Коэффициент заполнения пакета сталью
Обновлено: 17.05.2024
Расчет отдельного трансформатора обычно проводится на базе существующей серии трансформаторов с определенными конструкциями магнитных систем и обмоток, общей для всей серии конструкцией изоляции, установленными изоляционными расстояниями, известными марками активных и изоляционных материалов и общей технологией производства. В этом случае параметры короткого замыкания Р K и uK l , входящие в ряд параметров всей серии, коэффициент заполнения площади круга активным сечением стержня k C, определяемый выбранной маркой стали и принятой технологией изготовления магнитной системы, и изоляционные расстояния главной изоляции обмоток, зависящие от конструкции главной изоляции и применяемых изоляционных материалов, по существу являются заданными для расчетчика.
При разработке новых серий обычно производится изменение, как конструкции, так и технологии производства трансформаторов, применяются новые, более эффективные или экономичные магнитные, проводниковые и изоляционные материалы, улучшаются параметры трансформаторов серии. При этом обычно стремятся уменьшить потери холостого хода Р X и короткого замыкания Р K, увеличить коэффициент заполнения k C и уменьшить не в ущерб электрической прочности трансформатора изоляционные расстояния главной изоляции обмоток. Для оценки эффективности подобных изменений необходимо исследовать, как эти изменения отражаются на параметрах трансформатора, массах и стоимости его активных материалов.
Изменение потерь короткого замыкания трансформатора может быть произведено изменением плотности тока в обмотках и соответствующим изменением массы металла обмоток.
Массу металла обмоток, как было показано ранее (см. § 11.1), можно определить по формуле
Из величин, входящих в это выражение, от потерь короткого замыкания Р K зависит только ua = P K(10S). Косвенно от Р K> зависит параметр а, принимаемый постоянным для заданных потерь Р K> , но изменяющийся при изменении Р K> (см. § 3.5 и табл. 3.4). Таким образом,
При относительно небольших изменениях Р K — в пределах ±20 % можно считать a = const и пользоваться упрощенной формулой
Изменение плотности тока с изменением РК можно получить из (3.60)
(11.9)
или, если пренебречь изменением а,
Зависимости между G0, J и РК графически изображены на рис. 11.5 сплошными линиями для упрощенных формул (11.8) и (11.10) и штриховыми линиями для точных формул (11.7) и (11.9). При этом за 100% приняты значения G0, J и РК для любого исходного известного варианта. В связи с некоторым изменением сечения обмоток и необходимостью изменения площади окна магнитной системы при изменении РК несколько изменится масса стали GCT—
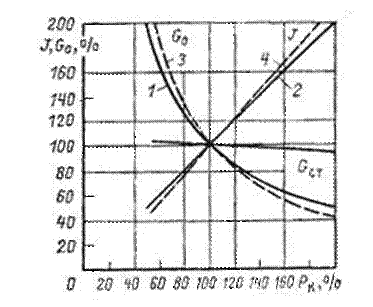
Рис. 11.5. Зависимость между потерями короткого замыкания РК, массой металла обмоток G0 и плотностью J
1 и 2-по (П.8) и (11.10); 3 и 4- по style='mso-bidi-font-size7.0pt'>(11.7) и (11.9)
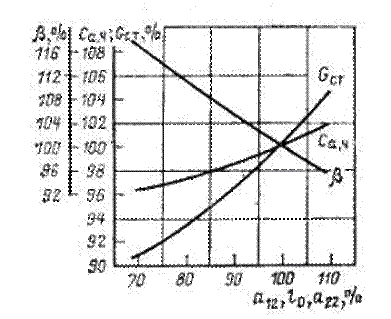
Рис. 11.6. Изменение массы стали GCT, стоимости активной части Са,ч и с изменением изоляционных расстояний а12, l0, а22 (Р K== const; uK = const; G0= const)
увеличивается с уменьшением Р K и уменьшается с его увеличением. Графики на рис. 11.5 показывают, что при изменениях Р K в пределах ±20 % можно с успехом пользоваться упрощенными формулами. Из кривой 1 следует также, что уменьшение потерь короткого замыкания путем уменьшения плотности тока сопряжено с существенным увеличением массы металла обмоток.
Коэффициент заполнения сталью k C, равный произведению двух коэффициентов kKP — коэффициента заполнения круга и k3 — коэффициента заполнения сечения стержня, входит в число исходных данных, выбираемых до начала расчета трансформатора. От значения коэффициента k C зависят коэффициенты А (3.30), А1 (3.35), В1 (3.43) и С1 (3.52), а именно
A ~ ; A1 ~ A 3 kC ~ ~
B1 ~ A 3 kC ~ и С1 ~ ~ ~
Коэффициенты A2 и B2 от kС не зависят
А 2 ~ A 2 kС ~ ~ 1; B2 ~ A 2 kС ~ 1.
Из приведенных зависимостей следует, что с ростом kС уменьшается масса стали GCT (А1 и B1) и масса металла обмоток (С1), а вместе с ними стоимость активных материалов, потери и ток холостого хода при сохранении неизменных значений РК и uK, положенных в основу рассматриваемых выражений.
Коэффициент k3 зависит от толщины выбранной марки стали (0,35; 0,30 или 0,27 мм) и вида изоляции пластин. Современная холоднокатаная сталь с нагревостойким электроизоляционным покрытием ЭТ (ГОСТ 21427-83) имеет коэффициент заполнения для этих толщин соответственно k3=0,97-0,94 и без покрытия не более 0,97. Следовательно, коэффициент заполнения сечения стержня k3 не дает реальной возможности для увеличения k C.
Коэффициент заполнения круга kKP зависит от числа и размеров.ступеней (пакетов) в сечении стержня. Увеличение числа ступеней с уменьшением толщины пакетов позволит увеличить kK P, однако усложнит технологию изготовления магнитной системы. Ограниченные возможности увеличения коэффициента kKP для диапазона диаметров стержня от 0,08 до 0,75 м рассмотрены в § 8.1.
Основные изоляционные расстояния главной изоляции обмоток — ширина канала между обмотками ВН и НН а12, расстояние от обмотки ВН до ярма l0 и расстояние между обмотками ВН соседних фаз а22 — в явном виде входят в формулы (3.36) и (3.44), определяющие массу стали магнитной системы, а расстояние а12 в скрытом виде входит также в выражение (3.30), служащее основой системы обобщенного расчета магнитной системы и обмоток. Влияние размеров изоляционных расстояний на массу активной части сказывается в большей степени в трансформаторах с более высоким номинальным напряжением обмоток ВН, а в трансформаторах с одинаковыми номинальными напряжениями— при относительно меньших мощностях.
При проектировании новых серий всегда стремятся уменьшить изоляционные расстояния применением новых материалов, обладающих повышенной электрической прочностью, и новых улучшенных изоляционных конструкций или снижением испытательных напряжений. Во всех этих случаях представляется интересным оценить, в какой степени является эффективным то или иное мероприятие по уменьшению изоляционных расстояний.
Исследование этого вопроса проведено путем расчета по обобщенному методу нескольких вариантов трехфазного двухобмоточного трансформатора типа ТДН-25000/110 мощностью 25 000 кВ·А с напряжением обмотки ВН ПОкВ. Расчет производился по методике, описанной в § 3.5 и 3.6 для пяти вариантов изоляционных расстояний a12, l0 и а22, составляющих 70, 80, 90, 100 и 110 % соответствующих расстояний в серии трансформаторов с напряжением ВН 110 кВ. При расчете была принята сталь марки 3404 толщиной 0,35 мм по ГОСТ 21427-83 при неизменных потерях короткого замыкания Р K и uK= 10,5 %.
Изменение а12 отражается при расчете на коэффициентах А, А1, А2, В1, В2 и С1. Кроме того, коэффициенты А2 и В2 зависят также от l0 и от а12 и а22- Поэтому в результате расчетов были получены варианты трансформаторов с различными массами стали GCT и металла обмоток G0. При этом уменьшение изоляционных расстояний при сохранении одного значения при неизменных Р K и uK приводило к уменьшению диаметра d, снижению массы стали и некоторому увеличению массы металла обмоток. Масса металла обмоток при этом увеличивается потому, что уменьшение изоляционного расстояния а12 приводит к уменьшению приведенной ширины канала между обмотками ВН и НН аР, и для сохранения значения реактивной составляющей напряжения короткого замыкания uP в (7,32) приходится уменьшать напряжение одного витка uB и увеличивать число витков обмоток.
Поскольку увеличение массы металла обмоток является нежелательным, были подобраны такие значения , при которых масса металла обмоток остается неизменной при всех вариантах изоляционных расстояний.
Результаты расчетов представлены в виде кривых на рис. 11.6. Снижение изоляционных расстояний на 20—30 % по сравнению с расстояниями в реальном трансформаторе типа ТДН-25 000/110 может привести к снижению массы стали, а следовательно, и потерь холостого хода на 7—10 % и стоимости активной части на 3—4 %. С увеличением мощности трансформатора при сохранении напряжения обмотки ВН 110 кВ эффект от уменьшения изоляционных расстояний будет соответственно уменьшаться.
Большая Энциклопедия Нефти и Газа
Коэффициент заполнения пакета сталью k3 зависит, как известно, от рода изоляции и толщины листов стали. Для листов толщиной 0 5 и 0 35 мм k3 обычно принимается соответственно 0 95 и 0 9, если листы изолированы специальным лаком, и 0 9 и 0 85, если они изолированы путем оклейки бумагой. [1]
Коэффициент заполнения пакета сталью при удельном давлении 105 Па ( 1 кг / см2) должен быть не менее 0 96 для стали толщиной 0 35 мм и 0 945 для стали толщиной 0 28 мм. [2]
Кс - коэффициент заполнения пакета сердечника , равный 0 9 - - 0 95; qr - площадь сечения сердечника магнитопровода; F - величина магнитного потока. [3]
О 95 - коэффициент заполнения пакетов сталью ( коэффициент пакета), учитывающий изоляцию листов стали, который равен отношению длины стали пакета к полной длине его. [4]
Важной операцией является снятие заусенцев, которые снижают коэффициент заполнения пакета и увеличивают потери на вихревые токи при замыкании пластин по контуру. Допустимая величина заусенцев не должна превышать 5 мкм. Заусенцы удаляют при помощи шлифовального круга или электрополированием. В последнем случае повышается магнитная проницаемость и снижаются потери на гистерезис, что вероятно связано с удалением при электрополировании поверхностного слоя металла с краев пластины, где имеет место наклеп. [5]
При расчете магнитной цепи переменного тока необходимо учитывать коэффициент заполнения пакета сталью kc, который зависит от рода изоляции и толщины листов стали. Для листов толщиной 0 5 и 0 35 мм kc соответственно равен 0 95 и 0 9, если листы изолированы специальным лаком, или 0 9 и 0 85, если они оклеены бумагой. [6]
Заполнение такого пакета сталью зависит от толщины листов стали, толщины изоляционной пленки, качества поверхности листов и усилия запрессовки и учитывается коэффициентом заполнения пакета сталью ( kc), равным отношению сечения чистой стали ( без изоляции) ко всему сечению пакета. [7]
Если магнитные свойства стали определяются на переменном токе, то кривые намагничивания обычно снимаются для пакета, выполненного в виде тора, имеющего свой коэффициент заполнения пакета сталью. [9]
Снижение потерь путем уменьшения толщины стали практически ограничено толщиной 0 28 - 0 30 мм, так как при дальнейшем снижении толщины резко уменьшается коэффициент заполнения пакетов сталью, что приводит к росту намагничивающего тока и потерь в магнитопро-воде, а также существенно увеличивается трудоемкость изготовления магнитопровода. Увеличение содержания кремния в стали ( до 5 %) приводит к повышению ее хрупкости и затрудняет механическую обработку пластин. [10]
Для того чтобы в последнем соотношении получить для q размерность вт / м3, необходимо подставлять q в вт / кг и у, удельный вес стали, в кг / ма; fcT обозначает коэффициент заполнения пакета стальных листов . Во всяком случае величины q и тем самым q всегда следует считать известными. [11]
Из-за наличия между листами стали изоляции, их волнистости и неоднородности по толщине не весь объем спрессованного сердечника заполнен сталью. Коэффициент заполнения пакета сталью при изоляции лаком в среднем составляет kc 0 93 при толщине листов 0 5 мм и & с 0 90 при 0 35 мм. [12]
Из-за наличия между листами стали изоляции, их волнистости и неоднородности по толщине не весь объем спрессованного сердечника заполнен сталью. Коэффициент заполнения пакета сталью при изоляции лаком в среднем составляет kc 0 93 при толщине листов 0 5 мм и kc - 0 90 при 0 35 мм. [13]
Они замыкают соседние пластины, что приводит к увеличению тепловых потерь. Кроме того, заусенцы снижают коэффициент заполнения пакета , что еще более увеличивает потери вследствие повышения магнитной индукции в сравнении с расчетным значением. [14]
При сборке в пакеты пластин, имеющих заусенцы, возможно замыкание отдельных пластин, что увеличивает вихревые токи. Кроме того, наличие заусенцев на пластинах снижает коэффициент заполнения пакета сталью. Поэтому в технологический процесс изготовления магнитопроводов вводится операция удаления заусенцев на пластинах. Известно несколько способов удаления заусенцев: 1) снятие заусенцев на специальном шлифовальном станке; 2) вальцовка ( закатка) заусенцев при помощи закатных валков; 3) снятие заусенцев при помощи скребков; 4) зачистка зяусениев вращающимися металлическими щетками. [15]
Определение параметров тела статора
Полюсное деление (τ, м) – это длина части окружности расточки, приходящейся на один полюс:
где D – диаметр расточки статора, м;
2р – число полюсов.
Площадь, которую занимает один полюс вращающегося поля на внутренней поверхности статора, так называемая площадь поперечного сечения зазора или площадь полюсного деления (м 2 ) равна:
где l1 – полная длина активной стали.
Отдельные листы стали в сердечнике не прилегают друг к другу совершенно плотно даже в том случае, когда никакой изоляции между ними нет. Поэтому для получения чистой длины активной стали (l0, м) необходимо длину статора умножить на опытный коэффициент заполнения (kc), учитывающий не плотность прилегания листов и зависящий от их толщины и рода изоляции между листами
где kc – коэффициент, учитывающий уменьшение длины сердечника статора из-за изоляции между листами стали (для электродвигателей четвертой серии при изоляции листов стали лаком kc = 0,95, а при изоляции стали оксидной пленкой kc = 0,97; для электродвигателей серии АИР, kc принимается равным 0,97) или можно воспользоваться таблицей 1.
Таблица 1– Коэффициент заполнения пакета сталью
| Толщина листа, мм | Коэффициент kc, при листах | |
| неизолированных, оксидированных | покрытых лаком | |
| 0,98 | 0,97 | |
| 0,5 | 0,95 | 0,93 |
| 0,35 | 0,93 | 0,91 |
| 0,25 | 0,91 | 0,88 |
| 0,15 | 0,86 | 0,81 |
Высота спинки статора (ha, м) определяется в результате обмера электрической машины или путем вычисления, как в нашем случае:
где – высота зубца статора, м;
Da – наружный диаметр пакета стали, м.
Высота зубца статора ( , м) при трапециевидных пазах (рисунок 1в) принимается равной действительной высоте зубца ( = hz1), а при грушевидных пазах (рисунок 1а) равна:
Площадь поперечного сечения тела статора (Sа, м 2 ), или просто – сечение тела статора, если нет продольных вентиляционных каналов, получается как произведение его высоты ha на чистую длину стали l0:
Ширина зубца статора (bcp.z1, м) вполне определенна, если по всей высоте зубца она остается постоянной, но если этого нет, то в качестве расчетной ширины зубца может быть принята ширина в средней части между самым узким и самым широким местом зубца и для грушевидных пазов bcp.z1 (рисунок 1а) равна:
При трапециевидных пазах (рисунок 1в)
Исходя из средней ширины зубцов статора, определяем площадь, приходящую на один полюс (м 2 ):
ПАЗЫ, ОБМОТКА И ЯРМО СТАТОРА
После того как окончательно установлены число пазов статора и зубцовое деление , приступают к определению размеров паза и проводников обмотки.
Опыт проектирования и теоретический анализ показывают, что с точки зрения наилучшего использования машины существует оптимум ширины паза к зубцовому делению . При прямоугольных пазах, которые применяют для машин мощностью выше 100 кВт, оптимальное отношение в среднем составляет 0,42, причем небольшие отклонения существенно не отражаются на показателях машины. Исходя из этого, можно предварительно определить ширину паза по соотношению
Большие значения относятся к машинам меньших габаритов. Ширину паза берут тем больше, чем выше напряжение машины и чем толще изоляция. При узких пазах снижается коэффициент заполнения паза медью. С другой стороны, с увеличением ширины паза увеличиваются добавочные потери на поверхности полюсных наконечников. Обычно ширина паза лежит в пределах 10…20 м. Окончательно ширину паза устанавливают после выбора проводников обмотки.
Сечение эффективного проводника обмотки статора
Допустимая плотность тока определяется по произведению , которое является характеристикой тепловой нагрузки обмотки и зависит от класса нагревостойкости применяемой изоляции. На рис. 10.16 дана зависимость для серийных синхронных машин с изоляцией класса В. При применении изоляции класса F значения , приведенные на рис. 10.16, можно увеличить на 25…30%, а при изоляции класса H — на 40…45%.
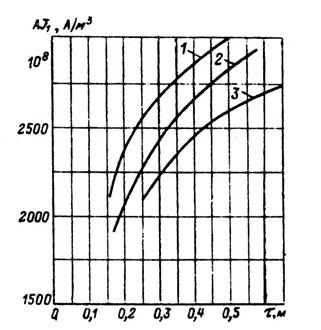
Рис. 10.16. Зависимость от для синхронных машин:
1 — 13 и 14-го габаритов; 2 — 16 и 17-го габаритов;
3 — 18—21-го габаритов
При определении размеров проводника можно исходить из следующих рекомендаций.
В целях уменьшения потерь от вихревых токов проводники в паз укладываются плашмя. Размеры проводника по высоте паза — толщину проводника — не следует брать больше 3…3,5 мм. Поперечное сечение проводника по возможности не должно превышать 18…20 мм 2 . Если найденное сечение больше 18…20 мм2, то целесообразно его разбить на несколько элементарных проводников:
Число элементарных проводников в одном эффективном в общем случае
где — число элементарных проводников по ширине паза (обычно один или два); — число проводников, располагаемых по высоте паза (от 1 до 4).
Возможная ширина изолированных проводников
Двусторонняя толщина изоляции паза по его ширине зависит от конструкции изоляции и номинального напряжения машины. Примеры выполнения изоляции обмоток статора даны в гл. 3.
В синхронных машинах от 100 кВт и выше, выпускаемых промышленностью в настоящее время, применяется термореактивная или непрерывная изоляция класса нагревостойкости B, спецификация которой дана в табл. 3.5. Двусторонняя толщина этой изоляции составляет 6 мм при B, 4,7 мм при B и 2,2 мм при B.
Предварительная ширина элементарного проводника с изоляцией
Ширина этого проводника без изоляции
где — двусторонняя толщина изоляции проводника. Двусторонняя толщина изоляции проводников различных марок дана в табл. П3.4. Для синхронных машин при номинальном напряжении от 3000 до 6000 B для обмотки якоря применяют провода с эмалеволокнистой изоляцией марки ПЭТВСД, не требующие наложения дополнительной витковой изоляции. Двусторонняя толщина изоляции таких проводов равна 0,5 мм.
При номинальном напряжении 10000 B для обмотки якоря применяют провода ПСД. В качестве витковой изоляции накладывают вполнахлеста один слой стеклослюдинитовой ленты толщиной 0,09 мм. При напряжении менее 660 B применяют провода марок ПСД или ПЭТВП. По необходимому сечению элементарного проводника и найденной предварительно его ширине по табл. П3.3 выбирают стандартный ближайший проводник. Одновременно с шириной определяют и высоту проводника . Значения для выбранного стандартного проводника принимают за окончательные. По найденным значениям уточняют размеры изолированного элементарного проводника:
После выбора проводников уточняют размеры паза:
где — высота клина: мм; — суммарная толщина изоляции по высоте паза (определяется по табл. 3.5); — допуски на разбухание изоляции: — технологические допуски на укладку: мм.
Иногда в синхронных машинах применяется возбуждение полюсов от дополнительной обмотки, закладываемой в пазы статора. В зависимости от схемы возбуждения эта обмотка вместе с изоляцией занимает около 20% площади паза. При наличии такой обмотки высоту паза, найденную по (10.28), следует увеличить в 1,2—1,25 раза.
Размеры паза «в свету» округляют до десятых долей миллиметра.
Обычно = 4…6,5 для машин с = 600…6600 B и 3,5…4,5 для машин с = 380…400 B. Далее производят уточнение сечения эффективного проводника и плотности тока в нем. Сечение эффективного проводника равно сумме сечений элементарных проводников:
Фактическая плотность тока, А/м 2 ,
Окончательно размеры паза устанавливают после вычерчивания масштабного эскиза паза, составления его подробной спецификации и проверки максимальной индукции в зубце, индукции в спинке статора, а также перепада температуры в изоляции.
Максимальная индукция в зубце, Тл,
Индукция обычно лежит в пределах 1,6…2 Тл. Индукция в спинке статора, Тл,
где — высота спинки статора, м.
Расчетный коэффициент полюсного перекрытия можно приближенно принять равным 0,65—0,68. Индукция имеет значения 1,2…1,45 Тл.
Коэффициент заполнения пакета сталью берется из табл. 2.1.
Статоры синхронных машин при частоте 50 Гц чаще всего выполняют из лакированных листов толщиной 0,5 мм .
Перепад температуры в изоляции паза
где — коэффициент добавочных потерь: = 1,03…1,1; — теплопроводность изоляции: =1·10 -5 Вт/(м· 0 С) — для некомпаундированной изоляции; =1,6·10 -5 Вт/(м· 0 С) для компаундированной изоляции; =2,2·10 -5 Вт/(м· 0 С) для изоляции, выполненной по способу «монолит».
Для изоляции класса нагревостойкости B перепад температуры не должен превышать 30…35 0 С.
В (10.31)—(10.33) линейные размеры подставляются в метрах, — в А/м2, — в А/м, — в Тл.
Если индукции или превышают рекомендуемые пределы, то следует скорректировать размеры паза и проводов.
Как сказано выше, для машин низкого напряжения мощностью до 100 кВт (5—9-й габариты) в основном применяют полузакрытые пазы со всыпной обмоткой. Данные об изоляции таких пазов приведены в табл. 3.1. В синхронных машинах, выпускаемых в настоящее время промышленностью, для обмоток статора применяют изоляцию класса «монолит». Обмотку выполняют из круглых проводников. Марку проводников выбирают в зависимости от принятой нагревостойкости изоляции. При нагревостойкости изоляции класса B рекомендуется применять провода марок ПЭТВ, ПЭТВМ или ПСД, а при классе F — провода ПЭТ-155, ПЭТМ, ПСД, ПСДКТ. Возможно, также применение проводников и других марок (см. гл. 2). При выполнении обмотки из круглых проводников не следует их диаметр выбирать более 2 мм, так как при больших сечениях эффективного проводника его целесообразно разбить на несколько элементарных , а иногда выполнить обмотку в несколько параллельных ветвей.
Сечение элементарного проводника, м 2 ,
Путем подбора и добиваются, чтобы м 2 . Плотность тока при изоляции класса нагревостойкости B выбирают в пределах (6,9—7,5) ·10 6 А/м для машин с об/мин и (5,9—6,5) ·10 6 А/м для машин с об/мин. Нижние пределы соответствуют более мощным машинам. При изоляции класса нагревостойкости F плотность тока в проводниках может быть повышена в 1,15 раза, а при изоляции класса нагревостойкости H — в 1,25 раза. По найденному сечению из табл. П3.1 подбирают размеры стандартного провода, после чего определяют сечение эффективного проводника и уточняют плотность тока.
Необходимую площадь паза , для размещения изолированных проводников находят, задавшись коэффициентом заполнения .
где — диаметр элементарного изолированного проводника; — сечение паза без учета пазовой изоляции, площади клина и междукатушечной прокладки; — коэффициент заполнения: меньшие значения рекомендуется выбирать для относительно длинных машин с большим числом проводников в пазу .
При наличии дополнительной обмотки в пазах статора площадь следует увеличить в 1,25 раза.
Размеры паза устанавливают после вычерчивания в масштабе одного зубцового деления (рис. 10.17). Сначала на чертеже наносят зубцы. Зубец, кроме верхней своей части, имеет одинаковую ширину , которую можно определить, исходя из допустимого значения индукции :
Значения выбирают в пределах 1,55…1,85 Тл; высота клина 2,5…3 мм.
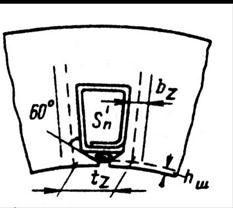
Рис. 10.17. К определению размеров полузакрытого паза при всыпной обмотке
Пространство, ограниченное зубцами и клином, за вычетом изоляции представляет часть паза, в котором размещаются проводники обмотки. Высоту этой части подбирают, исходя из того, чтобы площадь образовавшейся фигуры (на рис. 10.17 — трапеции) была равна . Для свободного проталкивания проводника при укладке обмотки ширину щели полузакрытых пазов выбирают на 1,5…2 мм больше диаметра изолированного проводника. Высота шлица мм. После того как будут установлены размеры паза, следует по (10.32) проверить индукцию в спинке статора.
10.8.2. Обмотка статора.
Эффективные витки в фазе обмотки статора
Двухслойные обмотки статора, как правило, выполняют с укороченным шагом. Шаг обмотки обычно выбирают в пределах
Коэффициент заполнения пакета стержня сталью

, мм.
7.9. Высота магнитопровода

7.10. Расстояние между осями стержней

7.11. Ширина пакета магнитопровода

7.12. Магнитопровод трансформатора представляет собой сложную пространственную фигуру. Для определения объема стали магнитопровода удобно ввести понятие объема угла магнитопровода
, мм 3
Тогда весь объем магнитной системы можно определить как сумму объемов


7.13. Вес стали магнитопровода

, кг
7.14. В пояснительной записке необходимо выполнить эскиз магнитопровода с указанием геометрических размеров.
8. Расчет параметров холостого хода
8.1. Потери холостого хода

, Вт
где pс - удельные потери в стали стержней
pя - удельные потери в стали ярем
kд - коэффициент добавочных потерь (kд =1.1)
Удельные потери в (8.1) можно определить по табл. 8.1. по величине индукции в стержне и ярме.
8.2. Полная намагничивающая мощность

, ВА
где qс - удельная намагничивающая мощность в стали стержней
qя - удельная намагничивающая мощность в стали ярем
qя - удельная намагничивающая мощность в области стыков стержней и ярем.
8.2. Реактивная составляющая тока холостого хода.

, %
8.2. Активная составляющая тока холостого хода.

8.2. Ток холостого хода.

Читайте также: