скоростями резания 10—15 м/мин.
Несколько позднее появились инструментальные стали, легированные присадками хрома, вольфрама, молибдена, ванадия и др., которые позволили работать со скоростями 20— 25 м/мин. Резцы из углеродистых и легированных сталей изготовляются цельными, из одного куска металла.
В первые два десятилетия двадцатого столетия была открыта быстрорежущая сталь (1906), которая при содержании в ней вольфрама около 19 % могла работать при температуре до 650 °С. Быстрорежущие стали допускают работу при скоростях резания, в 2—3 раза превышающих скорости, возможные при использовании инструментов, изготовленных из инструментальных углеродистых сталей.
Дальнейшие эксперименты с материалами, имеющими повышенное содержание кобальта (Со), хрома (Сг) и вольфрама (W), привели к получению сплава из этих металлов — стеллита (1915) с температурным пределом 800 °С.
Эти два новых материала явились большим достижением в области обработки резанием. Для обточки стального валика диаметром 100 мм и длиной 500 мм резцом из инструментальной стали требовалось 100 мин машинного времени. Быстрорежущая сталь позволила сократить это время До 26 мин, а резцы из стеллита довели его до 15 мин.
В 1920 г. впервые был получен металлокерамический твердый сплав. Этому открытию суждено было сыграть самую важную роль в развитии режущего инструмента. В 30-е годы металлокерамические твердые сплавы нашли широкое применение в металлообработке. Уже первые инструменты из твердых сплавов позволили уменьшить время обработки образцового валика до 6 мин. Сейчас этот инструментальный материал занимает доминирующее положение в области резания металлов.
Твердые сплавы сохраняют относительно высокую твердость при нагреве до температуры 800—900 °С и позволяют вести обработку на высоких скоростях резания. При соответствующих геометрических параметрах инструмента скорость резания достигает 500 м/мин при обработке сталей марки 45 и 2700 м/мин при обработке алюминия. Твердосплавным инструментом можно обрабатывать детали из закаленной (HRC до 67) и труднообрабатываемых сталей.
Твердые сплавы выпускаются в виде пластинок, стандартизованных по форме и размерам, и сплошных или пустотелых столбиков. Важным событием в инструментальной промышленности было создание на основе принципа «неперетачиваемости» в середине 50-х годов инструментов с поворотными неперетачиваемыми пластинками.
При износе одной режущей кромки пластинка не снимается на переточку, а поворачивается, и новая режущая кромка продолжает резание. В 50-е годы появился минералокерамический материал. Его производство очень схоже с процессом изготовления металлокерамических твердых сплавов. Основой минералокерамических материалов является очень часто корунд (окись алюминия Аl2О3). Минералокерамика не нашла, однако, широкого применения. Главной причиной тому является недостаточная прочность.
В 1969—1973 гг. появились поворотные пластинки с покрытием, сущность которого заключается в том, что на прочную твердосплавную основу наносится слой износостойкого карбида. Первые твердосплавные пластинки имели слой карбида титана толщиной 4—5 мкм. Применение покрытия увеличило срок службы пластинок примерно на 300 %. Столь существенное улучшение объясняется тем, что наносимый слой действует как диффузионный барьер, имеющий высокую химическую стабильность при повышенных температурах.
В 1976 г. были созданы пластинки с двухслойным покрытием (типа GG015) с использованием окиси алюминия. Наружный слой толщиной в 1 мкм делается из окиси алюминия, а промежуточный слой толщиной и 6мкм — из карбида титана.
Твердосплавные пластинки с двухслойным, покрытием этого типа обладают отличными режущими свойствами при высоких, средних и низких режимах резания при обработке стали, чугуна при температурах до 1300 °С.
Особое место среди инструмёнтальных материалов занимают алмазы, являющиеся самыми твердыми, самыми износостойкими материалами, но хрупкими и самыми дорогими из всех материалов.
В нашей стране на основе кубического нитрида бора (вещества, состоящего из атомов азота и бора) создан новый сверхтвердый; синтетический материал эльбор, обладающий большой твердостью (до 9000 кгс/мм 2 ) и высокой теплостойкостью (1400 С). Эльбор химически инертен по отношению к углеродсодержащим материалам и более прочен, чем алмаз. Инструмент, изготовленный из эльбора, имеет высокую износостойкость. Эльбор в виде порошка используют для изготовления шлифовальных кругов и другого абразивного инструмента, а эльбор в виде столбиков — для изготовления резцов.
На рис.19 развитие инструментальных материалов изображено в форме
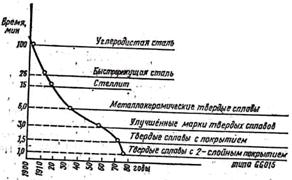
Рис. 19. Диаграмма развития инструментальных материалов
графика, на котором по оси абсцисс отложены годы, а по оси ординат — время, требовавшееся для обточки одного и того же валика в разные годы нынешнего столетия. Как видно из Графика, время обработки образцового валика сократилось со 100 мин в начале 1900-х г. до 1 мин в середине 1970.'х г.
Требования, предъявляемые к инструментальным материалам. Режущие материалы должны удовлетворять следующим основным требованиям:
высокой твердости, значительно превосходящей твердость обрабатываемого металла;
высокой механической прочности — режущая поверхность инструмента должна выдерживать большое давление, без хрупкого разрушения и заметного пластичного деформирования;
высокой теплостойкости — материал должен сохранять при нагреве твердость, достаточную для осуществления процесса резания;
высокой износоустойчивости — способности материала работать продолжительное время при высокой температуре.
Для изготовления инструмента применяют следующие группы материалов, в различной степени (в разных условиях) удовлетворяющие этим требованиям: 1) инструментальные углеродистые стали; 2) инструментальные легированные стали; 3) быстрорежущие стали; 4) металлокерамические твердые сплавы; 5) минералокерамические материалы; 6) алмазы; 7) абразивные материалы; 8) конструкционные стали.
В табл. 2 приведены свойства основных инструментальных материалов, а на диаграмме (рис. 20) — твердость их в зависимости от температуры резания.
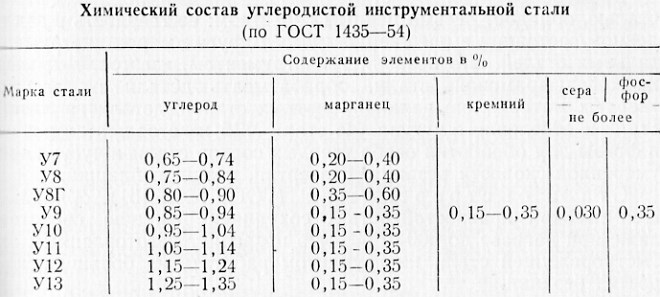
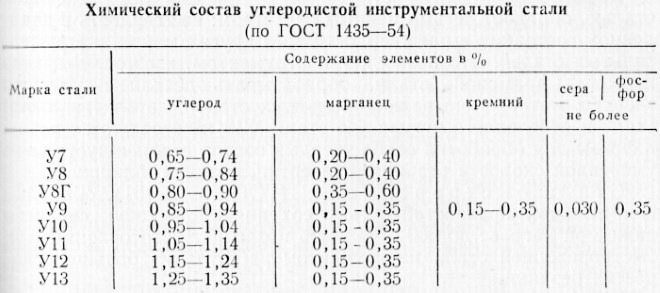
Инструментальные углеродистые стали. Для изготовления режущих инструментов применяются углеродистые стали марок: У7, У8, . У13, У7А, У8А, . У13А. Буква У указывает, что сталь углеродистая; цифры—среднее содержание в процентах углерода;
2. Свойства основных инструментальных материалов
| Инструментальный материал | материал | Твердость, HRA | Предел прочности на изгиб, Н/м 10 7 | Предел прочности на сжатие Н/м 10 7 | Теплопроводность, Вт/м*К | Теплостойкость. град | Коэффициент относительной допустимой скорости резания |
| Углеродистая сталь | У10А-У12А | 62,85 | 0,4 | ||||
| Быстрорежущая сталь | Р18 | 20,95 | 1,0 | ||||
| Твердый сплав | ВК-8 Т15К6 | 58,66 27.235 | 3,0 4,0 | ||||
| Минералокерамика | ЦМ-332 | 30-40 | 150—180 | 20,95 | 1100-1200 | 5-7 |
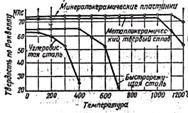
Рис. 20. Зависимость твердости инструментальных материалов от температуры
буква А показывает, что сталь повышенного качества с минимальным (небольшим) содержанием вредных примесей. Марки и их состав даны в ГОСТ 1435—54.
Инструмент, изготовленный из углеродистой стали, позволяет вести обработку при скоростях резания 10— 15 м/мин и при температурах резания 200—250°С.
Из углеродистых сталей изготовляют слесарные и режущие инструменты, работающие на низких скоростях. Из стали У9А изготовляют зубила, из стали У13 — шаберы, напильники. Учитывая, что углеродистая сталь хорошо шлифуется, сталь У12А применяют для изготовления метчиков, необходимых, для обработки точных резьб с мелким шагом.
Легированные инструментальные стали. Легированные инструментальные стали отличаются от углеродистых наличием в них легирующих элементов — хрома, вольфрама, молибдена, ванадия, марганца, кремния. Стали с такими добавками называются легированными инструментальными сталями. Легированные стали выдерживают температуру нагрева 250—300°С и дают возможность работать со скоростью резания 20—25 м/мин. Наибольшее распространение получили марки ХВ5, ХВГ, 9ХС, ХГ. Из стали ХВ5 изготовляются развертки и фасонные резцы. Из стали ХВГ изготовляются протяжки крупных размеров Сталь 9ХС отличается высокой карбидной однородностью. Из нее изготовляются инструменты с тонкими режущими элементами — сверла, раз вертки, метчики, плашки, концевые фрезы небольших диаметров. Химический состав легированных сталей группы и марки даны в ГОСТ 5950— 63.
Быстрорежущие стали. Быстрорежущие инструментальные стали отличаются от легированных большим со держанием в них вольфрама, ванадия хрома, молибдена. Быстрорежущие стали обладают более высокой твердостью, прочностью, износостойкость и теплостойкостью. Они не теряют своих режущих свойств при температур 550—600 °С и позволяют работать со скоростью резания в 2,5—3 раза выше, чем инструменты, изготовленные из углеродистых сталей, и в 1,5 раз, выше, чем инструменты, изготовленные из легированных сталей. Быстро режущие стали подразделяются н, стали нормальной производительности (Р18, Р9 и др.) и стали повышенной производительности (Р18Ф2К5, Р9Ф2К5 и др.). Наибольшее распространение получили стали Р9 и Р18. Твердость этих сталей — HRC 62—64 Быстрорежущие стали нормальной производительности позволяют работать со скоростью резания до 60 м/мин, а повышенной производительности — до 100 м/мин. Из быстрорежущих сталей изготовляются инструменты многих наименований: резцы, сверла, зенкеры, развертки, цилиндрические фрезы, червячные фрезы, долбяки, протяжки и др.
Твердые сплавы. Для изготовления режущей части инструмента применяют металлокерамические твердые сплавы. Металлокерамические сплавы получают спеканием порошков карбидов тугоплавких металлов: вольфрама, титана, тантала и связывающего их кобальта. Твердые сплавы обладают высокой теплостойкостью (до 1000°С) и износостойкостью. Они позволяют работать со скоростями резания в 3—4 раза большими по сравнению с инструментами из быстрорежущей стали. Твердые сплавы выпускаются в виде пластинок определенной формы и стандартных размеров (ГОСТ 2209—69).
Область применения твердых сплавов указана в ГОСТ 3882—74. Из твердых сплавов изготовляются резцы различных типов, сверла, зенкеры, развертки, торцовые фрезы, червячные фрезы, метчики и др.
Минералокерамические материалы.Для изготовления режущей части инструмента применяют минералокерамические материалы (микролит, терликорунд). Микролит, так же как и твердые сплавы, получают спеканием. Пластинки минеральной керамики обладают высокой твердостью (HRA=91—93), высокой теплостойкостью (до 1200 °С) и износостойкостью. Недостатками керамических материалов являются хрупкость и пониженная прочность. Наиболее высокими режущими свойствами обладает материал марки ЦН-332.
Керамические материалы применяют главным образом при получистовом и чистовом точении и при чистовом и тонком фрезеровании торцовыми фрезами с неперетачиваемыми пластинками.
Алмаз. Алмаз является самым твердым из всех инструментальных материалов. Твердость алмаза в 7 раз превосходит твердость карбида вольфрама и в 3,5 раза — карбида титана. Алмаз обладает высокой теплопроводностью и высокой износостойкостью. Недостатками алмаза являются хрупкость, низкая критическая температура (700—750 °С) и дороговизна.
Алмазы бывают естественные и синтетические. В природе алмазы встречаются в виде кристаллов и сросшихся кристаллических зерен и кристалликов. Искусственные (синтетические) алмазы получают из обычного графита воздействием на него высоких температур и давления. Синтетические алмазы типа «Карбонадо», «Баллас» выпускаются в виде кристаллов и порошков. Шлифовальные круги из синтетических алмазов применяются для заточки и доводки твердосплавных режущих инструментов.
Алмазом оснащаются резцы, торцовые фрезы и перовые сверла. В режущих инструментах применяются кристаллы массой от 931 до 0,75 карата (1 карат равен 0,2 г).
Кубический нитрид бора. Отечественная промышленность выпускает синтетические материалы того же назначения, что и искусственные алмазы. К ним относится в первую очередь кубический нитрид бора. Он представляет собой химическое соединение бора и азота. Технология его изготовления аналогична с производством синтетических алмазов. Исходным материалом является нитрид бора, свойства которого сходны со свойствами графита. Промышленные марки кубического нитрида бора «эльбор Р», «композит», «кубинит» обладают высокой твердостью, высокой теплоемкостью и высокой износостойкостью.
Марки типа «эльбор Р» обладают свойствами, значительно превосходящими минеральную керамику и твердые сплавы. Резцы из эльбора применяют для тонкого чистового точения закаленных сталей (с твердостью HRC 45—60), хромоникелевых чугунов. Торцовые фрезы из эльбора позволяют производить чистовое фрезерование закаленных сталей и получать шероховатость поверхности до Ra 1,25 мкм.
В последнее время освоено производство крупных поликристаллических образований нитрида бора с диаметром 3—4 мм и длиной 5—6 мм, обладающих высокой прочностью. Оснащение такими поликристаллами резцов и торцовых фрез позволяет обрабатывать закаленные стали с твердостью HRC до 50 и высокопрочных чугунов с параметрами шероховатости до Ra 0,50 мкм.
Конструкционные стали. Для изготовления державок, корпусов хвостовиков и деталей для клеймения составного инструмента применяют конструкционные стали: Ст5» Стб, стали 40, 45, 50 и др.
Углеродистые инструментальные стали: свойства и область применения
Характеристики, которыми отличаются углеродистые инструментальные стали, позволяют успешно использовать данный материал не только для изготовления инструмента различного назначения, но и для производства пресс-форм для литья, измерительных приспособлений, а также других изделий, к точности геометрических параметров которых предъявляются повышенные требования.

Свойства углеродистых сталей позволяют применять их при изготовлении пресс-форм для высокоточного литья
Основные особенности
Современная металлургическая промышленность производит сталь в значительных объемах, поскольку это один из основных конструкционных материалов. Доля сталей, состав которых обогащен легированными элементами, составляет в данном объеме только 10%, остальная часть – это конструкции и изделия из обычных углеродистых сплавов. Данный факт свидетельствует о том, что именно углеродистые стали можно назвать основным материалом, используемым в современной промышленности.

Изделия из углеродистых сталей окружают нас повсюду
Широкая распространенность углеродистой стали объясняется:
- невысокой стоимостью производства;
- хорошей обрабатываемостью различными методами (резанием, давлением, сваркой);
- хорошими эксплуатационными данными.
Инструментальные стали, относящиеся к сплавам углеродистой группы, отличает сложный химический состав, основу которого (97–99,5%) составляет железо. Кроме последнего, в них содержатся следующие элементы:
- хром, никель и медь (их добавляют специально);
- сера, фосфор, азот, кислород, водород (данные элементы присутствуют в инструментальной стали потому, что их невозможно совсем удалить при ее очищении);
- марганец и кремний (их появление определяется особенностями производства инструментальных углеродистых сталей).
Содержание основных химических элементов в углеродистой стали
Значительное влияние на характеристики инструментальных сталей оказывает углерод, который намеренно вводится в их состав. От количества данного элемента зависит модификация структуры сплава. Так, у инструментальных сталей, в составе которых менее восьми десятых процента углерода, перлитная и ферритная внутренняя структура, более восьми десятых процента – цементитная и перлитная, ровно восемь десятых процента – полностью перлитная.
Большое количество углерода в составе инструментальных углеродистых сталей определяет следующие их характеристики:
- невысокую пластичность и хорошую ударную вязкость;
- исключительно высокую прочность;
- устойчивость к холодной механической обработке.
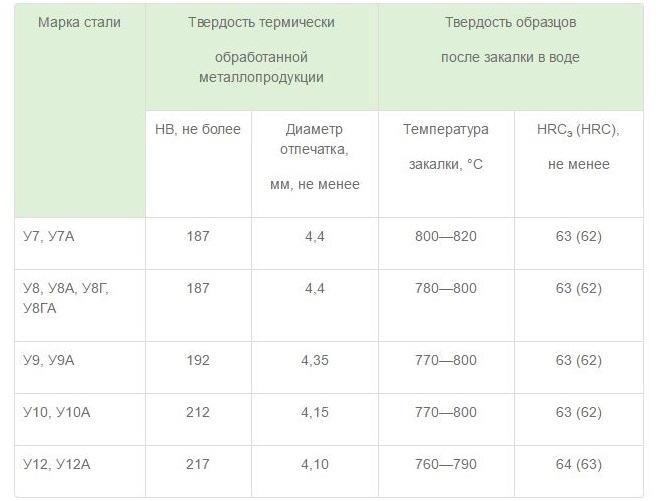
Твердость металлопродукции из углеродистых сталей
На характеристики сплавов, которые содержат в своем составе значительное количество углерода, негативное влияние оказывают окислы железа. Чтобы уменьшить это влияние, в состав углеродистых сталей специально вводят следующие элементы:
- кремний (часть объема данного элемента преобразуется в форму силикатных включений, остальное его количество полностью растворяется в феррите);
- марганец (используется для раскисления железо-углеродистого сплава, но при этом решает и другие важные задачи: удаление из феррита и цементита, составляющих основу сплава, соединений железа с серой, которые крайне негативно влияют на его качество; повышение прочности металлических листов, полученных по горячекатаной технологии).
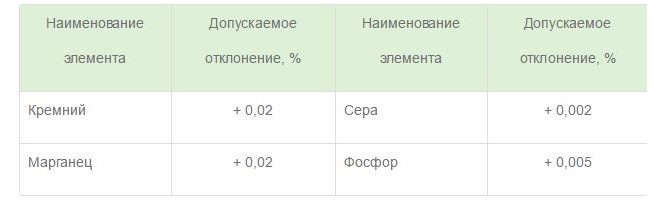
Допустимые отклонения по химическому составу в прокатных изделиях, предназначенных для дальнейшей переделки
Методы производства
Самым эффективным и экономичным способом производства инструментальных углеродистых сталей, который используется уже на протяжении многих лет, является кислородно-конвертерная технология. Заключается она в продувке жидкого чугуна, залитого в конвертер, кислородом. Продолжительность процесса производства по данной технологии не превышает одного часа. Углеродистые стали также выплавляются в мартеновских и электрических печах, для этого используются конвертеры бессемеровского типа.

Выплавка углеродистой стали
Получение инструментальных углеродистых сталей в конвертерах бессемеровского типа отличается высокой производительностью, но имеет ряд существенных недостатков. При использовании этой технологии из готового сплава не удается удалить все примеси неметаллической природы. В такой стали содержится значительное количество азота и других газообразных включений, которые снижают ее плотность и прочность, приводят к быстрому старению металла. В так называемых бессемеровских сталях, кроме того, содержится много фосфора и серы, удалить которые полностью не представляется возможным.
Удалить фосфор и серу или довести их содержание в металле до допустимого уровня позволяет кислородно-конвертерный метод. Стали, полученные по данной технологии, также отличаются невысоким содержанием азота и других газообразных включений. Выплавка инструментальных углеродистых сталей в мартеновских печах позволяет получить похожие характеристики, но данная технология отличается одним большим недостатком – длительностью реализации. Чтобы выплавить сталь в такой печи, потребуется ориентировочно 11 часов, что негативным образом отражается на экономической целесообразности данного процесса.
Получить самую качественную инструментальную сталь, в которой содержится минимальное количество фосфора, серы и кислорода, позволяет технология, предполагающая использование дуговых или индукционных электрических печей.

Компактные индукционные плавильные печи лего размещаются в небольших производственных помещениях
Данная технология (наиболее дорогая из всех существующих) позволяет получать материалы, которые предназначены также для изготовления ответственных металлических конструкций. Из-за высокой стоимости данного метода многие металлургические предприятия его не используют, отдавая предпочтение более экономичным технологиям.
Классификация
Углеродистые стали, относящиеся к различным категориям, принято разделять по уровню качества на следующие типы:
- металл самого высокого качества, в составе которого присутствует не более 0,03% серы и фосфора;
- качественные стали, которые характеризуются следующим содержанием вредных примесей: фосфор – не более 0,035%, сера – не более 0,04%;
- стали обыкновенного качества, в составе которых содержится не более 0,05% серы и не более 0,04% фосфора.
Стальные сплавы, которые относят к категории инструментальных, могут быть только качественными и высококачественными. Требования к конструкционным сталям несколько ниже, в данной категории могут находиться сплавы обыкновенного качества и качественные.
Количественное содержание углерода в стальном сплаве также оказывает влияние на то, к какой категории его относят. Так, стали с содержанием углерода, не превышающим 0,25%, входят в категорию малоуглеродистых, ровно 0,6% содержат среднеуглеродистые, больше 0,6% – высокоуглеродистые.
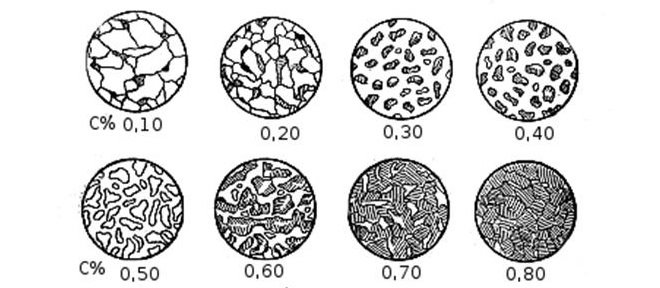
Схема микроструктуры углеродистой стали в зависимости от содержания углерода (темное поле — перлит, светлое — феррит)
Тип структуры углеродистых сталей также может отличаться. В зависимости от него такие сплавы подразделяют на следующие категории:
- доэвтектоидные;
- эвтектоидные;
- заэвтектоидные.
Применение и маркировка
К углеродистым сталям инструментального типа относят сплавы, в которых углерод содержится в интервале 0,65–1,35%. Их химический состав, а также характеристики, которым они должны соответствовать, оговариваются положениями ГОСТ 1435-74 (есть редакция от 1999 года).
Ознакомиться со всеми требованиями ГОСТ к инструментальным сталям можно, скачав данный документ в формате pdf по ссылке ниже.
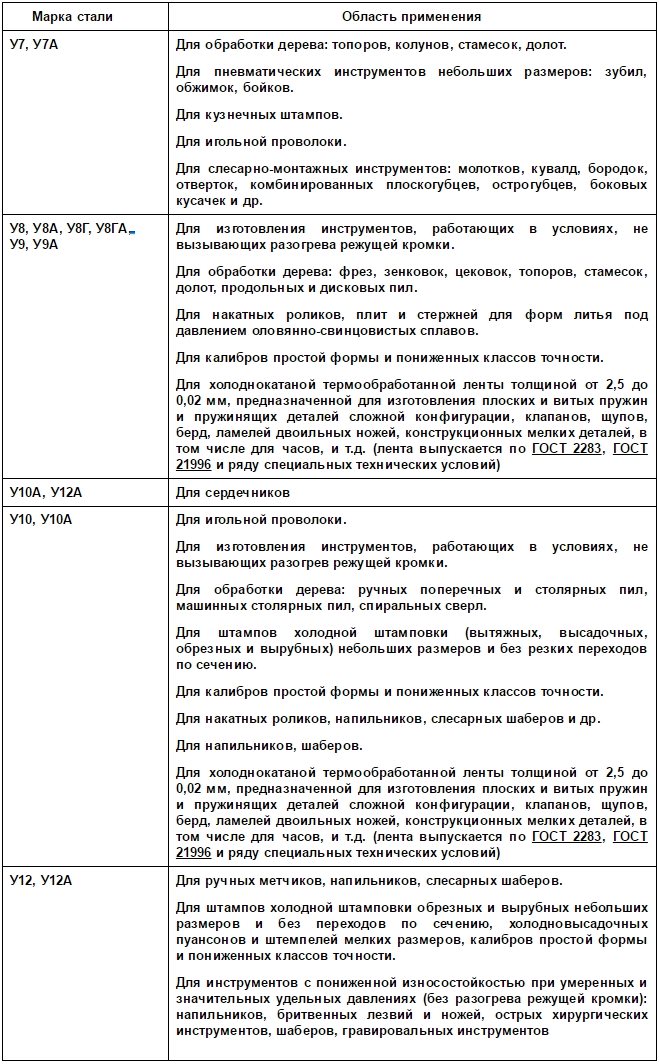
Сферы назначения инструментальных углеродистых сталей
Применение инструментальных углеродистых сталей связано с производством:
- резцов, ножовочных полотен, напильников, измерительного инструмента (марки У11-У13А);
- инструмента пневматического типа, зубил, кусачек разных типов, пассатижей, молотков (У7 и У7А);
- метчиков, плашек, разверток, сверл, матриц для холодной штамповки (У9-У10А);
- пунсонов, инструментов для зенкования, фрезерования и обработки древесины, ножей, штампов (У8 и У8А).
По маркировке инструментальных углеродистых сталей можно узнать не только о том, сколько углерода содержится в их составе, но и о категории качества, к которой они относятся. Так, обозначение У8А, например, говорит о том, что в данном сплаве, который отличается повышенным качеством, содержится 0,8% углерода.
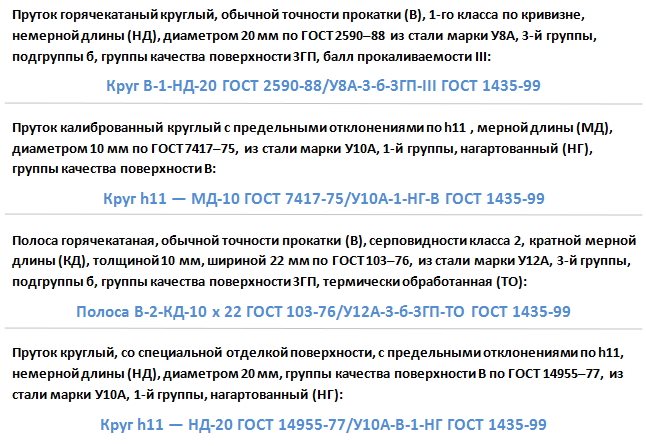
Примеры обозначения проката из углеродистой стали
При использовании углеродистых инструментальных сталей следует иметь в виду, что изделия из них подвергают обязательному отжигу, закалке и последующему отпуску. Данные виды термообработки, проводимой при соответствующей температуре, позволяют оптимизировать структуру таких сплавов и, соответственно, значительно улучшить показатели их твердости и прочности.
Читайте также: