Образование карбидов в сталях
Обновлено: 28.04.2024
В сплавах Fe - С - Ni; Fe - С - Mn; Fe - С - Si, а также в системах, содержащих W, Мо, Сг, V и Ti, при концентрации легирующего элемента, недостаточной для образования специального карбида , аустенит при эвтектоидном превращении распадается на феррит и цементит по схеме Т - a - f - Fe3C; однако превращение происходит в интервале температур. Температуру начала превращения при охлаждении показывает верхний график на фиг. [18]
Кроме диффузии углерода, коагуляция карбидов включает процессы диссоциации растворяющейся карбидной частицы и образования новых кристаллических слоев растущей частицы. Образование специальных карбидов и изменение при этом прочности связей кристаллической решетки карбида могут приводить к уменьшению скорости растворения и образованию карбидов в процессе коагуляции, что изменяет граничные условия диффузии. [20]
Образование специального карбида с высоким содержанием углерода и карбидообразующего легирующего элемента требует большого диффузионного перераспределения в аустените обоих компонентов карбида. Из-за низкой подвижности легирующего элемента это перераспределение может не дойти до стадии образования специального карбида ( в том числе и промежуточного), но бывает достаточным для образования легированного цементита ( Fe, Me) C, в решетке которого легирующий элемент ( Me) частично замещает атомы железа и содержится в значительно меньшем количестве, чем в специальном карбиде. Концентрация легирующего элемента в цементите может даже не отличаться от концентрации его в аустените. С увеличением переохлаждения аустенита возрастает вероятность образования легированного цементита вместо специального карбида. [21]
Поскольку диффузионная подвижность легирующих элементов чрезвычайно низка, это перераспределение протекает с очень малой скоростью и потому тормозит образование специальных карбидов и карбидов цементитного типа. [22]
При отпуске до 500 С образуется легированный цементи, содержащий в твердом растворе количество легирующих элементов, одинаковое со средним содержанием их в стали. Дальнейшее повышение температуры отпуска вызывает обогащение цементита хромом, молибденом, ванадием и другими элементами, а затем и образование специальных карбидов ; вначале процесс идет медленно, но с дальнейшим повышением температуры он облегчается. [23]
При нагреве углеродистых сталей с дисперсными перлитными структурами происходят коагуляция и сфероидизация карбидов. В легированных сталях возможны и карбидные превращения: если перлитная структура появилась при значительном переохлаждении аустенита ( например, структура троостита), когда образование специальных карбидов затруднено, отпуск при 600 - 700 С вызовет превращение цементита в специальный карбид. [24]
Природа увеличения устойчивости переохлажденного аустенита под влиянием легирующих элементов довольно сложная. Если в углеродистых сталях перлитное превращение связано с Y - - перестройкой решетки и диффузионным перераспределением углерода, то в легированных сталях к этому могут добавиться образование специальных карбидов и диффузионное перераспределение легирующих элементов, по-разному растворенных в феррите и карбиде. [25]
Одним из основных путей повышения водородоустойчивости сталей является введение в нее сильных карбидообразующих элементов. Согласно имеющимся данным [ 11, 12, 143, 144] легирование стали Сг, Мо, V, W, Nb, Ti резко повышает сопротивление водородной коррозии. Водородоустойчивость стали повышается вследствие образования специальных карбидов более стабильных, чем цементит. На разрезе диаграммы Fe-С - Сг ( рис. 75) нанесены результаты испытаний по водородостойкости ряда хромистых сталей по данным работ [12, 144], из рассмотрения которых следует, что увеличение содержания Сг резко повышает водородостойкость стали. [27]
В сталях с большим количеством карбидообразующих элементов температурой отпуска определяется тип выделяющихся карбидов. При температурах до - 400 С подвижность атомов легирующих элементов весьма мала, поэтому вместо специальных карбидов 1из мартенсита, так же как и в углеродистых сталях, выделяется карбид железа, для образования которого требуется лишь перемещение атомов углерода. При более высоких температурах становится возможным образование специальных карбидов : кристаллы цементита постепенно исчезают, а вместо них появляются более дисперсные специальные карбиды. [28]
Углерод влияет на окисление сплавов по-разному. С одной стороны, он может способствовать снижению скорости окалинообразования вследствие интенсивного образования окиси углерода, что приводит к торможению окисления железа, а также к снижению скорости его диффузии в окисной пленке в связи с образованием в ней газовых пузырей. С другой стороны, добавки углерода в коррозионно-стойкой стали, содержащие карбидооб-разующие элементы ( Сг, Ti и др.), влекут за собой образование специальных карбидов с одновременным объединением этими элементами твердого раствора и, как следствие, вызывают интенсивное окисление материалов. Указанные закономерности должны приниматься во внимание при применении защитных покрытий. [29]
Однородные твердые растворы, обладая высокой окалиностон-костью, обладают невысокой жаропрочностью. Для повышения предела ползучести необходимо в структуре иметь избыточную устойчивую дисперсную фазу в виде сетки или пластинок. В современных жаропрочных сталях это достигается введением молибдена, вольфрама, титана, ниобия в сравнительно небольших количествах, вследствие упрочнения твердого раствора ( Mo, W) или образования специальных карбидов . [30]
Образование карбидов в сталях
В сталях карбиды образуются только металлами, расположенными в периодической системе элементов левее железа (см. рис. 279). Эти металлы, как и железо, относятся к элементам переходных групп, имеют менее достроенную -электронную полосу. Чем левее расположен в периодической системе карбидообразующий элемент, тем менее достроена его -полоса.
Имеется достаточно оснований предполагать, что в процессе карбидообразования углерод отдает свои валентные электроны на заполнение электронной полосы атома металла, тогда как у металла валентные электроны образуют металлическую связь, обусловливающую металлические свойства карбидов.
Многочисленные опыты показывают, что чем левее в периодической системе расположен элемент, т. е. чем менее достроена у него электронная полоса, тем более устойчив карбид. Эти обстоятельства позволяют сформулировать положения, характеризующие в общем виде условия карбидообразования в сталях: только элементы с -электронной полосой, заполненной меньше, чем у железа, являются карбидообразующими; активность их как карбидообразователей тем сильнее и устойчивость образующихся карбидных фаз тем больше, чем менее достроена -полоса у металлического атома.
Это положение позволяет указать условия образования карбидов в стали при наличии нескольких карбидообразующих элементов, последовательность растворения в аустените различных карбидов и другие факторы, важные для теории легирования, практики производства и применения легированных сталей.
В соответствии со сказанным карбиды в сталях будут образовывать следующие элементы: титан, ванадий, хром, марганец, цирконий, ниобий, молибден, гафний, тантал, вольфрам.
В природе известны карбиды никеля и кобальта, но в сталях, т. е. в сплавах на основе железа, эти металлы карбидов не образуют, так как на -полосе кобальт
1 Из курса физики известно, что электроны располагаются вокруг ядра атома в виде отдельных электронных оболочек. Чем дальше от ядра отстоит оболочка, тем выше уровень энергии электронов этой оболочки. Каждая оболочка в свою очередь расщепляется на ряд уровней энергии или полос, получивших обозначения (по направлению от ядра атома) На каждой полосе может располагаться ограниченное число электронов. Так, например, на -полосе может разместиться не более 10 электронов. При последовательном переходе от атома водорода к другим элементам периодической системы число электронов возрастает в соответствии с их атомным номером, причем электроны сначала занимают все места с наименьшими уровнями энергии, т. е. последовательно все места в первой оболочке, затем во второй и т. д. Однако у некоторых элементов, получивших наименование элементов переходных групп, на внешней (валентной) оболочке уже появляются 1 или 2 электрона еще до того, как достроена -полоса предыдущей оболочки. К этим элементам относятся многие металлы, в том числе железо и карбидообразующие элементы.
Сформулированное выше положение является частным случаем условий образования карбидов или нитридов в сплавах. Карбидо- и нитридообразующим элементом в сплаве является такой элемент, у которого менее достроена -полоса, чем у основного металла.
Иногда, правда очень редко, в металлических сплавах образуются карбиды бора, алюминия, кремния и других элементов, по приведенной классификации относящихся к «некарбидообразующим» элементам. Дело в том, что карбиды совершенно отличны от рассматриваемых карбидов. Это соединения с ковалентной связью, не обладающие металлическими свойствами.
имеет 7, а никель 8 электронов, т. е. больше чем железо, имеющее на d-полосе 6 электронов. Поэтому углерод отдает свои электроны железу и карбиды никеля или кобальта не образуются.
Элементы с полностью заполненной -полосой (медь, цинк, серебро и т. д.) ни при каких условиях карбидов в сплавах не образуют.
Вместе с тем в соответствии с высказанным выше положением, активность карбидообразования и устойчивость карбидов в легированных сталях будет возрастать при переходе от элементов марганца и хрома к элементам молибден, ванадий, вольфрам и титан и др. имеющим менее достроенные -полосы, чем у марганца и хрома. Это значит, например, что при наличии в стали одновременно хрома и ванадия следует ожидать в первую очередь образования карбидов ванадия.
Приняв атомный радиус углерода равным 0,079 нм легко подсчитать, что у всех карбидообразующих элементов, кроме железа, марганца и хрома, отношения атомных радиусов углерода к металлу меньше 0,59.
Выше указывалось (гл. IV, что если у металла переходной группы и у металлоида с малым атомным радиусом (углерод, азот, водород) отношение атомных радиусов меньше 0,59, то возможно образование особых видов соединений, которые называются «фазами внедрения» (см. с. 99).
У большинства карбидообразующих элементов соотношение поэтому между ними и углеродом возможно образование фаз внедрения.
Установлено, что в сталях могут образовываться следующие карбидные соединения:
Однако в сталях в чистом виде перечисленные карбиды не существуют. Карбиды всех легирующих элементов содержат в растворе железо, а при наличии нескольких карбидообразующих элементов — и эти элементы. Так, в хромомарганцовистой стали вместо чистого карбида хрома образуется карбид содержащий в растворе железо и марганец.
Так как карбиды, имеющие одинаковую химическую формулу, взаимно растворяются, то, например, при наличии в стали одновременно титана и ниобия будут образовываться не два разделенных вида карбидов, а один общий карбид, в который «на равных основаниях» входят и титан и ниобий. Поэтому возможных вариантов карбидообразования меньше, чем это указано выше, и фактически мы встречаемся в сталях лишь с карбидами шести видов:
где под М подразумевается сумма карбидообразующих элементов (металлических). Соотношения между металлическими элементами и углеродом (для недефектной решетки) указываются формулой.
Карбиды, отнесенные в I группу, имеют сложную кристаллическую структуру. Типичным представителем карбидов этого типа
является цементит, кристаллическая структура которого была показана на рис. 133.
Особенность строения карбидов II группы как фаз внедрения заключается в том, что они имеют простую кристаллическую решетку и кристаллизуются обычно со значительным дефицитом по углероду.
Следует отметить, что фазы внедрения трудно растворимы в аустените. Это значит, что при нагреве (даже очень высоком) они могут не перейти в твердый раствор. В этом их отличие от карбидов
I группы, которые при нагреве легко растворяются в аустените.
Рис. 283. Диаграммы изотермического распада аустенита: а — углеродистая (1) и легированная некарбидообразующими элементами (2) стали; б — углеродистая (1) и легированная карбидообразующими элементами (2) стали
Все карбидные фазы обладают высокой температурой плавления и высокой твердостью. Фазы внедрения в этом отношении превосходят карбиды I группы.
Взаимодействие легирующих элементов с углеродом и азотом в стали. Карбиды и нитриды в стали
Добавленные в сталь легирующие элементы могут образовывать твердые растворы или химические соединения с железом и между собой. В большинстве случаев для сталей важную роль имеет взаимодействие ЛЭ с углеродом и азотом. Способность ЛЭ к образованию карбидов или нитридов в стали, где основу составляет железо, определяется их сродством к С и N. Если сродство ЛЭ к С и N больше, чем у железа, то будет образовываться карбид на основе ЛЭ, а не цементит.
Так как закономерности образования карбидов и нитридов в стали имеют одинаковый характер и углерод чаще применяется при легировании, чем азот, обычно рассматривают закономерности карбидообразования.
Все легирующие элементы можно разделить на две группы: карбидообразующие и не образующие карбидов в стали.
Карбиды и нитриды относятся к фазам внедрения, которые и образуются между d-переходными металлами и соответственно углеродом и азотом. Активность карбидообразующих элементов тем больше и устойчивость карбидных фаз тем выше, чем менее достроена d-электронная оболочка у данного металла. На рис. 77 приведен фрагмент таблицы Д. И. Менделеева, где расположены карбидо- и нитридообразующие элементы.
Co и Ni, представленные на рис. 77, не образуют карбиды и нитриды в стали, так как они имеют более совершенное электронное строение, чем железо.
В периодах сродство к углероду возрастает справа налево (Fe Ti), а в группах – сверху вниз (Cr W). Таким образом, самым активным из представленных в таблице элементов будет Hf. С увеличением содержания легирующего элемента в стали образуется карбид более высокого класса (с бóльшим содержанием ЛЭ). Например, для хрома: (Cr,Fe)3C Cr7C 3Cr23C6.
Рис. 77. Структуры d–переходных металлов, карбидов и нитридов, образуемых в стали
В некоторых карбидах легирующих элементов может растворяться железо. Так, например, в карбидах Cr3c и Мn3С железо растворяется неограниченно. Карбиды Cr7C3 и Mn23C6 образуют ограниченные твердые растворы с железом.
Прочность связи между атомами металла и неметалла в карбидах и нитридах характеризуются теплотой образования 298К, кДж/(г-атом) и свободной энергией образования фаз ( 298к, кДж/(г-атом), температурой их плавления и структурно-нечувствительными упругими свойствами. Наиболее высокие значения из указанных свойств имеют карбиды и нитриды элементов IV и V групп. По мере увеличения номера группы свойства изменяются в сторону уменьшения прочности связи атомов в карбиде и нитриде или, как говорят, прочности или стойкости карбидов и нитридов.
Следовательно, переходные металлы по их сродству к углероду и азоту, прочности и стойкости карбидов и нитридов, их устойчивости к распаду можно расположить в следующий убывающий ряд: Hf, Zr, Тi, Та, Nb, V, Мо, Сr, Мn, Fе.
Карбид Сr7С3 образуется чаще всего в конструкционных сталях с относительно невысоким содержанием хрома (до 3 – 4%). Этот карбид имеет сложную гексагональную решетку с 80 атомами на одну элементарную ячейку (56 атомов металла и 24 атома углерода).
В сталях этот карбид может содержать от 30 до 50 % Сr, т. е. его формула должна быть в пределах Fе4Сr3С3 и Fе2Сr5С3. Обычно такой карбид обозначают (Сr, Fе)7С3 или Me7C3.
Карбид Сr23С6 образуется в высоколегированных хромистых сталях при большом содержании хрома (выше 5 – 8 %). Он имеет сложную г. ц. к. решетку, элементарная ячейка которой содержит 116 атомов, в том числе металла 92 атома и углерода – 24. В сталях карбид Сr23С6 в чистом виде не встречается, часть атомов хрома в нем замещается карбидообразующими элементами, входящими в состав стали (Fе, Мо, W).
В зависимости от характера легирования атомы металла могут содержать два или несколько элементов. Так, в высокохромистых сталях содержание железа в карбиде может повышаться до 35 %, т. е. часть атомов хрома замещается железом, при этом формула карбида имеет, например, вид Fе8Сr15С6. При меньшем содержании хрома возможно образование карбида Fе12Сr11С6. В общем виде такой карбид в сталях принято обозначать формулой (Сr, Fе)23С6 или Me23C6. В сталях с молибденом формула карбида будет Fе20Мо2С6, а в сталях с несколькими легирующими элементами (Сr, Мо, W и др.) все они могут входить в состав карбида.
Железо широко замещает в этом карбиде хром, но так как размер атомов железа несколько меньше размера атомов хрома, то начиная с определенного момента (после замещения ~30% Сr) эти узлы становятся слишком “просторными”, и для устойчивости решетки необходимо присутствие крупных атомов W (или Мо). Атомы W (Мо) занимают также определенные позиции в решетке карбида Ме23С6, поэтому их максимальное число в элементарной ячейке составляет 8 из 92 атомов металла. Дальнейшее увеличение в стали концентрации вольфрама и молибдена в выделяющейся фазе сверх этого предела приводит к переходу Ме23С6 Þ Ме6С, как к следующему карбиду, который может вместить большее количество W и Mo.
Этот карбид образуется только при сложном легировании, поэтому он является комплексным карбидом. Его преимущество перед другими карбидами на основе Mo, W и других тугоплавких элементов заключается в том, что он имеет более низкую температуру диссоциации, что позволяет переводить Мо и W при нагреве при закалке в твердый раствор (аустенит).
Однако этот карбид метастабильный и при высокой температуре и длительных выдержках он превращается в стабильные карбиды типа МеС или Ме2С. По этой причине высоколегированные стали, содержащие в больших количествах Cr, W, Mo и V не подвергают смягчающему отжигу с нагревом и длительной выдержкой при температурах 1100. 1200 о С. При закалке из этой области температур длительность выдержки строго регламентирована.
Л 5.2. Влияние легирующих элементов на С–образные кривые.
Влияние легирующих элементов на критические точки и свойства стали
Легирующие элементы значительно влияют на температурное положение критических точек в сталях. В частности, они могут интенсивно смещать точку Ас1. Подобное влияние легирующих элементов связано с двумя факторами.
| Рис. 78. Влияние легирующих элементов на положение критической точки Ас1 (а) и содержание углерода в эвтектоиде (б) |
Как известно, критическая температура Ас1 в углеродистой стали отвечает превращению эвтектоидной смеси перлита +Fе3С в аустенит путем фазового перехода a®g, диссоциации карбида и растворению углерода в g-железе. С одной стороны, легирующие элементы изменяют температуру –прeвращения для феррита, входящего в состав эвтектоида (перлита), и, с другой стороны, влияют на температуру диссоциации эвтектоидных карбидов и последующее растворение углерода и легирующих элементов в g-железе. Как правило, карбидообразующие элементы повышают температуру диссоциации карбидов, и, если при этом они также повышают температуру -превращения, то влияние их на точку Ас1 сказывается особенно сильно (рис. 78).
Некарбидообразующие элементы, растворяясь в цементите, несколько понижают температуру диссоциации карбида. При этом никель и марганец понижают температуру -перехода и, следовательно, снижают точку Ас1. Своеобразно влияние хрома на точку Ас1. Он до 12–13 % сравнительно слабо повышает точку Ас1, а при содержании его более 14 % наблюдается резкое повышение температуры Ас1. Подобное влияние объясняется тем, что при содержании хрома до 12 – 13 % он понижает температуру -перехода, а наблюдаемое при этих содержаниях хрома повышение точки Ас1 обусловлено более сильным влиянием диссоциации эвтектоидных карбидов при этих температурах. Закономерности влияния элементов на критические точки в основном сохраняются и в сталях, содержащих одновременно несколько легирующих элементов.
Легирующие элементы значительно влияют и на положение эвтектоидной точки S (рис. 79), и на предельную концентрацию углерода в аустените (точку Е). Некарбидообразующие элементы (никель, кобальт, кремний), растворяясь в феррите и замещая часть атомов железа в его решетке, тем самым уменьшают содержание железа в эвтектоиде и смещают точку S в сторону меньших концентраций углерода. Аналогично влияют и карбидообразующие элементы, которые в большом количестве растворяются в феррите. Их карбиды участвуют в образовании эвтектоида (например, Мп и Сr). Такие элементы, как Мо и W, сначала уменьшают, а затем увеличивают содержание углерода в эвтектоиде.
Имеются сведения, что сильные карбидообразующие элементы Тi, Nb и V, незначительно растворяющиеся в феррите и образующие стойкие карбиды, которые не участвуют в образовании эвтектоида, уменьшают количество эвтектоида в стали и увеличивают содержание углерода в эвтектоиде, т. е. смещают точку S в сторону больших концентраций углерода. В то же время, если Тi, Nb и V растворены в аустените, то они снижают содержание углерода в эвтектоиде.
Большинство легирующих элементов понижает предел растворимости углерода в -железе и, следовательно, смещает точку Ена диаграмме Fе–Fе3С в сторону меньших концентраций углерода.
| Рис. 79. Изменение содержания углерода в эвтектоиде и эвтектике при легировании |
Легирующие элементы смещают не только критические точки равновесных систем, но и изменяют кинетику распада аустенита. Кинетика распада аустенита определяет поведение стали при термической обработке. Влияние же легирующих элементов на кинетику превращения аустенита очень велико.
Элементы, которые только растворяются в феррите или цементите, не образуя специальных карбидов, оказывают лишь количественное влияние на процессы превращения (изменяют длительность инкубационного периода). Они или ускоряют превращение (к таким элементам относится только кобальт), или замедляют его (большинство элементов, в том числе марганец, никель, медь и др.).
| Рис. 80. Диаграммы изотермического превращения аустенита: доэвтектоидной (а), эвтектоидной (б) и заэвтектоидной (с) углеродистой стали |
Карбидообразующие элементы вносят не только количественные, но и качественные изменения в кинетику изотермического превращения. Так, легирующие элементы, образующие растворимые в аустените карбиды, при разных температурах по-разному влияют на скорость распада аустенита: при 700 – 500 о С (образование перлита) – замедляют превращение, а при 500 – 400 о С – весьма значительно замедляют превращение; при 400 – 300 о С (образование бейнита) – ускоряет превращение при малых концентрациях и замедляют при больших.
Таким образом, в сталях, легированных карбидообразующими элементами (хром, молибден, вольфрам), наблюдаются два максимума скорости изотермического распада аустенита, разделенных областью высокой устойчивости переохлажденного аустенита. Изотермический распад аустенита имеет два явно выраженных интервала превращений – превращение в пластинчатые кристаллиты (перлитное превращение) и превращение в игольчатые кристаллиты (бейнитные превращения).
Диаграммы изотермического распада представлены на рис. 80 и 81. Видно, что увеличение содержания углерода понижает температуры начала и конца мартенситного превращения; форма кривых начала и конца перлитного превращения принципиально не изменяется.
При легировании карбидообразующими элементами диаграмма приобретает другой вид (рис. 81). Причины изменения формы диаграммы подробно изучаются в дисциплине “Теория термической обработки”. Следует обратить внимание на тот факт, что положение бейнитной области зависит от содержания углерода и ЛЭ-карбидообразователя.
В легированных сталях в зависимости от положения линий начала перлитного превращения и точки Мн можно получить стали перлитного, мартенситного, бейнитного или аустенитного классов. Увеличение инкубационного периода при легировании позволяет создавать стали с высокой прокаливаемостью.
| Рис. 81. Схемы диаграмм изотермического распада аустенита, легированного карбидообразующими элементами: а – малоуглеродистая сталь; б – высокоуглеродистая сталь |
Легирующие элементы не влияют на кинетику мартенситного превращения, которая, по-видимому, похожа во всех сталях. Их влияние сказывается исключительно на положении температурного интервала мартенситного превращения, а это в свою очередь отражается и на количестве остаточного аустенита, которое фиксируется в закаленной стали.
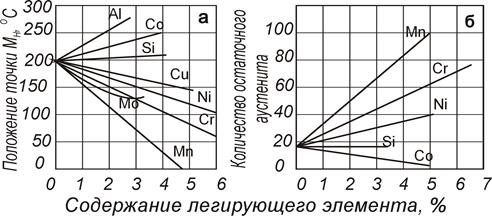 Рис. 82. Влияние ЛЭ на Мн и содержание остаточного аустенита в стали с 1 % углерода |
Некоторые элементы повышают мартенситную точку и уменьшают количество остаточного аустенита (алюминий, кобальт), другие не влияют на нее (кремний), но большинство снижает мартенситную точку и увеличивает количество остаточного аустенита (рис. 82). Из диаграммы видно, что 5% Мn снижает мартенситную точку до 0 о С, следовательно, при таком (или большем) содержании этого легирующего элемента можно зафиксировать аустенитное состояние посредством быстрого охлаждения..
Л 5.3. Влияние легирования на вязкость, прочность, Тх , размер зерна.
Большая Энциклопедия Нефти и Газа
Образование карбидов в сталях с 0 04 - 0 15 % С происходит преимущественно по границам аустенитных зерен и сопровождается местным обеднением твердого раствора хромом. Это приводит к приобретению у хромоникелевых сталей склонности к разрушению коррозией по местам выделения карбидов. Такую коррозию называют межкристаллитной. [2]
Образование карбидов по границам зерен аустенита имеет непосредственное влияние на механические свойства стали. Когда все карбиды переведены в твердый раствор, изменение содержания углерода в стали не оказывает большого влияния на ее механические свойства. Выпавшие карбиды изменяют механическуто прочность на границе аустеннтных зерен, уменьшают пластичность н приводят к падению ударной вязкости стали. Это находит свое подтверждение в том, что с увеличением содержания углерода увеличивается падение ударней вязкости. Однако увеличение содержания углерода приводит к повышению твердости и предела прочности. Сталь с высоким содержанием углерода в горячем состоянии обнаруживает снижение пластических свойств. Это снижение связано с дополнительным выделением карбидов хрома и будет тем больше, чем больше содержание углерода в стали. [3]
Образование карбидов лишь в отдельных местах блсГка корунда, наплавленного в печи, объясняется тем, что реакции восстановления окислов осуществляются твердым углеродом, частицы которого имеют практически ощутимые размеры и взаимодействие которых с окислами происходит в вязкой среде. Вследствие этого реакции протекают на поверхности частиц угля, а продукты их медленно диффундируют в слой свежего расплава. [4]
Образование карбида регулируется давлением, температурой и амео. [5]
Образование карбидов происходит уже при температуре 400, но при длительной выдержке. При нагреве стали ниже температуры 300 - 350 карбиды хрома практически не выделяются. При нагреве стали до температур выше 850 - 900 выделившиеся ранее карбиды хрома снова растворяются в аустените. [7]
Образование карбидов молибдена при вводе молибдена в сталь несколько повышает термическую стойкость стали. Однако образование карбидов молибдена приводит к обеднению молибденом феррита, что с течением времени приводит к развитию графитизации стали. Легирование стали молибденом оказалось недостаточно эффективным, чтобы преодолеть отрицательное влияние алюминия. [9]
Однако образование карбидов уменьшает количество свободного углерода, действующего как сильный аустенитообразующий элемент. Азот, так же как и углерод, способствует образованию аустенита. [10]
Ввиду образования карбида в реакции синтеза на кобальтовом катализаторе обычно считают, что молекулы СО адсорбируются на активном металлическом кобальте. Оказалось, что изобара адсорбции при 25 5 см ( рис. 5) имеет два пика. В области низких температур имеется, главным образом, физическая адсорбция. При этом адсорбционная способность определяется величиной поверхности катализатора. [11]
Однако образование карбидов является относительно медленным процессом. Поэтому наблюдение атомной абсорбции таких элементов целесообразно проводить в верхней половине внутреннего конуса. [13]
Для образования карбида расходуется углерод лишь из областей, окружающих зародыш карбида, тогда как более удаленные объемы имеют исходную концентрацию углерода. Следовательно, в результате отпуска при низких температурах одновременно существует два твердых раствора а - высокой и низкой концентрации. [15]
Закаленной стали. Карбидообразование при отпуске сталей
В процессе аустенитизации происходит растворение (частичное или полное) частиц вторичной фазы (карбидов, карбонитридов, интерметаллидов и др.) и переход легирующих элементов в раствор, т.е. легирующие элементы могут находиться в твердом растворе железа или в карбидной фазе. Кроме этого они могут также присутствовать в составе неметаллических включений (Cr, Mn, Al, Zr, V, Ti в виде оксидов – MnO, SiO2, Al2O3, Cr2O3, V2O3, B2O3, ZrO, TiO2 или сульфидов - MnS, ZrS).
К карбидообразующим легирующим элементам относятся: Fe, Mn, Cr. Mo, W, Nb, V, Zr, Ti - по возрастающей степени сродства к углероду и устойчивости карбидных фаз.
К легирующим элементам, не участвующим в процессе карбидообразования (некарбидообразующим), относятся: (Ni, Co, Al, Si, Cu).
В связи с тем, что температура диссоциации частиц вторичной фазы, образованной сильными КОЭ (Ti, Nb, Zr, V) достаточно высокая (»1150-1250 0 С),за исключением ванадия, который переходит в твердый раствор при »950 0 , при традиционных режимах нагрева под закалку такие легирующие элементы будут находиться в связанном состоянии (в частицах вторичной фазы). Поэтому в практике термообработки используют повышенные температуры аустенитизации для частичного растворения таких частиц вторичной фазы и перевода легирующих элементов в твердый раствор с последующим выделением их при отпуске в виде дисперсных частиц карбидов. При этом используют повышенные температуры аустенитизации, когда достигается максимально возможная степень растворения частиц вторичной фазы, но еще не происходит интенсивного роста аустенитного зерна. В случае интенсивного охлаждения металла с температуры аустенитизации - после закалки (или ускоренного охлаждения) фиксируется пересыщенный твердый раствор – мартенсит (по углероду, азоту, легирующим элементам), в котором при последующем нагреве (отпуске) происходит распад твердого раствора с выделением частиц вторичной фазы (карбидов, карбонитридов и др.), многие из которых относятся к фазам внедрения и образуются между переходными металлами и углеродом (азотом).
Фазы внедрения образуются при соотношении атомных радиусов компонентов Rнем/R мет = 0,41…0,59 (карбиды типа TiC; NbC; ZrC; VC; WC; Mo2C; W2C), а в том случае, если это соотношение будет Rнем/R мет >0,59 фазы внедрения не образуются, а возникают карбиды со сложной атомно-кристаллической структурой (карбиды железа, марганца, типа Me3C, хрома - Cr3C2; Cr7C3; Cr23C6 - при концентрации хрома менее 2% образуется легированный цементит, а при большем содержании образуется Cr7C3).
Следует отметить, что эффект дисперсионного твердения при отпуске или старении могут вызывать частицы вторичной фазы, размер которых £100 нм (10--100 ангстрем), а расстояние между ними не более 20…100 нм (200…1000 А). Такими частицами вторичной фазы чаще всего являются – VC; VN; NbC; NbN; V(C,N) и др.
По кристаллохимической структуре карбиды, наиболее часто встречающиеся в сталях, можно разделить на несколько групп:
2. Фазы внедрения(специальные карбиды - образуются в сталях, когда концентрация легирующих элементов превышает предел их растворимости в цементите):
а) карбиды типа МеС, имеющие кубическую решетку, где Ме могут быть ниобий, тантал, ванадий, цирконий;
б) карбиды типа МеС и Ме2С, имеющие гексаганальную решетку, где Ме могут быть молибден, вольфрам;
3. Карбиды типа Ме23С6 с кубической решеткой:
а) кубический карбид хрома и его производные с общей формулой (Cr,Me)23C6: где Ме железо, марганец, молибден, ванадий, вольфрам, никель;
б) кубический карбид молибдена (вольфрама) типа Fe21(Mo,W)2C6:
4. Тригональный карбид хрома (Cr,Me)7C3, где: Ме –железо, марганец, молибден, ванадий, вольфрам, никель.
5. Двойные карбиды общей формулы Ме6С: типа Меn 1 Меn 2 С и типа Меn 1 Ме2n 2 С, где: Ме 1 - железо, кобальт, никель; Ме 2 –вольфрам, молибден, хром, ванадий.
В связи с тем, что диффузионная подвижность легирующих элементов существенно меньше, чем углерода и азота, то при температурах отпуска примерно до 400 0 С в пересыщенной матрице не происходит перераспределения легирующих элементов.
Скорость протекания первой стадии распада мартенсита мало изменяется при легировании такими элементами как хром, молибден, вольфрам, кремний. При введении больших количеств никеля температура распада понижается, а при введении алюминия температура начала распада значительно повышается.
Легирование существенно изменяет кинетику второй стадии распада М, замедляя рост карбидных частиц и сохраняя пересыщенность твердого раствора до более высоких температур отпуска. Вторая стадия распада значительно замедляется и сдвигается в сторону более высоких температур (до ~400-450 0 С вместо ~150-300 0 С в углеродистых сталях) такими элементами, как хром, молибден, ванадий, вольфрам, кобальт, кремний.
Выделение метастабильного e-карбида в легированных сталях происходит при более высоких температурах (в углеродистой стали могут быть уже при ~20 0 С, а в легированной при ~120-140 0 С). Цементитные выделения в кремнистых сталях появляются лишь при ~370 0 С
При температурах выше 450 0 С начинается перераспределение легирующих элементов и образование специальных карбидов. Возможны два механизма их образования:
· концентрация легирующих элементов при повышении температуры отпуска в цементите увеличивается и цементит перестраивается в специальный карбид;
· специальный карбид образовывается самостоятельно, при этом зарождение на дефектах значительно легче.
При этом следует отметить, что из-за существенно меньшей диффузионной подвижности легирующих элементов частицы специальных карбидов значительно дисперснее цементита. Карбидообразование легированных частиц вторичной фазы также проходит через стадии метастабильных карбидов. При выделении специальных карбидов в сталях происходит повышение пределов текучести, пропорциональности, твердости. Это явление получило название вторичное твердение.Обычно такой эффект наблюдается при отпуске 500-650 0 С (для цементита при 350-400 0 С). Важным фактором является и то, что при вторичном твердении повышается пластичность и вязкость, что обусловлено частичным растворением и сфероидизацией частиц цементита.
Легирование также влияет и на скорость коагуляции карбидных частиц. Никель ускоряет, а хром, молибден, вольфрам, ванадий замедляют коагуляцию.
Легирующие элементы (хром, кремний и др). повышают температуру распада и остаточного аустенита до 500-600 0 С.
1. Курдюмов Г. К., Утевский Л. М., Энтин Р. И. Превращения в железе и стали.
2. Новиков И. И. Теория термической обработки металлов.
3. Богачев И. Н. Пермяков В. Г. Отпуск закаленной стали.М.: Машгиз, - 1950.
4. Белоус М.В., Черепин В.Т., Васильев М.А. Превращения при отпуске стали. М.-Свердловск.:Металлургия,1973.-232с
5. Стародубов К.Ф.Процессы, происходящие при отпуске стали. Изд. ВЦСПС, ПРОФИЗДАТ, 1960.-32с
6. Дейнеко Л.Н.Исследование процессов структурообразования при упрочняющей термической обработке трубных сталей. Сб.трудов межд.н.-практ. конф. «Химия в строительных материалах и материаловедение в ХХ1 веке», том 2, Шымкент, 2008.-С.60-67
Фрактография изломов ударных образцов (KCV) из стали 15ХСНД толщиной 30 мм в зависимости от
режима термической обработки и температуры испытания
 |  |  |  |  | -20 0 С |
 |  |  |  |  | -40 0 С |
| а) Термическое упрочнение (ТУ) в воде с tв=98 0 С | б) ТУ + отпуск 300 0 С,1ч | в) ТУ + отпуск 500 0 С,1ч | г) ТУ + отпуск 600 0 С,1ч | д) ТУ + отпуск 700 0 С,1ч | Температура испытания образцов |
Рисунок 1.8 - Изломы ударных образцов (световые фрактограммы), изготовленных из толстолистовой малоуглеродистой стали 15ХСНД
Читайте также: