Никель медь и сталь
Обновлено: 01.05.2024
Никель повышает также способность стали к улучшению (даже при больших сечениях изделий) и уменьшает чувствительность к перегреву, что очень важно для конструкционных сталей. Однако стали, содержащие более 4% Ni, склонны к образованию трещин при охлаждении, особенно в литом состоянии. У цементуемых никелевая сталь переход от цементованного слоя к ненауглероженной сердцевине более плавный, чем у углеродистых.
Скорость цементации этих сталей практически одинакова, но содержание углерода в поверхностном слое Н с. значительно меньше, и грубая цементитная сетка встречается очень редко. При длительных выдержках никель препятствует укрупнению зерна в цементованном слое. Никелевая сталь содержащие 0,5—1,0% Ni, отличаются повышенной коррозионной стойкостью при длительных выдержках в воде (в т. ч. и морской), в разбавленных солях и к-тах. Стали, содержащие 5—7% Ni, коррозионно-стойки в щелочах.
При введении в железоуглеродистый сплав до 30% Ni снижается теплопроводность, повышаются теплоемкость и температурный коэфф. линейного расширения. При большем содержании никеля теплопроводность увеличивается, а теплоемкость и температурный коэфф. линейного расширения уменьшаются. Если в углеродистой стали содержится 30% Ni, электропроводность минимальна, а магн. насыщение близко к нулю. Никелевая сталь отличается от углеродистой стали более высокой вязкостью при одинаковой прочности.
Если никель содержится более 20%, наблюдается увеличение пластичности при некотором уменьшении прочности. Свойства никелевая сталь в поперечном сечении такие же, как в продольном. Улучшают их термообработкой. Сталь марки 21H5A (0,18— 0,25% С; 0,3-0,62% Мn; 0,17-0,37% Si; не более 0,03% S; 0,03% Р; 0,3% Сr и 4,5—5,0% Ni) закаливают в масле при т-ре 780 ± 20° С и отпускают при т-ре 150—170° С, охлаждая на воздухе. После такой термообработки предел прочности на растяжение составляет 120 кгс/мм2, предел текучести 95 кгс/мм2, удлинение 9%, сужение 40%, ударная вяз-кость 5 кгс • м/см2, твердость 380— 440 НВ.
Стали марок никеля
Из стали марки 21Н5А изготовляют катаные, холоднотянутые и кованые прутки. Стали марок 0Н6 и 0Н9 содержат до 0,06% С; 0,45—0,60% Мn; 0,17-0,37% Si и соответственно 6,5—7,0 и 8,5—9,5% Ni. Сталь марки 0Н6 используют после двойной нормализации (950 ± ± 10 и 820 ± 10° С) и отпуска при 580 — 600° С в течение 2,5 — 3 ч, охлаждая на воздухе, или после закалки при температуре 820 ± ± 10° С в воде и отпуска при т-ре 580—600° С в течение 2,5—3 ч, также охлаждая на воздухе. Сталь марки 0Н9 используют только после двойной нормализации (т-ры 900 ± 10 и 790 ± 10° С) и отпуска при т-ре 550—580° С в течение 2,5—3 ч, охлаждение на воздухе. Прочность и пластичность стали марки 0Н9 при т-рах 20 и —196° С выше, чем стали марки 0Н6 .
Из стали марок 0Н6 и 0Н9 изготовляют изделия, эксплуатируемые под давлением при т-ре — 196° С. Сложнолегированные Н. с. используют в качестве конструкционных и инструментальных сталей, а также сталей с особыми физическими и химическими св-вами. Конструкц. хромоникелевая сталь (марок 20ХН, 45НХ и 12 ХНЗА) отличается высокой твердостью, прочностью и ударной вязкостью.
В инструментальных хромоникелевых сталях (марок 5ХНМ и 5ХНВ) никель уменьшает критическую скорость охлаждения, увеличивая прокаливаемость, а хром, как карбидо-образующий элемент, повышает износостойкость. Для устранения отпускной хрупкости в эти стали обычно вводят молибден (0,4%) и вольфрам (до 1%). Жаропрочные и коррозионностойкие хромоникелевые стали (марок 12Х18Н9Т, 10Х17Н13МЗТ и 03Х16Н15МЗБ) дополнительно легируют титаном, молибденом, ниобием и бором. Из сложнолегированных Н. с. изготовляют арматуру печей, трубы, сопловые лопатки, муфели и др. изделия.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение.
Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен электропроводный (conductive) ABS-пластик, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
UPD
Для моддеров, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (осциллорез) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
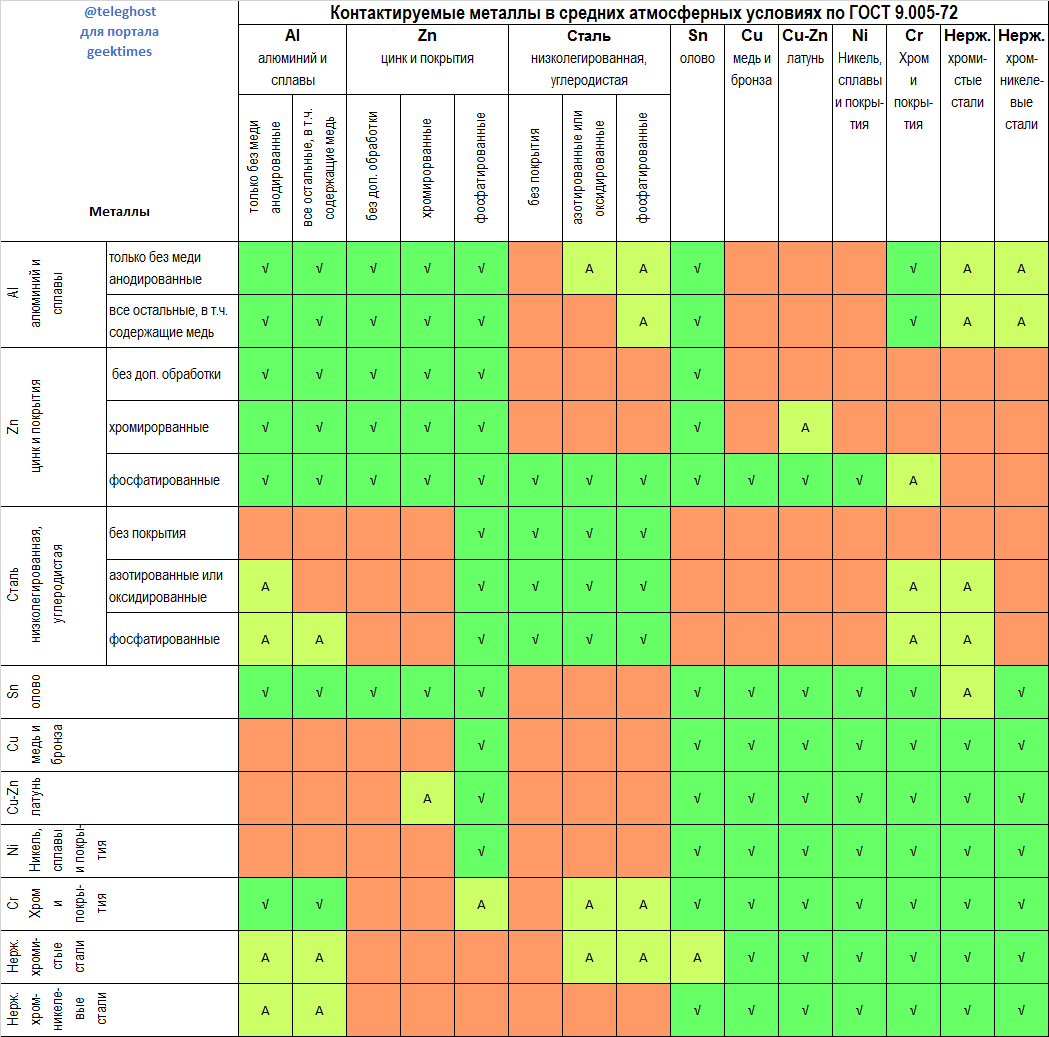
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER: Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для жестких и очень жестких атмосферных условий, Таблица №3 для контактов, находящихся в морской воде. Ниже я предлагаю выдержку из Таблицы №1 для средних атмосферных (т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды.
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из оцинкованной холоднокатанной стали толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная эквипотенциальность (наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества.
Витая пара из омедненного алюминия (Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ .
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается металлический отпуск. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах.
Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм.
Хорошенько отметьте отверстие керном. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования.
» ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры.
» Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Влияние хим. элементов на свойства стали.
Углерод — находится в стали обычно в виде химического соединения Fe3C, называемого цементитом. С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.
Кремний — если он содержится в стали в небольшом количестве, особого влияния на ее свойства не оказывает.(Полезная примесь; вводят в качестве активного раскислителя и остается в стали в кол-ве 0,4%)
Марганец — как и кремний, содержится в обыкновенной углеродистой стали в небольшом количестве и особого влияния на ее свойства также не оказывает. (Полезная примесь; вводят в сталь для раскисления и остается в ней в кол-ве 0,3-0,8%. Марганец уменьшает вредное влияние кислорода и серы.
Сера — является вредной примесью. Она находится в стали главным образом в виде FeS. Это соединение сообщает стали хрупкость при высоких температурах, например при ковке, — свойство, которое называется красноломкостью. Сера увеличивает истираемость стали, понижает сопротивление усталости и уменьшает коррозионную стойкость. В углеродистой стали допускается серы не более 0,06-0,07%. ( От красноломкости сталь предохраняет марганец, который связывает серу в сульфиды MnS).
Фосфор — также является вредной примесью. Снижает вязкость при пониженных температурах, то есть вызывает хладноломкость. Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ И ИХ ВЛИЯНИЕ НА СВОЙСТВА СТАЛИ
Хром (Х) — наиболее дешевый и распространенный элемент. Он повышает твердость и прочность, незначительно уменьшая пластичность, увеличивает коррозионную стойкость; содержание больших количеств хрома делает сталь нержавеющей и обеспечивает устойчивость магнитных сил.
Никель (Н) — сообщает стали коррозионную стойкость, высокую прочность и пластичность, увеличивает прокаливаемость, оказывает влияние на изменение коэффициента теплового расширения. Никель – дорогой металл, его стараются заменить более дешевым.
Вольфрам (В) — образует в стали очень твердые химические соединения – карбиды, резко увеличивающие твердость и красностойкость. Вольфрам препятствует росту зерен при нагреве, способствует устранению хрупкости при отпуске. Это дорогой и дефицитный металл.
Ванадий (Ф) — повышает твердость и прочность, измельчает зерно. Увеличивает плотность стали, так как является хорошим раскислителем, он дорог и дефицитен.
Кремний (С)- в количестве свыше 1% оказывает особое влияние на свойства стали: содержание 1-1,5% Si увеличивает прочность, при этом вязкость сохраняется. При большем содержании кремния увеличивается электросопротивление и магнитопроницаемость. Кремний увеличивает также упругость, кислостойкость, окалиностойкость.
Марганец (Г) — при содержании свыше 1% увеличивает твердость, износоустойчивость, стойкость против ударных нагрузок, не уменьшая пластичности.
Кобальт (К) — повышает жаропрочность, магнитные свойства, увеличивает сопротивление удару.
Молибден (М) — увеличивает красностойкость, упругость, предел прочности на растяжение, антикоррозионные свойства и сопротивление окислению при высоких температурах.
Титан (Т) — повышает прочность и плотность стали, способствует измельчению зерна, является хорошим раскислителем, улучшает обрабатываемость и сопротивление коррозии.
Ниобий (Б) — улучшает кислостойкость и способствует уменьшению коррозии в сварных конструкциях.
Алюминий (Ю) — повышает жаростойкость и окалиностойкость.
Медь (Д) — увеличивает антикоррозионные свойства, она вводится главным образом в строительную сталь.
Церий — повышает прочность и особенно пластичность.
Цирконий (Ц) — оказывает особое влияние на величину и рост зерна в стали, измельчает зерно и позволяет получать сталь с заранее заданной зернистостью.
Лантан, цезий, неодим — уменьшают пористость, способствуют уменьшению содержания серы в стали, улучшают качество поверхности, измельчают зерно.
Технология гальванического и химического никелирования
Никель обладает уникальными физическими свойствами — он хорошо выдерживает механическую деформацию, а также не покрывается коррозией при длительном хранении. Поэтому очень часто тонким слоем никеля покрывают различные металлические сплавы — сталь, чугун, медь, алюминий и так далее. Процедуру покрытия металла слоем никеля в промышленности называют никелированием. Но можно ли сделать никелирование в домашних условиях самому? Какие способы никелирования существуют? Ниже мы в деталях узнаем ответы на эти вопросы.

Определение
- Повышение коррозийной устойчивости. Никель обладает высокой химической инертностью, поэтому он не вступает в контакт с кислородом и водой. Поэтому никель будет препятствовать появлению коррозии на поверхности металлического элемента.
- Защита от слабых кислот и щелочей. Никель также неплохо выдерживает воздействие слабых химических реагентов, поэтому с его помощью можно также создать дополнительный слой, который будет защищать основной материал от кислот и щелочей.
- Создание прочного внешнего покрытия. При механическом повреждении меняется вид металлического изделия, а также могут ухудшатся его технико-эксплуатационные характеристики. Создание дополнительно слоя из никеля выгодно тем, что при повреждении металла всегда можно быстро нанести новый слой.
- Никель обладает приятным серебристо-серым блеском, поэтому никелирование может выполняться и для декоративных нужд. Украшение металлических игрушек, создание красивых никелированных каркасов и так далее).
Никелировать можно практически любой металл — сталь, чугун, различные железные сплавы, медь, латунь, алюминий, титан и так далее. В качестве объекта обработки — цельные листы, детали с отверстиями, сантехнические установки, болты, шурупы, рыболовные крючки и так далее.
Существует две технологии — гальваническое и химическое никелирование. Обе технологии широко применяют на фабричном производстве. При необходимости можно сделать обработку в домашних условиях самостоятельно.

Технология гальванического никелирования
Гальваническое никелирование — популярная технология, с помощью которой можно нанести тонкий слой никеля на поверхность какого-либо металлического сплава (медь, сталь, железо, чугун, алюминий, латунь и так далее).
Принцип применения гальванического никелирования очень прост: металлический элемент подключается к катоду и помещается в водную среду с большим содержанием никеля, который выступает в растворе в качестве электролита — после этого включается электрический ток, который проходит через никелевые аноды, происходит достаточно равномерное распределение никеля по всей поверхности металлического объекта.
Перед проведением гальванического никелирования с поверхности металлического объекта нужно удалить тонкую оксидную пленку, которая будет препятствовать нанесению никеля. Для удаления пленки рекомендуется использовать грубую наждачную бумагу — с ее помощью оксидная пленка снимается очень легко, а каких-либо серьезных усилий для очистки рабочему прилагать не нужно.
После обработки наждачной бумагой нужно промыть металлический объект водой, чтобы избавиться от остатков оксидной пленки — после этого металл обрабатывается содовым раствором и снова очищается с помощью воды. Обратите внимание, что крупные жесткие детали обрабатывать наждачной бумагой сложно — для их очистки рекомендуется использовать специальное очистительное оборудование.
Хороший пример — пескоструйные аппараты, которые снимают оксидную пленку за счет воздействия на поверхность металла песка, который в данном случае выступает в качестве абразива.

Последовательность действий
- Сперва нам необходимо собрать ванночку для никелирования. Для этого нам понадобится емкость на основе диэлектрика, два никелевых анода, а также провода и источник электрического тока (рабочее напряжение — 5-6 вольт).
- Также нам понадобится электролитический раствор. Приготовить его можно на основании двух рецептов, где первый рецепт подходит для гладких однородных деталей, а второй — для шероховатых неровных элементов с низким качеством очистки.
- Первый рецепт такой — сернокислый никель (250 г), борная кислота (25 г), фтористый калий и хлористый калий (по 4-5 г), а также натриевая соль (2-3 г) и формалин (1-2 г) + 1 литр воды.
- Второй рецепт следующий — сернокислый никель (300 г), хлористый никель (около 60-90 г), борная кислота (50 г), а также блескообразователь (2 г) и выравнивающая присадка (2 мл) + 1 литр воды (блескообразователь и выравнивающая присадка вносятся по желанию).
- Установка для никелирования собирается следующим образом (вне зависимости от типа электролита): в ванночку наливается электролит и в нее помещается два никелевых анода по краям ванны — в ванночку по центру помещается деталь для обработки, которая подключена к отрицательному полюсу.
- После этого запускается электричество на 30-40 минут. Во время работы анодный и электролитический никель под действием электрических сил перемещаются на поверхность металлического элемента, который обладает отрицательной полярностью. При прохождении электрического тока никель прочно прикрепляется к металлу, что приводит к образованию тонкой пленки на основе никеля, что нам и требовалось.
После проведения гальванического никелирования на поверхности металла может образоваться черный налет, который может испортить вид металлической детали. Для очистки детали от налета необходимо выполнить зачистку и полировку детали — в результате у детали должен образоваться равномерный серебристый блеск, на поверхности объекта образуется тонкая пленка из никеля. Зачистку рекомендуется проводить вручную без использования слишком токсичных реактивов, чтобы не повредить защитную пленку.

Технология химического никелирования металла
- Создается электролитический раствор на основе солей никеля с добавлением различных добавок и гипофосфита натрия.
- В раствор помещается деталь, раствор равномерно нагревается до температуры 200-300 градусов, в течение примерно 1 часа.
- Во время нагрева электролита происходит восстановление гипофосфитом натрия никеля. Это приводит к образованию на поверхности металла тонкой пленки из никеля.
Обратите внимание, что нагрев раствора можно не проводить. Однако в таком случае никелевая пленка будет очень хрупкой, что сделает никелирование бесполезным. В качестве электролита могут использоваться как кислые, так и щелочные растворы. Рекомендуются именно кислотные растворы, поскольку они обладают более высокой твердостью и прочностью. Также обратите внимание, что формат никелирования напрямую зависит от того, из какого металла сделана основная деталь.
Никелирование алюминия

Растворы
Для проведения никелирования хромированные алюминиевые детали помещаются в один из растворов. Деталь подвешиваются на проволоке, а потом она опускается в раствор на 70-80%. Она не должна касаться боковых стен и дна. После этого температура повышается до 350-380 градусов. Оптимальный срок термическо-химической обработки — 1 час.
Для ускорения никелирования можно повысить температуру раствора до 500 градусов. Однако в таком случае на поверхности детали могут образоваться желто-рыжие или фиолетовые пятна, от которых будет сложно избавиться, поэтому избыточный нагрев лучше не производить. После никелирования алюминий проходит вспомогательную обработку в машинном масле:
- На огонь ставится минеральное масло, которое разогревается до температуры 250 градусов.
- Деталь достается из электролитного раствора и сразу же помещается в минеральное масло.
- В масле деталь греется в течение 1 часа. После этого деталь достается, промывается под теплой водой + выполняется обезжиривание.

Обработка изделий из меди и латуни
Никелирование латуни и меди выполняется по стандартной схеме, однако помимо этого есть отличия. Процедура начинается с очистки, полировки и обезжиривания материала. После этого выполняется декапирование детали с помощью серной или соляной кислоты. Затем деталь аккуратно промывается теплой водой и подвешивается на металлической проволоке.
В качестве проволоки могут использоваться изделия только из стали либо алюминия без обмотки. В противном случае во время термохимической обработки никелирование в домашних условиях не пойдет из-за технических особенностей меди. Очень высокая электропроводность в данном случае играет злую шутку. Если медь не будет касаться другого металла, то частички никеля будут плохо приставать к детали.
Раствор готовится стандартным способом. В воду помещаются все компоненты (кроме гипофосфита) и выполняется перемешивание. После этого раствор нагревается до температуры 85-90 градусов и выполняется впрыскивание гипофосфита натрия. После этого выполняется никелирование латуни/меди обычным способом. Деталь на проволоке помещается в раствор на 70-80%, раствор доводится до температуры 350 градусов, длится не более 1 часа.
В конце обработку минеральным маслом можно не выполнять (как в случае с алюминием). Деталь просто достается из посуды с электролитом и выполняется промывка теплой водой и делается обезжиривание. Часто после обработки меди образуется тонкий слой никеля на стенках посуды. Чтобы избавиться от осадка, протрите осадок концентрированным раствором азотной кислоты.

Никелирование стали
Также никелем могут покрываться различные стальные и чугунные изделия. Процедура в данном случае будет несколько отличаться из-за физических особенностей стального сплава. Главное отличие — никелирование рекомендуется выполнять дважды по одному и тому же методу. Поскольку при одноразовой обработке есть риск растрескивания никельного покрытия спустя несколько месяцев эксплуатации детали. Поначалу обработка выполняется по стандартному алгоритму. Деталь очищается и полируется, а потом выполняется декапирование с помощью серной или азотной кислоты. После этого деталь подвешивается на проволоке из любого материала.

Обратите внимание, что перед никелированием стали необходимо обязательно узнать температуру отпуска металла. Во время никелирования раствор ни в коем случае нельзя нагревать выше этой температуры. В противном случае может произойти растрескивание и повреждение стали. Само никелирование металла выполняется стандартным способом. Деталь помещается в раствор, электролит доводится до нужной температуры (до температуры отпуска, но не выше 350 градусов). Срок обработки — 1-2 часа (чем ниже температура, тем дольше длится обработка). После проведения никелирования нужно выполнить травление детали. После этого рекомендуется выполнить процедуру еще один раз по стандартному алгоритму.
Заключение
Во время никелирования металлические объекты покрываются защитным тонким слоем никеля. Основные функции никелирования — улучшение химической и коррозийной стойкости, создание дополнительного защитного слоя против механических повреждений.
Можно выполнить никелирование любых металлов и сплавов — сталь, медь, латунь, алюминий и другие. Сегодня применяют две технологии никелирования — гальваническая и термохимическая обработка.
Медистая сталь
Медистая сталь это сталь, легированная, наряду с др. хим. элементами, медью. Используется с конца 19 в. Различают медистую сталь конструкционную и с особыми физ. и хим. св-вами (нержавеющую сталь, коррозионно-стойкую сталь).

Что такое медистая сталь
Медь расширяет гамма-область, смещает эвтектоидную точку на диаграмме состояния железо — углерод к более низким содержаниям углерода, повышает прочность и текучесть феррита, способствует графитизации, снижает критическую скорость закалки. С понижением т-ры растворимость меди в альфа-железе уменьшается.
Если меди содержится более 0,3%, после закалки и отпуска при т-ре 400— 600° С в стали происходит дисперсионное твердение. Предельное упрочнение наблюдается, если в стали содержится более 1,0—1,5% Сu.
Свойства стали
При выплавке стали медь не окисляется, что неизбежно приводит к увеличению ее содержания. Влияние меди (более 0,2%) на сопротивление атмосферной коррозии возрастает при совместном легировании сталей марганцем, хромом, кремнием, а также фосфором.
Горячее деформирование углеродистых медистая сталь часто приводит к образованию поверхностных трещин.
Никель в таком же количестве, как и медь, устраняет образование трещин. Низколегированные низкоуглеродистые (строительные).
Медистая сталь отличаются высоким пределом текучести, стойкостью к атмосферной коррозии, хорошими свариваемостью, полируемостью и сцеплением с лакокрасочными покрытиями, высокой ударной вязкостью при низкой т-ре и теплостойкостью.
Влияние на сталь добавления меди
При толщине проката до 32 мм у стали марки 15ХСНД, содержащей 0,12—0,18% С и 0,2— 0,4% Сu, в состоянии поставки (без термообработки) предел текучести > 35 кгс/мм 2 , предел прочности на растяжение > 50 кгс/мм2, удлинение >21%, ее ударная вязкость при т-ре — 70° С равна > 3 кгс-м/см2.
После закалки и отпуска предел текучести М. с. > 50 кгс/мм 2 , предел прочности на растяжение > 60 кгс/мм 2 , удлинение > 17%, ударная вязкость при т-ре — 70° С 3 кгс-м/см 2 . В среднеуглеродистых низколегирован.
Медистая сталь (0,3—0,5% С) медь (0,4 — 1,5%) увеличивает сквозную прокаливаемость крупных поковок, а также повышает предел текучести после отпуска.
В высоколегированных нержавеющих и коррозионностойких медистых сплавов (аустенитного, ферритоаустенитного, мартенситного и мартенситоферритного классов).
Медь (0,8—3,5%) повышает сопротивление коррозии в определенных средах, понижает склонность к коррозионному растрескиванию под напряжением, приводит к дисперсионному твердению.
Легирование медью аустенитных хромоникелевых сталей
Легирование медью аустенитных хромоникелевых сталей увеличивает коррозионную стойкость в растворах серной к-ты.
Особенно эффективно одновременное легирование медью и молибденом (сталь марок 06ХН28МДТ и 03ХН28МДТ). Сталь марки 03ХН28МДТ обладает повышенной стойкостью к ножевой и межкристаллитной коррозии.
Коррозионностойкая сталь марки Х15Н5Д2Т (1,75—2,5% Сu) упрочняется вследствие дисперсионного твердения при выделении меди.
У такой стали после закалки от т-ры 940—980° С (охлаждение на воздухе) и отпуска при т-ре 600 — 625° С предел прочности на растяжение > 90 кгс/мм 2 , предел текучести > 70 кгс/мм 2 и удлинение > 10%.
При выплавке медистая сталь используют природно-легированные чугуны, медистый скрап и металлическую медь.
Как получают медистую сталь
Медистую сталь получают в мартеновских печах, конверторах и электро печах, электрошлаковым и вакуумно-дуговым переплавом.
Поставляют ее в виде листов, полос, сортового проката и швеллеров.
Применение медистой стали
Низколегированные медистые стали применяют в мосто-, судо- и турбостроении, из них изготовляют металлоконструкции для кранов тяжелого и особо тяжелого режимов эксплуатации.
Нержавеющие и коррозионностойкие медистая сталь используют для изготовления сварных конструкций, эксплуатируемых при т-ре до 80° С в серной к-те различной концентрации, арматуры повышенного качества, сварнолитых деталей и гидротурбин.
Статья на тему медистая сталь
Похожие страницы:
ЧТО ТАКОЕ НИКЕЛЕВАЯ СТАЛЬ Это сталь легированная никелем. Используется с 80-х гг. 19 в. Различают Н. с, легированную только никелем.
КРЕМНИСТАЯ СТАЛЬ Что такое кремнистая сталь это сталь легированная кремнием. К К. 1 с. относятся: конструкционные стали (в частности, пружинные).
МОЛИБДЕНОВАЯ СТАЛЬ Это сталь, легированная молибденом. Используется с начала 20 в. Различают М. с. конструкционную (улучшаемую, цементуемую), инструментальную и с.
ХРОМИСТАЯ БРОНЗА Бронза, легированная хромом. Наиболее распространена марки БрХ0,5 (0,4—1,0% Сr, остальное — медь). Ее плотность 8,9 г/см3, т-ра плавления.
Содержание статьи1 Сталь легированная ванадием1.1 Улучшение при добавок ванадия1.2 Применение сталей легированных ванадием Сталь легированная ванадием Впервые начала применяться во.
Содержание статьи1 ЧТО ТАКОЕ ВОЛЬФРАМОВАЯ СТАЛЬ2 Закалка вольфрамовых сталей3 Для чего применяют сталь ЧТО ТАКОЕ ВОЛЬФРАМОВАЯ СТАЛЬ Это сталь, где.
Читайте также: