Максимальная твердость при закалке сталей
Обновлено: 20.05.2024
Твёрдость — свойство стали (или другого сплава) оказывать сопротивление сдавливанию более твёрдым телом, например, быстрорежущей сталью или победитом.
Что это такое?
Твёрдость стали – одна из важнейших величин (показателей), имеющих основное значение для её использования при разных условиях. Это значит, что стальной сплав, не обладающий минимально необходимой при выполнении определённых задач твёрдостью, быстро выходит из строя в режиме частой и длительной нагрузки.
Например, гвоздь, будучи изготовленным из железа, в котором почти нет углерода, нельзя было бы вбить даже в деревяшку. Он тут же затупился и согнулся бы. Чтобы избежать подобных ситуаций, в сталь вводят важнейший компонент – углерод. Твёрдость стали по шкале Роквелла должна достигать как минимум 36 единиц, только тогда стальной состав можно будет с большим успехом применить, например, в качестве конструкционного материала.
Но если такое свойство не обеспечивается в полной мере, то железо подлежит переплавке. Чистое железо, не обладающее достаточной твёрдостью, присущей стали, можно встретить только в лабораториях.
Виды шкал по методу измерения
Твёрдость стали как характеристика влияет на конкретное её применение. Она определяется как частное от деления величин нагрузки и площади поверхности друг на друга. Однако различают поверхностную, объёмную и проекционную твёрдость. Поверхностная определяется величиной давления, которую выдерживает заготовка. Проекционная – деление значения силовой нагрузки к площади проекции области давления. Объёмная – та же величина, поделённая на конкретный объём испытуемой зоны.
Макротвёрдость – воздействие от 2 Н до 3 кН силы для внедрения давящего тела в сдавливаемое на глубину в 200 нанометров. Микротвёрдость – сила менее 2 ньютона на ту же глубину. Нанотвёрдость – внедрение тела с любой силой воздействия на глубину менее 200 нм.


По Бринеллю
Суть метода определения твёрдости по Бринеллю сводится к диаметру отпечатка, который оставляется шариком из твёрдого сплава, вжимаемым в испытуемую поверхность. Величина твёрдости в этом случае равна отношению усилия, прилагаемого к шарику, к площади оставленного на поверхности следа испытательной нагрузки. Площадь отпечатка при этом равна площади части поверхности шарика. Значение твёрдости по Бринеллю равно килограммам силового воздействия на квадратный миллиметр. Встречающееся обозначение HB (что значит «твёрдость Бринелля») указывает на неиспользование испытательных шариков для определения искомой величины.
По Роквеллу
Метод Роквелла, по своей сути, напоминает испытание вдавления алмазного конуса в тестируемый материал. Размерность – конкретные единицы, включая производные – не задана. Несмотря на существования нескольких шкал по Роквеллу, используют лишь две из них – A (до 100 единиц) и B (до 130 по HRC). Твёрдость алмаза – максимальная, аналогов у данного материала в природе, да и при промышленном их получении, не существует. Для сравнения, эльбор имеет всего лишь 90, а не 100 единиц твёрдости.


По Моосу
Метод определения твёрдости по шкале Мооса основан на сравнении с эталонами 10 минеральных веществ – от талька до алмаза. К примеру, если испытуемая деталь процарапывается апатитом, но не поддаётся флюориту, то его твёрдость оказалась в диапазоне 4-5 единиц. Но абсолютная твёрдость колеблется от 1 до 1600 единиц.
По Виккерсу
Метод Виккерса несколько отличается от своего предыдущего аналога. Вдавливание осуществляется не конусом, а пирамидкой, из того же алмаза. Единицы измерения – как и в случае метода Бринелля.
По Шору
В отличие от метода Роквелла и иных аналогов вместо алмазного острия применяют закалённую иглу под действием настраиваемой пружины. Область применения – в основном для полимерных, а не стальных составов. Шкала в основном представлена вариантами A – для мягких пластиков, и D – для твёрдых. Для вычисления твёрдости стали определяют не глубину проникновения, а высоту отскакивания иглы или специального бойка.


Другие
Метод Кузнецова–Герберта– Ребиндера состоит в следующем: величина твёрдости вычисляется по времени затухания колебания маятника, опёртого об исследуемый образец.
Метод Польди (двойного отпечатка шарика) заключается в следующем: твёрдость измеряют путём сопоставления с твёрдостью образцовой заготовки и эталонной детали. Последовательно вдавливают шарик в тот и другой образцы.
Метод Бухгольца применяют в основном для выяснения значения твёрдости лака или краски, слой которой успел полностью высохнуть и затвердеть. Для проверки может использоваться любое остриё.
Метод Янка рассчитан для определения твёрдости древесных изделий и заготовок. Предусматривает использование статики и динамики для вычисления значения твёрдости.
Во всех случаях применяются приборы-твердомеры. Покрытие или поверхность основного материала предусматривает разрушение или сохранение поверхностного слоя. Ни один из вышеописанных методов не является истиной в последней инстанции – данные способы применяются в качестве приближённого, оценочного суждения о значениях твёрдости материала той или иной разновидности.
Для одних и тех же сортов стали величины могут существенно отличаться, а диапазоны величин для разных марок стали одного и того же рода – располагаться так, что любые зависимости окажутся в виде отчётливых кривых на графике. А также твёрдость меняется при разных внешних температуре и давлении.


Твёрдость сталей разных марок
Чем твёрже сталь, тем больше в ней должно содержаться углерода. Это задаёт то значение твёрдости, которое превысить не удастся, сколько данную марку сплава ни пытаться перезакалить. Для Ст20 твёрдость по шкале Роквелла в среднем равна 38 единиц, для Ст60 – 63. Повышение твёрдости промежуточных сортов стали начиная от наиболее низкоуглеродистой приближённо линейное. Наибольшей популярностью пользуются сорта стали 3, 30, 20, 53, 20Х, 55, 45, 35, 65Г, 12ХФ, 30Х, 25, 38ХА, при этом легирующие добавки управляют не столько параметром твёрдости, сколько иными – ударной вязкостью, упругостью, стойкостью к коррозии. Например, хромистые стали типа 20Х, 12Х, 30Х, 38ХА – несколько более устойчивы к ржавлению, чем простые их собратья без данной добавки. Никель, к примеру, повышает прокаливаемость. В целом же тенденция к повышению твёрдости прослеживается следующим образом: у Ст3 она не превышает 35 единиц по всё той же шкале Роквелла, у Ст30 в состоянии поставки – уже 44, у проката Ст35 – 47, Ст40 – 53, Ст45 – 57, Ст50 – 59, Ст55 – 61. Стали с содержанием углерода менее 0,3% по массе не поддаются закаливанию – из них изготавливают проволоку и гвозди.
Однако у некоторых высоколегированных и среднелегированных сталей твёрдость по Роквеллу может колебаться в значительных пределах (в режиме закалки и отпускания): 20Х – 55… 63, 65Г – 45… 47, Х12МФ – 61… 64, 30Х – 48… 54, 38ХА – 60… 61,5. Здесь, опять же, отслеживается аналогичная закономерность: чем больше углерода в сплаве, тем выше твёрдость. Однако вместе с ней растёт и способность крошиться при прикладывании к острию значительной силы при разрезании – с увеличением количества углерода по массе состава.
Для сравнения, твёрдость чугуна, содержание угля в котором превышает 2,14% по массе, преодолевает сама себя как явление: хрупкость чугуна настолько велика, что многие чугунные изделия растрескиваются от удара молотка, чего не происходит со стальными.


Как проверить в домашних условиях?
Общеизвестно, что сталь не царапается большинством цветных металлов. Можно попробовать поцарапать заготовкой стеклянную бутылку или осколок от листового оконного стекла, однако такой метод окажется весьма приближённым.
Проверка твёрдости в домашних условиях достигается попыткой высверлить сломанным, но подточенным заново сверлом из быстрорежущей стали. Если сталь при этом затупится, то твёрдость сплава явно превышает 64 единицы по Роквеллу. Сверлить эксклюзивные приборы, например, дорогостоящие ножи, вряд ли кто возьмётся, но просверлить отверстие в обычной детали, которая после подобного испытания вряд ли потеряет исходную функциональность, можно.
Если сталь легко процарапывается осколком бутылочного или оконного стекла, то перед вами, скорее всего, подделка. Быстрорежущую сталь особой твёрдости нелегко процарапать стеклом. А вот твёрдость победита, к примеру, такова, что победитовое сверло не царапается стеклом – скорее оно само его с лёгкостью процарапает.
Чтобы убедиться, что перед вами стальное сверло, а не победитовое, можно попробовать им просверлить глиняный кирпич или гранитный камень. Если при этом оно быстро затупится, то вы столкнулись с обычным сверлом из стали (оно сверлит лишь дерево).


Быстрорежущее сверло можно проверить на качество, просверлив им стальную деталь. Верно и обратное: заострённым обломком старого быстрорежущего сверла, который был подточен вручную, на напильнике или наждачке, высверливают заготовку с той стороны и в том участке, чьё повреждение не влияет на качество работы детали (например, это некритичная комплектующая вроде части стальной рамы). В этом случае проверяется качество закалки, нормализации, отжига или отпуска. Данный приём позволяет проверить, насколько нарушена технология термообработки отдельных деталей устройства, выдержит ли оно заявленный уровень ударно-вибрационной нагрузки.
Кроме механических способов проверки, присутствуют и термические. Например, инструментальная сталь, из которой изготовлен нож, нагревается до температуры закалки, указанной в инструкции к закаливанию конкретной массы стали. Далее инструмент охлаждается в масле. Затем его нагревают до температуры отпуска – и вновь охлаждают. В описании к определённой марке стали указано, что сталь приобретает определённый оттенок при нагреве – нагревать её нужно, пока она не приобретёт данный оттенок, затем вновь охладить. После отпуска исчезнут все усталостные напряжения, и стальной сплав обретёт ту твёрдость, что указана в его описании.
Если оказалось, что твёрдость далека от ожидаемой, значит, вы столкнулись с подделкой, закалить и отпустить изделие, как это наблюдалось бы с заявленной маркой стали, не удастся. Такие изделия годятся лишь для переплавки в качестве металлолома.


Как повысить?
Повышению твёрдости через закаливание и отпускание не подлежат сорта низкоуглеродистой стали. Даже когда изначально кажется, что масло, прижигаемое к поверхности закаливаемой заготовки, превратится в уголь и этим обогатит процентное содержание углерода, то на самом деле это не так. Сталь должна обладать более чем тремя промилле углерода (по массе), только тогда возможно немного повысить её твёрдость в домашних условиях. Дополнительному закаливанию и отпусканию подвергаются все быстрорежущие составы, относящиеся к инструментальным сталям, а также нержавейки начиная с серии Ст-31Х14.
Перед закаливанием рекомендуется выполнить отжиг. Температура отжига, как правило, ниже, чем во время закалки, но заметно выше, чем при отпускании. Например, сталь У12А обладает твёрдостью 64 по шкале Роквелла. Закаливают при 800 по Цельсию – вначале раскалённый инструмент ненадолго (на доли секунды) опускают в воду, затем – несколько раз на это же время – в масло. Сталь эта раскаляется до светло-красного, для чего достаточно применить большой костёр, к примеру, в шашлычнице или печке из огнеупорного кирпича, либо в самодельной муфельной печи. Причём работать эта печь вполне может от спирали, залитой в огнеупорную глину или даже помещённой в керамику. Но в качестве источника нагрева допустимо и использование паяльной лампы – например, газосварки, переведённой из турборежима в режим обычного горения пропана или метана. О том, что раскаливание инструмента происходит штатно, свидетельствует покраснение металла.
Однако, превысив температуру до 1300 и более градусов, велик риск перегреть сплав, из которого изготовлен прокаливаемый инструмент – сталь делается почти белой и окончательно теряет твёрдость.
Технология и температура закалки стали 45
Особенности закалки стали 45: цель проведения, область применения изделий, прошедших термообработку. Этапы технологии, способы нагрева, среды охлаждения. Особенности нагрева токами высокой частоты. Температурные режимы.
Закалка стали 45 выполняется с целью повышения твердости, износостойкости и прочностных характеристик поверхности заготовок и деталей.
Является разновидностью термообработки, с помощью которой им придаются необходимые эксплуатационные свойства. По содержанию углерода конструкционная сталь 45 (0,45 % С) относится к среднеуглеродистой, что затрудняет механическую обработку и свариваемость.
Применяется такая сталь для изготовления конструкций и устройств, противостоящих нагрузкам. У металла хорошие показатели прочности, износостойкости, он не поддается коррозионным процессам в процессе эксплуатации.
Закаливание улучшает эти показатели, что и определяет области применения стали 45. Из нее изготавливают валы, цилиндры, шпиндели, кулачки и другие детали машин и механизмов машиностроительной, сельскохозяйственной, строительной и другой техники, а также плоскогубцы, тиски и другой инструмент и приспособления, применяемые в промышленности и быту.
Технология закалки стали 45
Закалить сталь 45 – значит подвергнуть ее нагреву до необходимой температуры, выдержке в течение определенного времени и охлаждению. Здесь есть свои нюансы. Нагрев металла осуществляют двумя способами:
- в специальных электропечах непрерывного или периодического действия;
- токами высокой частоты (ТВЧ).
Эти способы отличаются технологией, а именно температурой закалки, временем выдержки и средой охлаждения.
При нагреве в печи температура нагрева не превышает 860 °C, обычно сталь 45 нагревают со скоростью не больше 3 °C в секунду выше 790 °C, а в устройстве ТВЧ она может доходить до 920 °C со скоростью 250 °C в секунду соответственно.
Именно эти режимы позволяют изменить атомную решетку железа. В результате нагрева (температура должна быть выше растворения феррита в аустените) и выдержки она из объемноцентрированной станет гранецентрированной. Для того чтобы в металле произошло выравнивание структуры, его выдерживают в печи или в установке какое-то время.
Это зависит от толщины заготовки. Только после этого ее подвергают охлаждению. В это время происходит обратный процесс, что в результате придает поверхности прочность и твердость.
Охлаждение производят в специальных средах до температуры 20÷25 °C. В качестве рабочей среды может служить вода, минеральные масла или смесь воды с солями или каустической содой.
Температура рабочей среды колеблется в пределах 20÷60 °C и указывается в технологическом процессе проведения закалки стали 45. Режимы устанавливают в зависимости от состава закалочной среды. Деталь при этом после нагрева может опускаться в емкость с рабочей средой или охлаждаться способом разбрызгивания.
Сталь 45 чаще всего после нагрева охлаждают в воде или масле, при этом масло охлаждает равномерно, что препятствует возникновению трещин. Затем заготовку или деталь подвергают низкотемпературному отпуску, что способствует выравниванию тепловых напряжений.
Это позволяет получить твердость рабочей поверхности 50 HRC, что для большинства деталей, работающих при нагрузках, более чем достаточно.
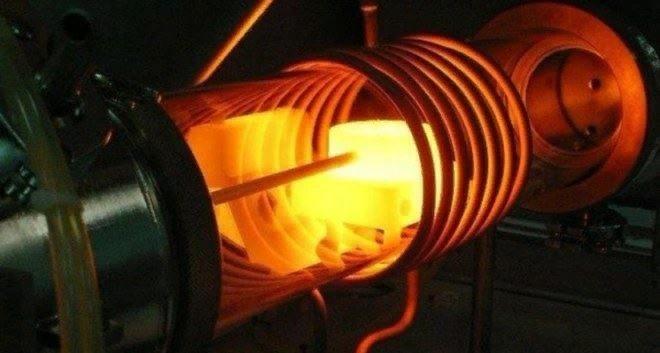
Особенности технологии закалки токами высокой частоты
Нагрев осуществляют в установке, называемой индукционной. Состоит из генератора высокой частоты и индуктора простой или сложной формы. Закаливаемая деталь может устанавливаться в самом индукторе или возле него.
Переменный ток, проходя через индуктор, вызывает возникновение вихревых токов (токи Фуко), благодаря чему происходит быстрый нагрев поверхности заготовки.
Изменяя параметры тока, можно регулировать глубину прогрева заготовки, а следовательно, и прочность. Твердость поверхности лежит в пределах 58÷62 HRC, в то время как сердцевина остается более мягкой. Таких показателей невозможно добиться, осуществляя нагрев в печи, т. к. он будет осуществляться по всему объему.
Сразу после закалки сталь 45 подлежит следующему этапу термообработки – нормализации или отпуску.

Процесс закалки ТВЧ стали 45 показан на видео:
Режим закалки может быть одновременным и последовательным. Это зависит от размеров детали, которая подлежит закалке. Первый случай используется для деталей небольших размеров, второй – для крупногабаритных.
Характеристика и свойства стали 45 после закалки
Свойства стали 45 после закалки на предприятиях, выпускающих продукцию разного назначения, обязательно проверяются в первую очередь на твердость. Она становится намного выше, чем была у заготовки, и должна иметь твердость не менее 50 по Роквеллу.
Этот показатель свидетельствует о качестве проведенной термообработки. Закалка стали значительно расширяет область ее применения. Такие заготовки и детали износостойкие, прочные и могут выдерживать значительные нагрузки. Они с трудом поддаются коррозионным процессам.
Несколько слов о способе закалки стали 45 в домашних условиях. Ее можно выполнить, если соблюдать технологию выполнения работ и технику безопасности.
Главное – правильно осуществить нагрев, а поэтому не лишним будет посмотреть на шкалу зависимости цвета от температуры нагрева металла. Она подскажет, какого цвета должна быть сталь 45 при нагреве не выше 860 °C.

Просим тех, кто занимался закалкой стали 45 в производственных и домашних условиях, поделиться опытом в комментариях к тексту.
Специфика термообработки стали 40х
Термообработка стали 40х имеет свои нюансы, которые связаны с наличием в этом легированном металле множества примесей. Рассмотрим температурные режимы обработки стали, процесс закалки, отпуска и нормализации. Твердость после обработки.

Физические свойства материалов могут быть изменены посредством температурной обработки при высокой степени нагрева и последующего охлаждения. Это в первую очередь касается металлов, которые подвергают закалке. Чтобы правильно закалить сталь, нужно знать ее марку: она отражает полный химический состав твердого вещества. Так, проведение термообработки стали 40х имеет свои нюансы, связанные с разновидностью примесей, находящихся в ней.
Если брать точное определение типа стали, к которой относится 40х, то это классический вид легированного материала, где процентное содержание углерода уступает процентному содержанию примеси хрома. Этих элементов здесь от 0.44 до 0.36 и от 1.1 до 0.8 соответственно. Хром в металле способствует его стойкости к агрессивной окисляющей среде и придает ему способность не ржаветь. Кроме этого, хром влияет на механические показатели стали 40х, переводя ее в разряд конструкционных.
Особенности процесса закалки стали 40х
Особенности стали 40х, как указано выше, определяются богатым содержанием в ней примесей. Среди них, кроме основных рассмотренных, есть медь, марганец, никель, кремний, сера и фосфор. Все эти элементы в некотором смысле усложняют обработку такого металла, в том числе и термическую. Так, чтобы достичь нужной пластичности при закалке стали 40х, необходимо обеспечить сильный прогрев ее в муфельной печи до заданных температур. Остужать материал также нужно в определенном режиме для достижения необходимой твердости структуры.
Так как сталь 40х используется при изготовлении деталей ответственных механизмов: шестерней, валов, реек, осей, втулок и болтов, – точности процесса ее закалки уделяют особое внимание.
Что нужно знать о материале, подбирая конкретный режим термообработки:
- Твердость металла в исходном состоянии, выраженная в мегапаскалях — HB 10-1 = 217.
- Температура так называемых точек критического значения. Это показатели нагрева до определенных градусов, после чего сталь 40х может потерять свои положительные качества: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- Если температуру отпуска принять равной 200 градусов по Цельсию, то показатель твердости HB будет равен 552 МПа.
Закалка стали 40х однозначно ведет к увеличению ее твердости и снижению показателя пластичности. Но процентное соотношение этих показателей для такого металла будет зависеть от следующих факторов:
- Время, за которое будет нагрета деталь до заданной температуры, влияет на общие показатели скорости термической обработки.
- Интервал выдержки металла в разогретом состоянии. От этого показателя зависит равномерность прогрева всей структуры металла и приведение каждого звена кристаллической решетки в подвижное состояние.
- Скорость, с которой заготовка подвергается охлаждению. Важный параметр при формировании новой кристаллической решетки.

Оптимальный режим термической обработки
Существуют специальные таблицы, где указаны рекомендуемые температуры термической обработки стали 40х для достижения тех или иных свойств металла относительно его твердости и пластичности, ударной вязкости и других показателей. Если проводить операцию закалки не в производственных, а в домашних условиях, то здесь оптимальными режимами процесса будут следующие:
- Электропечь прогревают до температуры, близкой к 860 градусам по Цельсию. При стандартной мощности печи по времени это занимает около 40 минут.
- Время выдержки заготовки в камере принимают равным 10–15 минутам. Визуально цвет стали 40х должен приобрести однородный желтый оттенок.
- Для охлаждения чаще используют масляную среду, реже — воду.
Более точно рассчитать время нагрева изделия из металла можно, используя правило: на каждый кубический миллиметр нужно давать от 1.5 до 2 минут пребывания детали внутри камеры электропечи.

Как показала практика, для стали 40х наиболее эффективный способ закаливания — при разогревании металла токами высокой частоты (ТВЧ). Такой прогрев характеризуется быстрым достижением заданной температуры, а также улучшенными показателями прочности изделия при эксплуатации.
Отпуск и нормализация
Чтобы в структуре стали не образовывались микротрещины, технологией процесса предусмотрена операция отпуска после закалки. На этом этапе изделие разогревают до температуры, которая имеет более низкое значение, чем температура критической точки. Здесь также происходит выдержка материала в течение определенного интервала времени в таком состоянии. Далее следует охлаждение изделия. Все внутренние напряжения после проведения этих мероприятий нейтрализуются, структура кристаллической решетки улучшается, пластичность увеличивается.
Для марки стали 40х можно применить три вида отпуска:
- Отпуск на низких температурах предполагает прогрев детали до предела 250 градусов по Цельсию с выдержкой. Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры.
- Отпуск на средних температурах. Прогрев здесь идет до 500 градусов по Цельсию. За счет более высокой температуры возрастает вязкость изделия с пропорциональным снижением твердости. Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.
- Отпуск на высоких температурах с увеличением прогрева до 600 градусов по Цельсию. В этом случае внутри кристаллической решетки распадается мартенсит, образуя при этом сорбит. На практике это лучший вариант пропорционального соотношения пластичности и твердости. Ударная вязкость при этом также возрастает. Детали, полученные таким образом, можно применять в механизмах, подверженных воздействию ударных нагрузок.

Чтобы избежать повышенной хрупкости при отпуске, охлаждение при этом процессе следует делать быстро в специальной вакуумной камере с системой продувки аргоном. Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций.
Если после закаливания сталь 40х разогреть до критической точки, выдержать и охладить на воздухе, то внутренняя структура получит мелкозернистое строение – этот процесс носит наименование нормализация. Ее задача — повысить ударную вязкость металла и его пластичность.
Свойства стали после закалки
Если термическая обработка стали 40х (закалка и отпуск) проведены правильно, в соответствии с ГОСТ 4543–71, который регламентирует такие работы, то металл приобретает следующие свойства:
- Твердость повышенного характера с показателями НВ около 217.
- Прочность с пределом при разрыве 980 Н/м².
- Вязкость ударную 59 Дж/см².
Кроме всего прочего, закаленный металл лучше поддается ручной сварке при помощи дуги и электрошлаковой сварке.
Все, что нужно знать о закалке стали
Организовывать металлообрабатывающее или машиностроительное производство, не выяснив все, что нужно знать о закалке стали, о режимах и структуре закаленной стали, весьма опрометчиво. Ряду людей будет интересно выяснить, как закалять ее в домашних условиях. Также придется разобраться с температурой и видами закалки, с закаливаемостью сталей 20, 45 и других марок.


Какие стали подлежат закалке?
Несмотря на важность этого метода обработки, он может быть применен не ко всем сплавам железа с углеродом. Возможность такой манипуляции специалисты называют закаливаемостью. Установлено, что закалить и отпустить можно только такой металл (прокат), который содержит мало углерода. Сталь 20, а также сплав 10 и 25 не подвергают закаливанию. А вот углеродистый металл вполне может быть обработан таким образом.
Речь идет про сталь:


Свойства закаленных материалов
Правильное закаливание обеспечивает такие характеристики металла, как:
- повышенная твердость на поверхности;
- наращивание суммарной прочности;
- минимизация пластичности до оправданных техническими требованиями показателей;
- сокращение массы металлургической продукции при поддержании исходной прочности и твердости.
В процессе обработки изменяется структура закаливаемой стали. При этом происходит ряд фазовых изменений. При критической температуре, равной 723 градусам, металл еще тверд, но в нем уже разворачивается распад цементита. Вместо него появляется постепенно аустенит. Если дальше металл охлаждать плавно, то аустенит распадается, и эффект от закаливания, по сути, пропадает.
Но вот при быстром остужении распад не происходит, и сталь приобретает те самые характеристики, которые так нужны заказчикам. Закаливаемая до мартенситного состояния сталь оказывается наиболее тверда. Это позволяет использовать готовый продукт в режущих инструментах. Закалка на троостит позволяет сбалансировать твердость и упругостные показатели, что ценно в ударном инструменте и пружинных амортизаторах. Если сталь закалена до сорбитного состояния, то она окажется:
- упругой;
- вязкой;
- стойко переносящей изнашивающие воздействия.
В одной среде
Такой способ внешне прост. Деталь прогревают строго до заданной температуры. Затем ее погружают в жидкость и держат там, пока она не достигнет полного охлаждения. Углеродистую и малолегированную сталь принято остужать в технической воде. Легированный металл традиционно закаливают в масле. Технологи стремятся к одинаковой прочности заготовки по всей поверхности. Это достигается за счет относительного движения конструкции в той среде, куда она помещена.
При механизированной закладке такое перемещение обеспечивается путем циркуляции. При ручной обработке передвигать придется заготовку. Темп перемещения и другие нюансы манипуляции подбираются таким образом, чтобы материал не подвергался короблению.
Описываемая методика ценна для легированной стали, остужаемой начиная с высокой температуры.
Ступенчатая
В этом случае металл также прогревают до закалочной температуры. Но дальше уже начинаются отличия — охлаждение ведется в относительно горячей среде, при 180-250 градусах чаще всего. Стремятся при этом, чтобы прогрев был немного сильнее, чем нужно для мартенситного превращения. В такой ситуации разогрев поверхности детали и охладительного вещества быстро выравнивается. Если охлаждение продолжается, появляется уже мартенсит.
Превращение идет по всей массе заготовок синхронно. Как результат, опасность появления напряжений сводится к минимуму. Последующее остужение можно производить уже даже просто на воздухе. Минусом ступенчатой методики оказывается ее заведомая неприменимость для крупных конструкций. Для них потребовалась бы слишком долгая выдержка, что создает опасность нежелательных структурных изменений.
Изотермическая
Методически такой подход мало отличается от ступенчатого закаливания. Цель — добиться распада аустенита и формирования нижнего бейнита. Углеродистые стали закаливают изотермически не слишком часто, потому что такой подход дает мало преимуществ в сравнении с иными вариантами. А вот для легированного металла – это возможность достичь сбалансированного уровня прочности и вязкости. Предел выносливости у стали окажется в итоге выше, чем при обработке по мартенситному сценарию.
Однако массовое использование изотермической закалки задерживается по нескольким причинам:
- необходимость использовать дорогостоящее оборудование;
- повышенная длительность и трудоемкость манипуляций (то есть рост издержек производства);
- необходимость применения высокотоксичных закаливающих сред — впрочем, эта проблема отчасти решается вертикальными элеваторными печами с интенсивным проветриванием закалочной емкости.
С самоотпуском
После прогрева при таком подходе конструкции помещают в охладительную среду. Там их надо держать до неполного охлаждения. Когда заготовка вынута, наружные слои вновь начинают повышать температуру. Необходимое тепло поступает из внутренней части детали. Такой режим и называют самоотпуском. К нему прибегают, если надо обеспечить одновременно повышенную твердость поверхностного слоя и значительную вязкость сердцевинной области.
Подобное сочетание свойств крайне ценно для молотков, зубил и иных инструментов, которые совершают ударную обработку. Закалка с самоотпуском успешно проводится даже в условиях современного поточного производства. Нередко она сочетается с местной термообработкой. Длительностью самоотпуска выступает промежуток, разделяющий остановку закалочного понижения температуры и начало повторного охлаждения.
Светлая
Техническая литература такой термин не употребляет, но знать, что это за метод, очень важно. Суть состоит в том, что закаливание обычного металла сопровождается потемнением. А вот легированные стали в вакуумной или инертной среде при этом расцветку не меняют. Очевидно, что такие методы защиты металла весьма дороги и трудоемки. К ним прибегают только при массовом выпуске однородных изделий, когда работает эффект масштаба и издержки размазываются по всем экземплярам.
Для работы используют вертикальные печи. Нагрев заготовки проходит в индукторе. Оттуда она перемещается в ванну со специальными солями или селитрой. Весь объем установки должен быть полностью герметичен. Откачка воздуха проводится после завершения каждого цикла.
Поверхностная
Поверхностная закалка, как следует уже из названия, призвана упрочнить наружные слои металла. Для этой цели используют ТВЧ (токи высокой частоты), производящие эффект индукционного нагрева. Чаще к подобной методике прибегают при обработке углеродистых сталей. Температура должна быть более высокой, чем при традиционной объемной методике закаливания. В некоторых случаях прибегают к газопламенному или даже лазерному разогреву сплава – они позволяют, соответственно, уменьшать издержки и повышать точность манипуляций.


Необходимое оборудование
О некоторых его разновидностях — вертикальных печах — речь уже заходила. Однако требуются порой и другие приспособления, технические системы. Кроме печей, обязательно понадобится специальная закалочная ванна. Она оснащается таким образом, чтобы можно было постоянно контролировать тепловые режимы и точно оценивать их соблюдение. Конструктивная схема ванн практически не отличается у разных фирм, по большей части разница касается только габаритов.
Функциональный отсек ванны преимущественно выполняется в прямоугольной форме, но также могут встретиться и цилиндрические модели. Толщина варьируется с учетом планируемой наивысшей продолжительности обработки. Важную роль играет вентиляционный контур, без которого было бы невозможно удаление токсичных веществ. Благодаря теплообменнику исключается хаотическое изменение температуры жидкости для закаливания и поддерживается стабильный ход всего процесса. Теплообменник может принудительно обдуваться вентилятором, однако иногда отвод теплоты от него ведут при помощи циркуляции, поддерживаемой компрессором.
Закалка токами высокой частоты подразумевает использование продвинутой индукционной машины. Индуктор представляет собой катушку, обвиваемую медной трубкой. Геометрия индуктора определяется только конфигурацией и габаритами детали. Предусматривается вращение заготовки в центрах, что требует наличия как зажимов, так и двигателя, и контролирующего процесс механизма.
Разумеется, независимо от способа закалки придется постоянно вести термометрию удаленными средствами наблюдения.

Температура
Выбор режимов и степени нагрева во многом индивидуален — но это не означает, что все требования можно игнорировать. Чаще всего подразумевается первоначальный прогрев стали до аустенитного состояния. Чтобы гарантированно, несмотря на вероятные примеси, произвести соответствующее превращение, нужен нагрев на 30-50 градусов выше расчетной точки. Перегрев существенно более Ac3 также нецелесообразен, потому что разрастание аустенитных зерен ведет к хрупкости материала. Инструментальные углеродистые стали доводить до аустенитной фазы не имеет смысла и даже вредно.
Легированный металл закаливают опять же учитывая критические точки. Однако большое количество улучшающих компонентов сильно затруднит отбор наилучшего рабочего режима. Если легированная сталь содержит много карбидов, ее надо прогревать существенно выше критических точек, иногда до 1000 градусов и более. Только при расплавлении карбидов и переходе заключенных в них легирующих добавок в аустенит можно получить хороший результат. Температура при неполной закалке составляет такую величину, при которой сохраняется избыточный цементит. Этот режим показан для заэвтектоидных сталей, но может использоваться и для других сплавов.
Как закалять в домашних условиях?
Технология в этом случае существенно не отличается от той, что практикуется на больших заводах. Точно так же надо разогреть металл, а затем охладить. Но ограниченное оборудование, даже в продвинутых домашних мастерских, не позволяет воспроизвести промышленные методики точь-в-точь. Процесс в любом случае должен происходить равномерно и плавно. На поверхности нельзя допускать появления черных или синих пятен. Чтобы сделать все правильно, используют термопечи. Иногда их заменяют на электропечи или даже на открытый огонь. Струйное закаливание проводится, если надо работать точечно. Время выдержки при погружении предмета в масляную ванну не превышает 3 секунд, но эту процедуру проводят многократно и быстро. Судить о температуре образца приходится по окраске поверхности или по степени побежалости.
Открытое пламя — как костра, так и горелки — позволяет прогреть лишь относительно небольшие металлические изделия. Минус открытого огня состоит еще и в опасности обезуглероживания поверхности. Наддувать кузнечный горн возможно мощным промышленным феном. Простые временные печи для такой работы создают из шамотных кирпичей. Закалочные жидкости помещают в емкости подходящей величины, изготавливаемые из несгораемых веществ. Держать заготовки помогут щипцы либо крючья подходящей величины. Охлаждение металла в домашних условиях возможно при помощи воды и воздуха, водных растворов и минерального масла. Если какое-то изделие состоит из частей с разной целевой твердостью, прибегают к последовательному остужению в двух средах.
Конкретные параметры и режимы подбирают сообразно параметрам определенного сплава. Изготовив импровизированную камеру, можно будет повысить температуру до 1200 градусов, что гарантирует обработку легированного металла.


Дефекты после закаливания
Иногда закаливаемая сталь приобретает слишком низкую твердость. Это бывает связано с чрезмерно низкой температурой или с несоблюдением временных рамок процедуры. Проблема также часто обуславливается малыми темпами охлаждения. Источником сложностей может стать и чрезмерный нагрев образца (выше допустимых температур). Из-за роста зерен в перегретой детали металл становится несообразно хрупок.
О пережоге говорят, когда сталь нагрели практически до температуры плавления. Чтобы компенсировать такую опасность, нужно использовать атмосферу, не имеющую окислительных свойств. Также вероятны:
Закалка стали
Для придания стали определенных эксплуатационных качеств на протяжении многих десятилетий проводится термообработка. Сегодня, как и несколько столетий назад, закалка стали предусматривает нагрев металла и его последующее охлаждение в определенной среде. Температура нагрева стали под закалку должна быть выбрана в соответствии с составом металла и механическими свойствами, которые нужно получить. Допущенные ошибки при выборе режимов закалки приведут к повышению хрупкости структуры или мягкости поверхностного слоя. Именно поэтому рассмотрим способы закалки стали, особенности применяемых технологий, а также многие другие моменты.

Какой бывает закалка метала?
Для чего нужна закалка стали знали еще древние кузнецы. Правильно выбранная температура закалки стали позволяет изменять основные эксплуатационные характеристики материала, так как происходит преобразование структуры.
Закалка – термообработка стали, которая сегодня проводится для улучшения механических качеств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением.
Технология закалки стали позволяет придать недорогим сортам металла более высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий, повышается прибыльность налаженного производства.
Основные цели, которые преследуются при проведении закалки:
- Повышение твердости поверхностного слоя.
- Увеличение показателя прочности.
- Уменьшение пластичности до требуемого значения, что существенно повышает сопротивление на изгиб.
- Уменьшение веса изделий при сохранении прочности и твердости
Существуют самые различные методы закалки стали с последующим отпуском, которые существенно отличаются друг от друга. Наиболее важными режимами нагрева можно назвать:
- Температуру нагрева.
- Время, требующееся для нагрева.
- Время выдержки металла при заданной температуре.
- Скорость охлаждения.
Изменение свойств стали при закалке может проходить в зависимости от всех вышеприведенных показателей, но наиболее значимым называют температуру нагрева. От нее зависит то, как будет происходить перестроение атомной решетки. К примеру, время выдержки при закалке стали выбирается в соответствии с тем, какой прочностью и твердостью должно обладать зубчатое колесо для обеспечения длительной эксплуатации в условиях повышенного износа.

Цвета закалки стали
При рассмотрении того, какие стали подвергаются закалке стоит учитывать, что температура нагрева зависит от уровня содержания углерода и различных примесей. Единицы закалки стали представлены максимальной температурой, а также временем выдержки.
При рассмотрении данного процесса изменения основных эксплуатационных свойств следует учитывать нижеприведенные моменты:
- Закалка направлена на повышение твердости. Однако с увеличением твердости металл становится и более хрупким.
- На поверхности может образовываться слой окалины, так как потеря углерода и других примесей у поверхностных слоев больше, чем в середине. Толщина данного слоя учитывается при расчета припуска, максимальных размеров будущих деталей.
Выполняется закалка углеродистой стали с учетом того, с какой скоростью будет проходить охлаждение. При несоблюдении разработанных технологий может возникнуть ситуация, когда перестроенная атомная решетка перейдет в промежуточное состояние. Это существенно ухудшит основные качества материала. К примеру, охлаждение со слишком большой скоростью становится причиной образования трещин и различных дефектов, которые не позволяют использовать заготовку в дальнейшем.
Процесс закалки сталей предусматривает применение камерных печей, которые могут нагревать среду до температуры 800 градусов Цельсия и поддерживать ее на протяжении длительного периода. Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей.
Отдельная технология разрабатывается для случая, когда заготовка имеет тонкие стены и грани. Представлена она поэтапным нагревом.
Полную закалку используют обычно для сталей и деталей, которые не подвержены растрескиванию или короблению.
Зачастую технология поэтапного нагрева предусматривает достижение температуры 500 градусов Цельсия на первом этапе, после чего выдерживается определенный промежуток времени для обеспечения равномерности нагрева и проводится повышение температуры до критического значения. Холодная закалка стали не приводит к перестроению всей атомной сетки, что определяет только несущественное увеличение эксплуатационных характеристик.
Как ранее было отмечено, есть различные виды закалки стали, но всегда нужно обеспечить равномерность нагрева. В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
Методы предотвращения образования окалины и критического снижения концентрации углерода
Назначение закалки стали проводится с учетом того, какими качествами должна обладать деталь. Процесс перестроения атомной сетки связан с большими рисками появления различных дефектов, что учитывается на этапе разработки технологического процесса.
Даже наиболее распространенные методы, к примеру, закалка стали в воде, характерно появления окалины или существенного повышения хрупкости структуры при снижении концентрации углерода. В некоторых случаях закалка стали проводится уже после финишной обработки, что не позволяет устранить даже мелкие дефекты. Именно поэтому были разработаны технологии, которые снижают вероятность появления окалины или трещин. Примером можно назвать технологию, когда закалка стали проходит в среде защитного газа. Однако сложные способы закалки стали существенно повышают стоимость проведения процедуры, так как газовая среда достигается при установке печей с высокой степенью герметичности.
Более простая технология, при которой проводится закалка углеродистой стали, предусматривает применение чугунной стружки или отработанного карбюризатора. В данном случае сталь под закалку помещают в емкость, заполненную рассматриваемыми материалами, после чего только проводится нагрев. Температура закалки несущественно корректируется с учетом созданной оболочки из стружки. Технология предусматривает обмазывание емкости снаружи глиной для того, чтобы избежать попадание кислорода, из-за чего начинается процесс окислений.

Температура нагрева стали при термообработке
Как ранее было отмечено, термообработка предусматривает и охлаждение сталей, для чего может использоваться не только водяная, но, к примеру, и соляная ванная. При использовании кислот в качестве охлаждающей жидкости одним из требований является периодическое раскисление сталей. Данный процесс позволяет исключить вероятность снижения показателя концентрации углерода в поверхностном слое. Чтобы провести процесс раскисления используется борная кислота или древесный уголь. Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Рассматривая данные методы термической обработки с последующим охлаждением следует отметить, что они существенно повышают себестоимость заготовки. Однако сегодня охлаждение в воде или закалка при заполнении камеры кислородом не позволяют повысить показатели свойств стали без появления дефектов.

Закалка стали — технологический процесс
Процедура охлаждения
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Детали после финишной обработки подобным образом не охлаждаются.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.

Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Читайте также: