Марки сталей для крюков
Обновлено: 17.05.2024
Текст ГОСТ 34680-2020 Краны грузоподъемные. Крюки кованые и штампованные. Технические требования
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
ГОСТ 34680— 2020
КРАНЫ ГРУЗОПОДЪЕМНЫЕ
Крюки кованые и штампованные. Технические требования
Москва Стандартинформ 2021
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом «РАТТЕ» (АО «РАТТЕ») и Федеральным государственным унитарным предприятием «Российский научно-технический центр информации по стандартизации. метрологии и оценке соответствия» ()
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2020 г. N9133-П)
За принятие проголосовали:
Краткое наименование страны no МК
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2020 г. № 915-ст межгосударственный стандарт ГОСТ 34680—2020 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2021 г.
5 ВЗАМЕН ГОСТ 2105—75. ГОСТ 6627—74, ГОСТ 6628—73
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Стандартинформ. оформление. 2021
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
1 Область применения. 1
2 Нормативные ссылки. 1
3 Термины и определения.
4 Общие положения .
5 Требования к заготовкам.
5.1 Общие требования .
6 Требования к готовым крюкам.
8 Правила приемки заготовок крюков.
9 Правила приемки готовых крюков.
10 Методы испытаний .
11 Хранение и транспортирование.
12 Контроль в процессе эксплуатации.
13 Гарантии изготовителя .
Приложение А (обязательное) Резьба круглая .
Настоящий стандарт устанавливает общие требования к однорогим и двурогим крюкам с цилиндрическим хвостовиком, изготовляемым методом горячей объемной штамповки и методом свободной ковки и применяемым в грузоподъемных кранах и других подъемных механизмах.
Применение положений настоящего стандарта на добровольной основе может быть использовано при подтверждении и оценке соответствия грузоподъемных кранов требованиям Технического регламента Таможенного союза ТР ТС 010/2011 «О безопасности машин и оборудования».
Крюки кованые и штампованные.
Cranes. Forged and stamped hooks. Technical requirements
Дата введения — 2021—06—01
1 Область применения
Настоящий стандарт устанавливает технические требования к однорогим и двурогим крюкам, применяемым в грузоподъемных кранах и других подъемных механизмах, а также методы их контроля.
Настоящий стандарт не распространяется на крюки для судостроения и крюки специального на* значения.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 12.4.026 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497 (ИСО 6892—84) Металлы. Методы испытаний на растяжение
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 7505 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9012 (ИСО 410—82. ИСО 6506—81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9562 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093 (ИСО 965-1:1998. ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 24297 верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25347 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 33709.1 Краны грузоподъемные. Слоеарь. Часть 1. Общие положения
ГОСТ 34017 Краны грузоподъемные. Классификация режимов работы
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21014 и ГОСТ 33709.1.
4 Общие положения
4.1 Крюки и заготовки крюков следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
4.2 Заготовки крюков выполняют методом свободной ковки (далее — кованые) или методом горячей объемной штамповки (далее — штампованные).
4.3 Классификация и конструкция крюков
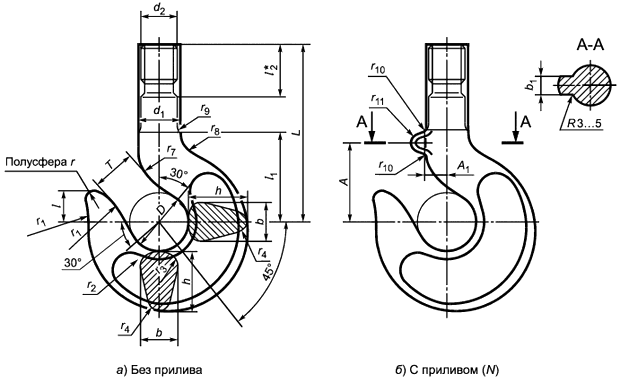
4.3.1 Крюки категории I — однорогие крюки, конструкции заготовок которых соответствуют показанным на рисунке 1. Заготовки крюков категории I разделяют по типам: А — с коротким хвостовиком; Б — с длинным хвостовиком. Каждый тип изготавливают без прилива и с приливом (N).
4.3.2 Крюки категории II — двурогие крюки, конструкции заготовок которых соответствуют показанным на рисунке 2. Заготовки крюков категории II разделяют по типам: А — с коротким хвостовиком; Б — с длинным хвостовиком.
4.3.3 Крюки категории III — однорогие кованые и штампованные крюки, конструкции заготовок которых соответствуют показанным на рисунках 3 и 4. Заготовки крюков категории III разделяют на три основных класса прочности в зависимости от величины предела текучести стали: М — 235 МПа. Р — 315 МПа. Г— 490 МПа. и два дополнительных класса: S —390 МПа. У—620 МПа. Крюки изготавливают без прилива и с приливом (N).
4.3.4 Крюки категории IV — двурогие кованые и штампованные крюки, конструкции заготовок которых соответствуют показанным на рисунке 5. Заготовки крюков категории IV разделяют на три основных класса прочности в зависимости от величины предела текучести стали: М — 235 МПа. Р — 315 МПа. Г— 490 МПа. и два дополнительных класса: S — 390 МПа. V— 620 МПа. Крюки категории IV изготовляют без приливов и с приливами (W).
4.3.5 Заготовки крюков, изготовленные методом свободной ковки, должны иметь припуск в хвостовой части по ГОСТ 8479.
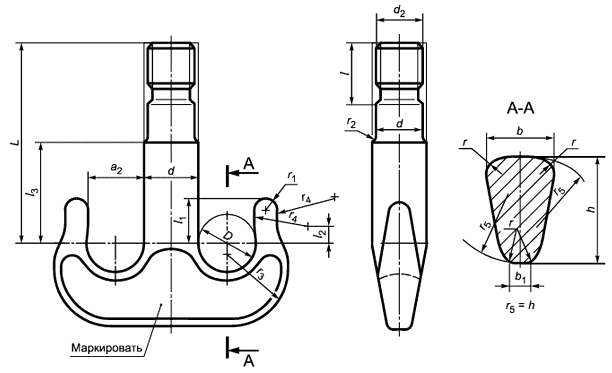
Рисунок 1 — Заготовки однорогих крюков категории I
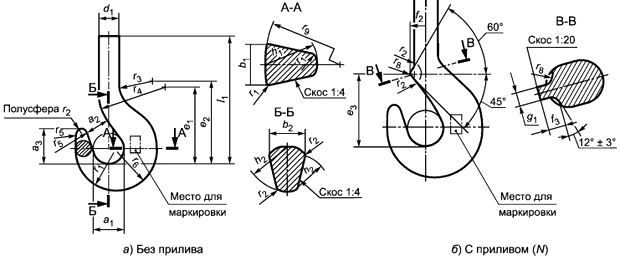
Рисунок 2 — Заготовки двурогих крюков категории II
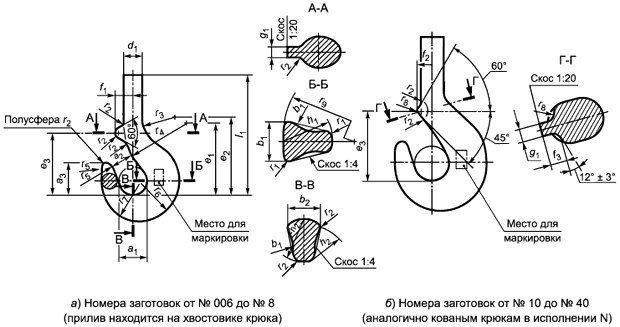
Рисунок 3 — Заготовки кованых однорогих крюков категории III от № 006 до № 250 включительно
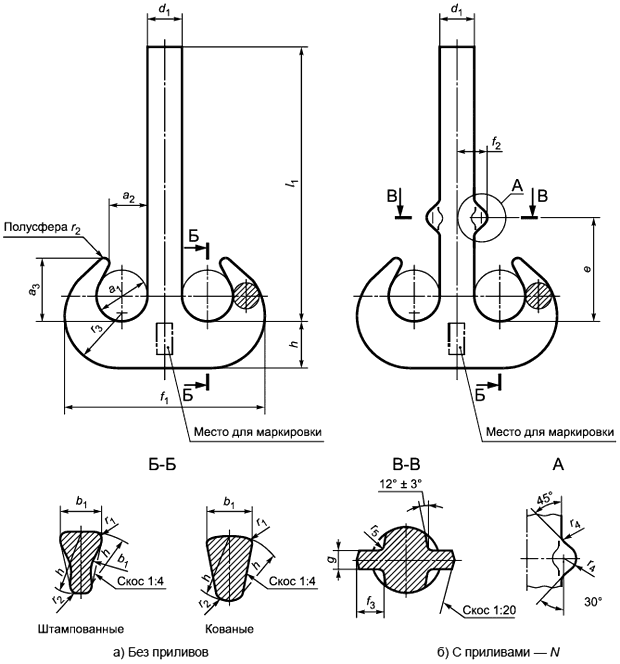
«> Номера мгитамх от Ml 008до N18 (лрмлм кахадогси ни хвостовой храма)
$Намар»мгаго«жагН110доМ140 (акалапнно камни хркжам в наполнении N)
Рисунок 4 — Штампованные заготовки однорогих крюков категории 111 в исполнении N от N9 006 до № 40 включительно



э) Без приливов 6) С приливами — N
Рисунок 5 — Заготовки двурогих крюков категории IV
5 Требования к заготовкам
5.1 Общие требования
5.1.1 На поверхности заготовок крюков не должно быть трещин, эаковов. плен, песочин.
5.1.2 Заготовки крюков не должны иметь усадочной рыхлости, флокенов.
5.1.3 Заготовки крюков после отковки и штамповки должны быть нормализованы и очищены от окалины.
5.1.4 Применение сварки при изготовлении заготовок крюков, а также заделка и заварка дефектов заготовок крюков не допускаются.
5.2.1 Для изготовления заготовок крюков категорий I и II применяют стали марок 20 или 20Г по ГОСТ 1050. Допустимо применение сталей марок ЗОХМА и 40ХН2МАпо ГОСТ 4543.09Г2С по ГОСТ 19281.
5.2.2 Для изготовления заготовок крюков категорий III и IV от № 006 до No 40 включительно применяют сталь марки StE295 — для класса прочности М. сталь марки StE355 — для класса прочности Р. стали марок 34СгМо4 (аналог по ГОСТ 4543 — сталь 35ХМ) и SIE420 (аналог по ГОСТ 4543 — сталь 16Г2АФ) — для класса прочности S.
5.2.3 Для изготовления заготовок крюков категорий III и IV от № 50 до № 250 включительно применяют сталь марки StE355 — для класса прочности М. сталь марки StE420 — для класса прочности Р. стали марок StE500 и 34СгМо4 — для класса прочности S.
5.2.4 Для изготовления заготовок крюков категорий III и IV класса прочности Т применяют стали марок StE500 и 34СгМо4 для заготовок от N9 006 до № 16 включительно, для заготовок от № 20 до № 40 включительно — сталь марки 34СгМо4. а для заготовок от N9 50 до № 250 включительно — сталь марки 34CrNiMo6 (аналоги по ГОСТ 4543 — стали 38Х2Н2МА и 34ХН1М).
5.2.5 Для изготовления заготовок крюков категорий III и IV класса прочности V применяют сталь марки 34СгМо4 для заготовок от No 006 до No 1.6 включительно, для заготовок от N9 2.5 до № 40 включительно — сталь марки 34СгМо6, а для заготовок от № 50 до N9 250 включительно — сталь марки 34CrNiMo8.
Примечание — Указанные в 5.2.2—5.2.5 стали — по [1]—[4]. Допускается использование аналогичных сталей других марок, если доказана их идентичность.
5.2.6 Марка стали, предназначенная для изготовления крюка, должна быть подтверждена сертификатом предприятия — изготовителя металла. Материал должен быть подвергнут входному контролю в соответствии с требованиями ГОСТ 24297.
5.2.7 Механические свойства заготовок крюков категорий I и II должны соответствовать указанным в таблице 1.
Таблица 1 — Механические свойства заготовок крюков категорий I и II после нормализации
ГОСТ 2105-75 Крюки кованые и штампованные. Технические условия

Стандарт не распространяется на крюки для судостроения, испытываемые по правилам Морского Регистра СССР.
Требования стандарта являются обязательными.
(Измененная редакция, Изм. № 7).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.2. Заготовки крюков должны быть изготовлены из стали марки 20 по ГОСТ 1050-88 или из стали марки 20Г по ГОСТ 4543-71 .
1.3. На поверхности заготовок крюков не должно быть трещин, заковов, плен, песочин.
Заготовки крюков не должны иметь усадочной рыхлости, флокенов.
(Измененная редакция, Изм. № 5).
1.4. Заготовки крюков после отковки и штамповки должны быть нормализованы и очищены от окалины.
Механические свойства заготовок крюков после нормализации должны соответствовать указанным в таблице.
Предел текучести s т
Временное сопротивление разрыву s в
Относительное удлинение d 5 , %
Относительное сужение, y , %
Ударная вязкость ан, кгс·м/см 2
Примечание . Величина ударной вязкости, указанная в таблице, соответствует проведению испытаний при температуре плюс 20 °С с допускаемым отклонением ± 5 °С. Ударная вязкость при температуре минус 40 °С должна быть не менее 3 кгс·м/см 2 .
(Измененная редакция, Изм. № 1).
1.5. Каждая заготовка крюка, изготовленная методом свободной ковки, должна иметь припуск в хвостовой части по ГОСТ 8479-70 .
1.6. Применение сварки при изготовлении заготовок крюков, а также заделка и заварка дефектов заготовок крюков не допускаются.
1.6а. На необработанных поверхностях заготовок крюков допускаются отдельные дефекты типа вмятин от окалины, забоины, следы от оснастки, а также пологая вырубка или зачистка дефектов при условии, что глубина их не выходит за пределы минусового допуска на размер.
(Введен дополнительно, Изм. № 3).
1.7. (Исключен, Изм. № 1).
1.8. Резьба крюков не должна иметь сорванных ниток, заусенцев и вмятин.
1.9. При обработке хвостовой части крюка и нарезании резьбы допускается центровое отверстие на торце хвостовика по ГОСТ 14034-74.
1.10. Крюки должны быть окрашены в черный цвет, в соответствии с ГОСТ 9.032-74 , класс покрытия VI.
1.11. (Исключен, Изм. № 7).
1.12. Срок службы крюка определяется временем износа зева крюка, который не должен превышать 10 % первоначальной высоты сечения.
2. ПРАВИЛА ПРИЕМКИ
2.1. Для проверки соответствия заготовок крюков и крюков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания до механической обработки хвостовой части заготовок крюков и после механической обработки хвостовой части крюков.
2.2. При приемо-сдаточных испытаниях заготовок следует проверять:
а) на соответствие требованиям п. 1.3 - все заготовки крюков;
в) на соответствие требованиям п. 1.4:
все заготовки крюков, изготовленные методом свободной ковки;
у заготовок крюков, изготовленных методом горячей штамповки, следует проверять выборочно от партии:
твердость на 10 % от партии;
остальные механические свойства в следующем объеме:
Размер партии Число заготовок крюков
1. Партия должна состоять из заготовок крюков одной грузоподъемности, изготовленных из металла одной плавки, на одном штампе и совместно прошедших нормализацию.
2. Временное сопротивление разрыву и ударную вязкость следует проверять по требованию потребителя.
2.3. При приемо-сдаточных испытаниях все крюки должны проверяться на соответствие требованиям пп. 1.1, 1.6 - 1.8, 1.10.
2.4. (Исключен, Изм. № 4).
(Введен дополнительно, Изм. № 7).
3. МЕТОДЫ ИСПЫТАНИЙ
Резьбу следует проверять предельными калибрами.
3.2. Проверку заготовок крюков на отсутствие трещин, заковов, плен и песочин следует проводить визуально и одним из методов неразрушающего контроля по ГОСТ 18353-79.
Отсутствие усадочных рыхлостей и флокенов гарантирует изготовитель.
(Измененная редакция, Изм. № 5, 6).
3.3. Проверка предела текучести, временного сопротивления разрыву, относительного удлинения, относительного сужения ( п. 1.4 ) - по ГОСТ 1497-84 .
Определение ударной вязкости ( п. 1.4) - по ГОСТ 9454-78 на образцах типа 1.
Измерения твердости ( п. 1.4) - по ГОСТ 9012-59.
1. При изготовлении заготовок крюков методом свободной ковки образцы должны вырезаться из припуска на заготовки.
2. При изготовлении крюков методом горячей штамповки образцы должны вырезаться из тела заготовки крюка.
3. Количество образцов для механических испытаний на растяжение и ударную вязкость - по ГОСТ 8479-70.
3.4. Проверку крюков на соответствие требованиям пп. 1.7 - 1.9 следует проводить внешним осмотром.
3.5. Для проверки на прочность ( п. 2.5) крюки следует испытывать на растяжение с выдержкой под статической нагрузкой в течение 10 мин.
После снятия нагрузки на крюках не должно быть остаточных деформаций, трещин, надрывов.
Отсутствие остаточных деформаций следует определять до и после испытания замером расстояния между двумя отметками, нанесенными кернером на носике и стержне крюка. Отсутствие трещин, надрывов следует проверять визуально-оптическим методом с помощью лупы, имеющей увеличение не менее четырехкратного.
(Измененная редакция, Изм. № 6, 7).
3.6. Допускается проводить испытание крюков на прочность ( п. 2.5) в составе грузоподъемного механизма, при этом режимы испытаний крюка должны соответствовать режимам статических испытаний грузоподъемного механизма.
(Измененная редакция, Изм. № 2, 7).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Каждый крюк должен иметь следующую маркировку:
наименование или товарный знак предприятия-изготовителя заготовок;
номер плавки (полный или условный);
порядковый номер крюка по системе нумерации предприятия-изготовителя (для крюков, предъявляемых к сдаче в индивидуальном порядке);
год изготовления (последние две цифры).
Примечание . Маркировка может быть выпуклой или вогнутой. Допускается производить маркировку симметричной на двух противоположных сторонах крюка.
4.2. Обработанная хвостовая часть крюка должна быть защищена от внешних воздействий антикоррозионной смазкой по ГОСТ 1033-79 или ГОСТ 26191-84 и оберточной бумагой по ГОСТ 8273-75 .
4.3. Хранение заготовок крюков - по группе условий хранения Ж1 ГОСТ 15150-69 , крюков - по группе условий хранения Ж2 ГОСТ 15150-69 .
4.4. Крюки и заготовки крюков транспортируют неупакованными в открытых и крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида. Допускается транспортирование в контейнерах. Условия транспортирования в открытых транспортных средствах - ОЖ3, в крытых транспортных средствах - ОЖ4 по ГОСТ 15150-69 .
4.5. Каждый крюк или партия крюков, транспортируемая отдельно от грузоподъемных механизмов, должна сопровождаться документом, устанавливающим соответствие крюков требованиям настоящего стандарта и содержащим:
условное обозначение заготовки крюка;
наименование или товарный знак предприятия-изготовителя;
количество крюков в партии;
год и месяц выпуска;
результаты проверок и испытаний;
обозначение настоящего стандарта.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель должен гарантировать соответствие крюков требованиям настоящего стандарта при соблюдении условий хранения и эксплуатации.
5.2. Гарантийный срок эксплуатации 24 мес со дня ввода крюков в эксплуатацию.
(Измененная редакция, Изм. № 2, 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого и транспортного машиностроения
РАЗРАБОТЧИКИ
А. С. Липатов, Н. М. Колпаков, Н. И. Ивашков, Т. М. Косолапова, Е. Н. Селин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21.01.75 № 116
ГОСТ 6619-75 Крюки пластинчатые однорогие и двурогие

Настоящий стандарт распространяется на однорогие и двурогие пластинчатые крюки, применяемые в грузоподъемных машинах и механизмах.
Стандарт не распространяется на крюки судовых грузоподъемных устройств, в том числе плавучих кранов, находящихся под техническим надзором Морского Регистра СССР.
Требования настоящего стандарта являются обязательными.
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Пластинчатые крюки должны изготовляться следующих типов:
1 - однорогие грузоподъемностью от 40 до 315 т включительно, предназначенные для литейных кранов;
2 - двурогие грузоподъемностью от 80 до 320 т включительно, предназначенные для кранов общего назначения.
1.2. Основные параметры и размеры крюков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1; типа 2 - на черт. 2 и в табл. 2.
(Измененная редакция, Изм. № 1).
1.3. (Исключен, Изм. № 1).
Тип 1
(Измененная редакция, Изм. № 1).
1. Количество и толщина пластин, диаметр заклепок и их количество, размеры и конструкция вкладышей стандартом не устанавливаются.
2. Допускаемое отклонение размера B1 не должно превышать суммы допускаемых отклонений толщин пластин более чем на 3 мм.
3. Длину втулки в проушине крюка уточнить по фактической величине размера B1.
4. l6 = 1,5 d1 (расстояние от оси проушины до границы расположения заклепок).
Масса крюка, кг, не более
Пример условного обозначения крюка номер 5 типа 1:
Крюк 5-1 ГОСТ 6619-75
Тип 2
2. Допускаемое отклонение размера b4 не должно превышать суммы допускаемых отклонений толщин пластин более чем на 3 мм.
3. Длину втулки в проушине крюка уточнить по фактической величине размера b4.
4. l4 = 1,5 d1 (линия ограничения заклепок).
Пример условного обозначения крюка номер 5 типа 2:
Крюк 5-2 ГОСТ 6619-75
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пластинчатые крюки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали крюков (кроме втулок) должны быть изготовлены из материалов, выбранных в соответствии с РД 24.090.52-90.
Втулки должны быть изготовлены из стали марок 40, 45 по ГОСТ 1050-88; 40Х и 40ХН по ГОСТ 4543-71.
2.3. Отклонение вертикальной оси пластин от направления продольных волокон проката не должно быть более 20°.
2.4. Толщина пластин крюка должна быть не менее 20 и не более 60 мм. В случае применения пластин разной толщины их следует расположить симметрично относительно средней пластины крюка.
2.5. Поверхности пластин должны быть чистыми, без заусенцев, острых углов, плен, волосовин, трещин.
Примечание. Допускается обработку крюка по контуру не производить, если пластины вырезаны автоматической газовой резкой по точному копиру, соответствующему исполнительным размерам крюка.
2.6. Заклепки должны быть расположены на поверхности крюка ниже условной линии, проходящей на расстоянии l 6 от оси проушины ( черт. 1) - для крюков типа 1, и на расстоянии l 4 ( черт. 2) - для крюков типа 2.
Расположение заклепок в зоне радиуса r 5 ( черт. 1) для крюков типа 1 и на расстоянии менее 60 мм от края пластин - для крюков обоих типов не допускается.
Склепка пластин должна быть выполнена до сварки.
2.7. Перед склепкой каждая из пластин должна быть отрихтована.
2.8. Сварку пластин в местах, указанных на черт. 1 и 2 пунктиром, (за исключением пунктиров в зоне установки вкладышей - черт. 2) проводить согласно РД 24.090.52-90.
Типы и конструктивные элементы швов сварных соединений по ГОСТ 5264-80.
2.9. Втулка в отверстие проушины крюка должна быть запрессована.
2.10. Отклонение оси отверстия проушины и поверхности зева в месте расположения вкладыша от перпендикулярности по отношению к плоскости наружной пластины крюка должно быть не более 0,5 мм на 100 мм толщины крюка.
2.11. (Исключен, Изм. № 1).
2.12. (Исключен, Изм. № 1).
2.13. Крюк должен быть окрашен в черный цвет. Внешний вид поверхности покрытия должен соответствовать IV классу по ГОСТ 9.032-74.
2.14. Срок службы крюков до списания - 8 лет.
2.15. Грузоподъемность крюков должна соответствовать величинам, указанным в обязательном приложении.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. (Исключен, Изм. № 1).
3.2. (Исключен, Изм. № 1).
3.3. По требованию потребителя крюки типа 2 должны быть оснащены предохранительными замками.
4. ПРАВИЛА ПРИЕМКИ
4.1. Для проверки соответствия крюков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
4.2. При приемосдаточных испытаниях каждый крюк проверяется на соответствие требованиям пп. 1.2, 2.4- 2.7 и 2.10. Кроме того, каждый крюк должен быть испытан на прочность статической нагрузкой, превышающей его номинальную грузоподъемность на 25 %.
Соответствие требованиям п. 2.2 должно быть подтверждено сертификатами на металл.
4.3. Требования пп. 2.3 и 2.9 должны быть обеспечены технологией изготовителя и проверке при испытаниях не подлежат.
(Введен дополнительно, Изм. № 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Проверку размеров крюков ( пп. 1.2, 2.4, 2.6 и 2.10) следует проводить измерительным инструментом.
5.1а. Проверку качества поверхности пластин ( п. 2.5) следует проводить визуально и одним из методов неразрушающего контроля по ГОСТ 18353-79.
5.2. Контроль качества швов сварных соединений ( п. 2.8) следует проводить внешним осмотром по ГОСТ 3242-79.
5.3. Испытание крюка на прочность статической нагрузкой ( п. 4.2 ) следует проводить в течение 10 мин. После снятия нагрузки на крюке не должно быть трещин, надрывов и остаточных деформаций. Отсутствие трещин и надрывов проверяют визуально - оптическим методом с помощью лупы, имеющей увеличение не менее четырехкратного. Отсутствие остаточных деформаций следует определять до и после испытаний измерением расстояния между двумя отметками, нанесенными кернером на носике и на стержне крюка.
5.4. Допускается совмещать испытание крюков на прочность с испытанием грузоподъемных механизмов, для которых они предназначены, при соблюдении требований п. 5.3.
5.5. Проверку крюков на соответствие внешнего вида поверхности покрытия ( п. 2.13) следует проводить внешним осмотром.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На каждом крюке должны быть нанесены:
грузоподъемность и порядковый номер крюка по системе нумерации предприятия-изготовителя;
6.2. Обработанное отверстие в проушине крюка должно быть покрыто тонким слоем антикоррозионной смазки по ГОСТ 1033-79, или ГОСТ 1957-73 и зашито досками по ГОСТ 24454-80.
6.3. Хранение крюков - по группе условий хранения Ж1 ГОСТ 15150-69.
6.4. Крюки транспортируют неупакованными в открытых и крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Допускается транспортирование в контейнерах. Условия транспортирования в открытых транспортных средствах ОЖЗ, в крытых транспортных средствах - ОЖ4 по ГОСТ 15150-69.
6.5. Каждый крюк или партия крюков должны сопровождаться документом, устанавливающим соответствие крюков требованиям настоящего стандарта и содержащим:
тип и номер крюка по табл. 1 и 2;
число крюков в партии;
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие крюков требованиям настоящего стандарта при соблюдении потребителем условий хранения и эксплуатации, установленных настоящим стандартом и «Правилами устройства и безопасной эксплуатации грузоподъемных кранов Госгортехнадзора СССР», утвержденных 30 декабря 1969 г.
Текст ГОСТ 2105-75 Крюки кованые и штампованные. Технические условия

ГОСУДАРСТВЕННЫЙСТАНДАРТ СОЮЗА ССР
КРЮКИ КОВАНЫЕ И ШТАМПОВАННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2105-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Forged and stamped hooks.
Specifications
ГОСТ
2105-75
Дата введения с 01.01.76
Стандарт не распространяется накрюки для судостроения, испытываемые по правилам Морского Регистра СССР.
Требования стандарта являютсяобязательными.
(Измененная редакция, Изм. №7).
1.2. Заготовкикрюков должны быть изготовлены из стали марки 20 по ГОСТ 1050-88 или из стали марки20Г по ГОСТ 4543-71.
1.3. Наповерхности заготовок крюков не должно быть трещин, заковов, плен, песочин.
Заготовки крюков не должны иметьусадочной рыхлости, флокенов.
(Измененная редакция, Изм. №5).
1.4. Заготовкикрюков после отковки и штамповки должны быть нормализованы и очищены отокалины.
Механические свойства заготовоккрюков после нормализации должны соответствовать указанным в таблице.
Предел текучести sт
Временное сопротивление разрыву sв
Относительное удлинение d5, %
Относительное сужение, y, %
Примечание. Величина ударной вязкости, указанная в таблице,соответствует проведению испытаний при температуре плюс 20 °С с допускаемым отклонением± 5 °С. Ударная вязкость при температуре минус 40 °С должна быть не менее 3кгс·м/см 2 .
(Измененная редакция, Изм. №1).
1.5. Каждаязаготовка крюка, изготовленная методом свободной ковки, должна иметь припуск вхвостовой части по ГОСТ 8479-70.
1.6.Применение сварки при изготовлении заготовок крюков, а также заделка и заваркадефектов заготовок крюков не допускаются.
1.6а. На необработанныхповерхностях заготовок крюков допускаются отдельные дефекты типа вмятин отокалины, забоины, следы от оснастки, а также пологая вырубка или зачистка дефектовпри условии, что глубина их не выходит за пределы минусового допуска на размер.
(Введен дополнительно, Изм. №3).
1.7. (Исключен,Изм. № 1).
1.8. Резьба крюков не должнаиметь сорванных ниток, заусенцев и вмятин.
1.9. При обработкехвостовой части крюка и нарезании резьбы допускается центровое отверстие наторце хвостовика по ГОСТ 14034-74.
1.10. Крюки должны бытьокрашены в черный цвет, в соответствии с ГОСТ9.032-74, класс покрытия VI.
1.11. (Исключен,Изм. № 7).
1.12. Срок службы крюкаопределяется временем износа зева крюка, который не должен превышать 10 %первоначальной высоты сечения.
2.1. Для проверки соответствиязаготовок крюков и крюков требованиям настоящего стандартапредприятие-изготовитель должно проводить приемо-сдаточные испытания домеханической обработки хвостовой части заготовок крюков и после механическойобработки хвостовой части крюков.
2.2. Приприемо-сдаточных испытаниях заготовок следует проверять:
а) на соответствие требованиям п. 1.3 -все заготовки крюков;
все заготовки крюков, изготовленныеметодом свободной ковки;
у заготовок крюков,изготовленных методом горячей штамповки, следует проверять выборочно от партии:
остальные механические свойствав следующем объеме:
Размер партии Числозаготовок крюков
1. Партия должна состоять из заготовок крюков однойгрузоподъемности, изготовленных из металла одной плавки, на одном штампе исовместно прошедших нормализацию.
2. Временное сопротивление разрыву и ударную вязкостьследует проверять по требованию потребителя.
2.3. Приприемо-сдаточных испытаниях все крюки должны проверяться на соответствиетребованиям пп.1.1, 1.6 - 1.8, 1.10.
(Введен дополнительно, Изм. №7).
Резьбу следует проверятьпредельными калибрами.
3.2. Проверкузаготовок крюков на отсутствие трещин, заковов, плен и песочин следуетпроводить визуально и одним из методов неразрушающего контроля по ГОСТ18353-79.
Отсутствие усадочных рыхлостей ифлокенов гарантирует изготовитель.
(Измененная редакция, Изм. №5, 6).
3.3. Проверкапредела текучести, временного сопротивления разрыву, относительного удлинения,относительного сужения (п. 1.4) - по ГОСТ1497-84.
Определение ударной вязкости (п. 1.4) -по ГОСТ9454-78 на образцах типа 1.
Измерения твердости (п. 1.4) -по ГОСТ 9012-59.
1. При изготовлении заготовок крюков методомсвободной ковки образцы должны вырезаться из припуска на заготовки.
2. При изготовлении крюков методом горячей штамповкиобразцы должны вырезаться из тела заготовки крюка.
3. Количество образцов для механических испытаний нарастяжение и ударную вязкость - по ГОСТ8479-70.
3.4. Проверкукрюков на соответствие требованиям пп. 1.7 - 1.9 следует проводитьвнешним осмотром.
3.5. Для проверки на прочность (п. 2.5)крюки следует испытывать на растяжение с выдержкой под статической нагрузкой втечение 10 мин.
После снятия нагрузки на крюкахне должно быть остаточных деформаций, трещин, надрывов.
Отсутствие остаточных деформацийследует определять до и после испытания замером расстояния между двумяотметками, нанесенными кернером на носике и стержне крюка. Отсутствие трещин,надрывов следует проверять визуально-оптическим методом с помощью лупы, имеющейувеличение не менее четырехкратного.
(Измененная редакция, Изм. №6, 7).
3.6. Допускается проводитьиспытание крюков на прочность (п. 2.5) в составе грузоподъемного механизма, приэтом режимы испытаний крюка должны соответствовать режимам статическихиспытаний грузоподъемного механизма.
(Измененная редакция, Изм. №2, 7).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ ИХРАНЕНИЕ
4.1. Каждыйкрюк должен иметь следующую маркировку:
наименование или товарный знакпредприятия-изготовителя заготовок;
номер плавки (полный илиусловный);
порядковый номер крюка посистеме нумерации предприятия-изготовителя (для крюков, предъявляемых к сдаче виндивидуальном порядке);
год изготовления (последние двецифры).
Примечание. Маркировка может быть выпуклой или вогнутой.Допускается производить маркировку симметричной на двух противоположныхсторонах крюка.
4.2.Обработанная хвостовая часть крюка должна быть защищена от внешних воздействийантикоррозионной смазкой по ГОСТ 1033-79 или ГОСТ 26191-84 и оберточной бумагойпо ГОСТ 8273-75.
4.3. Хранениезаготовок крюков - по группе условий хранения Ж1 ГОСТ 15150-69, крюков - по группеусловий хранения Ж2 ГОСТ 15150-69.
4.4. Крюки изаготовки крюков транспортируют неупакованными в открытых и крытых транспортныхсредствах в соответствии с правилами перевозки грузов, действующими натранспорте каждого вида. Допускается транспортирование в контейнерах. Условиятранспортирования в открытых транспортных средствах - ОЖ3, в крытыхтранспортных средствах - ОЖ4 по ГОСТ 15150-69.
4.5. Каждый крюк или партиякрюков, транспортируемая отдельно от грузоподъемных механизмов, должнасопровождаться документом, устанавливающим соответствие крюков требованиямнастоящего стандарта и содержащим:
условное обозначение заготовкикрюка;
наименование или товарный знакпредприятия-изготовителя;
5.1. Изготовитель долженгарантировать соответствие крюков требованиям настоящего стандарта присоблюдении условий хранения и эксплуатации.
5.2. Гарантийный срокэксплуатации 24 мес со дня ввода крюков в эксплуатацию.
(Измененная редакция, Изм. №2, 3).
ИНФОРМАЦИОННЫЕДАННЫЕ
1.РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого и транспортного машиностроения
А. С.Липатов, Н. М. Колпаков, Н. И. Ивашков, Т. М. Косолапова, Е. Н. Селин
2. УТВЕРЖДЕН ИВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов СоветаМинистров СССР от 21.01.75 № 116
ГОСТ 12840-80 Замки предохранительные для однорогих крюков. Типы и размеры
Текст ГОСТ 12840-80 Замки предохранительные для однорогих крюков. Типы и размеры
ГОСТ 12840-80
ЗАМКИ ПРЕДОХРАНИТЕЛЬНЫЕ ДЛЯ ОДНОРОГИХ КРЮКОВ
ТИПЫ И РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.86.061.1 —783.622:006.354
Группа Г86
МЕЖГОСУДАРСТВЕННЫЙ СТ
ЗАМКИ ПРЕДОХРАНИТЕЛЬНЫЕ ДЛЯ ОДНОРОГИХ КРЮКОВ
Типы и размеры
Safely locks for single hooks.
Type and dimensions
12840—80
Дата введения 01.01.81
1. Настоящий стандарт распространяется на предохранительные замки для однорогих кованых и штампованных крюков климатического исполнения У по ГОСТ 15150, применяемых в грузоподъемных машинах общего назначения.
Стандарт нс распространяется на предохранительные замки для крюков, предназначенных для работы во взрывоопасной среде, а также для грузоподъемных машин специального назначения.
2. Предохранительные замки должны быть изготовлены следующих типов:
1 — замки пружинного замыкания;
2 — замки, замыкающиеся под действием собственной массы.
3. Присоединительные размеры замка типа 1 к крюку по ГОСТ 6627 (исполнение 2) должны соответствовать указанным на черт. 1 и в табл. 1.

Примечание. Номера замков соответствуют номерам крюков по ГОСТ 6627.
Примечание. Чертеж не определяет конструкцию замка.
Перепечатка воспрещена
© Издательство стандартов, 1980 ИПК Издательство стандартов, 1999 Переиздание с Изменениями
Пример условного обозначения предохранительного замка номер 7 типа 1:
Замок 7-1 ГОСТ 12840-80
4. Присоединительные размеры замка типа 2 к крюку в случае сверления его хвостовика должны соответствовать указанным на черт. 2 и в табл. 2.

1 — скоба; 2 — штифт Черт. 2
Координаты центра отверстия Н
Диаметр отверстия крюка d. Я, 4
Диаметр отверстия крюка d Я, 4
Пример условного обозначения предохранительного замка номер 7 типа 2:
Замок 7—2 ГОСТ 12840—80
Примеры конструкций предохранительных замков приведены в приложении.
КОНСТРУКЦИИ ПРЕДОХРАНИТЕЛЬНЫХ ЗАМКОВ ДЛЯ ОДНОРОГИХ КРЮКОВ
1. Пример конструкции и размеры предохранительных замков типа 1 приведены на черт. 1—3 и в табл. 1—3.

/ — защелка; 2 — пружина; J — штифт Черт. 1
Дет. 3 по ГОСТ 10774—80
___________ 11 _L .
(Измененная редакция, Изм. № 2).
1.1. Конструкция и размеры защелки указаны на черт. 2 и в табл. 2.
Деталь 1. Защелка

обозначения защелки для замка номер 7 типа 1: Защелка 7—1/1 ГОСТ 12840— 80
Пример условного обозначения защелки для замка номер 7 типа 1:
Защелка 7-1/1 ГОСТ 12840—80
1.2. Материал защелки — листовая сталь но ГОСТ 19903 и ГОСТ 19904.
1.3. Отклонение от соосности отверстий защелки — не более 0,25 мм.
1.4. Конструкция и размеры пружины указаны на черт. 3 и в табл. 3.
Деталь 2. Пружина

Обозначение Dx \ d
Пружина 6-1/2 ГОСТ 12840—80
1.5. Материал пружины — стальная углеродистая пружинная проволока 1-го класса нормальной точности [го ГОСТ 9389.
2. Пример конструкции и размеры предохранительных замков типа 2 приведены на черт. 4—6 и в табл. 4—6.
* Размер для справок.

Масса, кг, не более
Заклепка по ГОСТ 10299, ГОСТ 10304
Примечание. Номера замков соответствуют номерам крюков по ГОСТ 6627. (Измененная редакция, Изм. № 2).
2.1. Конструкция и размеры скобы указаны на черт. 5 и в табл. 5.

Продолжение тот. 5
Пример условного обозначения скобы для замка номер 7 типа 2:
Скоба - 7-2/1 ГОСТ 12840—80
Примечание. Допускается увеличение диаметра D на 20 % по сравнению с указанным в таблице.
2.2. Косынка должна быть приварена по контуру прилегания электродами типа Э-42 по ГОСТ 9467.
2.3. Допускается цельноцгтампованный вариант изготовления скобы (штамповку скобы и косынки производить одновременно из круга), а также изготовление скобы методом точного литья.
2.4. Допускается изготовлять скобу без разъема и из нескольких частей с заваркой стыков электродами типа Э-42 по ГОСТ 9467.
2.5. Допускается увеличивать размер 1 до полного перекрытия зева крюка.
2.6. Отклонение от соосности отверстий — не более 0,25 мм.
2.7. Отклонение от перпендикулярности осей отверстий относительно плоскости симметрии скобы — не более 1,0 мм.
2.8. Материал скобы — горячекатаная круглая сталь по ГОСТ 2590 или калиброванная круглая сталь по ГОСТ 7417.
2.9. Материал косынки — сталь листовая по ГОСТ 19903 и ГОСТ 19904.
2.10. Конструкция и размеры штифтов для замков номеров 23—26 указаны на черт, бив табл. 6.

обозначения штифта для замка номер 23 типа 2: Штифт 23-2/2 ГОСТ 12840—80
2.11. LUnu|rru должны быть изготовлены из стали марки 45 по ГОСТ 1050 без покрытия.
По требоианию потребителя должно производиться аитикорротио!пюс покрытие штифтов.
2.12. Допускается заменять штифты заклепками по ГОСТ 10299 и ГОСТ 10304.
2.13. При необходимости полного перекрытия зева крюка без потерь проходного размера и при наличии свободного места на хвостовой части крюка на крюках типа А по ГОСТ 6627 допускается укреплять замки при помощи хомута.
3. Предельные отклонения размеров, не указанные на чертежах, должны быть: охватывающих — по Н14;
охватываемых — 1Д4; прочих — но ± — .
4. Предельные отклонения масс, указанных в табл. 1—6 — не более 10 %.
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения СССР РАЗРАБОТЧИКИ
А.С. Липатов, Н.И. Ивашков, Н.М. Колпаков
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.01.80 № 491
3. ВЗАМЕН ГОСТ 12840-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
ГОСТ 1050—8S ГОСТ 2590-88 ГОСТ 6627-74 ГОСТ 7417—75 ГОСТ 9389—75 ГОСТ 9467-75 ГОСТ 10299- 80 ГОСТ 10304-80 ГОСТ 10774—80 ГОСТ 15150—69 ГОСТ 19903—74 ГОСТ 19904-90
Приложение (п. 2.11) Приложение (п. 2.8)
3, приложение (пп. 2, 2.13) Приложение (п. 2.8) Приложение (п. 1.5) Приложение (пп. 2.2, 2.4) Приложение (пп. 2, 2.12) Приложение (пп. 2, 2.12) Приложение (пп. 2, 2.1)
Приложение (пп. 1.2, 2.9) Приложение (пп. 1.2, 2.9)
5. Снято ограничение срока действия Постановлением Госстандарта от 25.07.90 № 2262
6. ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменениями № 1, 2, утвержденными в марте 1982 г., июле 1990 г. (ИУС 7-82, 11-90)
Редактор Р.Г. Говердовская Технический редактор О.Н. Власова Корректор А. С Черноусова Компьютерная верстка Е.Н. Мартемьяновой
Изд. лиц. № 021007 от 10.08.95. Сдано в набор 09 02.99. Подписано в печать 24.02.99. Уел. печ. л. 1,40. Уч.-изд. л. 0,85,
Тираж 155 экз. С2070. Зак. 154.
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14.
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, Москва, Лялин пер., 6.
Читайте также: