Можно ли цементировать сталь 3
Обновлено: 16.05.2024
Цементация и нитроцементация – наиболее распространенные методы химико-термической обработки (ХТО) стали. В результате такой обработки происходит поверхностное упрочнение деталей машин и механизмов: возрастают износостойкость, прочность, усталостная прочность, а в ряде случаев сопротивление коррозии и окалиностойкость.
Цементации и нитроцементации подвергают низкоуглеродистые стали с содержанием углерода 0,08…0,25 %, что обеспечивает получение вязкой сердцевины. Для некоторых высоконагруженных деталей содержание углерода в стали может быть повышено до 0,35 %. С повышением содержания углерода в стали уменьшается глубина цементованного слоя, увеличивается прочность и понижается вязкость сердцевины.
Требования, предъявляемые к цементуемым сталям:
- возможность получения требуемого уровня свойств;
- хорошая обрабатываемость резанием;
Цементацию проводят при температурах выше точки А3 в аустенитной области. Температурный интервал цементации составляет 920…980 0 С. Имеется положительный опыт применения для некоторых легированных сталей высокотемпературной цементации при 980…1050 0 С. При этом значительно ускоряется процесс цементации вследствие увеличения коэффициента диффузии углерода, однако одновременно растет зерно аустенита и увеличивается коробление деталей. Поэтому для высокотемпературной цементации необходимо применять стали с наследственно мелким зерном или легировать сталь элементами, замедляющими рост аустенитного зерна при нагреве (Ti, V).
Термическая обработка изделий после цементации заключается в закалке и низкотемпературном отпуске, причем закалка может осуществляться непосредственно от температуры цементации (одинарная термическая обработка) или после охлаждения от температуры цементации (в этом случае часто применяют охлаждение на воздухе – нормализацию) и повторного нагрева до температуры несколько ниже точки А1 с последующей закалкой и отпуском (двойная термическая обработка). Закалку от температуры цементации часто применяют после подстуживания до 840…860 0 С с целью уменьшения коробления изделий.
Легирующие элементы влияют на скорость процесса цементации, глубину цементованного слоя и концентрацию углерода в поверхностной зоне. Некарбидообразующие элементы, такие как Ni, Si, Co ускоряют диффузию углерода в аустените при 950 0 С. В то же время, эти элементы снижают растворимость углерода в аустените и тем самым уменьшают максимальное содержание углерода в поверхностном слое. Наиболее сильно ускоряет диффузию углерода в аустените и понижает содержание углерода в цементованном слое кремний. Однако при более высоких температурах (1000, 1100 0 С) Si уменьшает коэффициент диффузии углерода в аустените.
Как правило, карбидообразующие элементы понижают коэффициент диффузии углерода в аустените. Например, в стали с 1,2% Si и 1% легирующего элемента при температурах, соответствующих интервалу цементации, наблюдается замедление диффузии углерода при легировании в такой последовательности: Mn, Mo, V, W, Cr. Карбидообразующие элементы повышают максимальную концентрацию углерода в поверхностном слое по сравнению с углеродистой нелегированной сталью, что связано с интенсивным карбидообразованием в поверхностном слое. С повышением температуры содержание углерода в цементованном слое легированных сталей уменьшается.
В легированных сталях после цементации (нитроцементации) и закалки кроме мартенсита и карбидов (карбонитридов) присутствует также остаточный аустенит, количество которого может быть значительным. В небольшом количестве остаточный аустенит в цементованном слое может быть даже полезным, так как при этом повышается пластичность и особенно ударная вязкость, но при большом его содержании существенно снижается твердость стали, поэтому для высоколегированных цементуемых сталей в целях уменьшения количества остаточного аустенита проводят обработку холодом после закалки.
Добавки молибдена до 0,3…0,5% в хромоникелевые и хромомарганцевые стали увеличивают прокаливаемость цементованного слоя (стали 25ХГМ, 20ХНМ, 20ХНМ). Бор увеличивает прокаливаемость сердцевины.
Широко применяется легирование цементуемых сталей элементами, задерживающими рост зерна аустенита при нагреве (V или Ti). Особенно благоприятно легирование цементуемых сталей Ni, который повышает вязкость цементованного слоя и сердцевины и понижает порог хладноломкости. Однако вследствие дефицитности Ni наблюдается тенденция к замене высоконикелевых сталей малоникелевыми (например, стали 18Х2Н4ВА и 20Х2Н4А).
Оптимальное содержание углерода при цементации в поверхностном слое составляет 0,8…0,9%. Увеличение содержания углерода до более высоких значений способствует выделению карбидов по границам зерен, что может приводить к образованию трещин в цементованном слое и снижению механических свойств.
Новые направления в создании цементуемых сталей и их обработке
1) Учитывая дефицитность никеля, разрабатываются безникелевые цементуемые стали типа 15ХГ2МФ. Частично никель заменяют на марганец: 20ХГНМФ.
2) Учитывая, что ванадий и титан являются дорогими элементами, их заменяют комбинацией азота и алюминия, например: 25ХГНМАЮ.
3) Создание низкоуглеродистых сталей, содержащих 4…16% Mn (ЦНИМС) и проведение цементации. Примером таких сталей являются: 08Г4АТФ, 08Г7АФ, 08Г10Х2АФ, 08Г(4-16)ТЮ. Задача сводится к получению аустенитной структуры, армированной карбидами. Метастабильный аустенит в процессе деформации превращается в мартенсит деформации, повышая абразивную износостойкость сталей.
4) Новым направлением в технологии является вакуумная цементация, которая позволяет существенно сократить расход газа – карбюризатора, ионная цементация в тлеющем разряде (ускоренный процесс), цементация в кипящем слое, с нагревом ТВЧ и с использованием источников концентрированной энергии: лазерные лучи, плазменная струя. Это обеспечивает высокую твердость поверхности и получение необходимого количества метастабильного аустенита в структуре, а также чередование в заданной последовательности твердых и мягких составляющих, что существенно повышает износостойкость и другие служебные свойства сталей.
5) Создание дисперсионно-твердеющих сталей, которые могут работать не только при низких, но и повышенных температурах.
6) В принципе, цементировать можно любые стали.
Вопросы для самоконтроля
1. Какие требования предъявляются к сталям для цементации и нитроцементации?
2. Каковы принципы легирования, роль легирующих элементов и области применения рассматриваемых сталей?
3. Какое влияние оказывают легирующие элементы на скорость процесса цементации, глубину цементованного слоя и концентрацию углерода в поверхностной зоне?
4. Какова термическая обработка сталей после цементации и нитроцементации.?
5. Каковы современные направления в создании рассматриваемых сталей?
УЛУЧШАЕМЫЕ СТАЛИ
Улучшаемыми сталями называют стали, используемые после закалки и высокого отпуска. Такие стали содержат 0,25—0,5%С и их подвергают закалке от 820—880°С (в зависимости от состава) в масло (крупные детали охлаждают в воде) и высокому отпуску при 500—650°С. После такой обработки структура стали представляет собой сорбит отпуска. Улучшаемые стали должны иметь высокий предел текучести, малую чувствительность к концентраторам напряжений, а в изделиях, работающих при многократно прилагаемых нагрузках — высокий предел выносливости и достаточный запас вязкости: s0,2= 900 МПа, sВ=1100 МПа, d=10%, y=60%, KCU=0,8 МДж/м 2 . Кроме того, улучшаемые стали должны обладать хорошей прокаливаемостью, технологичностью, экономичностью и малой чувствительностью к отпускной хрупкости.
В качестве улучшаемых легированных сталей применяются: марганцовистые, хромистые, хромомарганцевые, хромокремнемарганцевые, хромоникелевые, хромоникельмолибденовые, хромоникельмолибденованадиевые стали.
Свойства улучшаемой стали зависят от прокаливаемости, т.е. от структуры по сечению изделия после закалки. При полной (сквозной) прокаливаемости структура по всему сечению - мартенсит. При неполной (несквозной) прокаливаемости наряду с мартенситом образуются немартенситные продукты распада аустенита (верхний и нижний бейнит, феррито-перлитная смесь).
Наиболее высокие механические свойства (практически по всем показателям) достигаются после высокого отпуска исходной структуры мартенсита. Если сталь имеет другие структуры, то некоторые свойства могут ухудшаться. Особенно сильно это может сказываться на параметрах, характеризующих сопротивление стали хрупкому разрушению (например, температуре перехода из вязкого в хрупкое состояние) и вязкому разрушению (работе развития трещины).
В зависимости от требований по прокаливаемости и необходимого уровня механических свойств в машиностроении используют большое количество различно легированных сталей. Марки легированных конструкционных сталей определяются ГОСТ 4543-71, ряд сталей изготовляется также по техническим условиям. Основными легирующими элементами в улучшаемых сталях являются хром, марганец, никель, молибден, бор, ванадий и др.
Широко распространены следующие улучшаемые машиностроительные стали: 40ХФА, 30Г2, 40ХГТР, 38ХС, 30ХГСА, 30ХМА, 40ХН, 40ХН2МА, 35ХГФ и др.
Легированным конструкционным сталям свойственна повышенная анизотропия свойств, т.е. различие свойств в зависимости от направления деформации при ковке или прокатке. Уменьшение анизотропии свойств достигается металлургическими способами (уменьшением в стали сульфидов и других неметаллических включений, изменением условий горячей пластической деформации и др.). Эти стали чувствительны к флокенам, наиболее чувствительны к образованию флокенов доэвтектоидные легированные перлитные и перлитно-мартенситные стали.
Хромистые стали: 30Х, 35Х, 40Х, 45Х, 50Х, 35Х2АФ, 40Х2АФЕ являются наименее легированными и обеспечивают прокаливаемость в несколько больших сечениях (до 20. 25 мм в масле), чем соответствующие углеродистые стали. Хром не оказывает сильного влияния на разупрочнение при отпуске, однако он увеличивает склонность стали к отпускной хрупкости. Поэтому изделия из этих сталей после высокого отпуска следует охлаждать в масле или воде, недопустимо охлаждение после отпуска с печью. Легирование хромом не увеличивает склонности к росту зерна аустенита. Однако с целью получения мелкозернистой структуры в них вводят ванадий (40ХФ), который, находясь в карбидах, препятствует росту зерна, а при отпуске задерживает разупрочнение. Поэтому для получения одинаковой, прочности сталь 40ХФ при улучшении необходимо отпустить на 30. 50°С выше, чем сталь 40Х. Это имеет большое значение для более полного снятия остаточных напряжений в изделиях и повышения их предела усталости.
Марганцовистые стали (30Г2, 35Г2, 40Г2, 45Г2, 50Г2) имеют несколько большую прокаливаемость, чем хромистые. Однако марганец усиливает склонность зерна к росту, поэтому эти стали чувствительны к перегреву и могут иметь пониженную ударную вязкость, особенно при отрицательных температурах. Эти стали можно применять при обработке ТВЧ и для изделий, несущих небольшие ударные нагрузки.
Хромомарганцевые стали (25ХГТ, 30ХГТ, 40ХГТ, 35ХГФ и др.) обладают повышенной устойчивостью переохлажденного аустенита и соответственно прокаливаемостью (до 40 мм). С целью получения мелкозернистой структуры в ряд сталей вводят небольшие добавки титана (0.03. 0.09 %). Легирование ванадием (сталь 35ХГФ) также позволяет получить мелкозернистую структуру и повысить температуру отпуска на заданную твердость. Сталь 35ХГФ обеспечивает замену хромоникелевой стали 40ХН и применяется, как и другие стали этой группы, для машиностроительных деталей ответственного назначения (валы, шатуны, шестеренки и т.д.).
Хромокремнистые и хромокремнемарганцовистые стали (33ХС, 38ХС, 25ХГСА, 30ХГСА, 35ХГСА и др.) обладают высокой прочностью и умеренной вязкостью. Широкое распространение (особенно в авиастроении) получили стали типа 30ХГСА (хромансиль), обладающие хорошей свариваемостью. Хромансили применяют после закалки и низкого отпуска или после улучшения (отпуск 520. 540°С).
Хромомолибденовые стали (30ХМ, 35ХМ, 38ХМ, 30ХЗМФ, 40ХМФА), обладая хорошей прокаливаемостью, имеют высокий комплекс механических свойств и мало склонны к отпускной хрупкости благодаря молибдену. Особенностью хромомолибденовых сталей является способность сохранять высокие механические свойства при повышенных температурах. Сталь 30Х3МФ имеет прокаливаемость и свойства, подобные таковым хромоникелевой стали 30ХН2МА. Благодаря ванадию сталь 30Х3МФ является мелкозернистой.
Хромоникелевые и хромоникельмолибденовые (вольфрамовые) стали (20ХН3А, 20Х2НЧА, 40ХН, 30ХН3А и др., 20ХН2М, 30ХН2М, 38Х2Н2МА, 40ХН2МА, 38ХН3МА, 18Х2Н4МА и др.) являются наиболее качественными, их применяют для изготовления самых ответственных крупных изделий (сечением порядка 100. 1000 мм). Уникальные свойства хромоникелевых и хромоникельмолибденовых сталей достигаются вследствие их чрезвычайно высокой прокаливаемости и наибольшей вязкости.
Стали с 3. 4 % Ni имеют наибольший температурный запас вязкости. К ним относятся стали 20ХН3А, 30ХН3А, 18Х2Н4МА, 38ХН3МА. Однако хромоникелевые стали имеют существенный недостаток: они сильно склонны к обратимой отпускной хрупкости. Молибден и вольфрам значительно ослабляют склонность к развитию отпускной хрупкости, поэтому хромоникельмолибденовые (вольфрамовые) стали практически лишены этого недостатка. Молибден и вольфрам взаимозаменяемы в таких сталях, последние могут изготовляться с полной или частичной заменой молибдена на вольфрам из расчета: одна часть молибдена заменяется тремя частями вольфрама. Так, хромоникельвольфрамовые стали должны содержать: 38ХН3ВА 0,5. 0,8 %W; 12X2H4BA 0,8. 1,2 %W. Стали с молибденом и вольфрамом равноценны по свойствам, в том числе и по склонности к отпускной хрупкости.
Хромоникельмолибденовые (вольфрамовые) стали иногда содержат ванадий (38ХН3МФА, 45ХН2МФА, 30Х2НМФА), что обеспечивает их мелкозернистость и повышает устойчивость против отпуска.
Хромоникельмолибденовые (вольфрамовые) стали являются наилучшими из всех известных конструкционных машиностроительных сталей. В последнее время разработаны конструкционные высокопрочные низкоуглеродистые стали мартенситного класса, имеющие хорошее сочетание характеристик прочности, пластичности и ударной вязкости. К таким сталям относится сталь 15Х3Г3МФ, имеющая после закалки (920°С, масло) и отпуска (200°С) такие свойства: σВ = 1300. 1400 МПа, σ0,2 = 980. 1070 МПа, ψ = 57. 60 %, δ =12. 14%, КСU = =0,87. 1,1 МДж/м 2 .
Цементация стали
Цементация металла – это вид термической обработки металлов с использованием дополнительного химического воздействия. Атомарный углерод внедряется в поверхностный слой, тем самым его насыщая. Насыщение стали углеродом, приводит к упрочнению обогащенного слоя.

Процесс цементации
Целью цементация стали является повышение эксплуатационных характеристик детали. Они должны быть твердыми, износостойкими снаружи, но внутренняя структура должна оставаться достаточно вязкой.
Для достижения данных требований требуется высокая температура, среда, выделяющая свободный углерод. Процесс цементации применим к сталям с содержанием углерода не больше двух десятых долей процента.
Для науглероживания слоя наружной поверхности, детали нагревают с использованием печи до температуры в диапазоне 850С — 950С. При такой температуре происходит активизация выделения углерода, который начинает внедряться в межкристаллическое пространство решетки стали.
Цементация деталей достаточно продолжительный процесс. Скорость внедрения углерода составляет 0,1 мм в час. Не трудно подсчитать, что требуемый для длительной эксплуатации 1 мм можно получить за 10 часов.

Влияние на глубину слоя продолжительности цементации
На графике наглядно показано на сколько зависит продолжительность по времени от глубины наугрероживаемого слоя и температуры нагрева.
Технологически цементация сталей производится в различных средах, которые принято называть карбюризаторами. Среди них выделяют:
- твердую среду;
- жидкую среду;
- газовую среду.

Поверхностный слой, получаемый цементацией
Стали под цементацию обычно берутся легированные или же с низким содержанием углерода: 12ХН3А,15, 18Х2Н4ВА, 20, 20Х и подобные им.
Способы цементации
Цементация получила широкое распространение при обработке зубчатых колес и других деталей, работающих при ударных нагрузках. Высокая твердость рабочих поверхностей обеспечивает продолжительный срок работы, а достаточно вязкая середина позволяет компенсировать ударные нагрузки.
Разработаны множество способов науглероживания. Чаще всего используются следующие:
- в твердой среде;
- в жидкости;
- в газе;
- в вакууме.
Как происходит процесс цементации с использованием твердой среды
В качестве твердого карбюризатора берется смесь древесного угля (береза, дуб) и соли угольной кислоты с кальцием и другими щелочными металлами. Количество древесного угля может достигать 90%. Для приготовления смеси компоненты дробятся для улучшения выхода углерода. Размер частиц не должен превышать 10 мм. Так же не должно быть микроскопических частив в виде пыли и крошек, поэтому смесь просеивается.

Цементация стали в твердой среде
Для получения готовой смеси пользуются двумя способами. Первый – соль с углем в сухом состоянии тщательно перемешивается. Второй способ – из соли получают раствор. Для этого ее разводят в воде, а после чего этим раствором обильно смачивают древесный уголь. Перед помещением в печь уголь сушат. Его влажность не должна превышать 7%. Получение карбюризатора последним способом более качественно.
Смесь насыпается в ящики. После чего в них помещают детали. Для исключения оттока газа, получаемого во время нагрева, ящики подвергаются герметизации. Плотно закрывающую крышку дополнительно замазывают шамотной глиной.
Ящики подбираются в зависимости от формы детали, их количества и объема засыпанной смеси. Обычно они бывают прямоугольными и круглыми. Материалом для изготовления ящиков может служить сталь как жаростойкая, так и низкоуглеродистая.
Технологический процесс цементации стали можно представить в следующем порядке:
- Детали, предназначенные под цементацию, закладываются в металлические ящики, при этом равномерно пересыпаются угольным составом.
- Ящики герметизируются и подаются в заранее нагретую печь.
- Первоначально производится прогрев до температурных показаний порядка 700С — 800С.
- Контроль прогреваемости производится визуально. Ящики и подовая плита имеют равномерный цвет без затемненных пятен.
- Далее температуры в печи увеличивают до требующихся 850С 950С. В данном диапазоне происходит диффузия внедрения атомов углерода.
- Длительность выдерживания деталей в печи напрямую зависит от требуемой толщины слоя.
Как происходит процесс цементации в газовой среде
Цементация стали в среде газов производится при массовом выпуске деталей. Глубина цементации не превышает 2-х мм. Используемые газы – естественные или искусственные газы, содержащие углерод. Обычно используется газ, получающийся при распаде нефтепродуктов.

Цементация стали в газовой среде
Его получают в большинстве случаев нагреванием керосина. Больше половины газа подвергают модификации, его крекируют.
Активный углерод при данном способе обработки получается при распаде, и формула имеет следующий вид:
2СО=СО2+С
СН4=2Н2+С
Если пиролизный газ использовался без модифицированного, то в результате обогащенный слой металла будет недостаточным. К тому же пиролизный газ создает обильную сажу.
Печи для данного способа цементации должны быть герметичными. Обычно пользуются стационарными печами, но как вариант методическими.
Цементацию стали и технологический процесс можно представить в следующем порядке:
Подвергаемые цементации изделия помещаются в печь. Температура поднимается порядка 910С — 950С. Производится подача газа в печь. Выдержка в газовой среде определенное время.
Длительность термического воздействия составляет 15 часов при температуре в 920С с получаемым слоем 1,2 мм. Для ускорения производственного процесса температуру поднимают. Уже при 1000С получить такой же науглероженный слой возможно за 8 часов.
В последнее время широкое применение нашел способ проведения процесса в эндотермической среде. Во время активного науглероживания в газовой среде поддерживается значительный потенциал углерода за счет введения природного газа (пропана, бутана или метана). На этот период концентрация газ из нефтепродуктов устанавливается на уровне 1%.
Процесс проведения цементации в жидкой среде
Жидкая среда – это расплавленные соли. В качестве солей используются карбонаты металлов, правда, металлы должны быть щелочными с низкой температурой плавления. Температура проведения цементации при данном методе составляет 850С. Процесс происходит во время погружения деталей в ванну с расплавом и выдерживании их там.

Цементация стали в жидкой среде
Цементация в жидкой среде отличается не большим насыщенным слоем, который не превышает 0,5 мм. Соответственно времени занимает до 3 часов. Среди достоинств следует отметить: обработанные детали имеют незначительную деформацию, а также возможна закалка без промежуточного этапа.
Как происходит процесс цементации в вакууме
Недостаточное давление, создаваемое в печи, значительно сокращает время проведения обработки. Цементацию стали и технологический процесс можно представить в следующем порядке:
- При данном методе детали помещаются в холодную печь.
- После герметизации камеры нагрева в ней создается вакуум.
- Затем производят нагрев до требуемой температуры.
- Производится выдержка, которая занимает до часа по времени. За это время выравнивается температура и с поверхности нагретых деталей осыпаются загрязнения, мешающие науглероживанию.
- Затем подается в камеру углеводородный газ под давлением. За счет чего происходит активная фаза обогащения поверхностного слоя.
- На следующем этапе происходит диффузионное внедрение углерода. На этом этапе в камере опять создают вакуумическое давление.
- За короткий промежуток времени не получается требуемого науглероженного слоя, поэтому процесс повторяют до тех пор, пока не получится требуемая глубина. Обычно результат получается за три стадии.
- Охлаждение до температуры окружающей среды происходит в печи под действием инертных газов под разным давлением.

Печь для вакуумной цементации
Процесс полностью компьютеризирован. За подачей газа, температурой, давлением следит программа, отвечающая за весь технологический процесс. Среди достоинств следует отметить:
- регулирование количества углерода;
- отсутствие кислорода предотвращает образование окислов;
- газ проникает даже в отверстия минимального диаметра;
- чередование процессов происходит при равных условиях;
- полная автоматизация; сокращенные сроки.
Процесс проведения цементации пастами
При производстве разовых работ рациональнее пользоваться пастами для проведения цементации. В составе пасты находятся: сажа с пылью древесного угля. Толщина слоя наносимой пасты должна быть восьмикратно увеличена для получения требуемого насыщенного слоя.
После нанесения состав просушивается. Для процесса цементации используются индукционные высокочастотные печи. Температура проведения процесса достигает 1050С.
Как происходит процесс цементации в электролитическом растворе
Процесс во многом схож с гальваническим покрытием. В нагретый раствор электролита помещается заготовка. Подведенный ток вызывает получение активного углерода и способствует его проникновению в поверхность стальной заготовки.
Таким способом подвергают обработке детали, имеющие небольшой размер. Параметры для прохождения цементации: напряжение тока – 150-300В, температура 450-1050С.
Свойства металла после обработки

Структура стали после цементации
Для исправления крупного зерна металла детали после цементации подвергаются повторному нагреву и закалке с последующим отпуском или нормализацией.
Закалка производится при температуре, не превышающей 900С. В металле происходит измельчение зерна за счет получения перлита и феррита.
Вместо закалки для легированных сталей производят нормализацию. После сквозного прогрева в середине детали образуется мартенсит. Нагрев детали зависит от марки стали, из которой она была изготовлена.

Режимы термической обработки стали после цементации
В качестве заключительной фазы проводят низкотемпературный отпуск, который позволяет устранить поверхностные напряжения и деформации, вызванные высокотемпературной обработкой.
Недостатки цементации
Как было выше сказано основным недостатком после цементации остается изменение структуры металла. В связи с этим требуется дополнительная обработка, что увеличивает время и так длительного процесса цементации.
Для проведения работ требуется обученный и высококвалифицированный персонал. Среди недостатков следует выделить необходимость подготовки карбюризатора.
В заключение стоит отметить, что цементация позволяет использовать, стали с низким содержанием углерода для изготовления ответственных деталей с длительным сроком эксплуатации, что значительно снижает конечную стоимость.
Для защиты поверхностей, не предназначенных под цементацию, пользуются пастами, намеднением или закладывают увеличенные допуски под обработку.
Цементация
Под цементацией принято понимать процесс высокотемпературного насыщения поверхностного слоя стали углеродом. Так как углерод в α-фазе практически нерастворим, то процесс цементации осуществляется в интервале температур 930–950 °С — т. е. выше α → γ-превращения. Структура поверхностного слоя цементованного изделия представляет собой структуру заэвтектоидной стали (перлит и цементит вторичный), поэтому для придания стали окончательных — эксплуатационных — свойств после процесса цементации необходимо выполнить режим термической обработки, состоящий в закалке и низком отпуске; температурно-временные параметры режима термической обработки назначаются в зависимости от химического состава стали, ответственности, назначения и геометрических размеров цементованного изделия. Обычно применяется закалка с температуры цементации непосредственно после завершения процесса химико-термической обработки или после подстуживания до 800–850 °С и повторного нагрева выше точки АС3 центральной (нецементованной) части изделия. После закалки следует отпуск при температурах 160–180 °С.
Цементация как процесс химико-термической обработки, в основном, применяется для низкоуглеродистых сталей типа Ст2, СтЗ, 08, 10, 15, 20, 15Х, 20Х, 20ХНМ, 18ХГТ, 25ХГТ, 25ХГМ, 15ХГНТА, 12ХНЗА, 12Х2Н4А, 18Х2Н4ВА и др., однако в ряде случаев может быть использована при обработке шарикоподшипников — стали ШХ15, 7Х3 и коррозионностойких сталей типа 10Х13, 20Х13 и т. д. Стали, рекомендуемые для цементации, должны обладать хорошей прокаливаемостью и закаливаемостью цементованного слоя, которые должны обеспечить требуемый уровень прочности, износостойкости и твердости. Прокаливаемость сердцевины должна регулироваться в весьма узком диапазоне твердостей, который составляет 30–43 HRCЭ. Учитывая длительность процесса цементации и высокую температуру процесса, рекомендуется при этом виде химико-термической обработки использовать наследственно мелкозернистые стали, размер зерна которых не должен превышать 6–8 баллов. В противном случае в ходе цементации отмечается значительный рост зерна сердцевины изделия, что приводит к снижению его эксплуатационных свойств.
Цементация производится в углероднасыщенных твердых, жидких или газообразных средах, называемых карбюризаторами, основные составы которых приведены в табл. 9.3, а в табл. 9.4 и 9.5 даны рекомендации по режимам термической обработки цементованных изделий.
При твердофазной цементации процесс ведут следующим образом. Цементуемые детали упаковываются в цементационные ящики таким образом, чтобы их объем, в зависимости от сложности конструкции детали, занимал от 15 до 30 % объема цементационного ящика. Ящики загружают в печь, нагретую до температур от 600–700 °С и нагревают до температуры цементации — 930–950 °С. По окончании процесса цементации ящики вынимаются из печи — охлаждение деталей ведется внутри цементационных ящиков на воздухе. К числу недостатков цементации в твердых карбюризаторах относятся: невозможность регулирования степени насыщения и невозможность проведения закалки непосредственно после цементации, дополнительный непродуктивный расход энергии на прогрев цементационных ящиков и т. п. Однако простота метода, возможность проводить процесс на стандартном печном оборудовании без установки дополнительных устройств делают этот метод весьма распространенным в условиях мелкосерийного производства в ремонтных цехах и на участках крупных предприятий. Цементация в жидкофазном карбюризаторе применяется для мелких деталей. К недостаткам этого процесса относятся неравномерность глубины цементованного слоя и необходимость частых регенераций углероднасыщенного расплава. В случае серийного и крупносерийного производства цементованных изделий наибольшее распространение получила цементация в газообразных карбюризаторах. Этот метод обеспечивает наибольшую равномерность по толщине и свойствам цементованного слоя, снижает время, затрачиваемое на процесс химико-термической обработки, а в ряде случаев позволяет производить закалку изделий непосредственно после цементации. В последнее время получил распространение процесс вакуумной цементации. Печи для вакуумной цементации состоят из нагревательной камеры, снабженной вентилятором для обеспечения интенсивной циркуляции воздуха, закалочного бака и транспортных устройств. Подготовленные для вакуумной цементации детали помещают в нагревательную печь, вакуумируют и нагревают до 1000–1100 °С, затем в печь подается газообразный карбюризатор — очищенный природный газ, пропан или бутан. Этот метод позволяет ускорить процесс цементации, повысить качество получаемого слоя.
Технические характеристики углеродистой стали 3
К категории конструкционных углеродистых сплавов обыкновенного качества относится сталь 3, характеристики которой обеспечили ей применение во многих областях народного хозяйства. Одним из факторов, способствующих широкому распространению материала, является его низкая себестоимость.

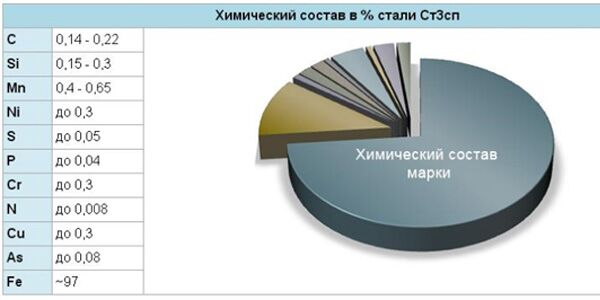
Расшифровка марки стали Ст3 указывает на основные компоненты в ее составе – железо (97%) и углерод (0,14-0,22%). От концентрации углерода зависит основное качество сплава – его твердость. В состав стали входят также небольшие количества:
- марганца – 0,4-0,65%;
- кремния – 0,15-0,17%;
- никеля и хрома – по 0,3%;
- мышьяка – 0,08%;
- меди – до 0,3%;
- серы – 0,05%;
- фосфора – 0,04%;
- азота – до 0,008%.
Особенностью сплава Ст3 является жесткое регламентирование содержания вредных примесей – серы и фосфора. Фосфор снижает пластичность металла при действии высоких температур, а сера при взаимодействии с железом образует сульфиды, вызывающие явление красноломкости. Следует отметить и повышенную концентрацию азота, на который приходится почти 0,1%. В соответствии с ГОСТом 380-2005 сплав маркируется с сопутствующими индексами, которые указывают на степень раскисления, например, Ст3Гсп:
- первые две буквы указывают на углеродистую сталь обыкновенного качества;
- цифра «3» означает порядковый номер марки по данному ГОСТу;
- знак «Г» свидетельствует о модификации с повышенным содержанием марганца;
- «сп», «кп», «пс» – степени раскисления.
Заменителями марки стали Ст3 могут выступать:
- С245, согласно ГОСТу 27772-88;
- С285;
- ВСт3Сп.
Зарубежные аналоги маркируются по другим правилам:
- A57036, K01804 – США;
- 40B, 722M24, HFS4 – Великобритания;
- 1.0038, DC03 – Германия;
- E24-2, E24-4 – Франция;
- SS330, SS400 – Япония;
- Fe360B, Fe360C – Италия;
- G235C – Китай;
- RSt360B – Австрия;
- Fe235D – Венгрия.
Номенклатура продукции включает:
Свойства сплаваОсновные физические свойства стали 3:
- плотность – 7850 кг/м 3 , показатель может колебаться в определенных пределах;
- модуль упругости – 200 ГПа;
- коэффициент теплопроводности – 55 Вт/м*К;
- величина, характеризующая отношение относительного поперечного сжатия к растяжению – 0,3.

Среди технических параметров особое значение придается:
- поверхностной твердости – 131 МПа;
- временному сопротивлению – 360-570 МПа;
- пределу текучести – 235-245 МПа;
- относительному удлинению – 33%;
- относительному сужению – 59%;
- температурному диапазону ковки – 750-1300 градусов;
- неограниченной свариваемости любым из возможных способов;
- отсутствию склонности к отпускной хрупкости и флокеночувствительности.
На механические свойства стали Ст3 большое влияние оказывает степень раскисления, которая обязательно должна указываться в маркировке. Раскислением называют процесс удаления растворенного кислорода из расплава. Кислород считается вредной примесью, так как он образует с железом оксиды, повышающие хрупкость и пористость сплава.
В качестве раскислителей используются вещества, обладающие более высоким сродством к кислороду, чем железо – марганец, кремний или алюминий. Соединяясь с кислородом, они восстанавливают железо до свободного состояния. Образующиеся при этом оксиды MnO, SiO2, Al2O3 удаляются вместе со шлаками. Различают три степени окисления стали.
Спокойные стали входят в разряд самых качественных. Они маркируются символами «сп» и отличаются:
- плотной, однородной структурой;
- высокими показателями пластичности;
- максимальной устойчивостью к коррозии.
Характеристики стали 3сп позволяют использовать ее при сооружении несущих металлоконструкций. Ее главным недостатком является высокая стоимость.
Полуспокойные стали («пс») занимают промежуточное положение по качеству и цене. Их кристаллизация происходит без кипения, но с выделением большого количества газа. В силу более доступной стоимости полуспокойные стали часто используют для изготовления менее ответственных изделий.
Кипящие стали характеризуются:
- неоднородной структурой;
- высокой загрязненностью газами;
- повышенной хрупкостью.
Но они превосходно поддаются обработке при любом температурном режиме. При соблюдении необходимых условий они представляют самый доступный и практичный материал.
Термическая обработкаДля улучшения эксплуатационных характеристик стали Ст3 применяется термообработка с помощью:
- отжига, позволяющего добиться равновесной структуры металла и более низкой пластичности;
- закалки, придающей сплаву максимальную твердость;
- отпуска, который снимает внутренние напряжения, возникающие при закалке;
- цементации, повышающей поверхностную твердость и износоустойчивость без изменения внутренней структуры.
- для закалки – 900-920 градусов;
- отпуска – 180-250;
- нормализации – 920-950 градусов.
После термообработки основной структурной составляющей поверхности сплава становится мартенсит с карбидами высокой износостойкости и твердости – выше 60 HRC. Внутренняя структура металла будет оставаться пластичной и вязкой с показателем твердости 30-42 HRC.
Преимущества и недостаткиПлюсы и минусы сплава определяются его механическими свойствами. Одной из важных характеристик стали 3 является хорошая свариваемость без предварительной подготовки и последующей термообработки. Сварку можно проводить любым из методов:
- дуговым;
- электрошлаковым;
- контактно-точечным;
- плавящимся электродом в углекислом газе;
- аргонно-дуговым.
Для изделий, толщина которых превышает 36 мм, сварочные работы рекомендуется проводить с подогревом детали и термической обработкой шва.
Сплав представляет универсальный конструкционный материал, который по совокупности положительных качеств превосходит высоколегированные стали.
Достоинства марки стали Ст3сп состоят:
- в наличии гомогенной структуры, обеспечивающей защиту металла от внешнего воздействия;
- высокой коррозионной устойчивости;
- повышенной твердости и упругости;
- отсутствии флокеночувствительности и отпускной хрупкости;
- устойчивости к динамическим нагрузкам;
- доступной стоимости по сравнению с другими сплавами.
Недостатком сталей Ст3 является невысокая устойчивость к низким температурам.
Область примененияТехнологические параметры спокойных сталей позволяют использовать их в производстве:
- листового и фасонного проката;
- труб и арматуры для магистральных газопроводов;
- крупных подвесных конструкций в железнодорожной отрасли;
- двухслойных листов, устойчивых к коррозии.
Наиболее широкое применение имеют полуспокойные стали. Несмотря на сниженные показатели твердости и пластичности, эти сплавы характеризуются более доступной стоимостью. Из них получают:
- трубы для систем отопления разного диаметра и толщины стенок;
- листовой прокат для обшивки корпуса различных агрегатов;
- уголки и квадраты для несущих конструкций.
Кипящая сталь входит в категорию самых доступных по стоимости. Из-за высокой концентрации кислорода эксплуатационные свойства материала заметно ниже, но он хорошо поддается термической обработке. Из него производят изделия рядового назначения, которые не подвергаются переменным нагрузкам.
Цементация стали в домашних условиях
Определенное воздействие на сталь позволяет изменить ее основные эксплуатационные свойства. Чаще всего проводится химико-термическое воздействие, которое называют цементацией стали. Она предусматривает как нагрев детали для перестроения его атомной решетки, так и внесение требуемых химических элементов. Цементация стали в домашних условиях графитом или другой средой еще несколько лет назад практически не проводилась, но сегодня это возможно. Рассмотрим особенности данного процесса подробнее.

Цементация стали в домашних условиях
Общие сведения о процессе цементации стали
Для того чтобы проводить подобную обработку металла в домашних условиях следует рассмотреть особенности термического воздействия на сталь подробнее.
Среди особенностей цементации выделим следующие моменты:
- Цементирование предусматривает нагрев изделий в жидкой, твердой или газовой среде, за счет чего изменяют эксплуатационные свойства поверхностного слоя.
- За счет проведения данной процедуры концентрация углерода повышается, что обеспечивает увеличение прочности и износостойкости стали.
- Специалисты рекомендуют цементировать низкоуглеродистые стали, которые имеют показатель концентрации углерода примерно 0,2%. Примером можно назвать лезвие ножа, которое изготавливают из стали невысокой стоимости.
- Нагрев детали может проводится до самых различных температур. Цементация металла в домашних условиях проходить при температуре около 500 градусов Цельсия, в цехах, оборудованных специальным оборудованием, этот показатель может достигать значения 1200 градусов Цельсия и выше. Отметим, что температура нагрева выбирается в соответствии с показателем концентрации углерода и других примесей.
- Рассматриваемый термический процесс изменяется не только химический состав стали, но и его атомную решетку и фазовый состав. По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.
- Углерод проникает в структуру стали очень медленно. Поэтому, к примеру, цементация ножа в домашних условиях проходить со скоростью 0,1 миллиметра за 60 минут. Для того чтобы лезвие ножа выдерживало механическое воздействие придется провести упрочнение слоя толщиной около 0,8 миллиметра. Этот момент определяет, что термообработка ножа или цементация вала в домашних условиях займет не менее 8 часов, на протяжении которых нужно выдерживать требуемую температуру.

Цементация нержавеющей или другой стали более сложный процесс, в сравнении с закалкой, но позволяет достигнуть более высоких эксплуатационных качеств.
Классификация среды, в которой проходит цементация стали
Науглероживание ножа или другого изделия может проходить в следующих средах:
- Твердой.
- Газовой.
- В виде пасты.
- Растворе электролита.
- Кипящем слое.
Цементация металла в домашних условиях графитом проводится чаще всего. Наибольшее распространение получила твердая среда по причине того, что не нужно обеспечивать высокую герметичность печи.
Газ применяется преимущественно в промышленном производстве, так как позволяет достигнуть требуемых результатов за минимальный период.
Процесс цементации стали своими руками
При наладке процесса химико-термической обработки в домашних условиях выбирают метод цементации в твердой среде. Это связано с существенным упрощение задачи по оборудованию помещения. Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия. Соль измельчается до состояния порошка, после чего пропускается через сито.

Цементация стали в твердом карбюризаторе
Рекомендации по созданию твердой смеси следующие:
- Первый метод заключается в использовании соли и угля, которые тщательно перемешиваются. Если использовать не однородную смесь, то есть вероятность образования пятен с низкой концентрацией углерода.
- Второй метод предусматривает применение древесного угля, которые поливается сверху солью, растворенной в воде. После этого уголь сушится до получения смеси с показателем влажности около 7%.
Для ножа и других изделий больше всего подходит второй метод получения карбюризатора, так как он позволяет получить равномерную смесь. Цементация стали в домашних условиях графитом также предусматривает создание смеси при применении нескольких технологий.
Цементация проводится в специальных ящиках, которые наполнены подготовленным карбюризаторов. Конструкция должна быть герметичной, для чего проводится заделывание щелей глиной. Достигать высокой герметичности рекомендуется по причине того, что при нагревании карбюризатора выделяются газы, которые не должны попасть в окружающую среду. Сам ящик следует изготавливать из жаропрочной стали, которая выдержит воздействие высокой температуры.
Процесс по проведению цементации стали в ящике в домашних условиях имеет следующие особенности:
- Деталь укладывается в ящик со смесью. Толщина слоя твердого карбюризатора выбирается в зависимости от размеров заготовки.
- Устанавливается печь.
- Начальный прогрев печи проводится до температуры 700 градусов Цельсия. Данный нагрев называют сквозным. Однородность цвета стали, из которого изготавливается ящик, говорит о возможности перехода к следующему этапу.
- Следующий шаг заключается в нагреве среды до требуемой температуры. Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.

Цементация стали в ящике в домашних условиях
Сегодня есть возможность провести подобную процедуру и в домашних условиях, но возникают трудности с достижением требуемой температуры.
Отсутствие необходимого оборудования приводит к существенному снижению качества получаемых изделий, а также увеличения времени выдержки.
Применение газа
В массовом производстве используется газовая среда. Проводить насыщение поверхности углеродом можно только при использовании герметичной печи. Наиболее распространенным составом газовой среды можно назвать вещества, получаемые при разложении нефтепродуктов.

Газовая цементация стали
Процедура имеет следующие особенности:
- Следует использовать конвейерные печи непрерывного действия с повышенной изоляция рабочей среды. Они очень редко устанавливаются в домашних условиях по причине высокой стоимости.
- В печь помещают заготовки, после чего проводится нагрев среды до требуемой температуры.
- После нагрева печи до требуемой температуры подается газ.
Преимуществ у подобной технологии довольно много:
- Нет необходимости в длительной подготовке газовой среды.
- Процесс предусматривает малую выдержку, что снижает затраты на поддержание температуры.
- Оборудование компактное, не занимает много места.
Однако есть существенный недостаток, который заключается в отсутствии возможности установки оборудования и налаживания процесса в домашних условиях. Рентабельность цементации в домашних условиях при установке подобного оборудования обеспечивается только при существенном увеличении обрабатываемых партий.
Читайте также: