Нержавеющая сталь зеркальная полировка
Обновлено: 14.05.2024
В большинстве случаев нержавеющие листовые стали предназначены для работы в условиях воздействия агрессивных кислых и щелочных сред, высоких температур, знакопеременных тепловых воздействий. Однако есть еще одна широкая область применения этих сталей – изготовление бытовых изделий, пищевого оборудования, медицинских и научных приборов, отделка поверхностей и т.д. В этих случаях защитные характеристики стали сочетаются с декоративными свойствами нержавеющего листа. По степени чистоты отделки поверхности различают полированные зеркальные, полированные матовые и шлифованные листы из нержавеющих сталей.
Зеркальный нержавеющий лист
В каталогах лист нержавеющий зеркальный обозначается как ВА. Применяется для декоративной отделки бытовой техники, дымоходов, элементов дизайна рекламы, помещений и т.д.
Зеркальная поверхность листа нержавейки обладает максимальными отражающими свойствами. Получается в результате тщательной двусторонней или односторонней отделки поверхности холоднокатаных нержавеющих листов. Обработка производится с помощью абразивных частиц разной зернистости. Распространено полирование алмазными пастами с зернистостью от 7/3 до 1/0. Последняя устраняет все микронеровности и создает зеркальную поверхность.
Недостаток зеркального листа – чувствительность к микроповреждениям и потеря декоративности при воздействии масел и жиров. Поэтому, перед тем как купить зеркальные листы, проверяйте наличие на них защитной полиэтиленовой пленки.
В APEX METAL можно купить зеркальные листы толщиной от 0,4 до 3 мм, с размерами листа 1000х2000 мм или 1250х2500 мм.
Нержавеющий полированный матовый лист
Данный вид нержавеющих листов часто путают с зеркальным. В отличие от него полированные листы имеют характерный матовый светло-серый цвет. В некоторых справочниках можно такую найти классификацию: «лист полированный зеркальный или суперзеркальный» класса ВА и «лист полированный матовый» класса 2В.
Матовая полированная поверхность получается в результате достаточно сложной обработки, включающей шлифование и полировку абразивными материалами разной зернистости и тепловое воздействие – отжиг в среде аммиака.
При отжиге создается тонкая твердая оксидная пленка, защищающая поверхность от дальнейшего окисления и износа. Данный вид отделки поверхности наиболее востребован потребителем, так как сочетает относительно невысокую цену, эстетичность, стойкость к коррозионному воздействию и износу. Отсюда область применения – декоративная отделка зданий, мебели, изготовление бытовой техники и т.д.
Полированные листы могут выпускаться как холоднокатаными толщиной 0,4 - 3 мм, так и горячекатаными – до 8 мм. Стандартный раскрой - для такой продукции: 1000х2000, 1250х2500, 1500х3000 и 1500х6000 мм.
Шлифованный лист для наружной и внутренней отделки
Лист нержавеющий шлифованный имеет самую большую шероховатость из всей группы поверхностно обработанных нержавеющих листов.
Шероховатость, определяемая согласно ГОСТ 2789-73 по среднему арифметическому отклонению профиля (т.н. параметр шероховатости) и составляет Ra = 0,2-0,35 мкм.
Шлифованные листы согласно стандарту подразделяются на две группы по чистоте шлифовки ASTM (American Society for Testing and Materials) - №3 и №4 (N4, SB, GRID). Маркировка связана с типом используемого абразива.
Шлифование производится с подачей смазочно-охлаждающих жидкостей до образования атласной (№4) или матово-шлифованной (№3) поверхности. Длительность и трудозатраты на обработку поверхности намного ниже, чем при операциях полировки. Шлифование в основном применяется на холоднокатаных нержавеющих листах марок AISI 304, AISI 331 и AISI 430. Толщина листов 0,5 - 2,8 мм, размеры 1000х2000 мм, 1250х2500 мм и 1500х3000 мм.
Основное назначение шлифованных нержавеющих листов – наружная и внутренняя отделка зданий, изготовление бытовой техники и т.д. Матовая шлифованная поверхность не требует постоянного ухода, на ней меньше видны царапины и вмятины.
Средства и способы полировки нержавейки до блеска
Все о полировке нержавейки до зеркального блеска — от современной электролитно-плазменной технологии до обработки нержавеющей стали кухонной утварью. Описание химического, электрохимического и ручных способов.

Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен. В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии. В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В основе технологии электрохимической полировки (ЭХП) нержавеющей стали лежит процесс движения ионов металла от анода к катоду. В общем виде такая установка состоит из металлической ванны с электролитом, подключенной к отрицательному полюсу источника постоянного тока (катоду).
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.

ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Электролитно-плазменное полирование (ЭПП) нержавеющей стали также основано на процессе перемещения положительных ионов металла от анода к катоду.
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
Большинство работ по полированию штучных изделий и металлоконструкций из нержавеющей стали выполняются либо вручную, либо с применением разнообразного электроинструмента. При этом применяется большое количество полировальных приспособлений, среди которых самые распространенные — это:
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали.
К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест.
В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон.
Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ.
При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи.
Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения.
А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Зеркальная полировка нержавейки.
Те, кто работают с нержавеющей сталью знают - полировка самый трудоемкий и сложный процесс.
Особенно это ощущается, когда вы полируете плоские детали. И чем больше площадь, тем сложнее.
Несколько раз мы уже описывали такие процессы здесь и здесь.
Сегодня я опишу один из вариантов такой полировки максимально подробно.
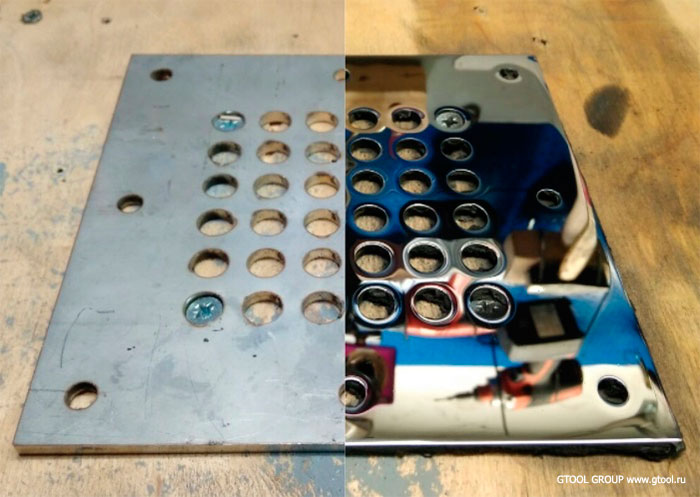
У нас есть плоская деталь, вырезанная с помощью лазера с многочисленными отверстиями.

Эти отверстия создают дополнительные сложности при обработке - их острые и неровные края (облой после резки) могут приводить к преждевременному износу и разрушению абразивных и полировальных кругов.
Значит следует производить все операции аккуратно, избегать излишнего давления.
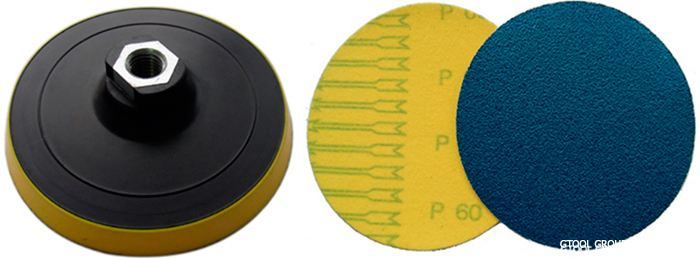
Для всего процесса будем использовать нашу любимую УШМ Metabo WEV 15-125 Quick Inox и мягкую опорную тарелку для кругов на липучке.
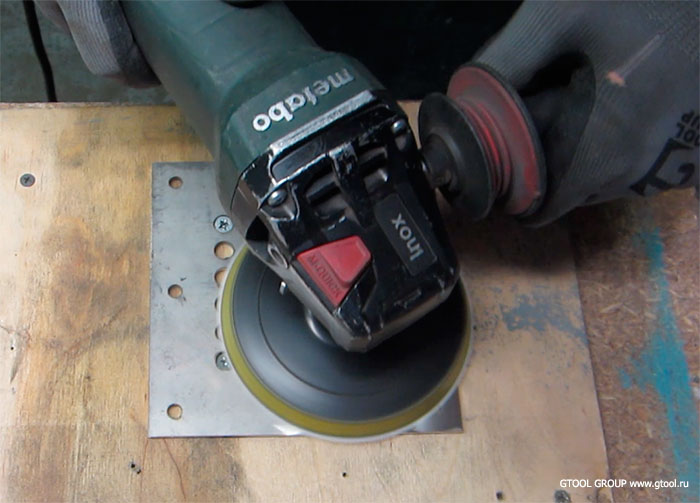
Мягкая опорная тарелка очень универсальный инструмент.
- Имеет большое пятно контакта, а значит выше производительность.
- За счет мягкости она огибает все неровности поверхности, и оставляет геометрию нетронутой. В данной случае она позволит сохранить плоскость детали.
Зернистость первого круга может отличаться в зависимости от первоначального качества поверхности. Но старайтесь начать с более мелкого зерна. Взять более грубый круг вы всегда успеете.
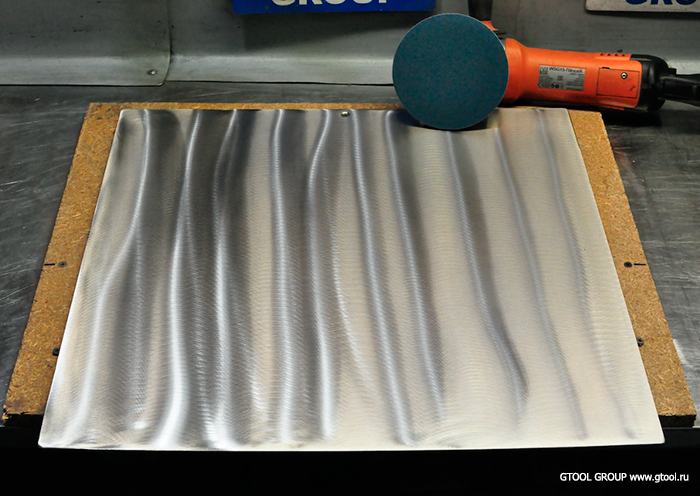
Ставим регулятор скорости вращения УШМ на "2" (3500 об/мин).
И начинаем плавными движениями мягко снимать верхний слой металла.
Во время шлифовки следите за тем, как исчезают дефекты и царапины.
Если за несколько движений (обычно 4-5) царапина не устранилась, значит следует взять круг более грубый.
Вот что получилось.

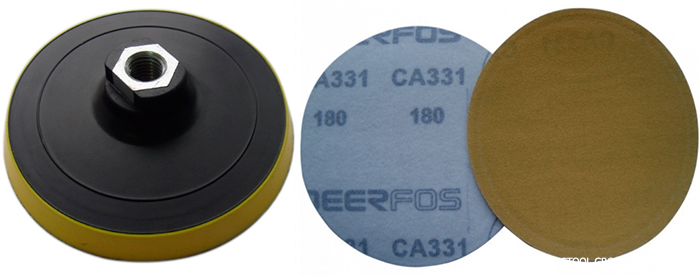
Теперь приступаем к понижению шероховатости.
Один за другим мы меняем круги на липучке:
Каждым следующим кругом старайтесь делать движения поперек с предыдущим.
Так выглядит поверхность после круга Р800.

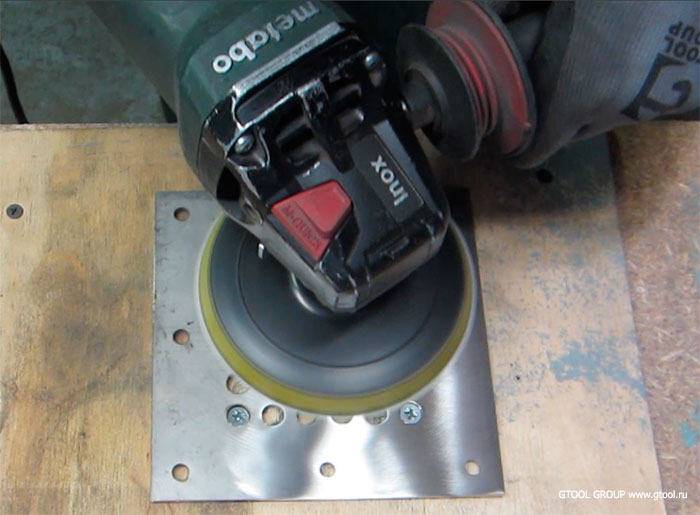
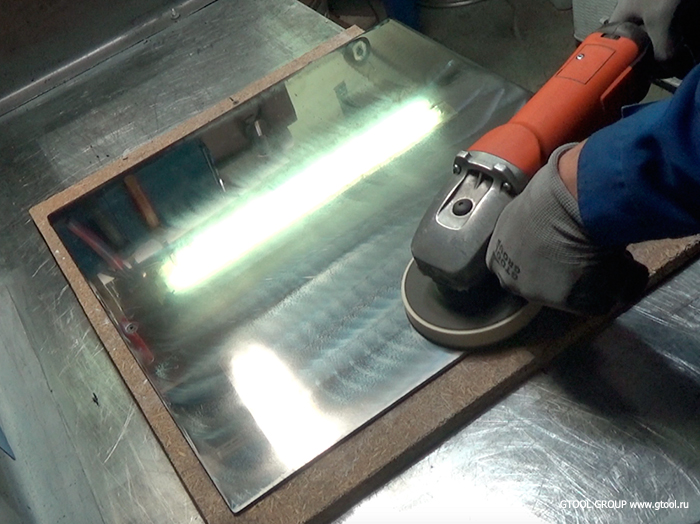
Приступаем к полировке.
Как всегда - одним этапом тут не обойдется.

Наносим пасту на круг и начинаем полировать деталь.

В сочетании с плотным войлоком, белая паста отлично удалит следы предшествующего этапа.
На этапе полировки часто проявляются недоработки предыдущих шагов - вылазят риски от грубых зерен. И Плотный войлок с белой пастой позволяют их убрать, без возвращения к абразивным кругам, что отлично экономит время.
Если у Вас не получается удалить риску войлочным кругом за пару проходов, попробуйте добавить пасты на круг и повторите операцию. Это в любом случае быстрее, чем возвращаться на несколько абразивных зерен назад.
После такой полировки на поверхности остаются небольшие следы от самого войлока и пасты, так называемая "паутинка".

Чтобы удалить такие следы, мы будем использовать самый мягкий фетровый Круг полировальный Finesse-it d125 и суперфинишную пасту 3M Marine 09019.
Наносим пасту на круг и на деталь, как показано на видео.
Такой способ не даст пасте разлетаться и сэкономит её.
Паста 3M Marine 09019 отлично удаляет следы от предварительной полировки и придает потрясающий блеск поверхности, а мягкий фетр 3М не оставляет никаких следов.
Все, теперь изделие отполировано.

Конечно, механически отполированная поверхность отличается от заводской полировки. Под разными углами и разном освещении могут быть видны минимальные следы обработки. Это следует всегда понимать и помнить.
Полировка нержавейки до зеркала.
Очередная история, как отполировать что-то из нержавейки.
Но на этот раз это действительно большой кусок — 500 на 500 мм, из холоднокатанного листа.

На поверхности довольно глубокие “раковины”. Поэтому придется начинать с грубого зерна.
Для первого шага попробуем круги зернистостью Р80 с опорной тарелкой средней жесткости (хорошее соотношение производительности и мягкости).
Используем керамику от компании VSM.

Средняя опорная тарелка обеспечивает хорошее давление для правильной работы керамического зерна, и при этом подгибается, соблюдая плоскость детали.
Круги Р80 отлично справились со снятием нужной толщины металла за пару проходов.
После этого понизим шероховатость теми же фибровыми кругами но Р120. Получили отличную ровную поверхность.

Самое тяжелое сделано, идем дальше. Необходимо улучшить шероховатость до максимально возможного, чтобы было проще полировать в самом конце.
Керамическое зерно оставляет после себя довольно грубые следы, которые ощутимо глубже следов от аналогичного зерна например из оксида алюминия. Поэтому следующим шагом снизим шероховатость используя то же зерно Р120, но кругом на липучке из цирконата алюминия (средний вариант между керамикой и оксидом алюминия).
Каждый следующий шаг производим накрест с предыдущим, чтобы лучше контролировать съем металла и геометрию заготовки.
Вот что получаем.
Уже красиво, не правда ли?
Теперь пришло время оксида алюминия — круги, обеспечивающие лучший финиш перед полировкой.

И теперь можно бы приступить к полировке, но я сделал еще один шаг.
С помощью орбитальной машины (ОШМ) и мелкого зерна Р1000 проверим поверхность на скрытые дефекты, не осталось ли следов от шлифовки УШМ.

Поверхность получилась ровная, глубоких царапин не обнаружено.
Приступаем к первичной полировке. Используем плотный войлок на УШМ — Круг торцевой полировальный войлочный d125 и белую полировальную пасту.

После предварительной полировки удаляются все крупные риски от шлифовки. Но на детали остаются следы от войлока и пасты.
Чтобы это все убрать делаем финишную полировку.

Наносим пасту на сам круг и слегка размазываем по заготовке, чтобы лишняя паста не улетала в сторону. При необходимости повторяем операцию несколько раз.
И в самом конце, чтобы исключить возможность оставления круговых следов от УШМ тем же полировальником несколько раз пройдемся по детали с помощью орбиталки

И следы полировальной пасты удалим с помощью венской извести.

Заметил что ощищать поверхность так же удобно с помощью орбиталки. Просто берем используемую салфетку или ветошь и прижимает ее машинкой.

Все, деталь отполирована.

Результат весьма сносный.
Кроме того, на это раз мы можем рассказать сколько именно понадобилось кругов и рассчитать стоимость абразивов для того чтобы отполировать 1/4 м2 нержавеющего листа.
- – 1 шт. – 1 шт. – 2 шт. – 6 шт. – 6 шт. – 6 шт. – 10 шт. – 6 шт. - 1 шт. - 1 шт. - 1 шт. –1 шт. - 1 шт. - 1 шт. – 1 шт. - 1 шт.
Сами круги — на 1 592 рубля.

Полировальные пасты и венская известь(использованы лишь небольшие доли от упаковки) примерно — 250 р.
Итого — 1 842 рубля.
Т о есть отполировать квадратный метр нержавющей стали будет стоить — 7 368 рублей (только за материалы).
Не считая амортизацию инструмента и трудозатраты.
Кстати у меня ушло 4,5 часа на эту работу. Без отрыва.
Хотя я бы предпочел делать это дольше, потому что:
- это довольно тяжело физически.
- заготовке лучше давать время остывать, так как нагретая она становится мягкой и может царапаться от случайных включений пыли и абразива.
Но теперь у Вас есть кое-какие цифры и вы можете решать сами — делать или не делать.
Полировка нержавеющей стали: матовая, зеркальная, шлифованная
Финишная обработка поверхности металла и сварных швов позволяет производить качественную модификацию поверхности проката с получением разной степени шероховатости, упрочнением поверхностного слоя, в эстетическо-декоративных целях, для удобства ухода за металлоизделиями. Компания АРЕХ METAL предлагает всевозможные виды проката из нержавеющих сталей и сплавов, для которых применяются разные способы отделки поверхности.
Механический способ получения нержавеющей поверхности
Механические способы очистки, полирования и шлифования поверхности связаны с применением абразивных материалов с разной фракцией зерна, тканых и сетчатых материалов и используется для толстостенных изделий несложной формы.
Так, шлифованная нержавеющая сталь и матовая нержавеющая полосовая холоднокатаная сталь получается при обработке грубыми абразивами, с последующей полировкой сеткой.
Зеркальная нержавеющая сталь обрабатывается абразивом мелкой фракции и полируется хлопком.
Производство шлифованной и зеркальной нержавейки от APEX METAL:
- Мелкие изделия с пазами и углублениями - короткие муфты, декоративных заготовки обрабатывают на станках путем их погружения в быстротекущий абразивный материал. Современные материалы для сухого шлифования с эффектом самозатачивания обеспечивают превосходное качество поверхности нержавеющего проката и используются на полировальных станках, станках для чистой обработки методом волочения.
- Для шлифования деталей сложной формы с труднодоступными поверхностями применяют методы импульсной обработки, основанный на взаимном сочетании движений абразивного материала и заготовки.
- Для виброшлифования используют энергию вращения помещенного в барабан шлифстанка вихревого потока абразива, образующего форму тора, метод применим для закругления кромочных поверхностей, снятия заусенцев, уменьшения первоначальной шероховатости.
- Для получения улучшенного качества поверхности используют влажное шлифование и сухое полирование.


Химическая и электролитическая обработка поверхности
При химических и электролитических способах обработки поверхности используют концентрированные многокомпонентные электролиты, базу которых составляют агрессивные и токсичные серная, ортофосфорная, соляная кислоты.
Метод электролитно-плазменного полирования
Более «чистым» с точки зрения экологии (по сравнению с травлением и э/х обработкой) является метод электролитно-плазменного полирования (ЭПП). Он подходит для ответственных изделий, тонкостенной продукции, деталей со сложной геометрией.
ЭПП производится механизированным способом или на автоматизированных линиях. Электроплазменная обработка проходит при напряжении в диапазоне 100 - 600 В. Обрабатываемая деталь становится анодом, вокруг которого начинается интенсивное газоотделение за счет протекающих процессов электролиза и закипания раствора. В результате вокруг обрабатываемого изделия из нержавеющей стали создается парогазовая оболочка (толщиной от 50 - 100 мкм до 1 - 2 мм) с микроплазменно-электролитическими разрядами. На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
| Вид проката | Обозначение поверхности | Способ изготовления |
|---|---|---|
| Лист из полированной матовой нержавеющей стали | 2B | Холодная прокатка, термообработка, травление, пропуск в дрессировочной клети с правкой на полированных валках |
| Лист из нержавейки шлифованной | 1G | Поверхность спецотделки с текстурой одного направления, без сильного отражения поверхности с поверхностью заданной шероховатости |
| Длинномерная продукция, зеркальная нержавеющая | катанка - 3P проволока - 4P | Гладкая и блестящая полированная поверхность (спецотделка) |
Прайс-лист на все виды нержавеющего листа (зеркальный, матовый, шлифованный, рифленый): AISI 304/ 08х18н10, AISI 321/ 12х18н10т, AISI 430/ 12х17 .
Цены на нержавеющую круглую трубу по стандарту AISI и анологов отечественных сталей (12х18н10т, 10Х17Н13М2Т, 08Х18Н10, 08Х17. )
Читайте также: