Оборудование для производства стальных канатов
Обновлено: 09.05.2024
Оборудование для плетения стального троса производит стальные и оцинкованные троса и канаты всех распространенных типов исполнения и покрытия, одинарной и двойной свивки. Наибольшее распространение в различных сферах производства и деятельности имеют оцинкованные стальные канаты.
Эти проволочные канаты пользуются большим спросом при транспортировке и перемещении крупногабаритных грузов. Такие тросы выдерживают большие нагрузки и являются износоустойчивыми.
Стальные тросы крайне часто применяют также и в других сферах хозяйства: строительстве, нефтепереработке, добывающей промышленности, на морском и речном транспорте, при комплектации строительного и грузоподъёмного оборудования, на автомобилях и спецтехнике (например, эвакуаторы).
Производство металлических канатов осуществляют на прядевьющих и канатовьющих машинах (крутильных машинах), которые имеют одинаковые кинематические схемы и отличаются только размером и числом зарядных катушек. На раме машины размещается сердечник, вокруг которого должны свиваться проволоки или пряди. Свивающий орган машины имеет шаблон для распределения проволок или прядей и преформатор для получения нераскручивающихся прядей или канатов. В формирующем обжимном механизме с плашками образуется конус свивки прядей или канатов и происходит их опрессовка. Для рихтовки изделий предназначен роличный механизм, из которого изделие тяговым и приёмным механизмами подаётся для намотки на катушки или барабаны.
ПРЯДЕВЬЮЩИЕ И КАНАТОВЬЮЩИЕ КРУТИЛЬНЫЕ МАШИНЫ СИГАРНОГО ТИПА СЕРИИ RSN
Крутильные машины серии RSN предназначена для плетения канатов как одинароной так и двойной свивки из стальной проволоки по чертежам и необходимым параметрам. В номенклатуру производимой продукции входят тросы общего назначения, тросы оцинкованные, тросы в изоляции, тросы управления с токопроводящим кабелем, тросы авиационные, тросы автомобильные, строительные и грузоподъёмные канаты; тросы из нержавеющей стали, металлокорд.
В трубчатых (сигарного типа) крутильных машинах зарядные катушки располагаются в дебалансированных каретках последовательно внутри литого трубчатого ротора сигарообразного вида (по ее оси), но не вращаются вместе с трубой. Катушки вращаются вокруг своих осей под действием силы, возникающей при стягивании проволок, каболок или прядей тяговым механизмом.
Сердечник трубчатых прядевьющих машин проходит по внутренней поверхности трубы. Направление свивки определяется изменением направления вращения свивального органа, а шаг свивки — соответствующим подбором частоты вращения свивального органа и окружной скорости тягового механизма. Трубчатые крутильные машины имеют большую производительность по сравнению с роторными и некоторыми канатовьющими машинами при изготовлении канатов небольших диаметров.
Канатовьющая машина RSN-6/630 может свивать тросы с центральным сердечником из органических материалов (пеньки, манилы, сизаля, хлопчатобумажной пряжи), из искусственных материалов (полиэтилена, капрона, нейлона и др.) или из стальной проволоки.

Основные технические параметры машин для плетения канатов
Канаты, изготавливаемые на крутильных машинах серии RSN

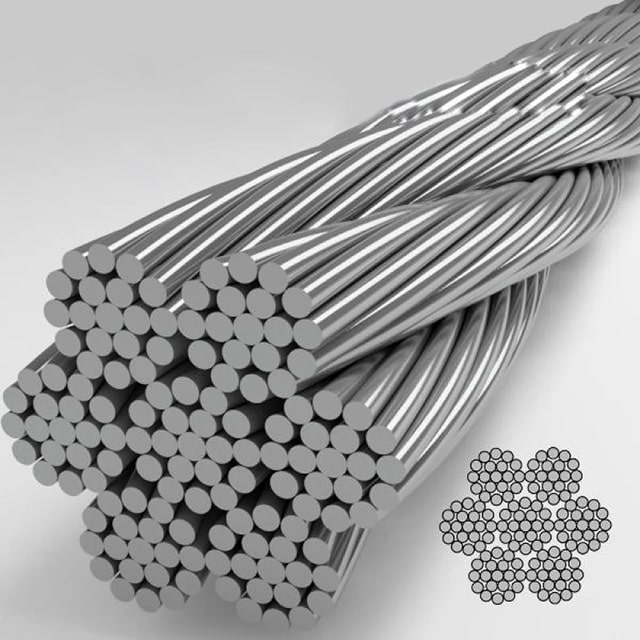
Спиральный канат одинарной свивки типа ТК
конструкции 1x19(1+6+12) ГОСТ 3063 / 1×19
Необходимые модели для изготовления каната:
RSN-6/400 + RSN-12/400
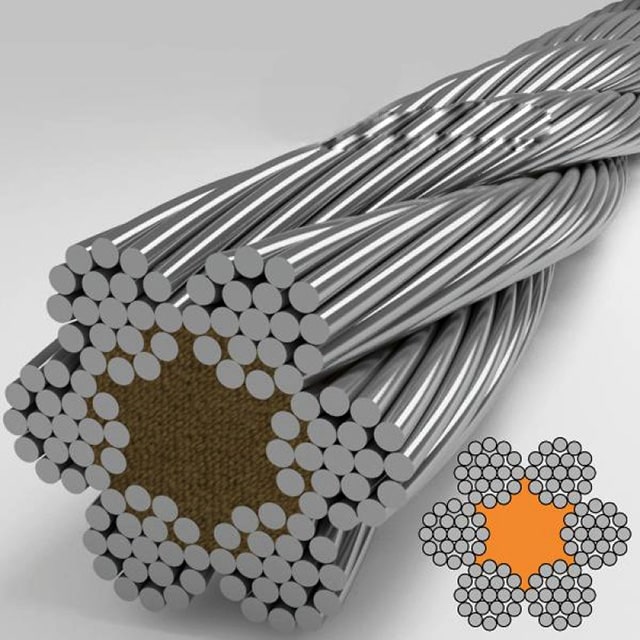
Канат двойной свивки с органическим сердечником типа ТК
конструкции 6x19(1+6+12)+1o.c.ГОСТ 3070 / 6×19+FC
Необходимые модели для изготовления каната:
RSN-6/400 + RSN-12/400 + RSK-6/630
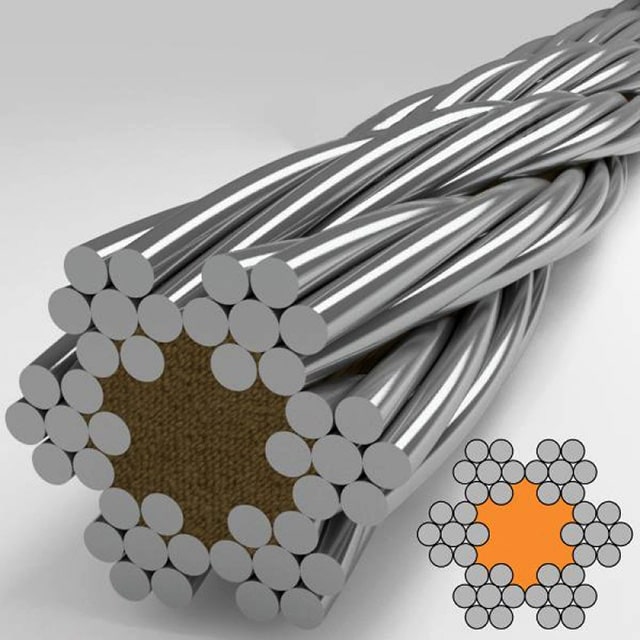
Канат двойной свивки с органическим сердечником типа ЛК-О
конструкции 6х7(1+6)+1о.с. ГОСТ 3069 / 6×7+FC
Канат двойной свивки с металлическим сердечником типа ТК
конструкции 6×19(1+6+12)+1×19(1+6+12) ГОСТ 3067 / 6×19+IWS
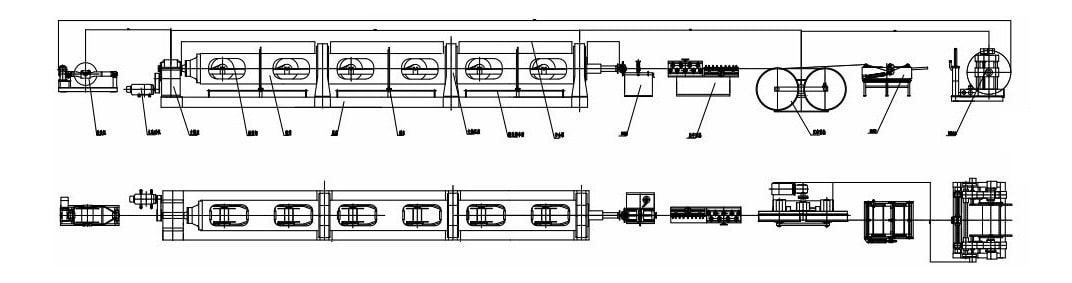
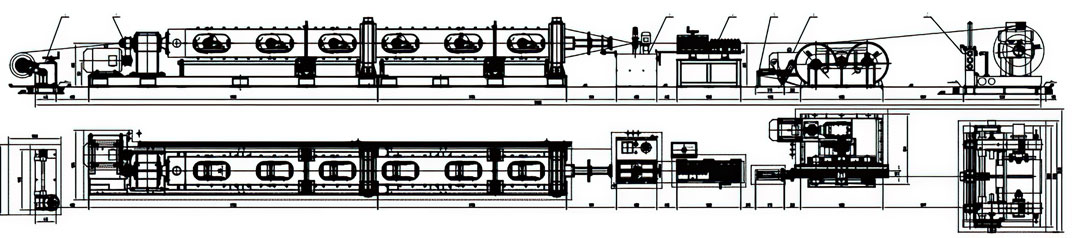
Планировка оборудования для плетения стального троса
Фотографии крутильной машины сигарного типа для проволочного троса









Особенности конструкции трубчатых пряде-канатовьющих машина для свивки стального троса
Размотчик центральной проволоки (сердечника) Представляет собой электрическую лебёдку. Колесо размотчика стальное, двухребордное, диаметром Ø1000 мм, с верхним подшипником, установлено на двух стойках. Имеет узел демпфирования центральной проволоки и винт регулировки натяжения. Двухребордное колесо размотчика диаметром Ø800 мм является отдающим устройством вращающегося типа.
Основная коробка передач Сварная конструкция, коробчатая коробка шпинделя, синхронный электропривод ремённой передачи.
Конструкция трубчатого ротора (сигары) Внешняя заправка, два окна для загрузки катушек и три двухребордных колеса в каждом барабане (секции ротора), на изгибах поясных канавок барабана установлены роликовые направляющие колёса.
Крепление трубчатого ротора (сигары) Ротор установлен на высокоскоростной крупногабаритный опорный роликовый подшипник 5-го класса точности.
Cистема смазки опорного подшипника ротора (сигары) Централизованная подача смазки из масляного бака при помощи масляного насоса, автоматическая смазка жидким маслом в циклическом режиме. Утечка масла в подшипнике или засорение масла вызывают автоматическую аварийную остановку крутильной машины.
Тормозной путь ротора (сигары) Каждая секция ротора оснащена двумя группами пневматических зажимных тормозов. Время торможения в обычном режиме (торможение с потерей мощности) составляет 10-15 секунд. Время экстренного торможения Каркасная конструкция внутренней каретки Центральное опорное двухребордное колесо, узел демпфирования проволоки, винт с пружиной для регулировки натяжения проволоки.
Направляющие сопла Направляющие проволок выполнены из карбида вольфрама YG8
Держатель калибра Плашкодержатель применяется для установки и фиксации плашки. Маховичок ручной подачи и резьбовая шпилька прижимают плашку (центр силы прижатия находится в центре плашки) и позволяют перемещать плашкодержатель вперед и назад.
Устройство заливки масла Бак для масла находится под держателем калибра. Масло перекачивается электронасосом через трубу в маслосливное отверстие, а излишки масла поступают непосредственно в масляный бак. На нижней стороне масляного бака установлен трубчатый электронагреватель сухого нагрева (для нагрева не требуется слив масла), а температура регулируется автоматически (температура нагрева до 140°C).
Устройство уплотнения троса Опция
Тяговое устройство Отдельный частотнорегулируемый электродвигатель приводит в движение двойное тяговое колесо. Поверхность канавок (ручьёв) на шкивах колеса закалена до твердости HR45-50.
Приемные устройства траверсирующего типа Независимое намоточное устройство не связано с тяговым устройством. Центральное опорное колесо поднимается и опускается с центральной панели электроприводом. Мотор с преобразователем частоты + редуктор, серводвигатель + редуктор + резьбовая шпилька, фотоэлектрические датчики (при реверсе).
Счетчик метража Механический счетчик метража установлен на валу тягового колеса, шестерня колеса соединена со счетчиком.
Электронный счетчик метража имеет датчик, установленный внутри тягового колеса, выводит информацию на дисплей.
Остановка при обрыве проволоки Под корпусом барабанов имеется металлическая стояночная трубка, около закрывающейся горловины предусмотрено металлическое стояночное кольцо и тросик для остановки каретки. Обрыв проволоки вызывает автоматическую аварийную остановку крутильной машины.
Конус свивки проволоки Торцевая поверхность последнего барабана соединена с конусной трубой фланцевым соединением; посередине находится перегородка; конусность трубы составляет 18°.
Dividing plate Разделительная перегородка Должна быть предусмотрена разделительная перегородка.
Преформатор Канатовьющая машина RSN-6/630 оснащена комплектами больших и малых устройств предварительной деформации (преформирующие головки).
Постформатор Постформаторы (рихтовальные аппараты) представляют собой наборы из 9 горизонтальных и 9 вертикальных роликов. Расстояние между роликами регулируется для соответствия пропускной способности.
Устройство фиксации диаметра Канатовьющая машина RSN-6/630 оснащена комплектом фиксаторов диаметра (4 штуки).
Защитный кожух Защитный кожух пряде-канатовьющих машин сварен из листовой стали и имеет полностью закрытую конструкцию. На каждом окне для загрузки катушек есть раскладная дверь с электроприводом и акриловыми смотровыми окнами. Окна изнутри защищены металлической пластиной с перфорацией и имеют подсветку. Все двери оборудованы датчиками открывания - оборудование с открытой дверью не запустится.
Технология производства стальных канатных строп

В настоящее время в ремонтном производстве предприятий различных отраслей промышленности и транспорта существуют участки по изготовлению такелажа для нужд подразделений предприятий. Известно, что заделка концов канатов при производстве стропов на этих предприятиях осуществляется способом заплётки, в основном, с применением ручной заплётки. Данная технология обеспечивает требования РД10-231-98 только при хорошей организации производства и постоянном контроле качества инспекцией Ростехнадзора, особенно труднодостижимы требования, предписывающие исключить разматывание концов прядей и повреждение рук стропальщика при работе. На некоторых предприятиях органами Ростехнадзора производство стропов ручной заплёткой приостановлено. Современный метод изготовления строп - опрессовка втулкой.
Оборудование «Энерпром» позволяет:
◾оснастить предприятие, участок по производству стропов с заданным объемом выпуска продукции;
◾обеспечить высокую производительность;
◾снизить трудоемкость производства;
◾повысить культуру и безопасность труда;
◾увеличить объем производства;
◾уменьшить срок выполнения заказа.
Совмещение «Энерпром» производственных и сервисных функций:
◾шеф-монтаж;
◾пуско-наладка;
◾обучение;
◾гарантийное и послегарантийное обслуживание.
Возможность проведения гибкой ценовой политики в соответствии с тенденциями рынка.
Качество изделий: высококлассное оборудование и контроль на этапе производства, применение новых расходных материалов, гидрокомпонентов производства ведущих мировых фирм Bieri (Швейцария), Yuken (Япония) позволяют производить продукцию при высокой производительности с улучшенными качественными показателями.
Ассортиментная матрица сочетающая оборудование для производства широкой номенклатуры такелажа:
◾распространённой востребованной продукции (стропы), произведенной на новом качественном уровне
◾ряд мало распространенной,- для подвесных систем (крановые ванты и т.п.).
Использование «ноу-хау» на российском рынке – уникальных импортных опрессовочных аксессуаров.
Модернизация бизнеса, «Trade-In» – это система взаимозачета, которая позволяет зачесть стоимость Вашего старого оборудования в счет стоимости нового, приобретаемого в нашей компании. Зачем нужен «Trade-in»? - Вы экономите время и средства на обновление Вашего производства.
В России наблюдаются благоприятные условия для развития бизнеса по производству такелажа, в частности стропов, из стального каната. Также, производителей грузоподъёмных кранов, подвесных систем интересует возможность организации собственного производства вант. Растут требования к скорости выполнения заказа на такелажную продукцию из стального каната, к её качеству, ассортименту, к ценовой политике производителя. Для обеспечения выполнения этих требований Энерпром внедряет современные технологии и комплектное оборудование собственной разработки для производства такелажа из стального каната
Оборудование для производства строп

В настоящее время в ремонтном производстве предприятий различных отраслей промышленности и транспорта существуют участки по изготовлению такелажа для нужд подразделений предприятий. Известно, что заделка концов канатов при производстве стропов на этих предприятиях осуществляется.



Основными составными частями установки, модель УРКС-65, являются: -стол; -пила дисковая термофрикционная маятникового типа (вулканит); -принимающий ролик с энкодером; -мотор-редуктор и барабан натяжения-подачи каната с прижимающим роликом; .

Станок термической резки канта методом прокаливания и закручивания конца каната предназначен для формовки концов стальных канатов при заделке концов стропов опрессовкой алюминиевой втулкой.Три модели СПЗ-26, СПЗ-36, СПЗ-44 для работы с канатом диаметром до 26, 36 и.

Предназначен для заделки концов стальных канатных стропов машинной заплеткой с проколом каната иглой с гидравлическим приводом. Технические характеристики Артикул Ø каната, мм Макс. ход иглы: полный/ рабочий.

Установка для заплетки стропов УРЗС8,3-50 предназначена для механизации раскручивания заплетаемой части каната при заделке концов стальных канатных стропов ручной заплёткой. Ручной заплёт в основном применяют при производстве универсальных стропов. Состав установки: .

Диаметр заплетаемого каната, мм 8,3 - 37 Максимальное расстояние между верхним и нижним зажимами регулируемое - 864мм Мощность электропривода - 1,1 кВт Габариты установки : ширина 720мм длина 1320мм .

Для автоматизации процесса маркирования канатных стропов гидравлическая установка клеймения станет незаменимым инструментом. Без клейма любые грузозахватные изделия будут считаться бракованными. Оно выставляется на обжимной алюминиевой втулке с указанием даты испытания.

Стенд предназначен для перемотки стального каната (по ГОСТ 3241 диаметром от 2 до 40 мм.) с барабана в бухту и с барабана на барабан, с бухты в бухту или на барабан и измерения длины с последующей резкой для изготовления строп или другой такелажной.

В самых разных отраслях промышленности, предприятиях потребность в собственном участке производства строп достаточно велика. Компания «Энерпром-Новосибирск» предлагает высококачественное оборудование для производства строп по самым выгодным ценам. Его покупка выгодна в следующих аспектах:
- позволяет сократить финансовые издержки на приобретение данной продукции на стороне;
- появляется возможность оперативно удовлетворять все запросы предприятия в стропах, сокращает время на ее поиск, покупку и доставку. Это благоприятно сказывается на повышении рентабельности и прибыльности производства;
- имеется возможность регулирования объемов выпуска продукции в зависимости от меняющихся нужд и приоритетов производства;
- обеспечивает высокую производительность;
- оборудование для строп от компании «Энерпром» - это высококачественное и надежное оборудование, которое длительное время эффективно прослужит вам.
В нашем каталоге вы найдете прессы для строп, испытательные стенды, обжимные аксессуары, дополнительное оборудование. Вся продукция отвечает самым высоким требованиям к качеству и надежности. Ценовые же предложения от нашей компании – одни из лучших на рынке.
Как приобрести оборудование для производства строп выгодно?
Если вы не можете выбрать оборудование самостоятельно, обратитесь к нашим консультантам по телефону или приезжайте в офис. Мы работаем с крупными промышленными предприятиями, и предлагаем качественный продукт за договорную цену. Для каждого крупного покупателя выделяется персональный компетентный менеджер, который будет вести заказ от оформления до поставки на ваше предприятие.
Читайте также: